连接器成品检验规范
连接器制程检验规范

1 OF 28制程检验规范修 订 记 录文件编号:13A/2总页数HLSG3-Q00039版本/次:A/3页 次:日 期:2010032720100327D1003045修订日期变更编号变 更 内 容版本/次会 签 意 见1320091124D0911018修改5.1.1.3/5.4.1/5.6检验标准内容■工程部同意组织架构变更A/3会 签 记 录会签单位会签姓名■营业部同意■财务部同意■人力资源部同意■品控部同意■制造部同意■物流部同意■体系办同意制作单位发 行 章核准审核制定集团体系办品控部2 OF 28制程检验规范文件编号:HLSG3-Q00039版本/次:A/3页 次:日 期:201003273 OF 28页 次:日 期:201003274 OF 28页 次:日 期:201003275 OF 28页 次:日 期:201003276 OF 28页 次:日 期:201003277 OF 28页 次:日 期:201003278 OF 28页 次:日 期:201003279 OF 28制程检验规范文件编号:HLSG3-Q00039版本/次:A/3页 次:日 期:2010032710 OF 28制程检验规范文件编号:HLSG3-Q00039版本/次:A/3页 次:日 期:2010032711 OF 28制程检验规范文件编号:HLSG3-Q00039版本/次:A/3页 次:日 期:2010032712 OF 28制程检验规范文件编号:HLSG3-Q00039版本/次:A/3页 次:日 期:2010032713 OF 28制程检验规范文件编号:HLSG3-Q00039版本/次:A/3页 次:日 期:20100327。
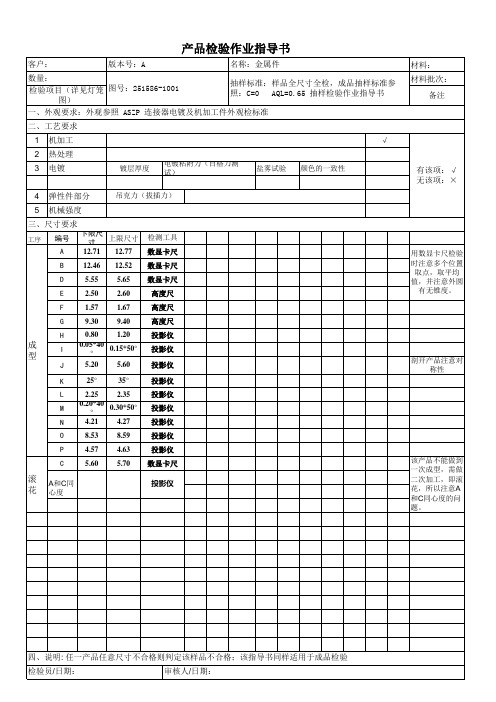
连接器成品产品检验作业指导书
G
9.30 9.40
高度尺
H
0.80 1.20
投影仪
成 型
I
0.05*40 °
0.15*50°
投影仪
J
5.20 5.60
ቤተ መጻሕፍቲ ባይዱ
投影仪
K
25°
35°
投影仪
L
2.25 2.35
投影仪
M
0.20*40 °
0.30*50°
投影仪
N
4.21 4.27
投影仪
O
8.53 8.59
投影仪
P
4.57 4.63
投影仪
C
5.60 5.70 数显卡尺
滚 花
A和C同 心度
投影仪
材料: 材料批次:
备注
有该项:√ 无该项:×
用数显卡尺检验 时注意多个位置
取点,取平均 值,并注意外圆
有无锥度。
剖开产品注意对 称性
该产品不能做到 一次成型,需做 二次加工,即滚 花,所以注意A 和C同心度的问 题。
四、说明: 任一产品任意尺寸不合格则判定该样品不合格;该指导书同样适用于成品检验
检验员/日期:
审核人/日期:
产品检验作业指导书
客户:
版本号:A
名称:金属件
数量: 检验项目(详见灯笼 图号:251586-1001
图)
抽样标准:样品全尺寸全检,成品抽样标准参 照:C=0 AQL=0.65 抽样检验作业指导书
材料: 材料批次:
备注
√
×
镀层厚度
电镀粘附力(百格刀测 试)
盐雾试验 颜色的一致性
×
4 弹性件部分
吊克力(拔插力)
×
端子连接器Wafer系列成品检验作业规范
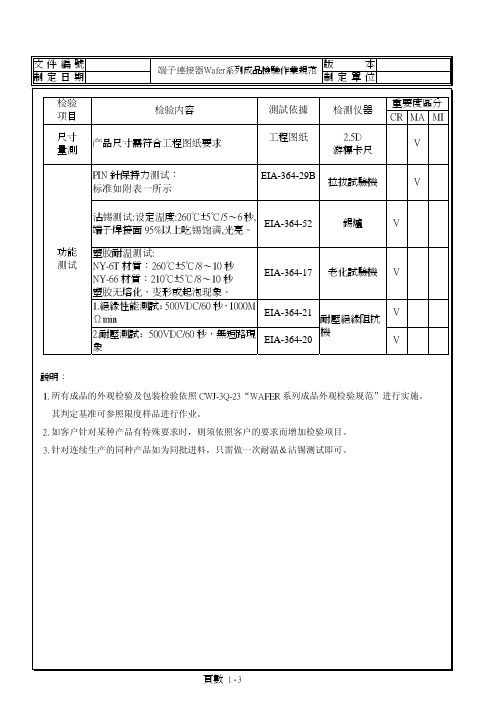
Pitch4.20mm
NL-6T NL-66
≧2.00KG ≧2.00KG
EIA-364-29B EIA-364-29B
頁數 2-3
測試条件
插拔速率為每分種 25±3mm
/ 插拔速率為每分種
25±3mm
/
插拔速率為每分種 25±3mm
插拔速率為每分種 25±3mm
插拔速率為每分種 25±3mm
插拔速率為每分種 25±3mm
錫爐
V
功能 测试
塑胶耐温测试:
NY-6T 材質:260℃±5℃/8~10 秒 NY-66 材質:210℃±5℃/8~10 秒
EIA-364-17 老化試驗機 V
塑胶无熔化、变形或起泡现象。
1.絕緣性能測試:500VDC/60 秒,1000M
Ωmin
EIA-364-21 耐壓絕緣阻抗
V
2.耐壓測試:500VDC/60 秒,無短路現
插拔速率為每分種 25±3mm
插拔速率為每分種 25±3mm
插拔速率為每分種 25±3mm
插拔速率為每分種 25±3mm
插拔速率為每分種 25±3mm
插拔速率為每分種 25±3mm
插拔速率為每分種 25±3mm
插拔速率為每分種 25±3mm
插拔速率為每分種 25±3mm
插拔速率為每分種 25±3mm
測試依據 EIA-364-29B
/ EIA-364-29B
/ EIA-364-29B EIA-364-29B EIA-364-29B EIA-364-29B EIA-364-29B EIA-364-29B EIA-364-29B EIA-364-29B EIA-364-29B EIA-364-29B EIA-364-29B EIA-364-29B EIA-364-29B EIA-364-29B
光纤连接器检验技术标准

一、外观检验:二、组装性能:2。
1插芯:突出长度正常,弹性良好,有明显倒角,表面无任何脏污、缺陷及其他不良。
2.2散件:各散件与适配器之间配合良好,无松脱现象,机械性能良好,有良好的活动性,表面无任何脏污、缺陷、破损、裂痕,颜色与产品要求相符,同批次产品无色差。
2.3压接:对光缆外皮及凯夫拉线的压接固定要牢固,压接金属件具有规则的压痕,无破损、弯曲,挤压光缆等不良。
三、端面标准:根据附录1《光纤连接器端面检验规范》检验。
四、插损、回损技术标准:五、端面几何形状(3D)标准:六、合格品标识:合格产品标识包括:出厂编号(每个产品对应唯一的出厂编号,由生产任务计划号加流水号组成)、型号规格、条码标签(根据客户要求可选)、产品说明书(根据客户要求可选)、3D报告(根据客户要求可选)、环保标识(根据客户要求可选)、插/回损测试数据等。
七、产品包装:7.1产品基本包装是:将光纤连接器盘绕成15-18cm直径的圈,连接头两端用扎带固定于线圈的对称中部,根据产品的不同型号扎紧方式有“8”和“1”字型扎法,以不松脱为原则,不能在光缆上勒出痕迹,0。
9光缆使用蛇形管绑扎。
特殊型号产品可根据相应《包装作业指导书》进行操作.将绑扎好的连接器头朝下放入对应已贴好标识的包装袋中封好袋口,并将包装袋中的空气尽量排除但不能将连接器挤压变形。
7.2基本包装完成后以整数为单位装入包装箱内,包装箱内部用卡板或气泡袋或珍珠棉或其他防挤压保护辅料隔开,特殊型号产品可根据相应《包装作业指导书》进行操作。
包装箱外贴上装箱清单和其他产品标识后封箱打包并放置到指定成品区。
八、各零部件技术标准:8.1插芯:8.1。
1产品符合以下标准:YDT 1198-2002 《光纤活动连接器插针体技术要求》Telcordia GR—326-CORE 8.1。
2详细技术要求见附录2《常规插芯技术标准》。
8.2光纤/光缆:8.2.1产品符合以下标准:YDT 1258。
连接器最终检验规范
连接器最终检验规范一、前言连接器作为电子设备中不可或缺的组件,其质量的优劣直接影响到整个设备的性能和可靠性。
为了确保连接器能够满足设计要求和客户期望,特制定本最终检验规范,以明确检验的标准、方法和流程。
二、适用范围本规范适用于本公司生产的各类连接器的最终检验。
三、检验环境1、照明:检验区域的照明应充足,照度不低于 500Lux。
2、温度:检验环境温度应在 20℃ 25℃之间。
3、湿度:相对湿度应控制在 40% 70%之间。
四、检验工具和设备1、游标卡尺:用于测量连接器的尺寸。
2、千分尺:用于精确测量关键尺寸。
3、拉力试验机:用于测试连接器的插拔力和保持力。
4、绝缘电阻测试仪:用于检测连接器的绝缘性能。
5、耐压测试仪:用于测试连接器的耐压能力。
6、显微镜:用于检查连接器的微观缺陷。
五、外观检验1、连接器的外观应整洁,无明显的划痕、变形、污渍和氧化现象。
2、外壳的颜色应均匀一致,无明显的色差。
3、标识和文字应清晰、完整,无模糊、缺失或错误。
4、插针和插孔应无弯曲、变形、缺失或损坏。
5、金属部件应无锈蚀、镀层脱落或起皮现象。
六、尺寸检验1、按照产品图纸的要求,使用游标卡尺和千分尺等工具测量连接器的外形尺寸、插针和插孔的直径、间距等关键尺寸,尺寸偏差应在允许范围内。
2、对于有配合要求的连接器,应测量其配合尺寸,确保与对应的插头或插座能够良好配合。
七、电气性能检验1、绝缘电阻使用绝缘电阻测试仪,在规定的电压下,测量连接器的绝缘电阻,绝缘电阻值应不小于规定值。
2、耐压测试使用耐压测试仪,对连接器施加规定的电压,持续一定时间,期间不应出现击穿或闪络现象。
3、接触电阻使用微电阻测试仪,测量连接器插针和插孔之间的接触电阻,接触电阻值应不大于规定值。
八、机械性能检验1、插拔力使用拉力试验机,测量连接器的插拔力,插拔力应符合产品设计要求,既不能过大导致插拔困难,也不能过小影响连接的可靠性。
2、保持力对于有插头和插座配合的连接器,测量插头和插座之间的保持力,保持力应足够大,以防止在使用过程中插头意外脱落。
连接器通用检验标准
连接器通用检验标准同学们!今天咱们来了解一下连接器的通用检验标准,这可挺重要的哟!咱们得知道为啥要有检验标准。
就好像我们考试有评分标准一样,连接器也得有个标准来判断它是不是合格的。
那这个检验标准都包括啥呢?外观检查是第一步。
我们得看看连接器的外表有没有瑕疵,比如有没有划痕、裂缝、变形之类的。
要是有这些问题,那可就不太好了。
举个例子,假如连接器的外壳有了裂缝,可能会影响它的密封性和防护性能。
然后是尺寸的测量。
连接器的大小、形状都得符合规定的标准。
比如说插头和插座之间的配合尺寸,如果尺寸不对,可能就插不进去或者插得松松垮垮的,这样可不行。
再说说电气性能的检验。
这就像是检查连接器能不能好好“导电”。
我们要测测它的电阻、电容、绝缘电阻这些参数。
如果电阻太大,电流通过就会有损耗;如果绝缘电阻不够,可能会漏电,这都是很危险的。
比如说,在一些精密的电子设备中,连接器的电气性能不好,可能会导致设备故障甚至损坏。
还有插拔力的测试。
就是看看插头插进插座和拔出来的时候,需要用多大的力气。
插拔力太大或者太小都不行。
太大了插拔困难,太小了又容易松动。
手机充电线的连接器,如果插拔力不合适,用着用着可能就接触不良了。
接着是耐腐蚀性的检验。
因为连接器可能会在各种环境中使用,如果不耐腐蚀,很快就会坏掉。
在潮湿或者有化学物质的环境中,不耐腐蚀的连接器会生锈或者被腐蚀掉。
还有可靠性和稳定性的测试。
要模拟连接器在长期使用中的情况,看看它能不能一直保持良好的性能。
不断地插拔连接器,看它经过多次使用后会不会出现问题。
连接器的通用检验标准就像是给连接器做了一个全面的“体检”,从外观到性能,各个方面都要检查到位,只有都合格了,才能算是一个好的连接器。
同学们,现在是不是对连接器的检验标准有了更清楚的了解啦?。
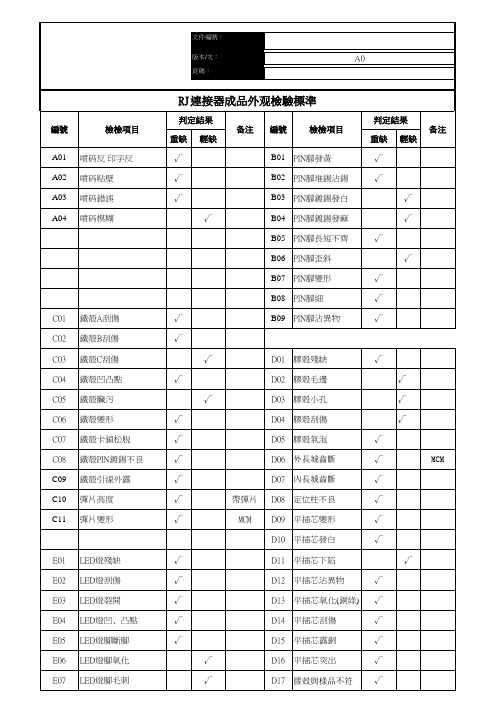
RJ连接器成品外观检验标准
√
√
D06 外長城齒斷
√
MCM
√
D07 內長城齒斷
√
√
帶彈片 D08 定位柱不良
√
√
MCM D09 平插芯變形
√
D10 平插芯發白
√
√
D11 平插芯下陷
√
√
D12 平插芯沾異物
√
√
D13 平插芯氧化(銅綠) √
√
D14 平插芯刮傷
ቤተ መጻሕፍቲ ባይዱ
√
√
D15 平插芯露銅
√
√
D16 平插芯突出
√
√
D17 膠殼與樣品不符
√
E08 LED燈沾異物
√
E09 LED間距不良
√
核准:
审核:
D18 膠盒顏色錯誤
√
達創
F01 本體與PIN腳(多PIN)平行
√
制作人:
日期:
√
√
B02 PIN腳堆錫沾錫
√
√
B03 PIN腳鍍錫發白
√
√
B04 PIN腳鍍錫發麻
√
B05 PIN腳長短不齊
√
B06 PIN腳歪斜
√
B07 PIN腳變形
√
B08 PIN腳細
√
√
B09 PIN腳沾異物
√
√
√
D01 膠殼殘缺
√
√
D02 膠殼毛邊
√
√
D03 膠殼小孔
√
√
D04 膠殼刮傷
√
√
D05 膠殼氣泡
E01 LED燈殘缺 E02 LED燈刮傷 E03 LED燈裂開 E04 LED燈凹﹑凸點 E05 LED燈腳斷腳 E06 LED燈腳氧化 E07 LED燈腳毛刺
连接器检验规范
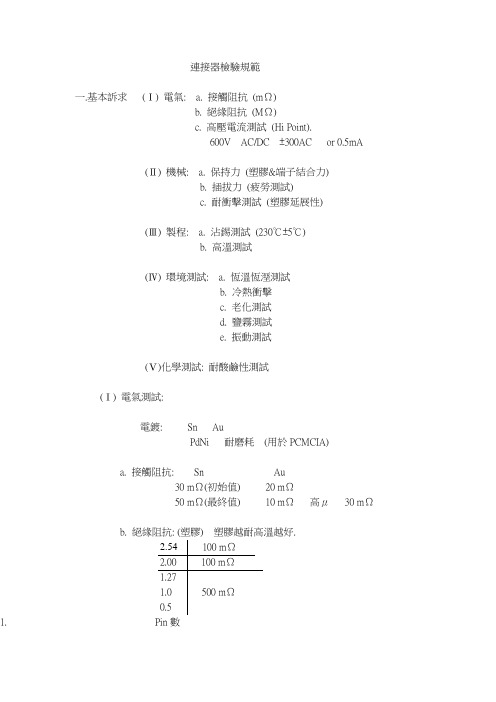
連接器檢驗規範一.基本訴求(Ⅰ) 電氣: a. 接觸阻抗(mΩ)b. 絕緣阻抗(MΩ)c. 高壓電流測試(Hi Point).600V AC/DC ±300AC or 0.5mA(Ⅱ) 機械: a. 保持力(塑膠&端子結合力)b. 插拔力(疲勞測試)c. 耐衝擊測試(塑膠延展性)(Ⅲ) 製程: a. 沾錫測試(230℃±5℃)b. 高溫測試(Ⅳ) 環境測試: a. 恆溫恆溼測試b. 冷熱衝擊c. 老化測試d. 鹽霧測試e. 振動測試(Ⅴ)化學測試: 耐酸鹼性測試(Ⅰ) 電氣測試:電鍍: Sn AuPdNi 耐磨耗(用於PCMCIA)a. 接觸阻抗: Sn Au30 mΩ(初始值) 20 mΩ50 mΩ(最終值) 10 mΩ高μ30 mΩb. 絕緣阻抗: (塑膠) 塑膠越耐高溫越好.2.54100 mΩ2.00 100 mΩ1.271.0 500 mΩ0.51.Pin數2. c. On, Off啟動電壓突然上升而產生磁場,磁場和磁場會引起高熱,燒焦.3.4.就接觸阻抗而言,以點接觸較面接觸好.5.6.原因: (1) 面有凸凹不平現象,可能接觸不良.7.(2) 點對面接觸可以破壞端子或接觸物的氧化膜.8.(3) 點接觸可以使力集中於一點,確保接觸9.10.(Ⅱ) 機械11.12. a. 保持力: 塑膠與端子其結合方式13.(1)崁入型: 接觸性較好(但會晃動).14.(2)刺破型85%.15.*插入速度>25.4mm/min16.17. b. 插拔力:18.測試次數19.(1) 不常插拔類25次20.(2) 一般普通500次觀察端子疲勞度及阻抗性21.(3) 經常插拔類10000次c. 耐衝擊(Ⅲ) 製程:(a). SMT: 230℃~240℃(錫鉛) 250℃~260℃(無鉛)DIP: 210±5℃沾錫面積達(95%)合格(1mm2 95%)合格.(b). 高溫測試SMT: 260℃(一般240℃)±5℃5秒±1秒DIP: 210℃~220℃(溫度Time(時間)高溫測試後電氣性接觸阻抗,絕緣阻抗須符合電氣項規範(Ⅰ)三項。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
适用于本公司AJ3D7产品.
3.权责
品保单位负责产品检验及质量纪录之填写.
4.内容
4.1外观:
检验站别:首件检验、制程检验、入库检验.
检验方法:10倍放大镜下检查外观
抽样标准:首件检验:100%全检;制程检验:依《QC工程图》检验;
入库检验:ANSI/ASQ Z1.4-2008表,按Level-II正常抽样标准.
验收标准:Br<900PPM,Cl<900PPM,Br+Cl<1500PPM.
4.9包装:
检验站别:入库检验、出货检验.
检验方法:依照包材图面确认外观及尺寸是否与图面相符,包装后依照制令工单/包装规范对
产品的包装数量、规格、贴纸、H/F卷标、麦头、tray封口、尾数箱出货时加垫填
充物进行确认.统一REEL内盘上加上3条胶带以稳固内盘松散.(参照内盘包装作
检验方法:电气(导通&短路)测试机测试.
抽样标准:首件检验:全模穴/批(如无法追溯全模穴则8pcs/批);制程检验:8pcs/4小时;
入库检验:ANSI/ASQ Z1.4-2008表,按Level-II正常抽样标准.
验收标准:确保测试机良好状态下,产品电气OK.
b接触阻抗测试:
检验站别:首件检验、入库检验.
制(修)訂日期
A
1-3
新制訂
2010/12/14
B
1-3
修訂檢驗項目檢驗頻率
2011/03/23
C
1-3
抽样计划程序(MIL-STD-105E改为ANSI/ASQ Z1.4-2008)与检验标准修订
2011-12-27
表單編號:SM-QR-101版本:A
1.目的
为确保本公司AJ3D7产品质量皆符合客户及相关要求.
允收标准: AC=0.
检验站别:首件检验、制程检验、入库检验.
检验方法:1:用3M胶纸紧贴印字面粘3次(印字要干的情况下),若印字不掉,则判OK.
2.在没有3M胶的情况下,以母指来回平衡擦拭3次,若印字不掉,则判OK.
抽样标准:首件检验:全模穴/批(如无法追溯全模穴则8pcs/批);制程抽验:8pcs/2小时;
业指导书).
抽样标准:入库检验:全检;出货检验:检验人员须对每箱的规格,数量进行确认,尾数箱全检.
允收标准:AC=0.
缺点类别:包材实物与图面不符(实物尺寸与图面不符),数量短装、型号规格混料、订单号/料号
错误、内外箱贴纸与实物不符、贴纸位置错误、漏贴贴纸、漏粘胶纸封口、漏垫填
充物、真空盒不清洁有异物、包装箱脏污;SMT包装时要放干燥剂并加PE袋、有无漏贴胶带.
检验方法:以接触阻抗测试机测试.
抽样标准:首件检验:全模穴/批(如无法追溯全模穴则8pcs/批);
入库检验:全模穴/批(如无法追溯全模穴则8pcs/批);
验收标准:Plug to Contacts(plug與端子):50mΩmax;
Contact to Shunt(端子與端子):30mΩmax.
4.3插拔力检测
入库检验:全模/批(如无法追溯全模穴则8pcs/批).
验收标准:见产品检验图面之公差.检验重点:核对图面无误、核对BOM无误、尺寸合格.4 Nhomakorabea8无卤测试:
允收标准: AC=0.
检验站别:首件检验、制程抽验、入库检验.
检验方法:以XRF检验产品卤素Br,Cl含量.
抽样标准:首件送检、制程(1次/天)、入库检验(1次/每工单).
AJ3D7成品檢驗規範
文件編號:SM-QW-382
文件類別:檢驗規範
發行版次:C
發行日期:
核准審查制訂發行管制
贺伟
制訂單位:品保
表單編號:SM-QR-101版本:A
矽瑪企業(香港)有限公司矽瑪電子廠
文件編號
SM-QW-382
總版本
C
類別
AJ3D7成品檢驗規範
總頁次
__3_頁
程序書
修訂履歷
版本
頁次
修訂內容
b端子氧化或电镀不良,影响焊锡;
c本体多胶,影响焊锡或组装.
MIN:
a塑胶不饱模、塑料毛边及毛边过大(SPEC≦0.05mm);
b端子外观发白、氧化,但不影响焊锡;
c端子Pin脚不良,如:歪Pin、下板过紧;
d塑胶、端子轻微压伤、刮伤、压痕等.
4.2功能检测:
允收标准: AC=0.
a电测:
检验站别:首件检验、制程检验、入库检验.
入库检验:全模穴/批(如无法追溯全模穴则8pcs/批).
验收标准:在正常喷印情况下,确保印字附着性良好,无字母脱落.
4.7尺寸量测:
允收标准: AC=0.
检验站别:首件检验、制程抽验、入库检验.
检验方法:依照产品检验图面确定量测尺寸及公差.
抽样标准:首件检验:全模穴/批(如无法追溯全模穴则8pcs/批);制程抽验:8pcs/4小时(仅量测成品图面中标识有 尺寸);
4.5耐高温测试:
允收标准: AC=0.
检验站别:首件检验、制程检验.
检验方法:以IR炉测试产品耐高温性能.
抽样标准:首件检验:全模穴/批(如无法追溯全模穴则8pcs/批);制程抽验:8pcs/8小时.
检测温度: 260℃±5℃.
验收标准:使用10倍放大镜观察产品表面无任何变形、起泡、熔胶现象.
4.6印字附着性测试
矽瑪企業(香港)有限公司
SIMULA TECH.INC
文件新增/修訂/廢止申請單
□正式文件□試作文件DCN流水號:
日期
2011/03/23
申請單位
品保
申請類型
□新增□修訂□廢止
□手冊□程序□指導性文件□表單
文件名稱
AJ3D7成品檢驗規範
文件編號
SM-QW-382
版次
修訂前
修訂后
A
B
修訂原因
修訂內容
預計完成日期
允收标准: AC=0.
检验站别:首件检验、入库检验;
检验方法:以插拔力测试机、半自动插拔力机、推拉力计测试.
抽样标准:首件检验:全模穴/批(如无法追溯全模穴则8pcs/批);
入库检验:全模穴/批(如无法追溯全模穴则8pcs/批).
验收标准:插入力:0.4~3.0Kgf;拔出力:0.4~3.0Kgf.
允收水平: CRI:AC=0 MAJ:AQL 0.40 MIN:AQL 1.0.
缺点类别:
CRI:
a塑胶破裂、断角、断柱子;
b端子缺Pin、断Pin、电镀错误(如:镀镍、镀锡);
c漏装料件(如:铁壳、端子等)、料件装错、方向装反、混料.
MAJ:
a塑胶压伤(参考外观限度样品)、端子压伤(参考外观限度样品)、DATECODE错误;
實際完成日期
會簽單位
口廠長室口管理代表口稽核室
口資材部口品保部口自動化部
口管理部口財務部口工程一部
口組裝部口塑膠成型部口工程二部
口模具加工部口五金衝壓部口QS課
分發
廠區
口深圳口TP
文管中心
申請單位
承辦人
受理日期
主管核准
主管審查
申請者
林麗蘭
表單編號:SM-QR-80版本:H
矽瑪企業(香港)有限公司
SIMULA TECH.INC
4.4焊锡测试:
允收标准: AC=0.
检验站别:首件检验、入库检验.
检验方法:以焊锡炉进行焊锡测试.
锡炉温度:锡炉温度:为245℃±5℃;浸锡时间:3~5秒.
抽样标准:首件检验:5pcs/每批;入库检验:5pcs/批.
验收标准:使用10X放大镜观察,吃锡面积须达到95%以上,且无连锡、脱锡、拒焊等.