如何正确的检查菲林
菲林检查流程

120-150mil(须有3排以上)
孔点图
MAP核对成型距阻流点距离
检查项目
标准
检查工具
检查方法
3.工具孔标志是否依附表一
(1) .靶孔标志离成型线距离
250-300mil
刻度镜
用MAP对照内层,测量成型线距靶孔距离是否正确
(2) .对位标志离成型线距离
100-300mil
(4) .独立PAD是否取消
取消
原稿(内层)
用原稿核对独立孔取消是否正确
(5) .散热PAD是否加大
PAD开口≥8mil
刻度镜
测量蜘蛛脚大小
2.线路:
(1) .线宽加大(依制作规范)
0mil-2mil
刻度镜
原稿及工作片核对
(2) .线距
≥4.5mil
刻度镜
测量线距
(3) .加泪滴
要加(焊盘够大,不加)
(金手指倒角处销铜皮)
20mil
刻度镜
用MAP与工作片对准后测量距离
(2) .V-CUT内销(金手指处≥16mil)
≥20mil
5.加标志
(1) .UL标志
依客户要求
MI
核对MI,依照MI要求检查是否需要添加
(2) .周期或批号8888或888888
依客户要求
(4) .板边料号、层次、日期、制作者等
要
11. Bottom面是否镜像
要
字符应和药膜在同一面
六. UV油
1.开窗(比防焊PAD)
≥3mil
对照原稿是否有多或少
2.菲林性质
正片
MI
都为正片
10.板边料号、层次、日期、制作者等
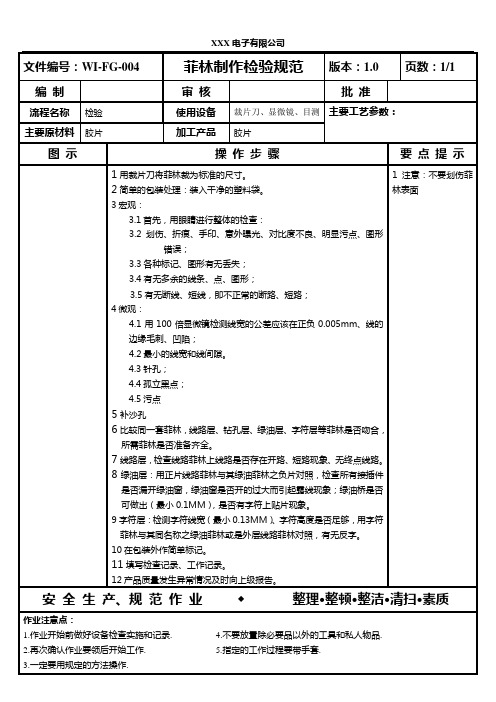
菲林制作检验规范
菲林制作检验规范
版本:1.0
页数:1/1
编制
审核
批准
流程名称
检验
使用设备
裁片刀、显微镜、目测
主要工艺参数:
主要原材料
胶片
加工产品
胶片
图示
操作步骤
要点提示
1用裁片刀将菲林裁为标准的尺寸。
2简单的包装处理:装入干净的塑料袋。
3宏观:
3.1首先,用眼睛进行整体的检查:
3.2划伤、折痕、手印、意外曝光、对比度不良、明显污点、图形错误;
7线路层,检查线路菲林上线路是否存在开路、短路现象、无终点线路。
8绿油层:用正片线路菲林与其绿油菲林之负片对照,检查所有接插件是否漏开绿油窗,绿油窗是否开的过大而引起露线现象;绿油桥是否可做出(最小0.1MM),是否有字符上贴片现象。
9字符层:检测字符线宽(最小0.13MM)、字符高度是否足够,用字符菲林与其同名称之绿油菲林或是外层线路菲林对照,有无反字。
3.一定要用规定的方法操作.
修订栏
序号
日期
修订事项
编制
审核
批准
3.3各种标记、图形有无丢失;
3.4有无多余的线条、点、图形;
3.5有无断线、短线,即不正常的断路、短路;
4微观:
4.1用100倍显微镜检测线宽的公差应该在正负0.005mm、线的边缘毛刺、凹陷;
4.2最小的线宽和线间隙。
4.3针孔;Leabharlann 4.4孤立黑点;4.5污点
5补沙孔
6比较同一套菲林,线路层、钻孔层、绿油层、字符层等菲林是否吻合,所需菲林是否准备齐全。
10在包装外作简单标记。
11填写检查记录、工作记录。
QA005 生产菲林检验规范
4.3所有菲林必须轻拿轻放,不可折皱。
4.4合格菲林必须要有检验人员(包括品质课和生产技术课)的签名,并注明日期,由生产技术课交给制造课或网版房制网。
5.0相关记录:
《产品作业指导书》
标
题
文件号
版本
A
页序
04OF
标
题
文件号
版本
A
页序
05OF
标
题
文件号
版本
A
页序
06OF
3.1.3不允许有曝光过度、模糊不清、变形等不良;
3.2药膜面检查:
3.2.1所有生产菲林的正面必须为药膜面。药膜面的判断方法如下:
A.用刀片在菲林边黑色区域轻轻一划,能划出一条透光线的一面为药膜面;
B.目视,返光较弱的一面为药膜面;
3.3生产菲林与原装菲林的核对:
3.3.1原装菲林(样板菲林)的编号必须与《产品作业指导书》中客户资料编号相同;
3.3.2用生产菲林和原装菲林正负片交叉对拍,两者之间的任何差异均应有所依据,否则拒收;
3.3.3开路、短路的检查:用原装菲林负片拍生产菲林正片,检查开路;用原装菲林正片拍生产菲林负片,检查短路。
3.4生产菲林与《产品作业指导书》的核对:
3.4.1拼版方向及拼版尺寸必须与《产品作业指导书》相符;
3.4.2双面板线路菲林必须用负片拍钻孔板,要求与钻孔板的方向一致,焊盘符合文件要求;
持有者:系列号:
标
题
生产菲林检验规范
文件号
QA005
版本
A
页序
02OF03
1.0目的:
为菲林的检验建立标准,从而保证生产菲林的正确使用,确保产品品质
菲林的质量检验标准
菲林的质量检验标准菲林的输出其实就是一个类似于照相的暴光过程,它先把图文经过RIP处理成的点阵图象(即由网点组成图文),再将其转化为支配激光的信号,利用激光相对菲林片的纵向和横向移动,将激光点(即网点)打(射)到菲林片相应的位置上,使菲林片相应部位暴光,再通过显影机的显定影过程,把未暴光部分冲洗掉,就在菲林片上形成了点阵图象。
至于菲林的质量标准,我想主要应该是包括以下四个方面:一.实地密度与灰雾,它是衡量软片质量的基础。
灰雾就是指空白菲林的绝对密度,即将密度计绝对清零(对空清零)后所测空白菲林的密度,灰雾值<=0.03的菲林为优,0.03到0.0 7间均为合格。
所谓实地密度是指大实地块的密度值,一般发排软件自带的灰梯尺由于其面积太小,再加上有些菲林药膜有沙眼,使得其实地密度测量值较实际值要小,一般在3.5-3. 8之间即为合格,但若有大块实地必须保证它的密度值在4.0-4.3之间才能保证印刷品的色彩饱和又不会使暗调层次并集。
二.线性化数值,它是量软片质量的主要因素。
一般应保证软片灰梯尺上的标示数值与测量数值相差<=2为合格。
但由于一般的高精度印刷机都有一定的色彩可调程度,所以我们只要保证其线性化差值<=5即能保证印刷品的质量。
三、网点形状、网角及挂网线数,网点要求圆滑、殷实,无锯齿,无拖尾;网角符合标准(一般单色45度,四色想差30度)不撞网;挂网线数适合印刷介质(如:新闻纸不高于120L PI,铜版纸不低于133LPI)。
四.曝光后的药膜质量,是最后一道关,也是最容易被人忽略的一个因素。
软片上实地上没有沙眼,药膜无划伤,无油迹,无定影未除掉的“白点”。
才能说是一张质量过关的软片。
引用LYUS老师所讲:———————————————————————————————————————看高光小点子是否出齐。
比如你制作的图片中所设定的最小点子是2%,那么就要看2%的小点子是否出来了,是否完整。
其次是网点密度,标准的应当是4.0,片子底基的灰雾度要低。
菲林检验规范

菲林检验规范(IATF16949/ISO9001-2015)1.0范围适用于本公司菲林的检验。
2.0检验资料与检验工具:光台、10倍放大镜、刀笔、产品图纸(MI) 、二次元测量仪。
3.0检验项目:药膜面正/反面确认、线路图形及版本确认、菲林外观检验。
4.0菲林的质量要求:4.1菲林的正负片要求,在菲林编号信息上打上正负片信息,(+)为正面、(-)为负片。
4.2菲林药膜面要求:线路菲林:药膜面向下;字符菲林:药膜面向上。
XX曝光菲林:则药膜面应向下;XX丝印菲林:则药膜面应向上。
4.3线路及图形走向应与MI图纸一致。
4.4 线宽要求:产品线宽≤0.07mm,菲林线宽公差±0.003mm;产品线宽>0.07 mm,菲林线宽公差±0.005mm。
4.5 药膜面无开短路、沙眼、针孔、线幼、药液污染、残迹等缺陷。
4.6 菲林的遮光度(黑度)及透光度(如菲林内有气泡)不差于封样。
4.7 每款型号菲林成套交货,如双面板则上下两面一起交货,四层板则4张菲林一起交货。
5.0检查步骤:5.1品质部收到菲林后进行登记,并准备好检验资料和工具。
5.2将光台清洁干净,防止菲林划伤。
5.3用图纸与待检菲林进行黑度对比检验,黑度应达到封样菲林或超过封样菲林(有封样时执行此条,一般不特别作要求,重点产品特殊管控时才做封样菲林)。
5.4按4.1和4.2条确认菲林和正负片和药膜面。
若不能确定药膜面,应用刀笔在菲林无用的图形处刮一下,黑膜被刮掉的一面则为药膜面。
5.5用图纸核对菲林图形(如线路走向),及菲林的型号、版本号等是否相同。
5.6用10倍放大镜检查菲林药膜制作情况,是否有开短路、沙眼、针孔、线幼、药液污染、残迹等缺陷,有不良的地方须贴附小红色标签,箭头指向不良处。
5.7经检验合格的菲林,必须贴有确认人或检验员签名的合格标签,贴标签时注意不要贴到图形内,或贴在存放菲林的袋子上。
5.8检验完后整理工作台面。
5.9不合格菲林贴不合格标签,填写《异常报告单》给主管确认,并通知工程部处理。
菲林检查以及药膜区分指引

菲林检查指引
1.0 目的
通过对菲林进行的检查,及时发现工程制作或菲林光绘过程中出现的问题,避免错误,以保
证产品符合客户要求。
2.0 范围
适用于本公司所有菲林以及客户提供菲林的检查。
3.0 职责
工程菲林房负责检查及菲林发放。
生产部负责黄片制作检查以及使用。
4.0 特别要求
4.1 检查菲林员工不能戴首饰和留指甲,以免划花菲林。
4.2 环境温度控制在22±5℃。
5.0 作业内容
5.1 检查菲林必须在光滑的平台上进行检验。
工具、十倍镜、菲林笔、手术刀。
5.2 根据流程单上的登记检查菲林的编号是否正确。
5.3 检查菲林的药膜面向,无法判定时用刀片轻轻刮菲林的遮光边,不可以刮成型区域,是药膜面
的会被刮掉黑色的药膜粉,不是则不会掉。
5.4 药膜面区分好之后,药膜面朝上、检查菲林上的编号字是正字还是反字,假如是正字,那么就
需要复制黄菲林来生产,是反字就可以直接投入生产使用。
5.5 线路外观检查时开路、短路、线幼、狗牙、缺口、擦花、折痕都不可以有。
5.6 当生产使用过程中检查菲林有擦花的时候要立即停止使用,需要用菲林笔修复后方可使用,无
法修复时需打报废,并且要填写菲林重绘申请表经过审批后方可重出,因个人失误导致报废的要追究相应的责任。
菲林检验规范

菲林检验规范
1、目的
本文件规定了图形菲林的检验内容、检验过程及方法。
2、范围
本文件适用柔性线路菲林检验
3、检验资料及工具
3.1手术刀、菲林笔
3.2产品图纸
3.3放大镜。
3.4体视镜。
3.5合格标签。
4、检验内容
4.1正、负片确认
4.2药膜面正反确认
4.3孔中心标记
4.4线路走向确认
4.5线路制作确认
4.6菲林过孔点和闪镀孔点一致性
5、检验步骤及方法
5.1对照工程图纸目视检查图形的正反,反的为不合格。
5.2用手术刀在菲林边框线外试刮、分辨药膜面的正反,反的为不合格。
5.3目视检查孔中心是否有明显标识,定位方向孔是否是同心圆
5.4检查线路走向,图形分布是否与图纸一致
5.5用体视镜检查菲林图形是否有沙眼、缺口、断线、短路、毛边;用100倍放大镜测量菲林图形线路的线宽、线距,满足要求的判OK。
5.5.1若重新复制菲林,则拿新复制的菲林与正在生产的有效菲林对照看是
否有异常
5.5.2若有修改菲林,则此菲林应试做样板菲林并对修改处作重点检测
5.6检查后工序生产制作的辅助标识是否完整。
6、检查菲林注意
6.1及时检查及时送发生产部
6.2作废菲林第一时间知会工程部
6.3检查完毕需在菲林上贴合格标签,记录本上登记并盖检验员章
7、记录
7.1菲林检验记录。
菲林的质量标准和检验方法

菲林的质量标准和检验方法
菲林(FILM)是传统晒版中和色彩有关的的原始文件,其质量标准主要有以下四点:
1.菲林的密度:3.8-4.2;
2.菲林密度的平均度:菲林的各点密度值之间的最大差异不大于0.2;
3.菲林网点线性准确性:网点面积误差不大于1%;
4.菲林的灰雾度:灰雾度不大于0.04;灰雾度越高,晒版时的底灰影响会越大;
检验方法:
使用校正有效的透射密度计检验相关数据:
1.归零后,排除灰雾度,使用透射密度计的密度功能测量实地密度,得到菲林
的密度值;
2.测量同一版面的多个点密度以检验密度平均度;
3.使用透射密度计的网点功能测量菲林的梯尺,实际测量数值与照排机输出数
值比较以检验网点输出线性;
4.首先对透射密度计置零,然后测量菲林空白部分的密度,其显示数值就是该
菲林的灰雾度;
北京北大方正电子有限公司。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
如何正确的检查菲林?
一般情况下对准角线后校对图片和文字,再仔细看一下颜色网点角度。
最主要的是看一下图片跟文字有没有跑位或跟原稿不符的,另外还要再量一下尺寸是否正确,有时候会收到有尺寸错误的菲林,要是收到的菲林上面有划痕、脏点或有折痕!脏点如果在露白处,可以刮掉,要是在网点处,就不行了,划痕、折痕都是影响印刷的,要退回去重新出!
具体一点就是:
1.校對前首先檢查所需的客戶資料是否完整.
A. 版面/文字/色彩/尺寸(圖紙)資料
B. 設計/制版/改版
C.菲林檢驗
D.標識咭
2.看每張菲林有無髒
3.有無劃傷的痕跡
4.角線有無缺小
5.版面文字是否正確無誤
6.圖案是否完整
7.尺寸有無問題
8.有無出血
9.各專色版是否分色正确
10.咬口位或版邊有無以下內容: 產品名稱,尺寸,色標,輸出日期,制作人代碼,校色條
11.檢查網線角度
1、对菲林片,注意实地部分不能有孔眼(漏光),CMYK每张胶片的边角线必须完全吻合,
不花片,没有划痕。
2、打样稿一定要仔细校对,责任大大滴!
3、签字的时候注意要求用的纸张、印刷质量、交货时间、后道工艺要求,不得马虎!
4、跟单。
[1]要注意印刷的色度(实不实,够不够,重了还是轻了主要是对照打样稿,我在跟单
的时候经常这么说,红打重了,青少了,油墨有点厚…………);
[2]对版(就是CMYK的边角线有没有对齐,最好用放大镜,能看出1、2线的误差);
[3]注意印刷品浅色部分有没有明显的脏点,随时要指出来,让印刷工人擦版子;
[4]注意印刷品暗部有没有出现多余白点,或其它颜色点,随时擦除;
[5]每印一部分,工人都会抽几张出来看样,你也跟着看,印刷机跑一段时间可能会出
现某种颜色跑轻或跑重的现象。
菲林的检查
一、菲林在印刷中的重要性
菲林,又称胶片。
它在印刷中起承上启下的作用。
虽然数字直接制版技术(CTP)发展非常快,但普及应用还需要一段时间。
现在传统印刷流程中的胶片仍是印刷的关键环节之一,没有胶片就无法晒版,无法印刷。
二、检查菲林的目的
过去:印刷胶片是靠照相制版完成,人为因素和技术水平高低对胶片质量影响非常大;
现在:印刷胶片是照排机把制作好的文件通过RIP(光栅处理器)解释成数字影像的点阵资料,再把排好版的结果分色输出到胶片完成的。
软件RIP的完美程度和制作人员的工作经验,以及发排人员的工作经验影响着胶片质量。
因此,制作人员和发排人员对使用软件的了解程度就决定了输出的胶片能否正常上机印刷,这其中出错率
非常高,所以检查胶片是每一个印刷公司和印前公司必须要做的。
检查胶片之目的是为了杜绝在印刷加工过程中出现的各种不利因素或避免可能发生的一切印刷错误。
三、检查菲林的工具
放大镜
刻度尺
标准色谱
油性笔(非黑色)
密度计
网点角度尺
四、检查菲林的步骤
1、检查胶片数量。
拿到胶片后首先确认其数量是否和使用要求的一致,一般包括单色片,四色片,专色片,正背套的胶片够不够。
2、检查胶片套合。
一般情况下在灯台上以其中一张有大面积颜色的为基准,套合其他三张胶片,在正常粗细的套合线下不允许有超过半线的误差。
文字,线条,图像边缘套合不能有重影。
3、分清胶片颜色。
有些胶片有色标CMYK,则很容易辨清。
有些胶片上不带色标,可以用胶片上色块对照彩色原稿上特征色块作对比进行辨认,并用非黑色油性笔标注。
对有问题的胶片需重新发排的,要注意第一次发排和第二次发排的也应区别标注。
4. 检查胶片尺寸。
根据工程单检查胶片尺寸是否和要求相同,输出胶片时应当把所有中线、套合线、裁切线全部加上。
检查时要按每一相关尺寸逐项检查。
如果是手提袋、封套或药盒等非正规尺寸要求,更要仔细检查有无粘口、折口、盒底;出血、白边留得够不够等。
最后检查胶片尺寸加上咬口尺寸能否正常印刷。
5.
检查拼版方式。
拼版方式一般有自翻版和正反版。
拼什么样的版式根据具体情况而定,自翻版应以中线对称,要检查中线到两边的距离是否相等。
还要注意一些需要后序装订或折页的活件折手必须正确。
6. 检查版式和文字内容。
检验一下客户改动的地方是否正确,再仔细检查版式排列和内容是否与原稿一致,应仔细校对,以防改过的一错再错;关于拼接图的位置一定要量准确,内容能对接上。
7. 如果是只有彩喷无打样的塑料布,要检查四色胶片各色版的颜色是否与彩喷稿分色一致,彩喷稿上颜色应与相应的胶片对应。
8. 如果属重新发排或改动发排,应该将新胶片和旧胶片各色版一一对应检查,需改动的地方是否已改,各色密度和网点成数有无变化,新旧胶片应用油性笔标注。
9. 检查各色菲林上有无走光、划伤、脏点、虚光点、激光线、折痕、杂点、过渡是否平滑,正背出反等。
10.检查胶片密度。
用密度计检测胶片,实地密度3.8—
4.5,底片空白处密度≤0.05。
11
.检查网线角度。
一般情况下,网线角度为C15°、M45°、Y90°、B75°。
如果网线上有两色版网线角度
一致或相差较小,则肯定出现龟纹,必须改变网线角度。
12
.检查发排线数。
如果胶片网线粗糙或打样网点大,则检查发排线数是否满足稿件需要。
胶版纸印刷一般130LPI,新闻纸一般100LPI,铜版纸一般175Lpi,高档印刷一般200LPI。
五、菲林的质量检验标准
1、实地密度与灰雾度,它是衡量软片质量的基础。
灰雾就是指空白菲林的绝对密度,即将密度计绝对清零(对空清零)后所测空白菲林的密度,灰雾值≤0.03的菲林为优,0.03到0.07间均为合格。
所谓实地密度是指大实地块的密度值,必须保证其密度值在3.8-4.2之间才能保证印刷品的色彩饱和又不会使暗调层次并集。
2、线性化数值,它是衡量软片质量的主要因素。
一般应保证软片灰梯尺上的标示数值与测量数值相差≤2为合格。
3、网点形状、网角及加网线数,网点要求圆滑、殷实,无锯齿,无拖尾;网角符合标准(一般单色45°,四色差30°)不撞网;加网线数适合印刷介质(如:新闻纸不高于120Lpi,铜版纸不低于133Lpi)。
4、曝光后的药膜质量,是最后一道关,也是最容易被人忽略的一个因素。
软片上的实地应保证没有沙眼,药膜无划伤,无油迹,无定影未除掉的“白点”。
2、。