菲林图纸、丝印网版控制程序
印刷网版的制作工艺及流程—水菲林法
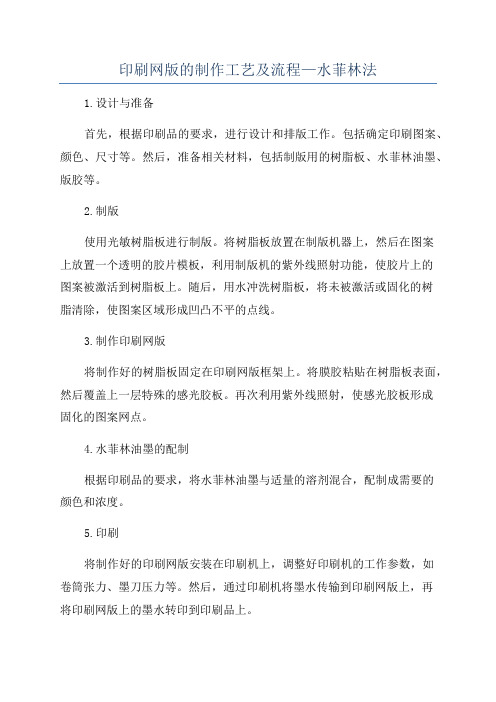
印刷网版的制作工艺及流程—水菲林法1.设计与准备首先,根据印刷品的要求,进行设计和排版工作。
包括确定印刷图案、颜色、尺寸等。
然后,准备相关材料,包括制版用的树脂板、水菲林油墨、版胶等。
2.制版使用光敏树脂板进行制版。
将树脂板放置在制版机器上,然后在图案上放置一个透明的胶片模板,利用制版机的紫外线照射功能,使胶片上的图案被激活到树脂板上。
随后,用水冲洗树脂板,将未被激活或固化的树脂清除,使图案区域形成凹凸不平的点线。
3.制作印刷网版将制作好的树脂板固定在印刷网版框架上。
将膜胶粘贴在树脂板表面,然后覆盖上一层特殊的感光胶板。
再次利用紫外线照射,使感光胶板形成固化的图案网点。
4.水菲林油墨的配制根据印刷品的要求,将水菲林油墨与适量的溶剂混合,配制成需要的颜色和浓度。
5.印刷将制作好的印刷网版安装在印刷机上,调整好印刷机的工作参数,如卷筒张力、墨刀压力等。
然后,通过印刷机将墨水传输到印刷网版上,再将印刷网版上的墨水转印到印刷品上。
6.干燥印刷完成后,印刷品需要经过干燥处理,使油墨固化和蒸发溶剂。
可以通过自然干燥、热风干燥或使用紫外线灯进行干燥。
7.整理与加工经过干燥处理后,印刷品需要进行整理和加工。
包括切割、模切、烫金或其他特殊工艺。
总结以上是水菲林法的制作工艺及流程。
通过对制版、印刷、干燥和加工的一系列步骤的处理,可以生产出高质量的印刷品。
在实际操作中,还需要严格控制每个步骤的参数,确保印刷品的色彩准确、图案清晰、品质稳定。
网板及菲林管理规定.doc

5.3网板和菲林的取用、用完入库、保存:
5.3.1网板和菲林取用时,生产组应由专人负责。领用时要在相关表单上签字。
5.3.2网板和菲林用完入库时,由归还人员在归还栏内签字。
5.3.3网板和菲林的保存。仓管人员应将网板和菲林放置在指定的位置。不得将网板和菲林放置非指定区域。网板和菲林的放置应将使用最多、版次最新的放置在易取用的地方。
b.网板的外框尺寸,网板的开口图形离外框的尺寸
c.印刷油墨的类型
5.1.5制作完的网板和菲林需验收以下项目:
网板型号、版本号、网板是否有凹陷、折痕变形等
5.2网板和菲林的编号:
5.2.1所有的网板和菲林必须注明网板的编号、版次、制造日期。
5.2.2当出现数块相同的网板,应注明使用等级
5.2.3网板的使用等级分为1级和2级,1级为最先使用的网板,2级为备用。
版本
修订内容
修订日期
修订者
核 准
审 核
拟 案
张健
1.目的
为了充分利用现有人力及空间,对公司现有菲林网板进行有效管理,确保网板的正确合理使用和储存;防止不良网板流入制程使用。
2.范围
凡公司所有菲林及网板皆适用。
3.定义
无
4.相关责任单位
生产部——负责网板的使用和管理;
品保部——负责菲林的使用和管理;
5.程序
6.相关文件
无
7.使用表单
《报废申请表》
5.4网板的测试:
5.4.1网板的测试由指定测试人员完成。
5.4.2网板的测试应使用张力计测量
5.4.3测量位置为四角与中心共五个点
菲林、模具、印版管理程序

東莞XXXX有限公司菲林、模具、印版管理程序文件編號: P-0024版本: B制作審核核准東莞X X X X有限公司編號P-0024菲林、模具、印版管理程序版本 B頁次版次 1 修訂履曆表No: 日期版次內容修訂者審核核准1 08.07.14 B/1 在5.2.5里增加QC核對確認內容表格編號:F-0003-A編號P-0024菲林、模具、印版管理程序版本 B頁次 1 OF 4 版次 1目錄1.目的……………………………………………………… 2/42.範圍……………………………………………………… 2/43.權責……………………………………………………… 2/44.定義……………………………………………………… 2/45.作業內容…………………………………………………2/45.1.流程圖………………………………………………….2/45.2.菲林、印板制作管理………………………………….2/45.3.模具制作管理……………………………………………3/45.4.報廢………………………………………………………4/46.相關文件………………………………………………… ..4/47.附件…………………………………………………………...4/4制作日期2008.07.14 制作部門制版部表格編號:F-0011-A編號P-0024菲林、模具、印版管理程序版本 B頁次 2 OF 4 版次 11.目的:確保產品品質得以保証.2.範圍:本公司所有菲林、模具、印版的制作管理.3.權責:生產部菲林、模具、印版的制作、使用、安置.4.定義:(無).5.作業內容:5.1.樣辦、菲林制作與管理程序流程圖(附圖一).5.2.菲林、印板制作管理.5.2.1.菲林:本廠使用菲林都由客戶提供.5.2.2.客聯部接客戶菲林、模具制作資料后首先做好對稿工作,由部門主任確認無誤后,下發下一部門,交接時要有簽收記錄.5.2.3.印刷版房、制模樣辦部接客聯部下發的資料后部門主任需核對來稿資料是否正確、齊全.確認正確后在簽收記錄上簽名.5.2.4.印刷版房主任在確認菲林和來稿資料相符后用片種覆片復好的菲林作拼版用.5.2.5.拼妥大版菲林后,拼版技工需晒藍紙一張,核對藍紙上的內容是否和來稿工程單上的要求一致.確認無誤后需經部門主任及QC確認核對,核對無誤后部門主任QC確認需在藍紙上簽名確認,拼版技工在拼妥正確的菲林版夾線內寫上客戶、用紙尺寸、色版、首次單號、貨號、日期、模具/菲林編號.5.2.6.如不通過操作同5.3.1與5.3.25.2.7.印版﹕將已合格的菲林按《晒版操作指導書》操作,依《工段質量控制檢測指引》逐項檢查,經部門主任檢驗合格后晒好的整套鋅版﹐晒鋅版的套數須根據訂單數量和承印紙張的紙質來決定要晒几套版﹐如承印紙張為單粉﹑啞粉或粉灰的﹐每3-4萬印數需備多一套鋅版﹔如承印紙張為書紙的﹐每7-8萬印數需備多一套鋅版﹐在每一套鋅版上要須粘上《印版標識卡》(附表一),並登記在《菲林總覽表》(附表二),交印刷部使用,交接時要有簽收記錄.5.2.8.菲林修改:如客戶提出修改菲林時由客聯部按客戶要求出具《修改通知書》,版房則依《修改通知書》進行修改.表格編號:F-0001-A編號P-0024菲林、模具、印版管理程序版本 B頁次 3 OF 4 版次 15.2.9.印刷版的保留﹕印刷完工后的印版有需要保留的,印刷完工后需交版房重新檢驗,檢驗依《工段質量控制檢測指引》進行.質量不合格的下次印刷時需補板.5.3.模具制作管理:5.3.1.生產計劃部審查合格后將相關資料和工程單,一同交制模樣版部繪圖樣,交接時使用簽收記錄.5.3.2.制模樣版部依《模具制作指導書》繪制圖紙,繪制好的圖紙須經部門主任或制模組長審核無誤后在圖紙上簽名確認才可交下工序按圖紙制作模具,模具制作完工后由部門主任安排生產.5.3.3.非本公司生產能力之內的模具需外發制作依《委外加工管制程序》進行,驗收合格后交啤機部試作.5.3.4.啤機部對制模樣版部提供的啤模進行試樣制作.試作按《工段質量控制檢測指引》進行檢驗,結果合格后才貼上《刀模標識卡》(附表三)檢驗合格的啤模須進行編號,用《模具總覽表》(附表四)登錄后交生產部門做大貨.5.3.5.編號﹕5.3.5.1.每款驗收合格的模具編號由制模樣辦部按生產工程單上給定的編號填寫,編號方式采用如下規定﹕□□ --- □□□□客戶代號流水號5.3.5.2.菲林的編號: 本公司700、H5印專版彩盒用“A”字頭表示(如A0001…); 800車專版彩盒用“S”表示; 700、H5車印彩盒搭版用“D”字表示;專版咭牌用“B”字頭表示,搭版咭牌用“E”字頭表示,漿粘盒、紙袋用“F”字頭表示;書版菲林則用英文字母按客戶分類保存,同一客戶的菲林則編流水號加以區分(如:CW代表嘉音,V代表新確……) .表格編號:F-0001-A東莞XXXX有限公司編號P-0024菲林、模具、印版管理程序版本 B頁次 4 OF 4 版次 15.3.6. 修模﹕5.3.6.1.若客戶對訂單刀模須修改時,由客聯部開出《修改通知書》,制模樣版部按《修改通知書》之要求修改刀模.5.3.7.2. 若修改后的刀模驗收不合格時須重復5.3.6.1作業.5.4.報廢: 菲林、模具.5.4.1.1.報廢: 若菲林、模具因損壞、改版或自身品質問題而不能使用時需填寫《菲林、模具報廢申請單》(附表五),經部門經理核准后方能報廢.5.4.1.2.刀模正常的保存期為兩年﹐若刀模存放超過保存期則自行報廢棄。
印刷网版的制作工艺及流程—水菲林法
处理及选网、烘干、曝光、显影等工艺与感光胶生产操 作工艺相同,只不过贴胶片工艺有所不同,这里,我们 就重点探讨讲述一下这一工艺制程: ※贴胶片 将丝网倾斜45℃置于
上胶架上,用喷壶将丝网喷湿,然后用刮刀把丝网水份 刮均匀,不让有水泡存在;将水菲林外卷,使药面朝外, 然后小心地将药面贴于丝网上的印刷面(凸面放入曝光机内,然后根 据所需曝光时间进行曝光。 ※硬化 红菲林曝光后,立即把红菲林浸入硬化液中放置1分钟, 硬化液必须保持室温19-23
℃,硬化液可用过氧化氢配制成浓度为1.2%的溶液,也 可用活化粉调配(100克配1升水),硬化液浓度要适当, 如果浓度过高,硬化菲林会过度;浸液时间不要过长, 过长网版容
易脱落。 ※显影 硬化1分钟后,立即取出胶片,用40-45℃温水均匀地喷 淋在水菲林上,当有影像的部分已无药膜粉时,继续冲 洗至少30-80秒,冲洗干净后,再将水菲
林浸入10℃以上的冷水中冷却,否则,当网片贴网时, 其附着性将会减低。 ※贴网 将处理好的网放在贴膜台上固定好,将显影好的水菲林 药膜面均匀平直地贴在丝网的印刷面(
其生产工艺流程为: 网前处理及选网→曝光→硬化→显影→贴网→烘干 其工作环境是曝光前必须在黄灯或柔和灯光下操作,温 度18-23℃,温度55-65%,曝光后要求不
高。 红菲林网前处理及选网,工艺完全干燥同前面叙述一样,这 里我们就曝光、硬化、显影、贴网五个工艺流程作一探究; ※曝光 在黄灯或柔和灯下,取出所需红菲林,将底
水菲林保护基膜时会把水菲林底膜撕下,造成网版报废。
fhvtvh 北京印花税
凸面),然后用吸水布把多余水吸干,再用一叠新闻纸 放在网柜上辊子来回轻轻挤压,以吸出多余水份。注意: 辊子切勿用力过分,以防损坏水菲林,若没将水份吸干, 否则菲林上水流动
丝印网版制作工艺流程

丝印网版制作工艺流程丝印网版制作工艺流程1:网框的处理网框要求平整,无翘起,四角垂直成90度,粘网面要用细砂打磨并涂上一层粘网底胶,以增加粘网强度。
2:绷网将制作好的网框平放于手轮式绷网机上,粘网面朝上,网纱平铺网框上,四周用绷网机的夹子夹紧,转动绷网机手轮,夹子向四边拉伸,用张力计测量,张力标准为28n/㎝,待10分钟张力稳定后,涂上粘网胶,2小时后,粘网胶完全干透,完成绷网。
3:涂布感光胶前的处理网版在涂布感光胶前要做基础处理,这与制版精度,网版寿命有很大关系。
将绷好的网版充份润湿,脱脂剂和磨网膏涂于网版上,用毛刷对网纱两面进行搓洗,直至清洗满意,再用清水冲洗干净,放烘箱烘干。
4:涂布感光胶用上浆器对网版两面进行涂布,力度要均匀,感光胶厚薄要一致,需要涂布二次的,必须在第一次涂布的感光胶层完全干透后进行,否则胶膜容易脱落。
干燥温度控制在40℃,温度过高容易造成胶膜交联脆化,显影困难,解像性降低。
5:晒版暴光将要暴光的菲林分中,根据不同机型的咬口尺寸固定在网版上,(780#咬口为16㎝,1020#咬口为18㎝),用晒版测试条测量适合的暴光时间,正常晒版时间为185秒,(暴光不足会降低网版的耐印次数,暴光过量会影响图象的清晰度)6:显影用常温清水充分润湿网版两面1-2分钟,用高压水枪均匀冲洗版面,(网版被暴光部分失去水溶性,被水冲掉)直至所有图纹显像清晰为止,冲版时要注意水枪压力和网版的距离,压力过大或距离过近容易使线条边缘产生锯齿,网点破碎或丢失。
除去版面水分,在40℃的烘箱里烘干。
7:网版上机前处理如显影后有针孔或白点,可用封网胶(耐油性)点补,厚度要适中,干燥后在印刮面进行二次暴光,时间为晒版时间的2倍,可提高网版耐印率。
丝印网版管理规程
丝印网版管理规程
1.目的:
让丝印网版及时归档保存,制程中有效的保护好丝印网版,从而提高丝印质量。
2.范围:
丝印网版验改、旧档、使用、保存。
3定义:无
4.权责:无
5.作业内容:
5.1新网版验收、归档。
5.1.1检查新网版线条是否粗细不一、弯曲、网有针孔等不良现象。
5.1.2对照图纸检验网版字体、丝印文字内容是否有错,尺寸与图纸是否相符。
5.1.3对检验合格之网版进行编号、归档并登记于《网版清单》。
5.1.4归档后之丝印网版按网版编号顺序平叠放置于网架上。
5.2使用前检查
2.1对要丝印的产品,对照图纸查找丝印网版。
5.2.2检查丝印网版有无破裂、变形、针孔、网版松动
等现象。
5.3使用后的保管存放
5.3.1将丝印网版用“718”专用洗网剂清洗干净。
5.3.2清洗时用力适中,小心谨慎,避免损坏网版。
5.3.3使用后检验网版,无误后按归档原存放位置存放好。
丝网印刷网版制作程序详解

丝网印刷网版制作程序详解网版外理(磨网、脱脂)为使版膜与丝网良好莱坞结合,新丝网须用磨网膏进行磨网处理,每块网版都用脱脂剂彻底脱脂,操作是用水淋湿丝网面,涂上磨网膏或脱脂剂,(亦可选用TPO网版基础处理剂)用尼龙刷刷涂均匀并静置半分钟,最后用水冲洗干燥。
绷网时应该用60—80目网纱,张力有18即可,晒版时,你如果印油性色墨,可以用油性感光胶,可以上厚一点,如果用水性色浆,就必须用水性感光胶,也要厚点。
晒版时间由你所印字的笔画粗细来判断。
晒好版,对好位,即可印刷了。
还是比较简单的。
涂胶与干燥将感光胶倒入上浆器中,约占上浆器一半左右,网版真立倾斜70度,稳固放置。
上浆器刃与网版下端接触,让乳胶流到丝网表面上,上浆器慢慢提向网版顶端沿丝网均匀涂布。
先在面涂布3-4次(以型270目涤纶网为例,放入烘箱干燥10-15分钟,待完全干燥后取出,在面和刮印面各涂布3-4次,进行第二次烘干10-15分钟。
彻底干燥后即可曝光,干燥温度控制在40摄氏度正负2。
曝光该感光胶吸收波长范围为2。
8-450mm,最大吸收峰值380mm,采用光源及曝光时间可参考下表--参数:光源功率(W)距离(M)曝光时间(秒)金属卤表灯(碘镓灯)300 0.8 40-90重氮灯管200 0.2-0.3 120-240普通日光灯400-800 0.2-0.3 300-480参数以上参数是以120T白色丝网为准,若使用其它种类丝网便要计算以下百分率:·染色丝网(黄色丝网)+30%·比130T更细的丝网-(10-25%)·比100T更粗的丝网+(10-50%)确定曝光时间时,一定考虑光源使用时间性的长短。
光源的性能对曝光时间性长短影响很大,如实际使用时间已超过有效寿命,则相应地延长曝光时间吏新光源。
显影显影前先用水淋湿网版两面,等待约30秒左右(注意避光),待未曝光部分吸水澎涨后用强水压冲洗即可显影。
如果网版上的图像不能完全显示,则说明烘箱温度过高、网版已过度曝光或冲洗前已不慎曝光。
菲林图纸、丝印网版控制程序

丝印网版控制程序受控菲林图纸批准后,绘图员立即发出电子档菲林图纸给网版部。
网版部依据菲林图纸制作菲林。
网版来料检查组依据产品图纸、菲林图纸,检查菲林的尺寸及图案。
菲林图纸的最终审核员对检查合格后的菲林签字确认。
复印签字后的菲林,并将菲林复印件交由文控与菲林图纸一起存档,菲林返还给网版部。
网版部依据签名确认后的菲林晒出网版。
丝印网版来料检查组依据产品图纸、菲林图纸对丝印网版进行来料检验,检验的项目包括网版尺寸、外观、张力、网目等,按照《菲林、网版检查与存放指引》执行。
来料检查OK后,盖Pass章,丝印对盖Pass章的网版方可投入使用。
来料检查NG的网版,在网框上注明不良项目,隔离退仓。
丝印部生产使用过程中报废的网版,由当班师傅或师傅级别以上人员确认并签名后划破网纱,将网框退仓处理。
5.相关文件《菲林、网版检查与存放指引》《文件及资料控制程序》《工程变更控制程序》6.相关记录《网版来料外观检查记录表》7.流程图菲林图纸、丝印网版控制流程图责任部门/人营业部发出ECR生产提出菲林图纸更改客户提出菲林图纸更改客户打样需求提供图纸品质工程师 丝印主管绘图员指定审核员厂长/厂助、文控 绘图员 网版部网版来料检查组、指定审核员 网版部网版来料检查组 丝印部发出ECN评审ECR 并制OK NG撤销ECR 制订菲林图纸参数绘制菲林图纸审核菲批准受控 发出电子档 制作菲林制作网版检验菲林 OK NG检验网版生产使用OK OK 退回网版部NGNG。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件修订履历表
菲林图纸、丝印网版控制程序 生效日期
2011-11-16
5.3《工程变更控制程序》
6.相关记录
6.1《网版来料外观检查记录表》
7.流程图
菲林图纸、丝印网版控制流程图
责任部门/人
营业部
品质工程师
丝印主管
绘图员
指定审核员
厂长/厂助、文控
绘图员
网版部
网版来料检查组、指定审核员
网版部
网版来料检查组
丝印部
发出ECR
生产提出菲林图纸更改
客户提出菲林图纸更改 发出ECN
评审ECR 并
制订更改参数
OK
NG 撤销ECR
客户打样需求 提供图纸 制订菲林图纸参数
绘制菲林图纸
审核菲林图纸
批准受控 发出电子档
制作菲林 制作网版
检验菲林
OK NG
检验网版
生产使用
OK
OK
退回网版部
NG
NG。