摩托车尾气净化催化剂的几个关键问题
三元催化效率低最佳解决方法

三元催化效率低最佳解决方法
三元催化效率低的原因可能有以下几种:
1. 三元催化器老化或氧传感器失效。
2. 三元催化系统堵塞。
针对这些原因,以下是最佳的解决方法:
1. 清洗三元催化器。
如果发现车辆的三元催化功能效率过低,可以清洗车辆的三元催化器。
具体方法包括在车辆加油时,在车辆油箱中加入三元催化清洗剂,这个清洗剂会于汽油融合,一同燃烧,通过燃烧后排出的废气,从而清洗车辆的三元催化器;或者到4S店使用吊瓶清洗的方式清洗车辆的三元催化器;或者到专业的汽车修配厂将三元催化器拆下来,使用用浸泡清洗的方式清洗该零部件。
2. 检查并更换氧传感器。
如果清洗三元催化器后问题仍然存在,可以检查氧传感器是否有问题。
如果氧传感器没有问题,那么可能是三元催化器转换效率低的问题。
此时可以用打吊瓶的方式对三元催化器进行深度清洗。
如果问题无法解决,那么只能更换氧传感器或三元催化器。
3. 更换三元催化器。
如果以上方法都无法解决问题,那么只能更换三元催化器。
更换三元催化器需要到专业的汽车修配厂进行,
需要选择质量可靠的产品。
总之,三元催化效率低需要采取相应的措施进行解决,否则可能会对车辆的性能和排放产生不良影响。
同时,车主也应该注意车辆的保养和维护,定期检查和更换相关零部件,确保车辆的正常运行。
催化转化器转化效率低解决方法

催化转化器转化效率低解决方法催化转化器是一种用于降低汽车尾气排放中有害物质含量的装置,它可以将一些有毒有害的废气转化为对环境友好的气体。
然而,有时候催化转化器的转化效率会低,导致废气排放的污染物浓度仍然较高。
为了解决这个问题,我们可以采取以下方法:1. 提高催化剂质量:催化转化器中的催化剂是实现气体转化的关键。
采用高质量的催化剂可以提高转化效率。
目前市场上存在着各种不同质量的催化剂,因此选择合适的催化剂对于提高转化效率非常重要。
2. 优化催化剂的配方:催化剂的配方决定了其对废气中不同成分的转化效率。
通过调整催化剂的成分和比例,可以提高对特定污染物的转化效率。
例如,针对某些特定的有害气体成分,可以增加催化剂中的特定金属活性组分,以提高对该类污染物的转化效率。
3. 提高催化剂的表面积:催化转化器中的催化剂通常以颗粒形式存在,提高催化剂的表面积可以增加催化剂与废气之间的接触面积,从而提高转化效率。
一种常见的方法是采用多孔的催化剂载体,增加催化剂的有效表面积。
4. 优化废气流动性:废气在催化转化器中的流动性对于转化效率也有一定影响。
通过优化催化转化器的结构和设计,可以改善废气在催化剂上的分布和接触情况,从而提高转化效率。
例如,增加催化转化器的长度,增加废气在催化剂上停留的时间,有利于提高转化效率。
5. 控制温度条件:催化转化器的转化效率通常与温度密切相关。
适当的温度范围可以提高催化剂的活性,从而提高转化效率。
因此,控制催化转化器的温度是提高转化效率的关键。
可以通过改变进气温度、调整冷却系统和排气系统等方式来控制温度条件。
6. 定期维护与更换:催化转化器在使用一段时间后,催化剂可能会受到污染或失活,导致转化效率降低。
因此,定期对催化转化器进行维护和清洗是保持高转化效率的重要措施。
如果催化剂已经失活,需要及时更换新的催化剂。
提高催化转化器的转化效率是降低汽车尾气排放污染的重要措施。
通过优化催化剂质量和配方、提高催化剂表面积、优化废气流动性、控制温度条件以及定期维护与更换催化剂等方法,可以有效提高催化转化器的转化效率,减少有害物质的排放,保护环境健康。
SCR后处理系统催化器堵塞失效原因分析

SCR后处理系统催化器堵塞失效原因分析SCR后处理系统催化器是柴油车尾气处理系统的关键组件,它能够有效降低尾气中的氮氧化物排放,保护环境,符合新国家标准的要求。
随着SCR后处理系统的使用时间增长,催化器堵塞失效问题逐渐显现出来,影响车辆的性能和环保效果。
本文将对SCR后处理系统催化器堵塞失效的原因进行分析,以期帮助车主更好地了解并维护自己的车辆。
SCR(Selective Catalytic Reduction)即选择性催化还原技术,是柴油车尾气处理系统中一种主要的氮氧化物减排技术。
它通过喷射尿素溶液(AdBlue)到尾气中,与氮氧化物发生还原反应,生成无害的氮气和水蒸气。
催化器是SCR系统中的重要组成部分,它能够加速尿素的分解和氮氧化物的还原反应,确保尾气的排放符合相关标准。
1. 尿素喷嘴堵塞SCR系统中的尿素喷嘴是将AdBlue溶液喷射到催化器中的重要组成部分。
在使用过程中,喷嘴容易受到颗粒物和杂质的影响,导致堵塞,使得尿素无法正常喷射到催化器中,从而影响反应效果,催化器失去活性,堵塞失效。
2. 催化剂表面积减少催化器中的催化剂是SCR系统实现氮氧化物还原的关键。
长时间的使用和作用下,催化剂表面会被尿素结晶和颗粒物所覆盖,导致催化剂表面积减少,活性降低,无法有效促进反应的进行,最终导致催化器堵塞失效。
3. 尿素质量不合格SCR系统中使用的AdBlue溶液质量不合格也会导致催化器堵塞失效。
低质量的AdBlue 中可能含有杂质和沉淀物,长时间的使用会使催化器表面结垢,影响催化剂的活性,最终导致催化器堵塞失效。
4. 温度异常SCR系统中的温度控制对催化器的正常工作至关重要。
过高或过低的温度都会对催化剂的活性产生影响,导致催化器堵塞失效。
在低温环境下,尿素喷射不完全,会导致结晶和凝固,影响催化器的正常运行。
5. 车辆维护不及时SCR系统中的废气再循环装置(EGR)和颗粒物捕集器(DPF)的异常工作也会影响催化器的工作。
摩托车国Ⅲ催化剂涂层性能的改善试验

设计 ・ 研究 Dein・ ee rh s g R sac
摩托车国Ⅲ催化剂涂层性能的改善试验
袁芳芳 褚 霞 方剑 荣 胡志 成 秦 建武 ( 无锡威孚 环保催 化 剂有 限公 司)
摘 要: 我 国摩 托 车污染物排放 法规 日 严格 ,催化剂作 为污 染物控 制 装置 中的一部 分所承 趋
气对大气的污染 ,从明年 7月 1日起将实施摩托车污 染物排 放 国Ⅲ标 准 。 国Ⅲ的污染 物排 放限值 及 工况
曲线 与欧 Ⅲ基本相 同 ,最大 区别是欧 Ⅲ催化 剂没 有 耐 久性要 求 ,而 国Ⅲ有耐久 性要 求 ( 摩托车 类型 不
同 ,耐久里程数不 同 ) 。满足摩托 车国 Ⅲ排放标 准的
Ab t a t s r c : Le ilto sf rmo o c c ee si n i i aa eg t ng src e n tit r wh c a g sa i n o t r y l mi so n Ch n et ti tra d srce , i h h s r i b o g tb g e r s u eu n c tl sst ta t et i o ei m si n c n r e c s Th e c t ys r u h i g rp e s r po a ay t ha c c ran r l n e a i so o tol vie . en w aa t d l f rme tn h o ei g t eG・Ⅲ i o e a el we n i e sh p dt h v o ri ta tmpe au ea e tre d r c . ei r v me to o l r t r ndb te n u a e Th mp o e n f n
SCR后处理系统催化器堵塞失效原因分析

SCR后处理系统催化器堵塞失效原因分析SCR后处理系统是柴油发动机尾气处理中的重要组成部分,它可以对尾气中的氮氧化物进行有效的净化处理,降低柴油车辆的尾气排放,保护环境。
其中的催化器是SCR系统中的重要组成部分,但是在使用过程中可能会出现堵塞失效的情况。
那么,造成SCR后处理系统催化器堵塞失效的原因是什么呢?本文将对此进行分析探讨。
SCR后处理系统催化器堵塞失效的原因之一是因为燃油质量差。
柴油车辆在使用过程中,如果使用劣质柴油或者柴油中含有大量的杂质和硫,就会导致SCR系统中的催化剂受到污染和堵塞。
这样不仅会影响SCR系统的正常工作,还会导致催化器失效,进而影响整个尾气净化系统的工作效果。
在日常使用中,车主们应该选择质量可靠的燃油,并严格按照要求定期更换机油和燃油滤清器,以保障SCR系统的正常工作。
催化剂的寿命是造成催化器堵塞失效的另一个重要原因。
催化剂是SCR系统中的核心部件,它的工作性能直接关系到SCR系统的净化效果。
随着催化剂的长时间使用,其表面会不可避免地被氧化物和硫等污染物覆盖,导致其催化活性降低,减少尾气净化效果。
长期使用后的催化剂受到严重污染时,会出现堵塞失效的情况,影响整个SCR系统的正常工作。
及时更换寿命到期的催化剂,是保障SCR系统正常工作的重要措施。
SCR系统中的尿素喷射系统工作异常也是导致催化器堵塞失效的原因之一。
SCR系统中的尿素溶液是用来与尾气中的氮氧化物进行反应,从而将其转化为无害的水和氮气的。
而当尿素喷射系统工作异常时,尿素溶液无法正常地喷洒到催化剂表面进行反应,就会导致催化器受到污染和堵塞,进而失去其净化尾气的效果。
车主们在日常使用中,应该定期检查尿素喷射系统的工作情况,确保其正常工作。
摩托车尾气co超标解决方法

摩托车尾气co超标解决方法一、了解CO超标的原因。
1.1 燃烧不充分。
摩托车尾气中CO超标,很大一部分原因就是燃油燃烧不充分。
就像人吃饭没吃好,没把营养都吸收了一样。
这可能是因为摩托车的空气滤清器堵塞了,空气进不来,燃油就没办法好好地和空气混合然后充分燃烧。
打个比方,这就好比你想做个蛋糕,面粉和鸡蛋都准备好了,但是没有足够的水来搅拌,这蛋糕肯定做不好呀。
1.2 化油器故障。
化油器要是出了毛病,也会让CO超标。
化油器就像一个分配器,把燃油和空气按照合适的比例分配好,然后送到发动机里燃烧。
要是这个分配器乱了套,燃油太多空气太少,那燃烧的时候就会产生过多的CO。
这就像炒菜的时候盐放多了,菜肯定就不好吃了,而且还不健康呢。
二、解决燃烧不充分的办法。
2.1 清洁空气滤清器。
如果是空气滤清器堵塞导致的问题,那清洁或者更换空气滤清器就是个好办法。
这就像是给摩托车的呼吸系统做个大扫除,让它能顺畅地呼吸新鲜空气。
把空气滤清器拆下来,看看是不是灰尘太多了,如果是,就用压缩空气吹一吹,把灰尘都吹掉,要是滤清器太脏了或者已经损坏了,那就换个新的。
这就好比人感冒了鼻子不通气,把鼻子清理干净了,呼吸顺畅了,身体也就舒服了。
2.2 调整火花塞。
火花塞也很关键。
火花塞要是点火不好,也会造成燃烧不充分。
就像划火柴,要是火柴头受潮了,就不容易点着火。
检查一下火花塞的电极,如果磨损严重或者有积碳,那就得清理或者更换火花塞了。
这就像是给摩托车的点火系统打一针强心剂,让它能有力地点燃燃油和空气的混合物。
三、解决化油器故障的方法。
3.1 化油器清洗。
化油器脏了的话,里面会有很多污垢和杂质,这就会影响它的正常工作。
这时候就得把化油器拆下来好好清洗一下。
把化油器各个部件都拆开,用专门的化油器清洗剂把那些油泥啊、杂质啊都清洗掉,就像给化油器洗个澡一样,让它重新焕发生机。
这就好比把一个生锈的机器零件打磨干净,让它能重新正常运转。
3.2 化油器调整。
催化反应中的常见问题及解决方案
催化反应中的常见问题及解决方案催化反应是一种通过催化剂加速化学反应的方法,广泛应用于工业生产、能源转化和环境保护等领域。
然而,在实际应用中,常常会遇到一些问题,例如催化剂失活、选择性降低和副反应增加等。
本文将探讨一些常见的问题,并提供相应的解决方案。
问题一:催化剂失活催化剂失活是指催化剂在长时间的使用过程中失去活性。
这种现象常见于高温、高压和毒性物质存在的反应条件下。
失活的原因包括积碳、金属析出和中毒等。
解决这个问题的方法之一是使用再生技术。
例如,通过在高温和氢气的条件下进行热还原,可以清除催化剂表面的积碳物质。
此外,合理的催化剂设计和添加适量的助剂也可以延缓催化剂失活的速度。
问题二:选择性降低在某些催化反应中,选择性是至关重要的,因为它决定了所得产品的纯度和质量。
然而,实际反应往往会出现选择性降低的问题,导致产物含有不需要的副产物。
为解决这个问题,我们可以研究反应机理,并优化反应条件。
另外,改变催化剂的形貌、尺寸和活性位点也可以提高选择性。
此外,引入辅助反应或调整反应条件的pH值、温度和压力等因素,也有助于加强选择性。
问题三:副反应增加副反应是指在催化反应中与目标反应同时进行且不被需要的反应。
它们常常会降低产物的产率和质量。
解决副反应的方法之一是重新设计催化剂,通过调整其化学性质和活性中心,使其更加特异性。
此外,使用选择性抑制剂可以有效抑制副反应的发生。
另外,改变反应条件,例如降低反应温度、调整底物浓度和改变萃取剂等,也能减少副反应的发生。
问题四:催化剂寿命短催化剂寿命短的原因多种多样,包括催化剂的活性降低、失活和损失等。
为了延长催化剂的寿命,我们可以通过提高催化剂的稳定性和活性来降低其失活速率。
此外,定期的催化剂再生和更新也是延长催化剂寿命的有效手段。
另外,使用所需物质时要注意其纯度,以避免催化剂受到污染而失活。
问题五:催化反应规模化从实验室规模到工业生产规模的催化反应是一项具有挑战性的任务。
摩托车欧Ⅲ排放标准对催化剂的要求及催化剂与整车的匹配

钎焊 材 料 。热 冲击试 验证 明 ,锡 银 系钎 焊材 料优 于 锡 锌 系材料 , 1 0 ℃以下热 冲击试 验也优 于锡 铝材 1
和检 查作 业 ,减少 了加 工 工序 ,降低 了成 本 。 0
( 雨 亭) 刘
( 搞 日期 收 2 0 —7 2 0 6 0 — 9)
料 ,在金相分析中锡铅材料焊接部位 出现有 相 、
图4 抑制电路
状 态下 的 电气特性 检 查 ,并将 此项检 查 安排在 加 工 工序 中 。
C s m ut I o C纳入了多种功能 ,采用小型接插座 、高 密度 集成 ,实现 了小型 化 ,同时 ,取 消 了手 工作 业
6 采 用 无铅 化技 术
一
般E CU使用 的电子 器件 在底板上 为锡铅共 晶
30 70℃,长时间暴露 在高温下会缩短催化剂寿命。 0~0 正确 的催 化剂安 装位 置能 保证 催化 剂在 最适宜 温 度 范 围工作。确定催 化剂安装 位置的依据 为 :1 )满足 欧 Ⅲ排放 标 准的催 化剂 ,要 求能 快速起 燃 ,即发 动 机起动后 4 就能使 HC转化 5 %,并保证 在冷起动 0S 0
Th q ie n f E eRe ur me t UROII tn adf r tlss o I a d r ay t S o Ca
a dM ac i fCaay t t mp eeVe il n th ngo tl s wi Co h lt h ce
Ch n Ya qin Yu n S uh a Go g M a c u FuXio e o ag a h u n oh a
料 和催 化剂 提 出了更 高要 求 。满 足欧 Ⅲ排 放标准 的
催 化剂 配置有 2种 方式 :1 )密偶 催化剂 ( l s Coe Co pe aay t)+三元催 化剂 ;2 u ld C tlss )中偶催化剂 ( du o pe a ls ) Me im C u l C t yt 。中偶催化剂是同时利用 d a s 密偶 催化 剂和 三元 催化 剂制 备的 催化 剂 。满 足欧 Ⅲ
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
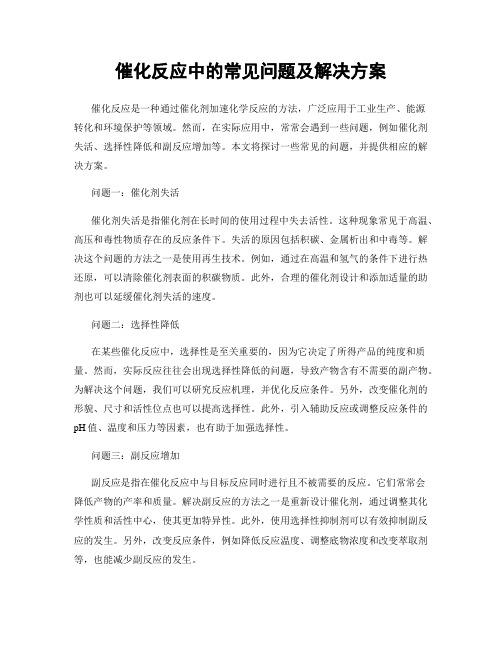
120 100
Conversion (%)
80 60 40 20 0 0.7 350℃
▲—HC ■—NO ●—CO
0.8
0.9 1 S Value
1.1
1.2
性能优异的储氧材料可明显扩大三效窗口
空燃比的控制不仅关系到催化转化器是否 能顺利匹配,实际上还关系到催化转化器的使用 寿命。空燃比控制差,污染物排放量大,催化转 化器长期处于超负荷工作状态,将使催化剂的寿 命缩短。 (1)精确控制空燃比; (2)选择宽三效窗口的催化剂。
孔径分布应与催化反应相适应
耐高温高比表面材料性能 与摩托车尾气净化催化剂性能及寿命
对于摩托车尾气净化催化剂,要求耐高温高比表 面材料的性能不是材料的组成和结构,而是织构 性能(比表面、孔容和孔径分布等)及高温稳定 性。 对于满足国Ⅲ排放标准的催化剂,要求耐高温高 比表面材料经1000℃/5小时老化后,比表面积保 持在140m2/g左右,孔容为0.4cm3/g左右。
摩托车尾气净化催化剂的几个关键问题
四川大学催化材料研究所 四川中自尾气净化有限公司 陈耀强 Email:nic7501@
内容
一、影响催化剂性能的关键因素 二、尾气净化催化剂与整车的匹配 三、催化剂的性能和寿命评价
一、影响催化剂性能的关键因素
机动车尾气净化催化剂是近30年来在催化领 域发展最为成功的催化剂,也是二十世纪环境领 域对污染物的控制的最成功范例,它促使了在传 统催化过程中认为不可能的、在极端环境下(温 度达1000℃以上且高空速)使用的耐久性催化材 料(高性能稀土储氧材料和耐高温高比表面材料) 的发展,对催化化学科学的发展起到了巨大的推 动作用并将继续产生更大的推动作用。
尾气净化催化剂属科学和技术密集型产品 国际:3000多项专利 10000多篇论文 技术来源于对基础科学规律的掌握,是科 学技术发展的必由之路。 没有高水平的基础研究是不会产生出具有 竞争力机动车尾气净化催化剂技术
我国机动车尾气污染目前正处于有史以来最严重的时期: (1)汽车生产产量迅速增长,2006年为728万辆/年, 2007年预计900万辆/年左右,目前我国摩托车的生产 量已达到2000万辆/年左右。 (2)近几年机动车增长迅速,保有量大,最终导致尾气 排放污染物总量增加很快:
摩托车尾气净化催化剂技术组成:
(1)表面氧化技术; (2)连接层制备技术; (3)高性能稀土储氧材料的制备技术; (4)耐高温高比表面材料的制备技术; (5)贵金属及助剂的负载技术; (6)耐久性涂层技术。
上述六大制备技术中,(1)和(2)两 项技术决定催化剂层是否从金属载体上脱落, 如果表面氧化层和连接层的性能不过关,催 化剂层的性能再好也会因脱落而不起作用。 (3)至(6)项技术决定催化剂层的性能, 其中高性能稀土储氧材料的制备技术为源头 技术和核心技术,决定催化剂的性能和寿命。 如果稀土储氧材料的性能不过关,是不可能 制备出高性价比的催化剂。
中自公司生产的稀土储氧材料:
(1)含Al2O3稀土储氧材料(CN1695798) : 比表面:100 m2/g ,孔容:0.28 cm3/g 储氧量:300 O2umol/g (200 ℃测量) (2)低铈储氧材料(CN1817447) : 比表面:70 m2/g 孔容:0.22 cm3/g,储氧量:200 O2umol/g(200 ℃测量) (3)高铈稀土储氧材料 : 比表面:78 m2/g 孔容:0.22 cm3/g,储氧量:450 O2umol/g (4)含锰稀土储氧材料 : 比表面:60 m2/g 孔容:0.20 cm3/g,储氧量:400 O2umol/g
(5)国家计划在“十一.五”期间实现主要污染物 排放量降低10%,但机动车尾气污染却出现不 降反大幅度上升的现象,从而造成灾难性的严 重后果。
图4 预测全国汽车NOx排放量
750
NOx排放量 万吨 /年
600 450 300 150 0 2003 2008 2012 2015 2020
年份
摩托车尾气净化催化剂的组成
机动车尾气净化催化剂的性能和寿命是否合格, 不仅要看是否具有上述六大制备技术,更重要的是 要看源头技术和核心技术所达到的程度(技术含量) 够不够。可以肯定地讲,不具有上述制备技术,所 制备的催化剂在性能和寿命方面将满足不了国Ⅲ排 放标准要求。同时若具备上述制备技术,但源头技 术和核心技术所达到的水平不够,所制备的催化剂 性能和寿命同样达不到国Ⅲ排放标准要求。 正是由于整车厂对摩托车尾气净化催化剂的技 术内涵不熟悉,从而造成整车厂在选择和使用催化 剂方面有相当大的困难。
0 .7 5
1
1. 25
0
0 0.5 1 1.5 2
3
6
9
0
0.5
1
1.50 5 10 15 2025NOx(ppm)O2(%)
CO(L)(1000×ppm)
HC(100×ppm)
Lambda
上图为实时采样的结果: CO和HC在加速段排放,氧浓度低。氧浓度高时CO 和HC浓度低; 氧浓度高时λ高,λ记录滞后。氧浓度高时NOx 排放高,而此时CO和HC浓度降到零,导致NOx无 法净化。在记录时,NOx记录有超前现象; 利用直采数据:CO、HC、NOx、O2和λ可有效判 断空燃比控制存在的问题,同时有利于找到解决 问题的办法。
机动车尾气净化催化剂是一个发展迅速、成就卓著、 对环境保护作用巨大、经济效益和社会效益显著的 催化领域。以汽车为例: 1960s uncontrolled emissions(无控制标准), 一氧化碳排放量为:40–60 g CO/km。 2000s 执行Euro 3标准,一氧化碳排放量为:2.3g CO/km,比原来的要求减少了 94–96%。 2005 执行Euro 4标准,一氧化碳排放量为:1g CO/km,比原来的要求减少了 97–98%。 随后将实施Euro 5、Euro 6 及零排放标准,最 终消除机动车尾气污染。
(1)高性能稀土储氧材料(源头,核心技术); (2)耐高温高比表面材料(核心技术)。 上述两种材料均为多孔性颗粒材料,颗粒大小: 微米(µm )尺度微孔大小: 几十纳米(nm)左右。
催化剂的制备:
(1)将贵金属和助剂是用特殊的方法装进载体材料的 纳米孔内(核心技术); (2)将装有贵金属和助剂的载体(催化剂)涂覆在金属 或陶瓷基体上即得到成品催化剂。
性能差的储氧材料所制备的催化剂
后两个反应的性能差:CO+H2O--- CO2+H2 (6)
110 100 90 80
CO Conversion/(%)
Ca3 Ca2
70 60 50 40 30 20 10
200
Ca1
250
300
350
400
O
450
500
550
Temperature/( C)
(1)提高空燃比的控制精度,使λ≈1(整车厂负责)是 实现匹配和排放合格的关键! (2)不同的催化剂的三效窗口差别大,性能优异的催化剂 三效窗口宽,性能差的催化剂三效窗口窄,甚至无三 效窗口!(催化剂生产厂负责) (3)性能优异的稀土储氧材料是扩大催化剂三效窗口的关 键的左边的窗口。左边的窗口(贫氧)的扩大是通过 进行反应(6)和(7)实现的,右边的窗口(富氧) 是通过储氧实现的,都需要高性能稀土储氧材料。应 选择由高性能稀土储氧材料制备的催化剂。
空燃比的控制与催化剂的性能和寿命
空燃比控制窗口和催化剂的三效窗口
尾气净化催化剂上进行的主要反应
HC+O2 → CO2+H2O CO+O2 → CO2 NO+CO → N2+CO2 NO+HC → CO2+N2+H2O NO+H2 → N2+H2O CO+H2O → CO2+H2 HC+H2O → CO+H2 (1) (2) (3) (4) (5) (6) (7)
高性能稀土储氧材料性能 与摩托车尾气净化催化剂性能及寿命
对于摩托车尾气净化催化剂,要求稀土储氧材料 的性能不是材料的组成和结构,而是织构性能 (比表面、孔容和孔径分布等)、储氧性能以及 高温稳定性。 对于满足国Ⅲ排放标准的摩托车尾气净化催化剂, 要求高性能稀土储氧材料经1000℃/5小时老化后, 比表面积保持在50m2/g左右,200℃储氧量在 200µmol/g左右。
Fresh/℃ T50%
C3H8+CO+NO
C3H8+C3H6+CO+NO
反应物
Aged/℃ T50% 270 230 T90% 300 250
T90% 260 220
230 200
二 、尾气净化催化剂与整车的匹配
催化转化器实际上是一个催化反应器,与整车的 匹配实际上是将催化反应器安装到车上并使其正 常工作。 合格的催化剂与整车匹配有三个问题要解决。 (1)空然比的控制(反应物的比例是否适当); (2)催化剂的安装位置(决定催化剂是否具有合 适的工作温度); (3)催化剂的体积(催化剂的用量是否适当)。
发展了两大类耐高温高比表面材料 (ZL001128872.8) (1)La- Al2O3 :1000℃ 水热老化后, 比表面:150 m2/g ,孔容:0.50 cm3/g (2)YSZ- Al2O3 ,1000℃ 水热老化后, 比表面:146 m2/g ,孔容:0.44 cm3/g
贵金属和助剂负载 与摩托车尾气净化催化剂性能及寿命
250
1.0
Pore size distribution (c)