既有货车换装高摩合成闸瓦方案的制动缸研究
铁路货车检修中制动杠杆错装的原因及对策建议

铁路货车检修中制动杠杆错装的原因及对策建议针对在段修及改造过程中频繁发现制动杠杆错装的现象,结合现场作业实际情况,对其错装原因进行分析。
同时从理论数据将原装杠杆形成的閘瓦压力与错装杠杆形成的闸瓦压力进行对比,直观的反映出错装制动杠杆对全车制动所带来的安全隐患,提出了改进办法及加强措施。
标签:制动杠杆制动倍率闸瓦压力分析制动装置是铁路货车的重要组成部分,是铁路货物运输秩序和安全的重要保障。
制动系统作用不良直接影响到车辆制动效果,给车辆运行带来严重安全隐患。
为严格落实铁道部运装货车电[2010]225号文件《关于提速国铁货车低摩制动改造、折角塞门改造工作安排》的相关要求,我段从2010年5月份起,对所有检修车辆制动杠杆进行核查。
据调查统计,自2010年5月至2011年8月对1117辆货车进行低摩制动改造过程中,发现有51辆检修车制动杠杆非原车设计杠杆(即检修过程中的制动杠杆错装),错装率达5%。
因此分析制动杠杆对货车制动的影响,探讨故障发生原因及如何防止制动杠杆错装,是非常有必要的。
1 制动杠杆对货车制动的影响为了更加直观的反映出杠杆错装对制动压力的影响,现以G17K装用GH40LK制动杠杆为例,计算闸瓦压力:1.1 G17K型罐车的基本参数制动缸254×254型旋压密封式制动缸,数量nz=1,直径dz= 254mm;制动缸压力定压500kpa时:空车pz空=140kpa,重车pz重= 360kpa基础制动装置传动效率:ηz=0.92-■1.2 闸瓦压力1.2.1 G17K型罐车使用原车设计的制动杠杆时,全车制动倍率为γz=9.1,计算闸瓦压力。
重车:K重=■·nz=■×1=132.8kN空车:K空=■·nz=■×1=39.4kN1.2.2 G17K型罐车错装GH40LK型罐车的制动杠杆时,全车制动倍率为γz=9.4,计算闸瓦压力。
重车:K重=■·nz=■×1=137.18kN空车:K空=■·nz=■×1=40.7kN1.3 闸瓦压力对比分析G17K装用GH40LK型制动杠杆时,重车闸瓦压力增加了4.38 kN,空车增加了1.3kN,均增长了3.3%。
铁道车辆用高摩合成闸瓦工序周转台的设计与应用探讨
铁道车辆用高摩合成闸瓦工序周转台的设计与应用探讨摘要:作为铁路货车制动系统中的刹车重要配件的高摩合成闸瓦,其高摩合成闸瓦的组成部分为钢背以及摩擦体。
当然具体的高摩合成闸瓦工序周转台的设计与应用是非常关键的,因为会程度性磨耗限打标记,需要设计专用的高摩合成闸瓦打标机,以此来提升整体的工作流程进度,让施工生产人员的工作量大幅度的降低的同时,还能满足到生产要求。
当然,整体的高摩合成闸瓦工序周转台的技术性能也能得到高效保障。
关键词:铁道车辆;高摩合成闸瓦工序周转台;设计与应用引言作为货车制动的具体工具的铁道车辆用高摩合成闸瓦,相比传统的铸铁闸瓦,具备可靠的制动性能以及优良的耐磨性,同时还能满足我国现阶段的铁路货车提速重载的多种需求,因此铁道车辆用高摩合成闸瓦在各个领域中被广泛应用。
但是铁道车辆用高摩合成闸瓦的生产工序很多,例如热压型以及固化热处理等。
当然,多项工序在运行过程中都会因为整体环节工作量太大,导致生产效率低,由此而产生生产节拍的错误。
基于此情况,必须要进行铁道车辆用高摩合成闸瓦工序优化,解决存在的技术问题。
1 高摩合成闸瓦生产现状分析首先,作为车辆制动系统的重要配件之一的高摩合成闸瓦,因为可以通过相关的热压工艺进行压制成型的摩擦体,其外观结构就已经非常显著,同时具体的高摩合成闸瓦生产工艺流程步骤繁多,总共有25个步骤。
而繁多的高摩合成闸瓦生产工艺流程步骤中很容易出现问题,如属于大批量生产的高摩合成闸瓦配件,其生产过程也十分复杂,因为每一个工序都要进行科学合理的衔接以及传递,而高效率的传递可以提升高摩合成闸瓦的生产任务效率,尤其是针对一些热压成形的产品,会特别选哟经过固化炉的热处理工序,然后再结合表面处理即喷漆,从而进行周转以及传递。
由此可知,其产品在周转以及传递过程中,会程度性的限制了产品的生产性能,停址这个生产产品进度。
2 高摩合成闸瓦磨耗限打标机的设计以及工艺方案的制定2.1打标机总体方案的确定由于在整个高摩合成闸瓦生产环节汇总,其生产流程会受到多种不利因素的影响,导致其磨耗限喷涂方案会不同程度的调整以及改进,由此而应用压印工艺,为此,而设计出专门的磨耗限打标机,具体的磨耗限打标机结构组成有十五个零件,如有专用液压站作为动力源,而付压痕模块就制定在动、定板组件中,以此来达成磨耗限打标机的零件快速拆卸以及更换的目的。
HGM-B高摩合成闸瓦生产中出现的缺陷及其对策研究

3 闸瓦 与钢 背粘 结不 牢 固的原 因 . 2
造成 闸瓦与钢 背粘 结不 牢 的原 因主要有 2 方 个
面。第一 ,钢背表面被涂了脱模剂 ;第二 ,固化剂 用 量过 大 ,使 树 脂交 联 密 度过 大 ,材 料整 体 发 脆 , 导致粘结性降低。 33 闸瓦 与钢 背粘 结不 牢 固的解 决办 法 .
度。
4 结 语
根 据 工 厂生 产 的具 体 实 践 ,总 结 高 摩 合 成 闸 瓦 在 压 制 过 程 中容 易 出现 的 问题 ,分 析 其 形 成 原
因 ,并 提 出 相 应 的解 决 办 法 。 近 几 年 工 厂 生 产 实
3 闸 瓦 与 钢 背 粘 结 不 牢 固
31 闸瓦与 钢背 粘结 不牢 固的特征 .
・
2 ・ 3
质量 管理
H M— C B离摩合成 闸瓦 , } t出现的缺陷及 对策研究 J
1 . 合 成 闸瓦在 后处 理过 程 中出现 裂纹 .3 1 有 的工 厂反 映 ,闸瓦一 段压制 过程 结束 后 ,外 观很 好 ,但 在后 处 理 时 出 现裂 纹 ( 4 。这 是 因 图 ) 为在后 处理 过程 中 ,粘 合剂 酚醛树 脂会 继续 发生 化
裴 顶峰 , ,张 国文 - ,党 佳 1 ,贺春 江 ,成 功 2
(. 1 中国铁道科 学研 究院金属及化学研究所 ,北京 1 0 8 ;2 郑 州铁路局郑 州北车辆段 ,河南 郑 州,4 0 5 00 1 . 5 0 3)
摘 要: 针对 H M B型高摩合成闸瓦生产过程中容易出现的表明裂纹≤梅花孔不饱满及摩擦体疏松 、 G - 闸瓦与钢背粘结不牢固等缺陷,分析其形成原因,并从加工工艺和模具设计等方面提出相应的解决办法,经
探讨铁路货车制动抱闸故障原因及防范策略

探讨铁路货车制动抱闸故障原因及防范策略1.问题的提出随着铁路货车运行速度的加快,货车制动抱闸已成为车辆系统最为突出的惯性问题和最大的事故隐患【1】,列车运行途中一旦发生抱闸甩车势必对铁路运输秩序造成较大干扰【2】【3】。
为此,笔者特对近两年成都北上行运用车间管辖区段货物列车发生车辆抱闸甩车的情况进行了统计,对其原因进行了分析,并提出了具体的防范措施,希望能对解决这一问题提供些借鉴。
2.故障统计2014至2015年,成都北上行运用车间管内共发生制动抱闸信息63件,其中误报信息48件,误报率为76.2%,实际制动抱闸故障15起,具体情况见表1。
由表1可以看出:夜间发生的制动抱闸占了车辆抱闸总数的大部分,达到了66.7%;同时制动抱闸故障多集中在7月、8月、11月、12月等寒暑季。
3.原因分析车辆制动抱闸产生的原因是多方面的【4】,在实际运用中,由于看待问题的角度不同,涉及到的铁路各部门对车辆制动抱闸的理解和处理方式也各不相同。
3.1车务部门列车运行中某一车辆闸瓦紧贴车轮或闸瓦与车轮间摩擦产生火花即属于车辆制动抱闸,所以这也是夜间车辆制动抱闸信息远多于昼间的主要原因。
然而,仅凭此作为的判断车辆制动抱闸的最终依据,往往会造成误判,成都北上行运用车间2014年、2015年管内63件制动抱闸信息中,48件误报信息就属此类原因。
其主要原因如下:3.1.1列车调速各车辆缓解不一致列车进站前或通过曲线时,机车司机会进行列车调速,由于各车辆缓解所用时间不同,造成列车通过车站时仍有部分闸瓦和车轮踏面是没有分离开的,由于高摩合成闸瓦材质原因,制动时容易产生熔渣,倘若此时闸瓦与踏面间存在熔渣的话,就一定会与车轮踏面摩擦产生火花,造成车站误判。
3.1.2制动力过大或侧架三角孔上有异物制动力过大或侧架三角孔上放有异物(如:杂草、棉纱等),列车运行中施行制动时,由于闸瓦与车轮踏面间的压力(制动力),使闸瓦与车轮踏面间发生磨擦产生较高温度,引起异物“冒烟”或“冒火花”现象,误认为车辆发生“抱闸”。
沈阳机车车辆有限责任公司27t轴重铁路货车换算闸瓦压力计算报告
附件13:沈阳机车车辆有限责任公司研 究 报 告27t轴重车换算闸瓦压力计算报告沈阳机车车辆有限责任公司2014年9月27t轴重车换算闸瓦压力计算报告1、27t 轴重铁路货车基本参数沈阳机车车辆有限责任公司生产的27t轴重铁路货车_C80E 型通用敞车。
制动系统配置如下表1所示。
C80E型通用敞车自重26.5载重80制动倍率 γZ7.8控制阀120型控制阀制动缸直径254制动缸数量1制动形式传统杠杆闸瓦类型高摩空重车装置KZW-A2、计算公式及结果计算依据:按TB/T1407-1998《列车牵引计算规程》计算车辆换算闸瓦压力。
2.1 实算闸瓦压力 K :公式中:dz为制动缸直径,254mm;pz为制动缸压力,定压600 kPa 时,重车420kPa,空车180 kPa;ηz为传动效率,牵规取值0.9;γz为制动倍率,取7.8;n为制动缸数量,取1。
2.2 单块闸瓦换算闸瓦压力 K h(高摩):2.3 计算结果:表1车型计算参数600 kPa重车空车制动缸压力(kPa)420160传动效率ηZ 0.9C80E型通用敞车车辆实算闸瓦总压力 K (kN)149.356.9单块闸瓦实算闸瓦压力(kN)18.677.11单块闸瓦换算闸瓦压力(kN)18.928.2车辆换算闸瓦总压力 Kh(kN)151.465.6每百吨列车重量换算闸瓦压力(kN)142.261.63、结论经计算,27t轴重铁路货车在600kPa列车管定压条件下,每百吨列车重量的高摩合成闸瓦换算闸瓦压力均不低130kN,满足制动限速要求。
既有K13NK型石砟漏斗车换装高摩闸瓦组合式制动梁改造
既有K13NK型石砟漏斗车换装高摩闸瓦组合式制动梁改造摘要分析了目前在铁路线上运营的装用低摩闸瓦的既有K13NK型石砟漏斗车进行换装高摩闸瓦组合式制动梁改造的意义,对改造总体要求、改造方案及改造内容进行了阐述和探讨,并介绍该改造方案在试改样车上得到了验证,表明了该改造方案完全合理,且经济可行。
关键词K13NK型石砟漏斗车;改造;方案1 概况为解决槽钢制动梁裂纹惯性质量故障,提高铁路货车运用安全,按照铁道部相关要求须对装用低摩闸瓦(高磷闸瓦)转K2型转向架的既有铁路货车进行换装高摩闸瓦组合式制动梁改造。
目前在线路上运营的装用低摩闸瓦的既有K13NK型石砟漏斗车有150辆,该型车走行部采用装用低摩闸瓦(高磷闸瓦)槽钢制动梁的转K2型转向架,空气制动装置采用120型控制阀、356 mm×254 mm旋压密封式制动缸、KZW-4AB 或TWG-1空重车调整装置、装用ST2-250型闸瓦间隙调整器。
该型车制动能力是按最高运行速度为100 km/h设计的,已不能满足国铁正线车辆运行速度提高到120 km/h的要求,且槽钢制动梁裂纹惯性质量故障比较多,必须进行换装高摩闸瓦组合式制动梁改造。
根据铁道部最新技术政策及相关文件的安排,太原轨道交通装备有限责任公司对装用低摩闸瓦的既有K13NK型石砟漏斗车进行了换装高摩闸瓦组合式制动梁改造方案设计,并按照改造方案对该型车进行了样车试改。
2 改造总体要求装用低摩闸瓦(高磷闸瓦)槽钢制动梁或组合式制动梁的既有K13NK型石砟漏斗车须换装为高摩擦系数合成闸瓦、L-B型组合式制动梁,原车装用KZW-4GAB型空重车自动调整装置的,取消调整阀的B位功能。
为更好地适应现场改造条件,方便改造,保证改造质量,风制动改造采用换装加高安装座254×254G型制动缸,保留原车制动缸和副风缸安装座,并加装制动缸和副风缸防误装装置方案,同时该型车改造要力求经济合理,最大限度地采用原车车体配件、制动配件。
铁道货车制动体系探究

铁道货车制动体系探究本文作者:朱迎春安鸿作者单位:南车眉山车辆有限公司我国既有货车制动系统概况我国铁路货车制动系统经历了仿制、改造、自主研制的发展过程。
从建国初期的K1、K2、GK型三通阀到20世纪70年代研制的103型分配阀,车辆载重也发展到60t左右,运行速度提高到70~80km/h。
20世纪90年代到21世纪初,车辆载重提高到70~80t,运行速度提高到120km/h。
研制了以120型空气控制阀为代表的新一代货车制动系统,经过不断完善,逐步形成了目前我国铁路货车主型制动系统,包括120型空气控制阀、无级空重车自动调整装置、新高摩合成闸瓦、远心集尘器、球芯折角塞门、旋压密封式制动缸、闸瓦间隙自动调整器、新型组合式制动梁、不锈钢管系、嵌入式不锈钢风缸、NSW手制动机等。
我国现有铁路货车制动系统在检修周期、运用可靠性等方面存在较大差距,主要体现在2个方面。
(1)检修周期短、运用可靠性差。
现有货车制动系统制造工艺水平不高、缺乏基础性工艺研究,检修水平参差不齐,橡胶密封件质量不稳定,运用可靠性不高,检修周期较国外先进水平有较大差距。
(2)车轮擦伤较多、热负荷较高。
随着车辆轴重、牵引吨位不断增加,其所需的制动力也不断增加,制动距离、运行速度、牵引吨位与轮瓦关系、纵向冲动的矛盾越来越突出,导致车轮擦伤比例增加和轮瓦热负荷过高。
重载货车制动距离的分析1运用工况制动系统的性能直接影响列车的运行速度、牵引吨位、制动距离,这些指标也直接影响铁路运输效率。
根据铁路主要技术政策,对重载货车的运行速度、牵引吨位、制动距离的要求见表2。
2制动距离的分析制动距离、列车阻力等均按TB/T1407―1998《列车牵引计算规程》之规定进行计算。
考虑6%关门车,计算采取实算法。
80t级通用车、100t级运煤专用车制动计算结果见表3。
从表3可以看出,既有车辆都是按照紧急制动距离1400m设计的(干线车辆速度为120km/h、专线车辆速度为100km/h)。
高摩闸瓦和高磷闸瓦制动效果的比较
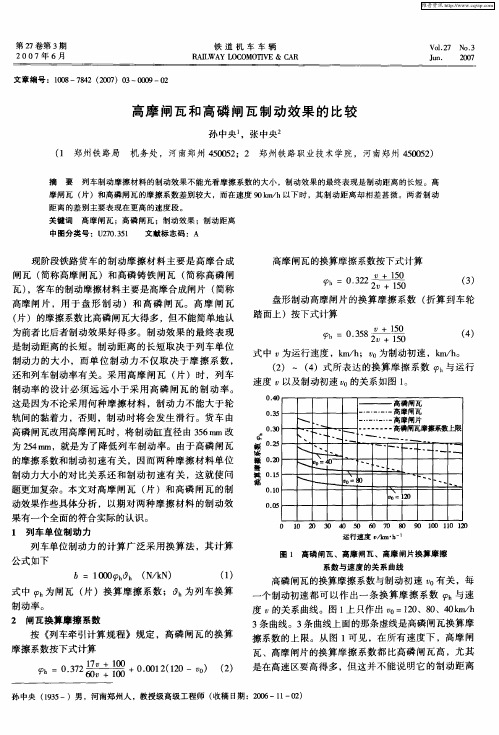
现 阶段铁路 货 车 的制 动 摩 擦 材 料 主要 是 高 摩 合 成 闸瓦 (简称高摩闸瓦 )和高磷铸铁闸瓦 (简称高磷闸 瓦),客车的制动摩擦材料主要是高摩合成闸片 (简称 高摩闸片 ,用 于盘 形制 动 )和 高磷 闸瓦。高摩 闸瓦
(片)的摩擦系数比高磷闸瓦大得多 ,但不能简单地认 为前者 比后 者制 动 效果 好 得 多 。制 动效 果 的最 终 表现
是制 动距离 的长 短 。制 动 距 离 的长 短 取 决 于列 车单 位
制动力 的大 小 ,而单 位 制 动 力 不 仅 取 决 于 摩 擦 系 数 ,
还 和列 车制 动率 有 关 。采 用 高 摩 闸 瓦 (片 )时 ,列 车
制动率 的设 计 必 须 远 远 小 于 采 用 高 磷 闸瓦 的 制 动 率 。 这 是 因为不论 采 用何 种 摩 擦 材料 ,制 动 力不 能 大于 轮
动效果作些具体分析 ,以期对两种摩擦 材料 的制动效
果 有一个 全 面 的符 合实 际 的认识 。 1 列车单 位制 动力
列 车单 位 制动 力 的 计算 广 泛 采 用 换 算 法 ,其 计算
公 式如下
b= 1000q ̄h£9h (N/kN)
(1)
式中 为闸瓦 (片 )换算 摩擦 系数 ;£9h为列车换算
维普资讯
第 27卷第 3期 2 0 0 7年 6月
铁 道 机 车 车 辆
R AⅡ AY IDCOM In & CAR
文 章 编 号 :1008—7842 (2007)03—0009—02
V01.27 No.3 Jun. 20Or7
高摩 闸瓦和 高磷 闸瓦 制 动效 果 的 比较
孙 中央 ,张 中央 (1 郑州铁路局 机务处 ,河南郑州 450052;2 郑州铁路职业技术学院,河南郑州 450052)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
24 5 G型 旋 压 密封 式制 动 缸 的 方 案 、 构 及 试 验 情 况 。 5 X2 4 结 关键词 改 造 方 案 ;2 4 5G; 动 缸 ; 验 5 ×2 4 制 试
文 献 标 志码 : A
中 图 分 类 号 :U2 2 7
为实 现将 装 用 低 摩 闸瓦 转 K2 转 K4型 转 向架 的 、 既有 货车 换 装 高 摩 合 成 闸 瓦 组 合 式 制 动 梁 , 两 种 方 有 案 : 1种方 案采 用保 留 3 6 5 第 5 X2 4制 动缸 、 整 杠杆 制 调
心 在 同一 垂 向高度 , 5 X2 4 型制 动 缸 是 在 原 2 4 2 4 5 G 5×
2 4 动缸 的基 础上 改 动 了缸 座 组成 , 原 制 动缸 缸 座 制 5 将
图 4 2 4 5 G 型 旋压 密 封 式 5 X2 4
制 动 缸 缸 座 组 成
安装 面 至缸体 中心线 的高度 由 1 5mm 加高 至 2 0mm 4 0
既 有 货 车换 装 高摩 合 成 闸瓦方 案 的 制 动缸 研 究
肖维 远
( 四川 制 动科技 股份 有 限公司 制 动技 术研 究所 , 四川 眉 山 6 0 1 ) 2 0 0
摘 要 针 对 装 用 低 摩 闸瓦 转 K 、 K4型 转 向架 的既 有 货 车 换 装 高 摩 合 成 闸 瓦 组 合 式 制 动 梁 方 案 , 重 介 绍 了 2转 着
36 5 5 X2 4制 动缸 缸体 中心 至缸 座安 装 面 的距 离 为 2 0mm( 图 1 ,5 5 0 见 ) 2 4X2 4制 动 缸缸 体 中心 至 缸 座 安 装 面 的距 离为 1 5 mm( 图 2 。在 车 体 组 装 中 , 了 4 见 ) 为 满 足 2 4 5 5 X2 4制动 缸换 装 3 6 5 5 X 2 4制 动缸 后 , 体 中 缸
第 2种 方案是 将 制动 缸换 下 , 车体 附 属件 不 作任 何
改变 , 目的是为 防止 制 动力 过大超 过 车 轮与 钢 轨 的黏 其 着力 , 起 车轮擦 伤 , 引 而将 这些 车辆 上 的 3 6 5 5 X 2 4制 动
缸更 换 为 2 4 5 G 型 旋 压 密 封 式 制 动 缸 ( 下 简 称 5 X2 4 以
动倍 率 ; 2种方 案 更 换 加 高 缸 座 的 2 4 5 第 5 2 4制 动 缸 X
( 2 4 5 G 型 旋 压 密 封 式 制 动 缸 ) 整 车 制 动 倍 率 即 5 ×2 4 、 不变 。同时两 级手 动 空重 车调 整装 置换 装 KZ —A 型 w 空重 车 自动 调整装 置 。
现装 车不再 使用 , 因此 , 来 使 用硬 木 垫 板 的用 1 原 5mm
2 4制 动缸 与原 3 6 5 5 5 ×2 4制动 缸 的位 置 关 系 图 。可 以
看 出 , 原有 垫板 的基 础 上 2 4 5 在 5 ×2 4制 动 缸 安 装位 置 比 36 5 5 ×2 4制 动 缸 安 装 位 置 低 了一 个 转 接 座 的厚 度 5 5mm, 制 动缸 管 的水平 位 置 没 变 , 横 向位 置 比原 接 但
2 4 5 G 型制 动缸 ) 5 X2 4 。 1 方 案研 究
1 1制 动 缸缸 座 组 成 , 2 4 5 G X 将 5 ×2 4 型 制动 缸 缸 体 中 心 至 缸 座 安 装 面 的 距 离 调 整 为 2 0 0
m m o
×2 4制 动 缸 换 装 2 4 5 5 5 X 2 4制 动 缸 。
转 接座 为厚 度 为 1 0 mm 钢板 组 焊 而成 , 接 座 上 转
缸标 准 行 程 为 1 5 mm, 5 ×2 4制 动 缸 标 准 行 程 为 2 24 5
面 为 3 6×2 4制 动 缸 的 6个  ̄ 8的安 装 孔 , 面 为 5 5: 1 下 2 4 5 5 X2 4制 动 缸 的 6个  ̄ 8的安 装 孔 , 量 为 1 . 1 质 45 k , 箭头一面与 36 5 g带 5 ×2 4制 动 缸 安 装 面 固定 , 头 箭
( 图 3图 4 。 见 、 )
12 方案 2 .
加装 转接 座 ( 图 5 见 ) 36 5 5 ×2 4制 动缸 在装 车 使 用 时一 般 有 两种 加 垫 板
图 1 36 5 5 X2 4旋 压 密 封 式 制 动 缸
安 装 基 本 方 式 : 1 mm垫 木 , 用 M 1 配 5 采 6×6 螺 栓 ; 5 配
第 3 卷第 6 1 期 21 0 1年 1 2月
铁 道 机 车 车 辆
RAI LW AY LOC0M 0TI VE & CAR
Vo . 1 No 6 13 .
De . c 2O1 1
文章 编号 :0 8 8 2( 0 1 6 1 8 3 1 0 —7 4 2 1 )0 —0 0 —0
36 5 5 ×2 4制 动缸 高 了 1 5mm。中间安 装螺栓 中心偏 差
1 . 2 5mm。 活 塞 杆 位 置 缩 短 了 1 4mm 。3 6 5 5 ×2 4制 动
的钢板 进行 替换 ) 在 8mm 垫钢 板 和高 5 , 5mm 转 接 座
之 间采 用数 量 为 6 的 M1 ×5 个 6 5螺 栓 连接 来 实 现 3 6 5
肖维 远 ( 9 4 ) , 州 毕 节 人 , 级 工 程 师 ( 稿 日期 :O l 4 7 17一 男 贵 高 收 2 l -0 -2 )
第 6期
既 有 货 车 换 装 高 摩 合 成 闸瓦 方 案 的制 动 缸 研 究
19 O
8mm 垫钢 板 , : M1 ×5 采用 6 5螺栓 。为 充分 利用原 有 资 源 和结 合现 制 动缸 组装 的情 况 ( 由于 硬 木 的 物 理性 质 ,