环型加热炉热工制度的优化研究
环形炉分区加热技术的应用与研究
环形炉分区加热技术的应用与研究发表时间:2020-07-14T08:49:47.115Z 来源:《防护工程》2020年8期作者:祝昌涛任青立[导读] 加热速度由改造前的6min/cm,到改造后的5.1min/cm,各区分界明显减少了各区的相互影响。
烟台鲁宝钢管有限责任公司 264001关键词:环形炉;分区;加热;应用与研究一.概述公司热轧无缝钢管生产线,所配套的管坯加热炉为D0=16M的环形加热炉,其尺寸及技术性能见下表:D0=16M环形加热炉环形加热炉是由可转动的炉底部分和固定环形炉墙部分以及炉顶组成,炉墙分内环墙和外环墙,每侧墙上均布有烧嘴,共有25只,炉膛沿全长分:预热段、加热段、均热段,圆管坯由外环墙装料口送入,借助炉底转动,使放置在炉底上的管坯(加热完成后),送到出料口,管坯与炉气呈逆流加热,这样加热段的炉气经预热段时,物理热被充分利用,使高温炉气有所降低,以提高燃料的使用效率,最后,管坯由出料机完成出料,再进行钢管轧制。
近几年来,随着公司扩径轧管技术改造的深入,所要加热的钢坯也由ф130×3000加大到ф180×3000,这给环形炉的加热提出更高的要求。
因此,在实行环形炉分区加热改造前,环形炉在管坯加热上存在的问题有:①环形炉作业率偏低,表现在每班都有提温时间,停机待轧的时间较多。
②管坯的内外温差大,影响了钢管的成材率。
③在强化加热的情况下,排烟温度较高,尽管能提高生产率,但降低了环形炉的热效率,造成生产成本的提高。
鉴此,我们考虑用环形炉分区加热的方法,即将环形炉的加热段适当延长,预热段适当缩短,利用钢坯在低温下吸热能力大的特点,使环行炉加热段处于较高且相对恒定炉温(1350℃),实现快速加热,缩短加热时间,同时减少加热段向预热段的热辐射,降低出炉温度,达到同时提高炉子的热效率和生产率的目的。
二、环行炉分区加热的必要性和可行性1.分区加热的必要性:由于轧机生产能力的不断提高,对环行炉的生产能力提出更高的要求,环行炉为适应这种在能力上不断增加的要求,其本身必然要加大热负荷,作强化运行。
环形加热炉产量及炉子结构的优化
环形加热炉产量及炉子结构的优化摘要:某公司15m环形加热炉在生产过程中,存在加热炉实际产量无法达到设计产能、加热炉炉墙多次坍塌等问题。
在分析其原因之后,改造了热炉的供热分区结构、烧嘴的形式、炉墙的结构、炉墙锚固钩的形式等。
通过对加热炉进行改造,使得上述问题得到了有效解决,提高了加热炉的整体技术水平和加热质量。
关键词:环形加热炉;产量;优化某公司无缝钢管生产线现有1座中径Ф15米环形炉,生产线于2009年投产。
加热炉设置加热段和均热段两个温度控制段,加热炉的主要参数:投产以来,加热炉主要存在以下问题:·加热炉产量无法达到设计产能·加热炉内环炉墙多次坍塌1原因分析1.1 关于加热炉产量无法达到设计产能的原因分析该厂加热炉的设计最大加热能力为35t/h,按5250Nm3/h的煤气供气量和1.58GJ/t额定单耗进行反算,实际上加热炉具备18.6%的富裕供热能力,实际最大产量为42t/h[1]。
因而从加热炉的炉型和供热能力上来看,加热炉的产量完全可以满足生产线的产量要求。
经过分析认为,造成加热炉产量无法达到设计产能的原因如下:·生产过程中,加热炉炉墙经历了多次坍塌,频繁的大修造成了加热炉年产量的下降。
·加热炉采用低压涡流烧嘴进行加热,且烧嘴位置较低。
该型烧嘴的缺点是煤气高压时火焰发散,火焰发散时较低的火焰容易直接冲刷钢坯而导致钢坯局部过热,导致脱碳现象频繁出现,为了保证坯料的加热质量,加热炉烧嘴无法开到足够的功率进行加热,导致了产量的降低。
从现场了解到的实际情况是:加热炉烧嘴前的阀门只能开到开度的30%-40%,否则就容易出现脱碳。
·加热炉只有加热段和均热段两个供热控制段,其中加热段控制着18个烧嘴,共136.5°的弧长,几乎占整个加热炉总长的40%,这样的分段方式燃烧控制不灵活,炉膛无法进行温度梯度控制,要求产量时坯料无法避开高温脱碳峰值区,强调坯料加热质量时,只能整段的降低供热负荷进行加热,导致钢坯的产量达不到要求。
加热炉优化运行研究 王磊

加热炉优化运行研究王磊摘要:加热炉是当今炼油厂的重要设备类型和运行状态,也将直接影响精炼的效率。
但在实践中,它还存在许多问题,我们需要对其运行特性进行优化和控制,努力实现经济安全的运营目标。
关键词:加热炉;选型;优化运行前言随着原油的不断开采,原油的密度、粘度和凝点都在不断提高,为保证原油的流动性,就需要原油在管输过程中给其进行加压、升温,以保证原油能够到达指定的输油站场或油库。
加热炉普遍应用于石油化工行业,是常用的原油加热设备,当然若输油站内有蒸汽可以利用,也可直接采用换热器给原油换热,这种方案更加方便、快捷并节省投资。
但换热器需要借助已有的热源,使用起来较为局限。
加热炉常用的有管式加热炉、导热油炉(热媒炉)、相变加热炉和水套加热炉。
1加热炉选型1.1管式加热炉早期管式加热炉广泛用于国内各油田的油气集输、原油长输管道工程项目上,目前这类国产设备从设计到制造已形成系列化、规格化,设备效率、安全可靠性均较高,现场使用情况良好,但炉管易结焦,效率降低,压降大,正逐步被替换。
1.2热媒炉热媒加热炉由有机热载体加热炉、有机热载体、循环泵、热媒管网、用热设备、膨胀罐、储油罐、氮封系统、仪表和自控系统以及其它辅助设备组成。
热媒加热炉主要是通过对载热体导热油进行加热,加热到一定温度的导热油,送到换热设备与被加热介质进行热交换后回到加热炉的间接加热设备。
循环泵应采用风冷式导热油卧式专用离心泵,循环泵使热载体在系统内维持一定的流量。
导热油膨胀罐应设置氮封,避免导热油在膨胀罐中被氧化。
氮封起到将导热油与空气隔绝的作用。
该加热设备是近年来推广使用的新型加热装置,具有热效率高,安全可靠,自动化程度高,设备使用寿命长,便于维护的特点。
但系统较复杂,需要电动泵、循环热媒等,管理点多。
此外,导热油需要定期更换,运行成本较高。
常用于热负荷要求较大的情况下。
1.3分体式相变炉分体式相变加热炉是结合油田实际开发的新型加热炉,其工作原理与水套加热炉相近,其下部锅壳内的中间介质水受热蒸发产生一定压力的饱和水蒸汽,水蒸汽由蒸汽接管进入上部的管壳式换热器,与管壁发生相变换热。
加热炉炉况优化装置的节能效果研究
2019年06月加热炉炉况优化装置的节能效果研究吴婧(大庆油田第二采油厂规划设计研究所,黑龙江大庆163000)摘要:加热炉提效始终是困扰油田生产的难题,加热炉的清淤除垢(涉及清罐、酸洗、应用各种防垢设备等)、加热炉本体的损坏状况、加热炉自身的结构、运行管理以及加热炉运行工况的优化等均对加热炉的热效率有较大的影响,同等条件下,加热炉燃烧器采取先进技术措施能够大幅度提高加热炉运行热效率,节约耗气量。
文章着重研究采油厂应用加热炉安装炉况优化装置的情况以及其应用的节能效果,并对其效果进行了评价。
关键词:节能;加热炉;炉况优化1概况随着聚驱规模不断扩大,油田采出液中已普遍见到聚合物,被加热的液体特性发生改变,生产对温度的管控更加精细,加热炉的自控程度低,同现代化数字油田的发展不相适应,节能监测多项运行参数超出合理运行范围,运行热效率低,能源浪费严重,污染排放。
部分加热炉生产运行中工况不良,在用燃烧器自动化程度低,由于缺少有效的炉况监测装置而导致生产运行参数的调整不及时,加热炉空燃比不能动态调整,甚至不能达到设定值,控制不精确,使得过剩空气系数高(1.6以上)、排烟损失大,影响加热炉高效平稳运行,各项运行参数监测屡次不合格,严重的直接导致燃烧器烧损,制约着全厂加热炉炉效的提高。
2017年监测的加热炉平均热效率84.1%,其中热效率低于80%的加热炉占监测加热炉总数的20%。
因此,如何实现加热炉生产运行参数优化,使之高效运行,减少能源浪费和污染,是萨南油田加热炉目前面临的重要问题之一。
2炉况优化装置原理2.1炉况优化装置原理炉况优化装置是一种可自动优化炉效的智能化节能装置,其系统软件内部嵌入了加热炉炉况优化技术,可针对加热炉实现监测、显示、分析、优化调节,全方位的实时检测加热炉排烟温度、氧含量、环境温度、炉膛压力、燃气流量、进出口温度、水流量等生产运行参数,以实时监控加热炉热效率和燃烧负荷。
炉况优化装置应用的动态微量调节技术根据加热炉运行工况,实时动态调节微调系统,与燃烧器原有供风系统形成串级控制,调整后的过剩空气系数在1.05~1.3之间,保证加热炉节能高效运行。
加热炉二级优化控制系统研究与开发
【摘 要】 针对宝钢特钢韶关有限公司大棒 1#加热炉二级优化控制系统开展研究工作,开发了钢坯加热
过程数学模型,实现了大棒 1#加热炉物料及温度跟踪、工艺查询及修改、历史数据查询和钢坯详细温度记录等
功能模块,所开发的二级优化控制系统可对钢坯加热过程进行有效控制,为提高钢坯加热质量及节能降耗做
出贡献。
【关键词】 大棒加热炉;二级优化控制系统;钢坯加热过程
的详细数据和加热炉实际炉温分布、加热炉 L2 级温
度设定以及加热过程监控报警等;
(2) 工艺查询及修改模块 :查询和修改炉内每
种钢坯的加热工艺参数;
(3) 历史数据查询模块 :查询已出炉钢坯的出
钢参数和在炉钢坯的加热过程状态;
(4) 钢坯详细温度记录模块 :查询已出炉某一 历史钢坯的运行过程参数。
(1) 只考虑钢坯在厚度、宽度方向的传热;
(2) 钢坯在加热炉内匀速运动;
(3) 忽略钢坯与轨梁之间的接触热阻;
(4) 忽略表面氧化铁皮对传热过程的影响。
依据热传导的基本方程和具体的控制对象 ,钢
坯升温过程控制方程如下:
ρCp
∂t ∂τ
=
∂ ∂x
(
λ
∂t ∂x
)+
∂ ∂y
(
λ
∂t ∂y
)
(1)
边界条件:
2018 年第 12 期 总 第 226 期
冶金动力
METALLURGICAL POWER
65
加热炉二级优化控制系统研究与开发
蒋国强 1 , 张宝华 1 , 陈建洲 1 , 苏福永 2
(1. 宝钢特钢韶关有限公司特轧厂,广东韶关 512123;2. 北京科技大学能源与环境工程学院热科学与能源工程系,北京 100083)
双燃料管坯环形加热炉计算机优化控制系统

2 3 炉底 导热 数学模 型 .
函数构 造 出具体 的 、 以控 制管 坯 温 度 为 目的 的优化 控 制算 法 , 其基本 思 想和控 制策 略是 :
( )以轧 制节 奏 和工 艺 为 前 提 , 1 通过 管坯 加 热 数 学模 型 , 确定 管坯 加热速 度 。
rai d ele . z
Ke r s d a u l r tr u n c s c mp tro t l o t l y wo d : u l e ;o ay f r a e ; o u e p i f ma c n r o
环 形 加热 炉是无 缝 钢管 热轧生 产线 上 的重 要热 工设 备 , 加热 质量 直接 影 响钢管 的性 能和质 量 , 其 其 能耗 和 氧化烧 损直 接 影 响 钢 管 的成 本 , 设 备 状况 其
1 概 述
1 1 双燃 料环 形加热 炉 .
收稿 日期 :0 1—1 2 21 0— 7
作者简介 : 李谦 (9 0~) 男 , 17 , 内蒙古包头市人 , 高级工程师 , 现从事工业 炉窑设计工作 。
5 0
包钢科技
第3 8卷
随着 蓄 热 式燃 烧 技术 的发展 , 环 形 炉上 采 用 在
于 管坯 几何形 状尺 寸及 布置 的原 因致使 炉瞠 对管 坯
( )以管 坯加 热 数学 模 型 为 基础 , 过 炉 内传 2 通
热数 学模 型 , 定 管坯加 热最佳 温度 曲线 。 确
( )以炉 内传 热 模 型 为基 础 , 过 燃 烧过 程 数 3 通 学模 型确 定最 佳燃烧 过 程和温 度 。 ( )以燃 烧过 程 数 学模 型 为 基础 , 行燃 烧 优 4 进
环形加热炉的设计优化

Vol. 30 Nபைடு நூலகம். 2
冶金能源
Mar. 2011
ENERGY FOR METALLURGICAL INDUSTRY
37
段、加热段和均热段。一般各段温度控制为预热 段 800 ~ 950℃ ,加 热 段 1100 ~ 1260℃ ,均 热 段 1280℃ ,排烟温度为 800 ~ 850℃ 。 1. 3 机械设备
( 2) 烧嘴的布置 一般环形加热炉的烧嘴均安装在炉子的内外 墙和炉顶上,且都垂直于炉墙表面布置,其目的 是保证炉膛各段温度均匀。顶燃烧嘴对炉顶整体 性产生一定的影响。尤其当燃气压力波动时,在 烧嘴附近产生局部高温,严重影响炉顶寿命。 通过多年从事环形加热炉调试的实践,提出 燃烧器布置及供热负荷分配的原则。即烧嘴的单 个供热能力不要过大,应采用小烧嘴多点布置, 这样可使炉内各段的温度场均匀,钢坯断面温差 小,有利于提高钢坯的加热质量; 切忌烧嘴能力 过大、安装集中,造成预热段过长、温度较低而 起不到很好的预热作用; 而且钢坯到了加热带集 中加热,不但容易造成钢坯内外温度不均匀,还 容易使钢坯表面产生过热或过烧,产生较多的烧 损。在设置烧嘴的数量上,既要考虑到炉内温度 场均匀性,又要考虑清理和检修方便。对于炉膛 宽度小于 4m 的炉子,顶燃烧嘴的作用就比较小
2016全新精品资料全新公文范文全程指导写作独家原创15环形加热炉的设计优化36金能源energyformetallurgicalindustryvol30no2mar2011环形加热炉的设计优化辽宁科技大学2016全新精品资料全新公文范文全程指导写作独家原创15多年从事环形炉的设计监造施工调试对原有环形加热炉存在的设计缺陷及使用中的不足之处有了深入了解并对其进行了探讨和研究
加热炉炉温均匀性优化控制研究
Study on Optimal Control of Furnace Temperature Uniformity
LIU Zeng-huan, WANG Li-zhen, HE Guang-xiang (College of Information and Electronic Engineering, Hebei University
鄣(Γ·s 鄣ωs/鄣xj)/鄣xj+R觶 s
(4)
式中:ρ—流体密度
t—时间
ui、uj—直角坐标系 i 和 j 方向的速度 xi、xj—直角坐标系 i 和 j 方向的坐标 μ—黏性系数
p—压力
h—热焓
Γh—热交换系数 S觶 h—热焓源项 ωs—组分的质量分数 Γs—组分扩散系数 R觶 s—反应源项 湍流动能方程 k:
究,得出了合理有效组织燃烧的烧嘴布置和偏移角度,为保证炉膛温度的均匀性、提高加热质量和优化炉型结构提供了
参考依据。 系统仿真和实际运行效果表明:炉膛内温度场的均匀性得到了很大提高,满足了钢坯高质量加热的需要。
关键词:加热炉;炉温均匀性;烧嘴;热流场;数值模拟
中图分类号:TF062 文献标识码:A
文章编号:1001- 6988(2011)01- 0009- 03
5.3 m
1.3 m
1.3 m
1.35 m
3m 1.3 m 1.1 m
1.3 m
1.3 m
1.3 m 0.7 m
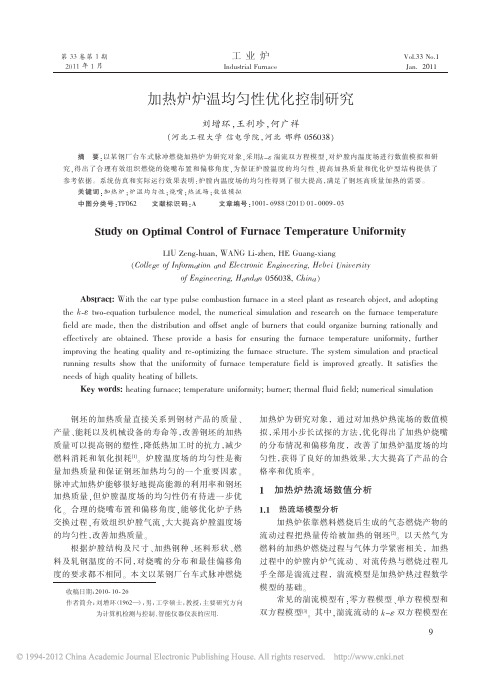
图 1 优化后烧嘴的分布情况图
如 图 1,该 台 车 式 加 热 炉 炉 长 为 5.3 m,宽 为 3 m,高为 3 m,所采用的烧嘴为脉冲式烧嘴,所有烧嘴 等间距分布。 下排烧嘴安装高度为距炉膛底部 0.6 m 处 ,距 炉 门 和 炉 尾 各 0.7 m,烧 嘴 间 的 距 离 为 1.3 m。 上排烧嘴与下排烧嘴垂直间距为 1.3 m,与下排 烧 嘴 交 错 布 置 ,距 炉 门 和 炉 尾 各 1.35 m,各 烧 嘴 间
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Ab t a t hs a e o t p s s h r be c s h o nfr h a n u dbl t t il n eis b l fh ln rd c s c :T i p p r nr o e epo l r c a t ms u h a en u i m e t gr n ie mae a a dt t it o e ol g o u t s t o i o l r h n a i y t r i p
下便 可以获得加热炉 的热 工特性 关系 。从 而制定适合轧
度失效 ,经常性地 出现加 热不透 、加热不均 、脱碳 、氧
化甚 至出现过热 、过烧和化钢 现象,严重地影 响了加热
质量 和生 产过程的顺利进行 。为适应新 的生产 要求,尤
其是大规 格品种钢在加热 过程 中,避免 出现上述 产品质 量 以及 等料待轧的 问题 ,拟对该 环型炉 的加热 制度进行
炉 内隔 墙最 低高 度, mm
6. 84 2 0— 30( 7 0 3排)
70 0
1 热段 加
2 热段 加
均 热段
7 0~ 1 1 0 I1 0~ 12 0 12 0 ~ l2 0 12 0~ l 9 0 0 6 7 7 9 7 0 2
允许工件尺寸( x / Ma ) mm 设计 能力 /・ th
摘要:针对环型加热炉存在的料坯加热不均、轧制产品质量不稳定的问题,基于火焰炉热工理论,对环型加热炉炉膛结构、热工操
作 以及料坯 的形状和规格 、 轧制工艺等进行了一系列分析 。依据料坯 的加热过程跟踪测试数据,结合环型加热炉的构造特点和 圆坯 加热特点 、以及现行加 热制度下 的热工过程分析,制定 了针对圆坯加热的新的热工制度 ,从而获得 了缩短加 热时间、提高温度均匀 性的良 好效果,很好地满足了 圆坯料轧制的产量和质量要求 。
L h oxag,Z A o gh i I a —i H NG T n -u C n ,WAN S iu, I N Z n -a E G h— JA G o gh o,D NG o g i f R n -e j
(. h i nvri f eh o g , ’nh n 2 3 0 , C ia 1 An u iesyo T cn l y Ma asa 4 0 2 hn ; U t o 2 Ma asa o dSel o Ld,Maa sa 4 0 0 hn) . ’nh nI na t . t. r n eC ’nhn 2 3 0 ,C i a
fr e e t go u dbl tnteh r o tl o io .T e s l rs ̄ ta t e e t g i a otna dtet p rtr nfr i o ai f o n ie o z n a p s i h ut p e h t ai me s h r m e le i m t h t h n r l ih i tn e r se h n t w s e n h e h al u o y
e it di x se n柚 a n lr e t g f r a e h eo e s e rhs u tr ,t e ma  ̄ tm do e ai n h p ds e i c t no t er u d b l t n n u a a i n c ,t v n a t t c e h r l h n u h r u s e a p r to ,s a e n n a c f a i f h n i e d p i o o l a t er l n c o o ywe ea ay e c o d n et e mo y a cf n a m aso fa ef r a e h l gt h l g r n l z d a c r i g t t r d n mi d me l f m n c .Ba e n t et s n t rn f e t g o i en oh h u l u s do t h e mo i i g o h a i o n p o e so t eb a k a dt e c a a trsiso t eo e sh a t t cu ea d t eh a i g o r u d b l t e t e ma e u a in wa u l u r c s f ln n h r c e i c f h v n e rh s u t r e t f o n i e,an w r l g lt s i p h h t r n h n l h r o b t
作者简介 :李朝祥(93 ,男,安徽全椒人,教授,主要研究方 16一) 向为炉 窑热工 理论 和设 备 .
①数字式调 节系统具有 非常短的过渡过程 时间,它 能够在几个 周波 内消除扰动 ;② 数字式调节系统 具有宽
()采 用了非常好 的泡沫渣控制 系统 ,使泡沫 渣的 2 化学成分和物理参数均为最佳, 并且使炉墙寿命显著延长。
关键 词:环型加热炉;圆形料坯;温度均匀性,热工 制度 中图分类号 :T 5 . Q151 文献标志码 :A 文章编号 :10 -6 92 1)60 0 —3 0 21 3(0 10 -0 40
Re e r h o eOp i z n f h e ma g l to o h nu a a n r a e s a c n t tmi i g o e Th r l h t Re u a n f rt eAn l rHe t g Fu n c i i
优化改进 。
收稿 日期 :2 1-7O ;修 回 日期 :2 1-81 0 1 -1 0 0 1 —1 0
制要求 的加热炉热工制度 。由于环型加热炉 的环型构造 、 被加热料坯为圆形料坯 以及料坯在 炉底上摆放 的特点, 决
定环 型加热炉在加热 圆形料 坯时不 同于其他 加热炉的特 殊个性 I 给圆形料 坯环 型加 热炉 的热工 制度 的制定带来 2 ] , 了新 的困难 。环型加热炉 构造特点 、以及料坯 的形状和 摆放方式的不 同,造成 了圆形料坯环型炉 内、压力分布 、
2 0 () 26 . 0 1 2 :6 .9
加 燕 设 备
气体流 向以及 向物料 的传热 方式上区别与其他 连续式加
《 工业加热》 0 0 1 第4 卷21 年第 6 期
热炉,造成了对环型加热炉热工制度的制定上与普通连 续式加 热炉的 区别 。为 了获得 料坯在环型炉 内更加准确 的热工行为,最有效 的办法是在火焰炉热工理论指导下, 进行料坯加热过程 跟踪实验 。通过在特定的加热方式下, 跟踪料坯 的加热过程 ,获得料 坯在 环型加热炉 内不 同区 段上 的升温特 点 、升温趋势 以及断面温差等特 点,获取 环型加 热炉膛 传热方面 的重要信息,基于这 些信 息,对 环型加 热炉就 圆形料坯加热 过程 的热工行为 、传热特点
ห้องสมุดไป่ตู้加 热温 度/ ℃
3 0~4 0高 60 ( D- 8 8 8 KK A钢坯) 最 大 3 3
70~ 1 1 0 0 3
9 0~ 12 0 l 0 5 0 0~ l3 0 12 0~ l3 0 1 5 2 0 7 2 0~ l 9 2 0 2
中性
加 热 设 备
DO :1.9 9 .sn 0 213 . 1.6 0 I 0 6 / i .1 0—6 9 0 1 . 2 3 j s 2 00
工业加热 第 4 O卷21 年第 6期 01
环型加热炉热工制度的优 化研究
李朝祥 ,张同辉 ,王世付2 ,蒋宗好2 ,邓 荣杰2
(. 1 安徽工业大学,安徽 马鞍山 2 30 ;2 马鞍山钢铁股份有 限公司 ,安徽 402 . 马鞍 山 230) 400
参考文献:
[】L AO, R NC S O M, L .T e aiPicpe f 1 UC F A E C KY ES h s r ils B c n o a l t d eua o yt [ . n uta Het g 0 0 lEe r eR g lt nS s m J Id sil ai ,2 1 l co i e ] r n
4
() 36 . 8 :6 -7
【】MAU ,R A I . pi zdMe ig t l n t 2 ROB OS R OL O t e ln mie h mi t aDa wi a gtl lc o e e uao ytm [ . PTIt n t n l i et d g l in s Di aE r R t S e J M e ai a, 】 nr o
预热段 原有加 热 制度 / ℃ 新拟定加 热 制度 / ' c 气 氛要 求 加热 炉实控 平 均 温度/ ℃ 中性
ll6 6
炉壁 内径 / m 炉膛 高度 / m 炉膛 宽 度/ m
l.8 9 3 1O . 4 3 . 4
炉底可布料长度/ m 装炉能力/ 块
o r u dbl t sn ra e .T en w tae ywel aife eq ai dteq a t q e t f ol g f o n ie c sd h e srtg lsts dt u l a u i r u s r ln . l wa i e i h y tn h n te y o i Ke r s n u a e t gf ra e o n ie;tmp rtr nfr t ;t ema g lt n ywo d :a n l h ai n c ;ru dbl t e eau u iomi r n u l e y h r l uai e r o
阔的设定方法,可按照不同冶炼期设定:如装料后开始 点弧和穿井期 、主熔化期 、升温期等 。这样一 来,就能 够 在 响应 时间长短 、三相不平衡 控制 、电抗器 投入 或切 除方面 均达到最佳 ;③ 内控制环 ( 阻抗环 )始 终在快速 工作 ,在几 个周波后 即能 消除扰动,恢复 到最 佳运行状 态 ,外控 制环 ( 功率环 )修正阻抗环,它使 冶炼功率始 终保持最佳 。