机械类—数控车工操作考试评分标准
机械类—数控车工操作考试评分标准
机械类—数控车工操作考试评分标准数控车工操作考试评分标准由工件质量和职业素养(现场操作规范)两部分组成,总分为工件质量分与职业素养(现场操作规范)分之和。
一、工件质量评分标准1. 工件质量分的配分公布的工件质量评分标准(评分样表)中每一项评分项目(对应试题加工表面特征类型)为一个配分值区间;考试使用的工件质量评分标准中每一项评分项目(对应试题图样标注要素)为一个确定的配分数值。
2. 工件质量分的评定考试结束后由评定人员测量工件各评分项目的实际要素,填写检测结果,根据评定标准评定该项目的得分,各项得分之和即为工件质量分。
二、职业素养(现场操作规范)评分标准在考试过程中由评定人员按现场操作规范评定,单项分值按评分标准扣完为止。
若出现否决项则职业素养(现场操作规范)评分总分按零分计。
三、考试时间及考试停止操作考试时间150分钟包括工件加工与交卷、考试结束前的工位清理、卫生工作等。
以下情况考生必须立即停止考试:1.考评人员指出考生严重违反安全操作规程。
2.考试时间结束。
3.发生重大安全事故,终止考试。
四、考试说明1.考件材料和考试所使用的设备由考点统一准备。
2.考试所使用的工、量、刃、辅具等由考点统一准备。
3.公布的考场准备单样表为考生考前培训参考用,正式的考场准备通知单根据考点实际情况可能略有调整,不再公布。
4.考试过程中如发生因考生操作失误引起设备损坏情况,设备维修费用由参加考试的学校和学生共同承担,社会考生则由考生本人承担。
机械类—数控车工准备通知单(样表)一、材料准备:二、设备准备:四、工具准备:机械类—数控车工现场操作规范评分表准考证号考试场次工位号机械类—数控车工工件质量评分表(样表)。
数控车中级工图纸及评分标准(六套)

数控车工中级操作技能考核试卷考件编号::号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:一、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表合计零件加工评分表评分人:年月日核分人:年月日省职业技能鉴定数控车工中级操作技能考核试卷考件编号::号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:二、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表合计零件加工评分表考评员:年月日考评组长:年月日省职业技能鉴定数控车工中级操作技能考核试卷考件编号::号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:三、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表合计零件加工评分表评分人:年月日核分人:年月日省职业技能鉴定数控车工中级操作技能考核试卷考件编号::号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:四、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表合计零件加工评分表评分人:年月日核分人:年月日省职业技能鉴定数控车工中级操作技能考核试卷考件编号::号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:五、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表合计零件加工评分表评分人:年月日核分人:年月日省职业技能鉴定数控车工中级操作技能考核试卷考件编号::号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:六、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表合计零件加工评分表考评员:年月日考评组长:年月日。
数控车工实操考核评分表

φ280-0.0
7
每超差0.01扣1分
9
φ330-0.03
10
不合要求不得分
10
长度600-0.05
4
每超差0.01扣1分
11
其他长度
2
不合要求不得分
12
螺纹退刀槽5×2
2
不合要求不得分
13
锥度45度
6
每超差2ˊ扣1分
14
整体外形
5
圆弧曲线连接圆滑、形状准确
15
粗糙度要求
10
大于1.6不得分
16
姓名
总分
考核工件名称
圆弧轴
图号
GB000203
序号
考核内容及要求
配分
评分标准
得分
1
手工编程
20
语法错误、数据错误2分/处
2
程序输入
3
手工输入
3
轨迹模拟
3
图形寻错
4
建立工件坐标系
4
建立合适零件坐标系
5
试切对刀
5
步骤错扣1分/处
6
加工调试
5
7
φ230-0.03
7
每超差0.01扣1分
7
19
安全操作、文明生产
视情节轻重扣分,扣分<10分
额定时间
90分钟
实际加工时间
考评人
综合评价
车工操作考试评分标准与考场准备单
车工操作考试评分标准由工件质量和职业素养(现场操作规范)两部分组成,总分为工 件质量分与职业素养(现场操作规范)分之和。
一、工件质量评分标准
1. 工件质量分的配分 公布的工件质量评分标准(评分样表)中每一项评分项目(对应试题加工表面特征类型) 为一个配分值区间; 考试使用的工件质量评分标准中每一项评分项目(对应试题图样标注要素)为一个确定 的配分数值。 2. 工件质量分的评定 考试结束后由评定人员测量工件各评分项目的实际要素,填写检测结果,根据评定标准 评定该项目的得分,各项得分之和即为工件质量分。
有损伤不得分
合计
120 分
考评人员签名
第5页 共5页
类别 序号
名称
型号或规格
数量
备注
刀杆:MT JNR××K16
××为刀杆截面尺 1 寸,根据机床规格确
1 可转位外圆车刀 刀片:TNMG160404R-2G NX2525
定(下同)
1/人 装于车刀刀杆上
刀杆: SCLCR××K12
1
刀片:CCMT120404-HF YBC151(株洲) 1/人 装于车刀刀杆上
公差
3-8 分 平行度、垂直度
每超差 0.01 扣 1 分 超差不得分 超差不得分 超差不得分
每超差 0.01 扣 1 分
9 中心孔
A3/6.5
2-4 分 未按要求加工不得分
10
外观
粗糙度 Ra 倒角、倒钝
有无损伤
5-10 分 每处 Ra 值增大 1 级不得分
5-10 分
未按要求倒角、倒钝 不得分
3-5 分
第1页 共5页
2017 年浙江省高校招生职业技能操作考试 机械类—车工准备通知单(样表)
车工初级实操评分标准

3ቤተ መጻሕፍቲ ባይዱ
螺纹尺寸1处
10
每超差0.05mm扣2分
螺纹长度错误不得分
螺纹牙距错误扣3分
4
长度尺寸4处
20
每错一处扣5分
每超差0.05mm扣2分
5
倒角3处
9
每错一处扣3分
6
表面粗超度Ra
10
每降一级扣2分
7
退刀槽
6
错误不得分
8
其余
5
9
总得分
参赛选手:评分人:日期:
车工操作技能考核评分标准
1、考核内容
a)准备工作。
b)操作过程。
c)使用工具
d)安全及其它。
2、考核时限
a)准备工作5min.
b)正式操作2H.
c)计时从正式操作开始,至操作完毕。
d)超时1min从总分中扣1分,超时10min停止操作。
3、考核评分
a)监考员负责考场事物。
b)采用百分制,满分为100分。
c)考评员可根据考生所在装置的实际情况,对评分标准做适当调整。
d)各项配分依据难易程度、精度高低和重要程度制定。
序号
考 核 项 目
配分
评 分 标 准
检测结果
得分
1
加工编程
20
编程每错一处扣2分
安全性重大错误的第一次发生扣5分,第二次发生再扣10分,第三次终止参赛资格。
2
直径尺寸3处
20
每错一处扣7分
数控车工评分表
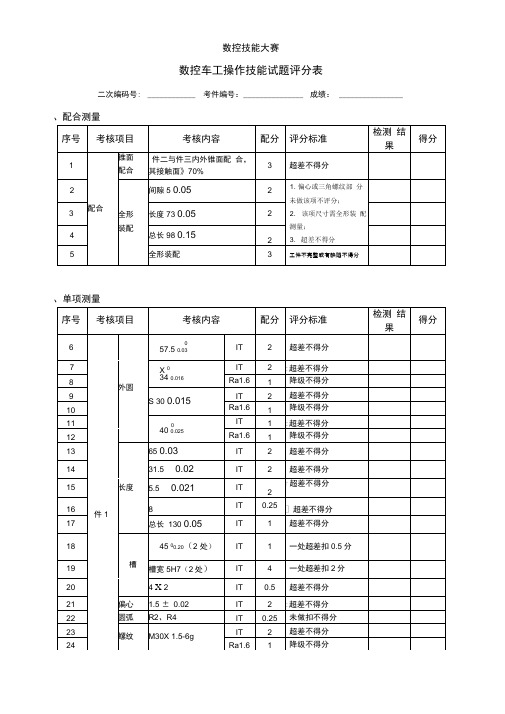
"0.04
280
IT
2
超差不得分
43
件2
260.02
IT
2
超差不得分
44
长度
50.015
IT
2
超差不得分
45
8
IT
0.25
超差不得分
46
480.02
IT
2
超差不得分
47
总长52
IT
0.25
超差不得分
48
内沟槽4X2
IT
0.5
:超差不得分
49
外沟槽59X4
IT
0.5
超差不得分
50
沟槽
70
IT
0.5
34
Ra1.6
1
:降级不得分
35
内孔
0.039
400.010
IT
2
:超差不得分
36
Ra1.6
1
:降级不得分
37
0.035
57.50.010
IT
2
:超差不得分
38
Ra1.6
1
降级不得分
39
41.67、37.67
IT
1
一处超差扣0.5分
40
内锥
内锥表面
Ra1.6
1
降级不得分
41
0.04
120
IT
2
超差不得分
IT
4
一处超差扣2分
20
4X2
IT
0.5
超差不得分
21
偏心
1.5±0.02
IT
2
:超差不得分
22
圆弧
R2、R4
职工组数控车床评分标准2-1
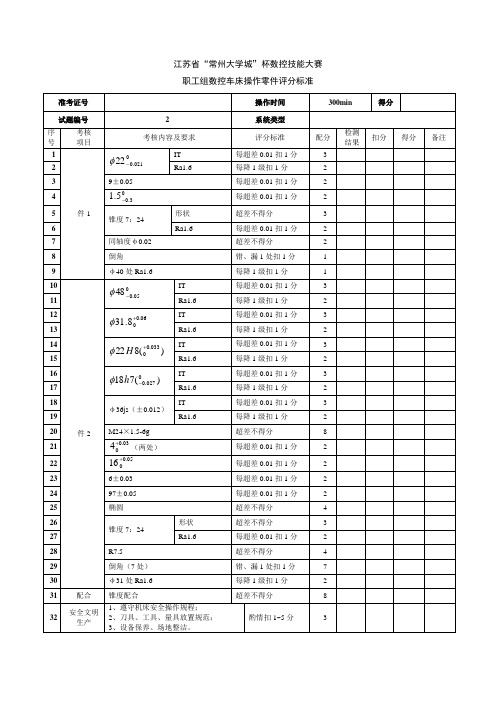
16
IT
每超差0.01扣1分
3
17
Ra1.6
每降1级扣1分
2
18
φ36js(±0.012)
IT
每超差0.01扣1分
3
19
Ra1.6
每降1级扣1分
2
20
M24×1.5-6g
超差不得分
8
21
(两处)
每超差0.01扣1分
2
22
每超差0.01扣1分
2
23
6±0.03
每超差0.01扣1分
2
24
97±0.05
3、设备保养、场地整洁。
酌情扣1~5分
3
33
工艺合理
1、工件定位、夹紧及刀具选择合理;
2、加工顺序及刀具轨迹路线合理。
酌情扣1~5分
3
34
程序编制
1、指令正确,程序完整;
2、数值计算正确、程序编写表现出一定的技巧,简化计算和加工程序;
3、刀具补偿功能运用正确、合理;
4、切削参数、坐标系选择正确、合理。
3
6
Ra1.6
每超差0.01扣1分
2
7
同轴度φ0.02
超差不得分
2
8
倒角
错、漏1处扣1分
1
9
φ40处Ra1.6
每降1级扣1分
1
10
件2
IT
每超差0.01扣1分
3
11
Ra1.6
每降1级扣1分
2
12
IT
每超差0.01扣1分
3
13
Ra1.6
每降1级扣1分
2
14
IT
每超差0.01扣1分
机械类—数控车工操作考试评分标准
机械类—数控车工操作考试评分标准数控车工操作考试评分标准由工件质量和职业素养(现场操作规范)两部分组成,总分为工件质量分与职业素养(现场操作规范)分之和。
一、工件质量评分标准1. 工件质量分的配分公布的工件质量评分标准(评分样表)中每一项评分项目(对应试题加工表面特征类型)为一个配分值区间;考试使用的工件质量评分标准中每一项评分项目(对应试题图样标注要素)为一个确定的配分数值。
2. 工件质量分的评定考试结束后由评定人员测量工件各评分项目的实际要素,填写检测结果,根据评定标准评定该项目的得分,各项得分之和即为工件质量分。
二、职业素养(现场操作规范)评分标准在考试过程中由评定人员按现场操作规范评定,单项分值按评分标准扣完为止。
若出现否决项则职业素养(现场操作规范)评分总分按零分计。
三、考试时间及考试停止操作考试时间150分钟包括工件加工与交卷、考试结束前的工位清理、卫生工作等。
以下情况考生必须立即停止考试:1.考评人员指出考生严重违反安全操作规程。
2.考试时间结束。
3.发生重大安全事故,终止考试。
四、考试说明1.考件材料和考试所使用的设备由考点统一准备。
2.考试所使用的工、量、刃、辅具等由考点统一准备。
3.公布的考场准备单样表为考生考前培训参考用,正式的考场准备通知单根据考点实际情况可能略有调整,不再公布。
4.考试过程中如发生因考生操作失误引起设备损坏情况,设备维修费用由参加考试的学校和学生共同承担,社会考生则由考生本人承担。
机械类—数控车工准备通知单(样表)三、刀具准备:机械类—数控车工现场操作规范评分表准考证号考试场次工位号机械类—数控车工工件质量评分表(样表)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械类—数控车工操作考试评分标准
数控车工操作考试评分标准由工件质量和职业素养(现场操作规范)两部分组成,总分为工件质量分与职业素养(现场操作规范)分之和。
一、工件质量评分标准
1. 工件质量分的配分
公布的工件质量评分标准(评分样表)中每一项评分项目(对应试题加工表面特征类型)为一个配分值区间;
考试使用的工件质量评分标准中每一项评分项目(对应试题图样标注要素)为一个确定的配分数值。
2. 工件质量分的评定
考试结束后由评定人员测量工件各评分项目的实际要素,填写检测结果,根据评定标准评定该项目的得分,各项得分之和即为工件质量分。
二、职业素养(现场操作规范)评分标准
在考试过程中由评定人员按现场操作规范评定,单项分值按评分标准扣完为止。
若出现否决项则职业素养(现场操作规范)评分总分按零分计。
三、考试时间及考试停止
操作考试时间150分钟包括工件加工与交卷、考试结束前的工位清理、卫生工作等。
以下情况考生必须立即停止考试:
1.考评人员指出考生严重违反安全操作规程。
2.考试时间结束。
3.发生重大安全事故,终止考试。
四、考试说明
1.考件材料和考试所使用的设备由考点统一准备。
2.考试所使用的工、量、刃、辅具等由考点统一准备。
3.公布的考场准备单样表为考生考前培训参考用,正式的考场准备通知单根据考点实际情况可能略有调整,不再公布。
4.考试过程中如发生因考生操作失误引起设备损坏情况,设备维修费用由参加考试的学校和学生共同承担,社会考生则由考生本人承担。
机械类—数控车工准备通知单(样表)
三、刀具准备:
机械类—数控车工现场操作规范评分表准考证号考试场次工位号
机械类—数控车工工件质量评分表(样表)。