工序流转卡参考格式
工序流转卡实施细则
工序流转卡实施细则一、引言工序流转卡是一种用于管理生产过程中工序流转和信息传递的重要工具。
本文旨在制定工序流转卡的实施细则,确保工序流转卡的准确、规范和高效使用。
二、背景工序流转卡是在生产过程中记录和传递工序信息的文档。
它包含了工序的名称、工时、工序责任人、工序顺序等信息,可以帮助生产管理人员了解工序的进展情况,协调生产进度,提高生产效率。
三、工序流转卡的内容和格式1. 工序流转卡的内容应包括以下几个方面:- 工序名称:明确工序的名称,便于标识和识别。
- 工序责任人:记录负责该工序的人员信息,确保责任明确。
- 工时:记录该工序所需的工时,有助于生产计划的制定和调整。
- 工序顺序:标明该工序在整个生产流程中的顺序,便于工序的安排和跟踪。
- 工序说明:对该工序的具体要求和操作步骤进行详细描述,确保操作的一致性和规范性。
2. 工序流转卡的格式可以根据实际需要进行设计,一般包括以下几个部分:- 页眉:包含公司名称、工序流转卡名称和版本号等信息。
- 表格:以表格形式呈现工序的各项信息,包括工序名称、工序责任人、工时、工序顺序等。
- 签名栏:用于工序责任人在完成工序后签字确认,确保工序的完成和责任的明确。
- 备注栏:用于记录工序流转中的异常情况或需要特别说明的事项。
四、工序流转卡的使用流程1. 工序流转卡的创建:- 根据生产计划确定需要创建的工序流转卡。
- 填写工序流转卡的相关信息,包括工序名称、工序责任人、工时、工序顺序等。
- 确认工序流转卡的准确性和完整性。
2. 工序流转卡的流转:- 工序责任人根据工序流转卡上的信息进行工序的操作和生产。
- 工序完成后,在工序流转卡上签字确认。
- 将工序流转卡交给下一工序的责任人,确保工序的顺利流转。
3. 工序流转卡的管理:- 生产管理人员负责对工序流转卡的管理和监督。
- 定期检查和审核工序流转卡的填写和使用情况,确保工序流转卡的准确性和规范性。
- 对工序流转卡进行存档,便于后续的追溯和查询。
产品工序流转卡_20161103
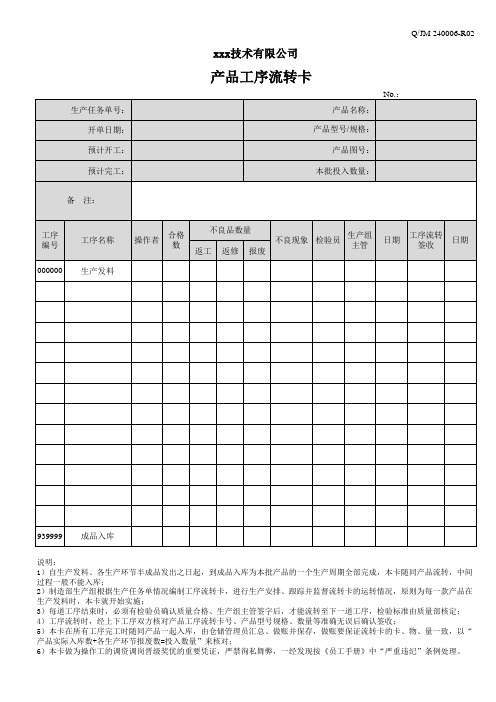
xxx技术有限公司
Q/JM 240006-R02
产品工序流转卡
No.: 产品名称:
产品型号/规格:
产品图号:
本批投入数量:
备 Байду номын сангаас:
工序 编号
工序名称
000000 生产发料
操作者
合格 数
不良品数量 返工 返修 报废
不良现象
检验员
生产组 主管
日期
工序流转 签收
日期
939999 成品入库
说明: 1)自生产发料、各生产环节半成品发出之日起,到成品入库为本批产品的一个生产周期全部完成,本卡随同产品流转,中间 过程一般不能入库; 2)制造部生产组根据生产任务单情况编制工序流转卡,进行生产安排、跟踪并监督流转卡的运转情况,原则为每一款产品在 生产发料时,本卡就开始实施; 3)每道工序结束时,必须有检验员确认质量合格、生产组主管签字后,才能流转至下一道工序,检验标准由质量部核定; 4)工序流转时,经上下工序双方核对产品工序流转卡号、产品型号规格、数量等准确无误后确认签收; 5)本卡在所有工序完工时随同产品一起入库,由仓储管理员汇总、做账并保存,做账要保证流转卡的卡、物、量一致,以“ 产品实际入库数+各生产环节报废数=投入数量”来核对; 6)本卡做为操作工的调资调岗晋级奖优的重要凭证,严禁徇私舞弊,一经发现按《员工手册》中“严重违纪”条例处理。
011工序流转卡

4
夹钳制 作,修边
5
外观修整
6
三坐标划 线
7
装配(夹 钳.销.铭 销的尺寸规格,标识安装位置与设 牌等) 计图纸一致
百位线,检测孔,零贴面,间隙标识 与设计图纸一致
图纸比对
图纸比对
工序流转卡
编号:HFR05-010A 检具略图: 项目名称/代码 件名 件号 第X页 共X页
寸是否与设计图一致 粘接位置是否与图纸相符 树脂块与底板粘接是否牢固 树脂块与糊状树脂粘接牢固 粘接间隙使用胶水是否适量 型面形状是否与设计图一致 粗糙度是否与设计图要求一致 产品检测孔,零贴面,轮廓,型面 精度要求严格按产品技术执行 产品断面规,活动块,基准块精度 要求严格按产品技术执行 零贴面安装完整,锁齐螺钉、螺钉 冒不能突出 定位销装配完整,螺纹孔端朝上, 不能高于零件表面 产品修边线点点完整 产品检测后,出自检报告 按产品装配图制作夹钳 修边处按三座标补点划线 表面光洁度(无划痕、裂伤) 倒角(要有倒角加工) 颜色是否与加工图纸要求一致 是否有明显色差 是否有缩孔 百位线要求清晰,深度均匀 百位线精度±0.3㎜ 夹钳位置,数量与指定要求一致 铭牌,使用说明书内容,安装位置 与设计图纸一致
检查方法
卡尺 目测 试行 试行 目测 目测 目测 数据表 数据表 目测 目测 目测 数据表 图纸比对 目测 目测 目测 图纸比对 目测 目测 目测 卡尺 图纸比对 图纸比对
检测结果 YES NO N/A
操作者/日期 专检人/日期
1
备料(初 坯)
2
NC加工 (型面)
3
三坐标检 测(含制 作出检测 报告)
生产工艺过程流转卡

1.外观
1.外观;
2.无损检测
□符合
□不符合
3.无损检测报告编号:。
□合格
□不合格
□E点
□R点
□W点
□H点
4
热处理
1热处理状态:;
2正火温度:℃;
3回火温度:℃;
4固溶温度:℃;
5保温时间:H;
6冷却方式:;
7硬 度:HB.
1.热处理状态:;
2.正火温度:℃;
3.回火温度:℃;
4.固溶温度:℃;
1.内径:mm;
2.外径:mm;
3.厚度:mm。
1.内径:mm;
2.外径:mm;
3.厚度:mm。
□合格
□不合格
□E点
□R点
□W点
□H点
4
粗车
粗车表面、前面、密封面,清除氧化皮、毛刺、毛边。按照图纸、工艺卡要求留加工余量。余量单面2mm。
1.表面、前面、密封面
。
2.余量单面mm。
1.表面、前面、密封。
生产工艺过程流转卡
订货单位
数 量
规格型号
材料批号
产品名称
锻件级别
材料牌号
生产批号
工艺过程记录
序号
工序
名称
技术要求
生产过程记录
自检记录
专检记录
检验结论
检验员
控制人员
控制点
1
下料
1.下料重量:kg;
2.将下好的料块放入待检区并标识材质、下料重量、材料批号、生产批号。
1.下料重量:kg;
2.标识:
①:材 质:
8.当始锻温度达到℃时,将毛坯放入砧面进行锻造。
9.当终锻温度达到℃时,停止锻造进行二次加热。
7.5.1 产品工序流转卡

页码:
日期:单号:
骨架工序:
骨架规格
领用数量
接收时间
接收班次
操作工作
领用人员
炼胶工序:
胶料名称
出片厚度
领用数量
领用班次
操作工作
领用人员
硫化工序:
产品名称
产品规格
硫化条件
产品定额
合格产品
不合格品
剩余骨架:
正品:
废品:
操作工人
巡检情况
巡检员
首件检测:ቤተ መጻሕፍቲ ባይዱ
产品名称
检测数量
合格品
不合格品
检测结果
检测员
不合格品分析
修整工序:
产品名称
整修效果
合格品
不合格品
操作工人
日期
巡检情况
巡检员:
产品入库:
交货人
交货数量
交货情况
入库时间
库管员
备注
审核人:制单人:
生产工序流转卡模板

产品流转完成后由最后工序检验员处保存作为质量记录以备考察。
产品流转完成后由最后 备注由品质部做标记根据生产情况有产品上做标记,发生质量问题时明确责任。
备注由品质部做标记根 产品流转完成后由最后工序检验员处保存作为质量记录以备考察。
产品流转完成后由最后 备注由品质部做标记根据生产情况有产品上做标记,发生质量问题时明确责任。
备注由品质部做标记根
由最后工序检验员处保存作为质量记录以备考察。
标记根据生产情况有产品上做标记,发生质量问题时明确责任。
由最后工序检验员处保存作为质量记录以备考察。
标记根据生产情况有产品上做标记,发生质量问题时明确责任。
生产工艺流转卡

生产工艺流转卡生产工艺流转卡是一个用于记录和跟踪产品生产工艺的重要文档。
它包含了产品的详细生产过程、所需的工艺参数和各工序之间的关联关系。
下面是一个700字的生产工艺流转卡实例。
----------------------------------------------------------------------------------生产工艺流转卡产品名称:汽车发动机零件产品编号:12345678工艺编号:A001产品材料:钢工艺参数:1.车间:机加工车间2.工序1:车削- 设备:车床- 切削速度:60m/min- 进给速度:0.2mm/r3.工序2:铣削- 设备:铣床- 切削速度:80m/min- 进给速度:0.1mm/r4.工序3:钻削- 设备:钻床- 切削速度:40m/min- 进给速度:0.05mm/r5.工序4:磨削- 设备:磨床- 转速:6000rpm- 进给速度:0.1mm/r6.工序5:组装- 设备:组装线- 人工操作- 装配工具:扳手、螺丝刀等工序流程:1.车削原材料经过车床的车削工序,将工件的外形进行加工,达到设计要求的尺寸和精度。
2.铣削经过车削工序后的工件,进入铣床的铣削工序。
铣削通过刀具的旋转和工件的移动,使工件表面获得所需的平整和加工精度。
3.钻削铣削完成后的工件,进入钻床的钻削工序。
钻削通过旋转的钻头进行加工,产生所需的孔洞和加工精度。
4.磨削钻削完成后的工件,进入磨床的磨削工序。
磨削通过磨料的旋转和工件的移动,使工件表面获得所需的光洁度和加工精度。
5.组装磨削完成后的工件,进入组装线进行组装工序。
通过人工操作和各类装配工具,将零件组装成最终的汽车发动机部件。
备注:1.每个工序的工艺参数应严格按照流转卡的要求执行。
2.如有异常情况或质量问题,请及时汇报给生产主管。
3.流转卡应在生产过程中随工件流转,并被相应的操作人员签名确认。
----------------------------------------------------------------------------------以上是一个简单的生产工艺流转卡示例,根据实际情况可以根据产品和工艺的不同进行相应的调整和修改。
工序流转卡

Drawing No. 来料规格 Hert Size
序号 工序名称 Item Pr发日期:
Process Card
PMC:
生产指令单号 Work Order
工单数量 Order QTY
原材料批次/批次号 Hert No./batch No.
操作者 Operator
首检 First Article inspection
转序检验 Turn order inspection
合格 Accept
不合格 Reject
检验员 Inspector
备注 Remart
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
工序代码: L1车床粗加工1序、L2车床粗加工2序、LA1车床精加工1序、LA2车床精加工2序、C1 CNC加工中心1序、C2 CNC加工中心2序..以此类推。HT: Heat treatment热处理;SB:Sand blasting喷砂;HA:Hard anodized硬质阳极;GS:Gear shaper插齿;GH:Gear hobbing滚齿; CG:Cylindrical grinder外圆磨床;SG:Surface grinder平面磨床;SB:Sand blasting喷砂;LSWC:Low Speed Wire Cut慢走丝;MSWC: Middle Speed Wire Cut中走丝;WEDM-HS快走丝;IQC:Incoming Quality Control质检;SW:Saw machine锯料;GE:godown entry入 库。 备注: 本卡应随产品流转,作为产品标识,检验和试验标识。本产品全部加工完成后,存放在最后工序的检验人员处,作为质量记录以备考察。 工序流转卡涂改无效。