生 产 过 程 流 转 卡
生产过程执行“三卡”制度管理规定

5.6.5制造车间对一些不影响整车主要性能的小缺陷,考虑到整修需耗大量人力、物力,而建议不处理或仅简单处理的,应由制造车间主管签字同意,并经品管部主管签字同意后,方可下转。
NO.
修改申请单号
修改内容
修改人
修改日期
修订单位
1
2
3
4
5
WI
生产过程执行“三卡”制度
管理规定
文件编号
WI-MFG-009
版次
A/0
页次
2/3
5.4“三卡”一台车一份。
5.5<记录卡>、<流程卡>、<状态表>(以下简称“三卡”)的传递和作业
5.5.1“三卡”上的配置要求和制造车号由制造部填写;
5.5.2“三卡”由制造部负责装订成册,并在整车投产前,发给底盘车间。
5.3.2主要内容:
5.3.2.1车身部分:主要装备件的规格、型号及座位数、颜色等,装配者签字,物料变动记录;
5.3.2.2底盘部分:底盘总成、发动机、变速箱、方向机等型号、规格,装配者签字,物料变动记录;
5.3.2.3客户名称;
5.3.2.4对于试制车辆及批量定单和军品定单的首台产品,应在配置卡上加以说明,并挂牌生产。
7.2数据分析控制程序(RQ-QP-022)
5.5.3.5各制造车间的交检、移交整车程序同5.5.3.2、5.5.3.3、5.5.3.4三个步骤。
5.6各制造车间交检车时,<记录卡>的“记录”、“制作者”、“工位长”栏应认真填写,并对照检验项目,按流程卡记录规定进行签字,如有问题记录于对应记录栏内。
生产计划流程控制卡
1 目的为使工厂订单得到有效、快捷处理,发挥生产计划的指令性、可控性,规范生产计划执行,使生产有序进行,确保生产计划达成、顺利实现出货,特制定本作业流程。
2 适用范围适用于本公司所有订单的生产计划作业。
3 定义3.1 主生产计划:指一个月所有订单进行汇总根据现有产能、人员情况、机器情况编制的主生产计划3.2 冷冻生产计划:指一定时期内,能够确定生产计划得以完整实施的生产计划。
4 职责4.1 业务部4.1.1 客户订单需求汇总提出;4.1.2 客户订单交期异常、订单变更等信息资料的准确、及时传递。
4.2 PMC部4.2.1 计划:负责主导生产计划如期达成及影响交期异常情况的协调与排除;4.2.2 生产计划编排,生产进度跟进及督导生产计划的执行;4.2.3 产品出货前的入库保障工作;4.2.4 物控:负责生产物料需求计划管理及生产物料进度控制,采购交期的跟踪,保障所需物料及时供应;4.3 采购部4.3.1 负责生产物料的采购及交期进度的控制。
4.4 仓储部4.4.1 负责所有物料、物品的收货、发货作业及物料、物品的帐目处理,材料库存保管;4.4.2 依据《备料控制卡》进行备料;4.4.3 依据《出货通知单》进行成品备货以及成品库存保管;4.4.4 保证所有报表单据、信息的准确、及时的传递。
4.5 制造中心各部4.5.1 严格执行生产计划,并对产品生产全过程进行控制,保证产品质量与交期;4.5.2 及时收集所有产品生产信息,填写报表,并及时、准确传递;4.5.3 及时传递生产异常信息给PMC部和相关部门;4.5.4 制造中心各课每天上午8:10前准时将《冷冻生产计划》交PMC统计员于9:00前输入电脑并共享。
4.6 工程部4.6.1 编制产品《物料清单》,提供图纸及各种工艺技术文件;4.6.2 负责制定工艺技术标准、作业指导书、监督,协助制造部门解决工艺技术难题;4.6.3 负责制定产品质量标准,监督执行以及协助品保部改善;4.6.4 涉及产品结构、工艺等的修改,如果会影响生产计划的有效执行,要及时将信息传递给PMC部和相关部门。
流转卡管理规定修订版

1.目的为规范产品工序流程,便于统计核对生产过程中产品数量;统一生产流转卡的使用流程,使账、物、卡一致;达到产品追溯的目的。
2.范围本生产流转卡程序适用各个工段产品生产过程中的过程的监控。
3.职责3.1生产保障部计划员负责ERP工单下发;3.2各生产车间每道工序的班段长(erp专员)负责填写相应的内容,车间主任负责入库前的最终确认,并负责生产流转卡在流转过程的及时监控;3.3质保部检查员负责对各序操作者生产的产品进行质量状态的确认,并及时、准确的填写相关信息;3.4产品在转出本工段时,必须转换成条码,流转卡本工段自行收回处理(下料工段与冲压工段因扣料制,所以转序时没有条码,须使用流转卡替换条码转序)。
4.内容4.1流转程序4.1.1各个生产车间根据ERP工单及当日生产情况填写流转卡, 填写内容如图所示,填写的内容必须按照要求填写。
4.1.2生产车间自行打印工单到原材料库管员处办理领料手续, 原材料库管员按ERP工单要求的材料牌号及数量办理原材料出库手续。
4.1.4各生产车间每道工序按工艺完成生产后转到下一道工序前, 各生产车间每道工序的班段长负责填写(ERP专员)生产流转卡上相应的内容并签字,质保部检查员在确认合格数和废品数后,车间主任负责入库前的最终确认并签字。
如果在生产过程中,产品需要分箱(合箱)时,流转卡必须也要分卡和合卡,分卡和合卡所填写的信息必须和原卡一致,之后原卡交到主任处处理。
4.1.5现场管理员将不定期的对车间各个工段流转卡使用情况进行检查、监督,如又不符合要求的,按照管理考核办法进行处罚。
4.2生产流转卡的实施原则生产流转卡随同投料产品发出之日起,到产品转出本工段为本批产品的一个生产周期全部完成,中间过程不能入库。
4.3实施过程中具体要求:4.3.1生产流转卡的生产批号填写的是每种产品erp单日工单号码,任何填写部门不能随意更改。
4.3.2生产保障部根据生产订单情况,安排跟踪并监督生产流转卡的运转情况;原则为每一种产品在每一轮生产过程中,必须使用本生产流转卡。
生产流程介绍(SMT,BL,FATP)

2Hale Waihona Puke 0 100120 140 170 185 196 204 220
210 65 40
0
1 2 3 4 5 6 7 8 9 10 11 12
数量
SMT Introduction
❖AOI (Automatic Optics Inspection ):自动光学检测 机
一.目的:检查PCBA经回 焊之后是否有缺陷。
较小 非管制料
较多 较快 卷尺状
较大 管制料 较少 较慢 盘状
接料工具,材 料
SMT Introduction
(Reflow)
❖回焊:通过熔融锡膏,将PCB与组件连接在一起。
1.Profile的设定 2.温度的量测(120—270度) 3.监控系统KIC 4/7
温度
回焊炉温度对应表
炉温温度
300
270 265
(ICT)
电路特性是否正常。
一.原理:使用许多探针对 PCB板施加小电流,测试各通 路是否导通。
测试项目: 1, Discharge 2, open 3, Short 4, IC open 5, Parts 6,clamp Diode 7, On Power
TS(维修)
•目的:将产线上发 现的外观 (如反 白,反向,立碑,偏 移,虚焊,空焊,漏 件,错件…….)不 良品,利用维修工 具热风枪,镊子, 万用表等,及时的 维修成良品,涉及 到电性方面的不 良转到FAE维修.
料件分类
机构件(外观件) 大发料(螺丝) 本体(HDD/ODD/LCD) 板类(主机板)
组装段介绍-产线型态
组装段
测试段
包装段
包装段
人员编制状况
日产量: 600---1000PCS/10.5H
TIM—企业管理系统化的利器
企业管理中,管理者需要对于企业运行情况有全面的把握,才能避免头痛医头、脚痛医脚。
如既要考虑企业文化对于企业的引领,又要考虑战略方向,同时还要考虑企业过程效率的提高。
在思考和实际处理这些问题时,由于会出现各个管理系统的不一致及协调性问题,管理者常常感觉到顾此失彼。
因此迫切需要有一种工具,能帮助管理者对企业运行进行系统思考和管理,实现管理系统化与企业管理各方面的协调一致。
要实现企业系统管理,首先必须要很好地衡量企业的经营管理质量,这样才能更好地找到企业管理中需要系统改进的地方。
赵海峰 | 文赵海峰:中国质量协会卓越国际质量研究院专家,高级工程师,我国原创管理类国家标准《GB/T29590企业现场管理准则》主要起草人之一在77TIM——企业管理系统化的利器行(如图1)。
我国现有的系统管理工具运营质量要求。
了精益生产、TPM管理、现场原材料物流管理、质量管理等管理内容。
《GB/T29590企业现场管理准则》是提升企业的现场执行能力,以及过程管理能力的标准,符合了三要素中的运营质量管理要素,但对于竞争战略要素和领导力要素的管理需求明显缺乏。
TIM(Total Integration Management)全面整合管理模型,用《GB/T29590企业现场管理准则》强化《GB/T19580卓越绩效评价准则》的过程管理部分,克服了《GB/ T19580卓越绩效评价准则》方法中,对于过整合,克服了这些方法固有的弱点,彼此互补,形成一套用于系统思考和全面改进企业管理的系统性工具(见图2)。
下面就TIM全面整合管理模型的构建和实施进行全面介绍。
TIM全面整合管理模型的构建如图2所示是全面整合管理模型框架。
该模型由卓越绩效评价准则、企业现场管理准则、平衡计分卡、标杆管理、PDCA五大管理工具构建。
它以《GB/T卓越绩效评价准则》管理框架为基本框架(见图3A),同时略质量质量运营质量《GB/T19580卓越绩效评价准则》因其比较关注宏观管理层面,对于一些管理的细节就不可能做出全面的要求。
生产过程控制程序

生产过程控制程序 Q/ZXZ-CX-14-2010(1次修改)1 目的对生产和服务过程进行有效控制,以确保满足顾客的需求和期望。
2 范围适用于对产品的形成及特殊过程的确认,以及服务提供的控制。
3 职责3.1制造一、二部负责指导车间进行生产过程控制,负责生产基础设施和工作环境的控制,并负责产品的防护。
3.2研发中心负责编制相应的工艺规程。
3.3总经理负责生产计划的审批,负责设施采购的审批。
3.4品质部负责组织对产品验证和标识及可追溯性控制。
3.5市场部负责产品的交付及售后服务工作。
4 工作程序4.1生产和服务提供控制的主要内容4.1.1 为生产和服务提供部门提供表述产品特性的信息。
a编制产品实现过程规范(工艺文件),以指导操作工按规范进行生产和监视。
b规范必须经过审批。
4.1.2 对涉及关键、特殊过程应提供足够的、能够指导操作的、确保质量的作业文件。
现场必须能得到作业指导书并经审批。
4.1.3 使用并维护适合生产和服务运行的设备a设备应能满足工艺要求,具有适当的工序能力并应定期检查,当工序能力不足时,应及时进行调整和维修,以恢复工序能力。
b模型、芯盒、工装模具应能满足工艺要求,在产品批量生产前对其进行样品验证。
4.1.4 配置并使用满足要求的监视和测量设备。
4.1.5 应配备必要的监视和测量设备,以控制重要的过程和质量特性。
4.1.6 对生产和服务提供过程实施监视和测量a应根据工艺文件(作业指业书)要求监控重要过程参数并保存相应的记录。
b应在生产过程中通过工序间检验(自检、首检、巡检)来监控产品质量特性。
c对存在质量缺陷严重的过程产品采用排列图或因果图实施控制。
4.1.7 对放行、交付和交付后活动的实施作出明确规定a未经验证合格的采购物料不得投入生产或使用;b未经检验或未满足要求的铸造毛坯件、半成品不得放行或交付;c向顾客提交产品时,应按规定的程序进行,并确保按时交付。
d根据产品特点和公司实际情况,规定交付后的活动,如售后服务等。
生产制程控制程序
程转序生产;
阶
部
段6、 转 序 检 验 和 研
记录;
发
7、 异常处理;
部
相关文件、记录:
财 首件检验记录、生
务
产日报、转序记 部
录、检验报告、
生产异常记录、
异常处理记录、
设备维修记录;
标 题
生产制程控制程序
文件编号 版次 页码
HFR-CQB-PP-0001 A/1
11/16
1、 根 据 要 求 完 销
B.第二步:确定识别过程(活动、产品、服务);
以部门为单位,根据工艺路线分析确定识别的工序或服务过程。
C.第三步:确定该过程伴随的污染因素;
确定各过程涉及的岗位人员、机器设备和工治具、材料、作业方法
进行识别可能造成污染的污染源。
D.第四步:填制《HS 过程污染识别评价表》。
识别完毕识别小组及相应主导部门应将《HS 过程污染识别评价
生产制程控制程序
标 题
生产制程控制程序
文件编号 版次 页码
HFR-CQB-PP-0001 A/1 2/16
1. 目的
为确保生产品质的一致性,使产品的生产均在受控状态下实施,并对制程异常状况
加以预防与改善,使产品的交期、品质及 HSF 要求能满足顾客需求,确保生产过程
中的污染源得到识别和控制。
2. 范围
8.3. 附件三:『生产日报』样板
8.4. 附件四:生产工序清单
8.5. 附件五:HS 过程污染识别评价表
8.6. 附件六:高风险 HS 污染源及管理方案
标 题
生产制程控制程序
文件编号 版次 页码
附件一:
制程控制作业流程图
HFR-CQB-PP-0001 A/1 8/16
生产件批准(PPAP)管理程序
生产件批准(PPAP)管理程序
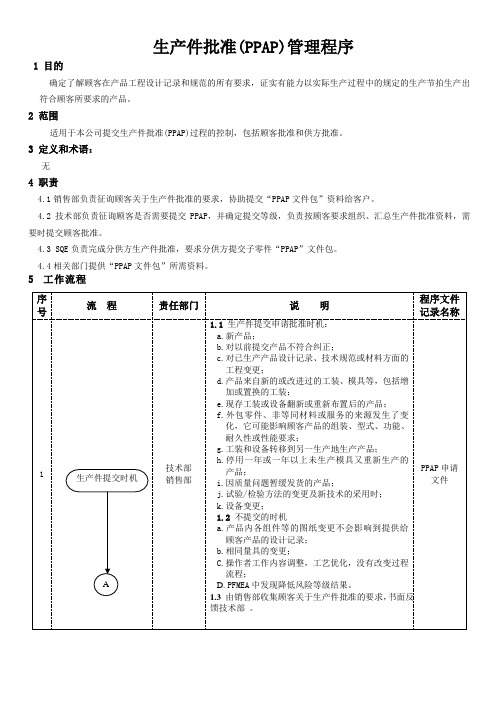
1 目的
确定了解顾客在产品工程设计记录和规范的所有要求,证实有能力以实际生产过程中的规定的生产节拍生产出符合顾客所要求的产品。
2 范围
适用于本公司提交生产件批准(PPAP)过程的控制,包括顾客批准和供方批准。
3 定义和术语:
无
4 职责
4.1销售部负责征询顾客关于生产件批准的要求,协助提交“PPAP文件包”资料给客户。
4.2技术部负责征询顾客是否需要提交PPAP,并确定提交等级,负责按顾客要求组织、汇总生产件批准资料,需要时提交顾客批准。
4.3 SQE负责完成分供方生产件批准,要求分供方提交子零件“PPAP”文件包。
4.4相关部门提供“PPAP文件包”所需资料。
5工作流程
6顾客的通知
公司有如下情形的制造过程设计的变更,在变更前必须通知顾客,且必须在顾客批准建议的变更后才能实施,并在变更后的一个月内重新提交PPAP。
1.和以前批准的零件或产品相比,使用了其他不同的结构或材料。
2.使用了新的或改进的工装(不包括易损工装)、模具,包括补充的或替换用的工装。
3.在对现有的工装或设备进行设计或重新布置之后进行生产。
4.外包零件、非等同材料或服务的来源发生了变化,它可能影响顾客产品的组装、型式、功能、耐久性或性能要求。
5.工装和设备转移到另一生产地生产产品。
6.停用一年或一年以上未生产模具又重新生产的产品。
7.试验/检验方法的变更及新技术的采用时。
7相关文件
8 相关表单。