导水机构安装工序
拔贡水电站导水机构拼装

( 7 ) 调整导叶端 面及立面间隙满足国家规范 要求。
( 8 ) 加 固好 导水机 构 各部位 。
键部件 , 尺寸大 、 重量大 、 安装调整精度要求高 、 安装
时 间短 。
4 现 场 安 装
2 安装部件 清理 、 检查及预装
开箱检查导水机构各部件的数量是否与图纸上
标 注 的数 量一 致 , 将导 水机 构 外配 水环 各法 兰 面 、 导 叶、 导 叶轴 套 、 导 叶拐 臂 、 内配 水环 、 导 叶端 盖等 相关 部 件 清理 并检 查 各部 件尺 寸 。
1 概述
拔 贡 水 电站 位 于广 西 龙 江 上游 打 狗 河 上 , 河 池
孔内 , 然后按编号装上导叶套筒 、 调整环 、 转臂和端
盖等。
( 3 ) 将 内配水环 吊放在安装位置上 ,并使 + y
方 向对 准上游 方 向 , 调 整 内外 配水环 进 口法 兰高差 、
市拔贡乡附近 , 是龙江梯级开发广西境 内的第二个
( 2 ) 按 编 号 将 导 叶 吊起 ,插 入 外 导环 和套 筒
收稿 日期 : 2 0 1 3 — 0 9 — 2 7
上, 放置时注意剧烈撞击到放稳的水环 、 吊装到可拧
作者简介 : 李 海( 1 9 8 9 一 ) , 男, 广西桂平人 , 助理工程师 , 主要从事水 电站机械安装工作 , E — m a i l : 3 7 2 9 7 2 9 6 4 @ q q . t o m 。
( 6 ) 将连杆安装好 ,操作控制环使之带动 1 6
个 导 叶转 动 。
导叶臂 、 导叶密封装置 、 连杆 、 控制环等 , 导水机构 的 主要功能是使水流进入转轮室前形成环流 , 并根据
浙江仙居抽水蓄能电站导水机构安装
浙江仙居抽水蓄能电站导水机构安装摘要:本文主要介绍了浙江仙居抽水蓄能电站导水机构的主要结构特点,安装工艺,安装流程,安装中遇到的问题及解决办法。
关键词:底环;顶盖;导叶传动机构;自润滑;临时钢支撑浙江仙居抽水蓄能电站位于浙江仙居,距离杭州140km。
该电站是一座日调节纯抽水蓄能电站,共安装4台375MW的立轴单级混流可逆式水轮机组,水泵水轮机及附属设备由哈尔滨电机厂有限责任公司制造。
水轮机工况额定出力375MW,额定水头447m,额定转速375r/min。
水泵水轮机导水机构主要由底环、顶盖、20个活动导叶及其作机构等组成,导水机构安装高程107.0m。
导水机构在工厂进行预组装,同时现场对10个活动导叶及顶盖进行预装。
活动导叶和顶盖、底还的抗磨板采用耐腐蚀、抗磨损的不锈钢材料制造;活动导叶的上、中、下轴承轴衬采用德国进口DEVA自润滑材料,长期运行无需作特殊润滑处理。
1 主要部件的结构特点1.1 底环底环为整体结构,最大外径Φ6524mm,重64T,除抗磨板及底环过流面为不锈钢材质,其余材质都为Q345C;底环通过80-M36双头螺柱与座环连接,在工地与座环把合封焊后埋在混泥土中。
底环的两个法兰面与座环的法兰面连接,第一个法兰面中有一道10mm的0型盘根,在第二个法兰面还有一道中12mm的0型盘根,且有8颗定位销钉和80颗M36的连接螺栓连接底环和座环;下固定止漏环直径为Φ2794mm,结构型式为台阶式,材质为ZCuAL9Fe4Ni4Mn2;在导叶下轴孔底部设置导叶漏水排水管和接口,用于排水和减少导叶上浮量。
1.2 顶盖顶盖最大外径Φ7030mm,分为两瓣,重量约127.4T,主法兰采用双平板下法兰结构,设有20个肋板,具有足够的强度和刚度以减小最大压力脉动及飞逸工况下产生的振动。
通过96颗M95的螺栓和6颗定位销钉与座环的上法兰连接,顶盖的密封面与座环的通过两道12mm的0型盘根严密接触,上固定止漏环结构型式为梳齿式,外径为Φ2890mm用10颗定位销钉和60颗M24连接螺栓与顶盖连接。
三峡电站大型水轮机导水机构的底环安装工艺
三峡电站大型水轮机导水机构的底环安装工艺摘要:本文分析三峡电站水轮机导水机构底环安装工程中创新采用的“底环分块垫板现场加工新工艺”,该新工艺用以保证巨型水轮机底环的安装水平,解决了三峡工程的重大技术难题,并使水轮机安装工艺更具备实用性和先进性。
关键词:三峡电站;导水机构;底环水平;新工艺中图分类号:g710 文献标识码:a 文章编号:1003-2851(2012)04-0257-01阿尔斯通(alstom)公司向三峡电站供货的世界最新型700mw水轮机由转轮、水轮机主轴、导轴承及导水机构等组成。
水轮发电机组的各项技术指标都超过伊泰普、大古力投产的巨型水轮发电机组,多项综合指标均为世界之最。
700mw水轮机的现场安装不仅工作量巨大,而且质量要求特别高,被列为三峡工程重大的技术难题之一。
水轮机导水机构底环安装工程创新采用了“底环分块垫板现场加工新工艺”,展示了破解这个重大技术难题的新技术。
一、技术难题的提出700mw的alstom水轮机底环为钢板焊接结构,抗磨环系不锈钢材料。
底环外径为13280mm,高度为695mm,重量为155t,分成4瓣运输到工地,三峡电站现场进行组装,安装间底环分瓣组圆,底环安装间组圆完毕后,在三峡电站现场用螺栓把合成整体。
在三峡电站工地现场需要对水轮机导水机构的底环和顶盖进行下述部件的安装设置。
①为了减小导叶在关闭时导叶与底环、顶盖间的漏水量,在底环和顶盖相应部位设置有导叶端面密封,在底环和顶盖过流面上的导叶活动范围内设置有不锈钢抗磨板。
②固定止漏环在工厂内固定到分瓣的顶盖和底环上,工地拼装后要对止漏环的分缝进行封焊,然后将底环用螺栓把合到基础环的上平面上。
由于底环和顶盖安装在未经机械加工过的座环安装面上,在需要进行上述部件安装设置的前提下,水轮机导水机构的高程和净空高度调整既要保证安装的精确定位,又要避免水轮机整体的水平误差,其底环水平定位的工程技术难度和安装质量要求在世界水电建设史上可称为世界之最。
排水管道安装工艺流程

排水管道安装工艺流程
《排水管道安装工艺流程》
排水管道安装是建筑施工中非常重要的一环,它直接关系到建筑物内外排水系统的畅通和稳定性。
下面就介绍一下排水管道的安装工艺流程。
1. 管道布置:首先要根据建筑物的结构和要求,在设计图纸上确定排水管道的布置方案,包括管道的走向、斜度和连接方式等。
2. 开挖沟槽:根据设计图纸要求,在楼板下方或者地面上开挖沟槽,为管道敷设做准备。
3. 管道敷设:将排水管道按照设计图纸的要求敷设在沟槽中,并确保管道的连接牢固、无渗漏。
4. 接头安装:在必要的位置安装排水管道的接头,并注意接头的密封性和稳固性。
5. 设备安装:根据需要,安装排水管道所需的设备,比如排水泵、检查井等。
6. 管道固定:对管道进行固定,包括设置支架、吊架等,确保管道在使用过程中不会产生晃动或者变形。
7. 排水测试:完成排水管道的安装后,进行排水测试,检查排
水管道的畅通情况和密封性能。
8. 护面施工:对排水管道周围进行护面施工,比如设置防潮层、护管等,确保排水管道的安全和整洁。
以上就是排水管道安装的工艺流程,每个步骤都需要认真对待,确保排水管道能够正常使用并且具有良好的稳定性和密封性。
公伯峡水电站导水机构安装工艺
顶盖在安装问组装成整体 , 组装方法及技术要求
与底环 相 同 。将 顶 盖 吊人机 坑 ,吊人 时按 机组 中心对
正 x、Y轴线 ,吊装 1 2个上 轴套 筒 。现 场加焊 8 套筋 城 市供水 管 网 ,掌 握管 网运 行情 况 ,做好基 础 资料 的
搜集 和整 理 ,不断 总结检 漏 工作 经验 ,科 学地 开展检
叶大小头 双肩 的实际尺 寸 ,并 做好记 录 。
25 底 环 的 吊入调 整 .
2 导水 机 构 预装
21 机坑清 扫测定 .
底环 组装 合格 后 ,将 四个 吊攀对 称 就位 ,吊人坑 内后 调 整底 环 的方 位 ,使 得底 环 上 的 x、Y轴 线 与座 环上 的 x、Y对 齐 。在 机坑 里 衬 内侧 焊 临时托 架 ,布
置 中心线 架 ,安装 求 心器 。在基 础环 上安 放测 量行走 平 台 ,在尾 水椎 管 检修 平 台上放 测量 重锤 、浮 筒 。以 座 环 上 镗 口为基 准 ,采 用 电测 法 测 量 、调 整 底 环 中 心 ,调 整时 用小 楔子 板 在底 环 与座环 之 间配合 千斤顶
机坑 清扫 测定 在机 坑全 部形 成 、土建 交付 安装 工 作 面后进 行 。此项 工作 主要 包括 清理 水轮 机安 装工 作
1 引 言 公伯峡 水 电站 共设计 安装 5台 S 3 06 4 /3 0 F 0 . 812 0 -
混 流式 水轮机 发 电机组 ,机 组水 轮机设 备 由哈尔滨 电 机 厂 有 限 公 司设 计 制 造 ,其 型 号 为 HL 8 1 L 一 A 0一 J 50 8 。导 水机 构 主要 由底 环 、顶 盖 、导 叶 、转 轮 等组 成 。本 文浅述 了公 伯 峡水 电站 导水 机构 的安 装工 作及 其质量 控制要点 。
导水机构预装配
导水机构预装配导水机构预装配的目的:以下部固定止漏环为中心确定底环、顶盖、活动导叶的定位;结合现场的实际检查生产厂家的预装配质量,发现问题并及时纠正。
安装程序:机组中心测定下部固定止漏环定位导水机构预装安装方法:1、机组中心测定机组中心测定程序:复查座环的安装质量测定并表达机组轴线(1)复查座环的安装质量:座环安装的质量指标有三项:中心位置、高程、顶平面的水平度(有设计规定时,按设计规定控制;无设计规定时按以下规定控制:中心及方位偏差小于2mm,高程偏差小于±3mm,水平度小于0.07mm/m。
)复查座环顶平面的水平度时,常在座环上均匀划分8个或16个测点,用平平梁加框形水平仪检查顶平面的水平度情况。
同时用水准仪和钢板尺复查高程,用钢板尺检查座环上下平面以及各道搪口之间的高度。
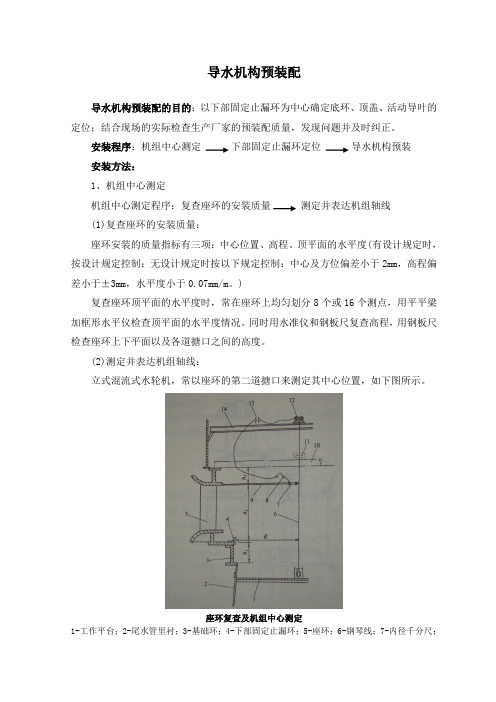
(2)测定并表达机组轴线:立式混流式水轮机,常以座环的第二道搪口来测定其中心位置,如下图所示。
座环复查及机组中心测定1-工作平台;2-尾水管里衬;3-基础环;4-下部固定止漏环;5-座环;6-钢琴线;7-内径千分尺;8-耳机;9-加长杆;10-平梁;11-框形水平仪;12-球心器;13-电池;14-中心架测定的具体方法是:①设置机组中心架、球心器,用重锤悬挂钢琴线。
②用钢板尺或圈尺测量第二搪口四周的半径,从而初步调整钢琴线的位置。
③用内径千分尺加耳机测量第二搪口四周的半径,从而细调钢琴线的位置,力求四周半径相等。
此时钢琴线即表达了机组轴线。
2、下部固定止漏环定位(1)吊入下部固定止漏环对正螺栓孔位,将下部固定止漏环装在座环下平面上,螺栓可装入但不拧紧。
(2)以轴线为准,用内径千分尺加耳机测量固定止漏环四周的半径,调整其位置,直到四周半径的偏差小于设计间隙±10%为止。
(3)拧紧螺栓,在圆周的对称位置上钻、铰2个或4个定位销孔,打入定位销。
这以后对导水机构预装配预装时,就可以用下部固定止漏环的中心作为工基准了。
几种灯泡贯流式机组导水机构工装简介
调速机构 , 安装工序较 为复 杂, 单个导叶系统安装调 整完毕后方 可进行 整体的组装, 为了提高 安装质量 及安装效率,
介绍几种实用的导水机构工装。 关键 词 : 灯 泡贯 流 式机 组 ;导 水机 构 ;工 装 ;简 介 中 图分 类 号 : F K 7 3 0 . 6 文献标识码 : B 文章编号 : l 6 7 2 — 5 3 8 7 ( 2 0 1 6 ) S l 一 0 0 7 7 — 0 2
角度 才 能 外配 水环 安装 进 行连 接 ,此 吊装 T具
利用 杠 杆原 理将 套简 、导 叶臂 吊起 后调 整 其角 度再
进 行安 装 , 使用方 法 如下 :
I 利 l
一
( 1 ) 检 查 吊具架 与套筒或导 叶臂连接 是否清理 干净 无 毛刺 ,将 吊具架 安 装在 套筒 或 导叶臂 上并把
紧连 接 螺栓 ;
般情 况 下 ,导水 机 构 的组 装 T序 为 :设 备清
理一 外 配 水环 调平一 导叶 套筒 安装一 导叶安 装一 导 叶臂安 装一 内配水 环安 装一 导 叶下 轴安 装一 调 速 环 安 装一 弹簧连 杆安 装一 附 件安装一 内 、外 配水 环 调
整一 导 叶问 隙调整 一验 收 。
安装 工具 。
位置 ,用 1 5 0 m l n 钢板尺测量套筒或导叶臂与安装 4 导 叶臂安装 工具简介 面 的顶 部 、 底 部距 离偏差 , 根 据所 测数据 对 配重块 的 此工具主要由压盖 、 螺杆等部件构成, 根据《 导水 位 置进 行调整 , 使套 筒或 导 叶臂与 其安装 面平 行 ; 机构主要结构示意图》 , 导叶与套筒组成转动系统 , 导 ( 5 ) 调整 完毕 后把 紧 限位 块上 的螺 栓 , 并 记 录好 叶长轴与导 叶臂 通过定位 销 ( 键) 连成 整体 , 再通过 弹 配重块在吊具架上的相对位置。将套筒或导叶臂吊 簧 连杆及 调速环组成调速系统 。考虑到导叶臂与导 叶 装到 位并进 行安 装 ; 长轴之间的间隙较小( 仅为配合间隙) , 为了保证在安 装 过程 中导 叶臂 能够端 直 的套 在 导叶长 轴 上不 与其 发生摩擦划伤, 故使用此安装工具, 使用方法如下 : ( 1 ) 导叶安装完毕后拆 除千斤顶 、 顶板等工具 , 保 留螺 杆 ; ( 2 ) 在安 装导 叶臂 吊装工 具之 前安 装好压 盖 ; ( 3 ) 利用导叶臂吊装工具将导叶臂吊放在导叶长 轴 上 ,用钢 板尺 测量 导 叶臂 到安 装面 的相 对距 离 以 确定 导 叶臂 已经 端直 的嵌入 导 叶长轴 ,否 则根 据测 量尺 寸进行 调整 ; ( 4 ) 调整完毕后拆除导叶臂吊装工具安装好螺母; ( 5 ) 缓缓旋紧螺母保证导叶臂均匀的套在导叶长 轴上 ; ( 6 ) 导 叶臂 安装 到位后 拆 除安装 工具 。
某抽水蓄能电站水轮机导水机构预装工艺
某抽水蓄能电站水轮机导水机构预装工艺发布时间:2022-08-12T01:53:03.727Z 来源:《中国建设信息化》2022年7期作者:衡鑫[导读] 某抽水蓄能电站水轮机导水机构具有尺寸大、零部件多、装配工序多以及装配要求高的特点。
衡鑫陕西能源电力运营有限公司,陕西西安 710016)摘要:某抽水蓄能电站水轮机导水机构具有尺寸大、零部件多、装配工序多以及装配要求高的特点。
为了在正式安装前及早的发现导水机构各部件装配过程中可能出现的制造误差等问题,在吊入转轮后保证顺利安装[1],需要进行导水机构的预装配。
预装主要任务及要求有:顶盖和底环的同心度达到设计要求;活动导叶转动灵活、没有规律性的倾斜;立面及端面间隙满足设计要求;底环钻孔以及预装顶盖定位销钉。
本文简述了某电站导水机构的预装工艺、技术要求。
关键词:导水机构;机组中心;同心度;端面间隙;立面间隙 pumped storage power station Turbine guide water institutions pre-installed technology HENG XinAbstract:pumped storage power station Turbine guide water institutions with large size, parts, assembly process and assembly of high demand. In order to early find artifacts before formal installation manufacture error may occur in the process of assembly and can be installed successfully after hanging into the wheel. Therefore, Turbine guide water institutions preassembly is required. With main task: The top and bottom ring of concentricity to meet the design requirements;Activity guide vane flexible rotation, no regularity of tilt; Elevation and side clearance meet the design requirements; Bottom ring and drilling head positioning pin.This paper briefly describes pumped storage power station Turbine guide water institutions pre-installed technology, technical requirements, And pay attention to the problems in the process of software pre-installed. Key words: Turbine guide water institutions; The unit center; concentricity; End clearance; The facade clearance1.前言某抽水蓄能电站位于广东省深圳市盐田区和龙岗区交界处。
关于水轮机导水机构安装
关于水轮机导水机构安装王新【摘要】在水利发电站中,水轮机是一种非常重要的生产设备。
在安装水轮机的过程中,导水机构的安装质量在很大程度上影响着水轮机的运行效率,为此必须要重视起水轮机的导水机构安装施工作业。
现本文就以哈达山水利枢纽工程一期水电站的水轮机为例,来详细介绍其导水机构的安装方法,以供参考借鉴。
【期刊名称】《黑龙江科技信息》【年(卷),期】2015(000)013【总页数】1页(P51-51)【关键词】水轮机;导水机构;安装;导叶【作者】王新【作者单位】浙江双富电力设备有限公司,浙江杭州 310030【正文语种】中文哈达山水利枢纽工程是松花江干流中的一座重要水利工程,为了保证其水利发电生产效益,该水电站引用了国外的三叶片转轮水轮机,以提高水轮机组的过流量。
在该水轮机组的安装过程中,导水机构的安装是一个重点,以下本文就着重对其安装技术方法安装注意事项进行分析探究。
根据哈达山水利枢纽工程(一期)水电站的工程参数,我公司与俄动(Leningradsky Metallichesky Zavod)公司联合,选用俄动公司优秀三叶片转轮GZ(nπrκ7)-WP-470,其轮毂比为0.3,模型最高效率92.83%,该转轮具有较大的过流量及良好的能量性能及空化性能。
该贯流式水轮机的结构较为特殊,引各家之长,形成了自己的特色。
其中水轮机导水机构的主要构成和特点如下所示:1.1 导水机构的组成。
一般来讲,导水机构的构成主要是由底环、活动导叶、顶盖、支持盖、导叶臂、套筒、连杆、控制环和接力器等组成。
导水机构为圆锥形结构,由接力器带动其动作。
导叶安装在导水机构内、外导环之间。
导叶的内外轴承使用了自润滑球面轴承,以消除水轮机起动、甩负荷过渡过程中,导叶内、外导环相对变形引起的影响。
导水机构外导环由Q235-A钢板焊接而成,分别和上游侧的外壳体、下游侧的转轮室通过法兰和螺栓联接。
导水机构内导环也由钢板焊接而成,通过法兰与上游侧的内壳体联接。
论水电站导水机构的安装技术
论水电站导水机构的安装技术摘要:导水机构的主要功能是使水流在进入转轮前形成环量,并根据机组的功率要求调节流量,水轮机停止运行时导叶关闭切断水流,针对水轮发电机组导水机构安装过程中极易发生吊装变形问题,结合工程实例,对水电站导水机构的安装作浅述。
关键词:水电站导水机构安装导水机构的主要功能是使水流在进入转轮前形成环量,并根据机组的功率要求调节流量,水轮机停止运行时导叶关闭切断水流,导水机构装配主要包括:外配水环、内配水环、导叶、控制环、压环、套筒、导叶臂、连杆、重锤、及锁定装置等。
导水机构装配前,各部件均应清扫、检测、预装配。
在安装间组装成整体。
再吊入机坑与管形座把合就位。
1 施工流程设备到货验收→外配组装→导叶组装→内配组装→安装调整→整体吊装→调整、找正→控制环组装→检查、验收。
2 导水机构安装2.1 零部件预配装(1)开箱检查导水机构各部件(套)的数量,将经清扫检查后的导叶轴头、导叶下轴孔、导叶轴套、导叶下轴、导叶拐臂等进行安装前的预配装。
(2)对有编号的零部件必须按照编号进行预装配,不得随意对换;对有间隙配合的零件,如轴套、密封环等应检查配合间隙。
2.2 导水机构在安装场装配导水机构组装前应制作好内、外配水环装配所需的支敦。
外配水环的支敦高度应能满足导叶能顺利插入的需要,要求内配支敦顶面高程比外配支敦顶面高程的高差为560mm。
内、外配水环的摆放方位应考虑使导水机构翻身起吊时能顺着桥机主、副钩所在的同一直线方向。
2.2.1 外配水环拼装(1)对外配水环组合缝面等部位,清扫干净无高点后,将外配水环进水边法兰朝下放在垫平的地面上进行组合,组合后其间隙0.05mm 塞尺检查不能通过,上下游法兰面应无错位现象。
(2)再把合螺栓的螺纹部分涂一薄层润滑脂,把上螺栓并应对称进行预紧。
把合后,组合面应严密无缝,用塞尺检查。
(3)将预装配了的导叶套筒按编号顺序装入外配水环上的轴套孔内(8~10个),装配时套筒与外配水环上的轴套孔配合面应涂润滑脂,剩余(6~8个)套筒待导叶穿入外配孔内后再按编号装入。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
导水机构安装工序
1、准备工作
将产品从半成品仓库全部领出、修去毛刺、清理干净、分类摆放。
2、熟悉图纸了解装配工艺需求以及各部件之间的配合要求。
3、工艺流程:装配准备工作→蜗壳就位→止漏环装配→底环装配→导叶预装→顶
盖装配→导叶臂组装→控制环装配→连板装配→导叶进水边修磨→调整导叶开度→拉紧定位→打定位销→拆开→修复→油漆→入库。
一、蜗壳就位
把做好水压后的蜗壳用三到四块等高块放置好,并且把蜗壳里面的水排尽擦干净,并做好防锈漆。
放在等高块上,调好水平位置。
二、止漏环装配
把止漏环毛刺取干净,放入蜗壳内四周均称用螺栓拧紧止漏环。
三、底环装配
把底环毛刺取干净,把套筒压入底环装入蜗壳内并注意+X、+Y线同蜗壳的+X、+Y线一致用塞尺量出底环同蜗壳单边总间隙,根据量得净总间隙用塞尺把四周调到间隙均匀,并拧上螺栓。
四、导叶预装
导叶取毛刺后放入蜗壳底环上,下面用0.20~0.25的铜皮剪成圆后放在底环上然后放入导叶,依次放好,并且把导叶在关位置试一下转动灵动情况。
五、顶盖装配
把顶盖同蜗壳的配合面擦干净,装入蜗壳中并且顶盖上的+X、+Y线同蜗壳的+X、+Y要相一致,四周间隙均匀拧紧螺栓,看一下转动情况,并且用塞尺量一下导叶上端面的间隙,要确保转动灵活而且上端面要有间隙。
六、导叶臂装配
把导叶臂内的毛刺取干净并进行清洗,分别装在导叶上用钢印把对应的导叶和导叶臂配对敲上钢印。
七、控制环
把控制环装上,然后配装上连板,连板同导叶臂配装上用销子销上。
八、调整导叶开度
把控制环同导叶连上后,先把控制环调到中心线位,然后按图纸要求开度用葫芦把导叶全关和全开位置确定,并且做好全开位置限位,定位工作。
九、导叶进水边修磨
根据导叶全关位置,来看导叶进水出水边的间隙,一般要求导叶在全关时进出水边间隙不能超过0.05mm,然后用塞尺分别对每片导叶进行测量,对不符合要求的要进行修复,直到符合要求为致。
然后再把导叶拉在全开位置,按技术要求全开时总尺寸用绝缘板剪一块直径符合要求的圆板来测量每一块叶片的开度,有不符合开度要求的要修磨直到符合为止。
十、拉紧定位
把导叶的开度调整好后用葫芦和钢丝把导叶全部拉紧(处于全关状态),并且把导叶臂与导叶配合外用紧定螺栓,拧紧。
十一、打定位销
把整个机构装配完毕调整好开度后,进入打定位,打定位销按图纸技术要求分别进行孔预打、铰孔、然后从上到下打、打一层、拆一层。
十二、拆开修复
定位打好后,重新拆开,分别进行取毛,清理,按类摆放开,对导叶进行油漆,修复按导水机构的装配顺序重新进行一次组装,对导叶开度做进一步调整,然后通过检查达到规定要求。
十三、油漆
对装配完毕的导水机构进行油漆,油漆按技术要求或用户要求进行,分别进行打磨、批腻子、磨光、喷漆,加工面涂上防锈油脂。
十四、入库
全部装配油漆完工后由装配车间开送检单到质管部,经检验合格后,由质管部开出产品入库单给车间,由车间给成品仓管员,流入成品仓库摆放,并对产品进行标识、防护、登记、等待产品的发运。