冷轧卷取机自动连续卷取的实现方法
带钢可逆冷轧卷取机兼作开卷机的改造

增加 自 动对中装置和功能 , 确保带钢卷取整 齐。其 次, 增设轧机的摆动导 向辊等装置 , 方便开卷穿带 , 节省 时 间人力 。
显然 两种 技 改 方 案 差别 很 大 、 有 优 劣 。第 一 各
种方案技术先进 、 成熟和可靠 , 但是设备多、 投资大 、 占地多。全套 自 动对中开卷机组 , 包括有上卷小车 、
S L n —i U i g x
( inN nfr u tlryD s nadR sac tue, in7 0 0 , hn ) X k o- r s aug ei n eerhI i t X h 10 1C ia e o Me l g Nst
Ab t a t n v e fi c n i in e i t p t r a i ga d u s a y e si p r t n f r h od sr l a d c i rd u l sr c :I iw o o vn e c n sr e dn n n t d n s o e ai o e c l t p mi n ol o b e n i h e n o t i l e
部 电气控 制 系统 ; 外增 加 1台相 同的 自动 对 中开 另 卷机 取代 开 卷箱 , 并且 配备 上卷小 车 。 第二 种 技改方 案 : 主要 改造 酸洗卷 取机 等设备 ,
程度和张力大小 等等。因此 , 酸洗机组卷取 区段适 当增 加对 中立辊 数量 和调 整 对 中立 辊位 置 ; 高卷 升
2 技 术 改造 方 案 的 比较 选择
已有 的 闲置 开卷 机组设 备 和不相 匹配 的现 用开
持和带钢“ 跑偏 ” 的随动 , 从而保证卷取带 钢边缘能
够 始终对 齐 。
实际上 , 自动 对 中 卷 取 机 的 上 述 对 中 功 能 即
冷轧薄板生产线卷取机控制要点
用 中 ,一般 我们 测取 十个 特征 点 (见 图 3a)。
(3) 带材 弯 曲力矩补偿
带材弯曲力矩的计算公式是非常复杂 的非线性
函数 。函数 中带材 的厚 度 、宽度 、拉伸率 在 同一道
次 轧制 时变化 很小 ,可 以看 成是 常量 。因此这 里 只
速度 实 值
际 值
【a)
(b)
D _最 小 卷 径 值 (m);D 一最
大卷径值 (m); 一按最大卷径值
和 最 大 加 速 度 下 标 定 的可 变 惯 量
极 速力矩 系数 。
需要注意 的是 ,通过计算获得 的惯
量 转 矩 值 ,都 统 一 按 电机 额 定 转 矩 进 行
标定 。
(2) 摩擦 力 矩补偿
理论上讲 ,卷取机摩擦力矩可以通过摩擦力矩
2012年 第 3期(总 147期)
yz.is@cfhLcom
蕊◇0设计s计算
交 流 电 流 检 测
图 2 卷 取 机 直接 张 力控 制 系统 框 图
要 根据 卷径 变化 实时计 算 。
数
式 中 ,
11诅 x
…
…
…
可变惯量加速力矩
(6)
…
(N·m);
D 广 实 际 卷 径 计 算 值 (m);
一 曩 技 了lc
设待s计算 l
闭环 控制 ,由张力 传感器 直接 测量 带材 张力 。问接 张力控 制 为不带 张 力反馈 的开 环控 制 。无 论采 用何 种控 制方 式 ,为保 证带 材张力 恒定 ,需 要对 影响带 材 张 力的其它 电机 负载 力矩进 行精 确 的补偿 。
鉴 于 目前 国内大多 数冷轧 薄板 生产 线上卷 取机 都 采用 直流驱 动控 制系 统 。下 面 以直 流驱 动控制 系 统为例,说明如何在张力控制系统 中引入各种张力 补偿 环节 以实现带 材 的恒张力 控制 (见 图 1)[21。
卡罗赛尔卷取机在冷轧生产线中的控制及应用
电 气传 动 2011年 第 41卷 第 10期
卡 罗赛 尔 卷 取 机 在 冷 轧 生 产 线 中的控 制 及 应 用
季 宝伟 ,吕金 ,周 先杰 ,刘 洋 ,黄颖 (天 津电 气传动 设计研 究所 ,天 津 300180)
(Tia in Design and Research Institute of Electric Drive,Tianj in 3001 80,China)
A bstract:Cold—rolled strip steel production process is an im portant part of the coiling m achine w hich is the key equipm ent of cold—rolled production.W ith the rapid development of economic construction,especially the urgent need of the m etallurgical industry the developm ent for new or m odified fast grow ing num ber of strip cold rolling m ill,Carrousel coiler with its high—speed tWO—drum winder,continuous strip winding way,has become a cold rolling strip production line,in particular,the whole production line of continuous cold—rolled strip winding device of choice. The device has com pact design,can save installation space and equipm ent in—
冷轧机组出口卷取操作顺序
出口卷取操作:3.3.1.1 自动降速.[自动功能控制机组的速度降至恒定的速度(等于或小于100 m/min),以便于带钢剪切3.3.1.2 剪切.3.3.1.3 带钢尾部在卷取机上卷取.3.3.1.4 带头穿带至卷取机.3.3.1.5 正常运行.(当顺序Strip head threading on tension reel 完成后, 加速超过出口段速度,当出口活套空套, 速度下降至工艺段速度)3.3.1 出口段卷取操作3.3.1.1 自动降速出口段HMI 操作画面自动程序跟踪这个步骤控制机组降速和操作人员选择带钢的剪切方式(根据焊缝检测进行带钢剪切, 根据卷取长度或卷径进行带钢剪切).备注:操作人员可以选择取消出口飞剪的剪切,并且可以连续的进行卷取形成一个新的钢卷。
. 起动条件- 7#张力辊夹送辊打开(911),- 飞剪前夹送辊打开 (916),- 飞剪准备好 (917),- 出口夹送辊打开 (921 & 951)- 压辊在打开位 (927&957)- 操作人员可以选择剪切程序运行条件出口运行- 穿带台板在初始位,- 卷取机卷筒胀开- 皮带助卷机在返回位置- 外支撑臂在线,- 钢卷小车支架在低位或者钢卷小车在卷筒区域外.出口等待- 穿带台板在线- 卷取机卷筒胀开- 皮带助卷机在向前位置- 机械臂关闭& 皮带张紧- 钢卷小车支架在低位或者钢卷小车在卷筒区域外.- 外支撑臂在线,顺序- 这个自动功能控制机组的速度降至恒定的速度(等于或小于100 m/min),以便带钢剪切:出口钢卷小车移动到机组中心线上- 当机组速度降至恒速:.旋转& 关闭 7#张力辊夹送辊(911),.旋转& 关闭飞剪前夹送辊 (916),.旋转& 关闭转向夹送辊 (921 & 951),.旋转& 关闭相应的压辊 (927 or 957),.磁性皮带机进行摆动(918), 然后接通电磁(上电)(918)入口和出口的磁性皮带输送机放下(918). 通道切换皮带机摆动 (942),. 等待卷取机旋转 (穿带速度+10%).- 剪切是自动控制的程序结束.3.3.1.2 剪切出口段HMI 操作画面自动程序跟踪根据剪切的程序,这个步骤控制着带钢向前和剪切样板/废板起动条件- D11 步骤已结束.- 由D11 步骤给出的机械动作已完成.- 操作人员选择剪切程序:. 钢卷的尾部不带焊缝检测(剪切长度的控制由7#张力辊和卷取机的编码器或钢卷的直径). 钢卷的尾部带焊缝检测. 废料的数量.步骤- 剪切带钢- 在剪切完成之后,每一个样板/废料的跟踪是由电磁带来决定投入到相应的箱子- 当样板/废料达到后,并且带头在转向夹送辊后300mm 在出口段处于等待状态(由编码器 & 921 或951 光电开关). 下磁性皮带输送机放下. 电磁关闭Note : 样板长度:800mm.3.3.1.3 带钢尾部在卷取机上卷取出口段HMI 操作画面自动程序跟踪在带钢尾部剪切之后, 这个步骤才能够起动.起动条件- 剪切步骤已运行,- 由D11 步骤给出的机械动作已完成运行条件出口段运行穿带导板在初始位- 卷取机卷筒胀开- 助卷机皮带在返回位置- 外支撑臂在线- 钢卷小车支架在低位置或钢卷小车在卷筒区域外顺序关闭飞剪前夹送辊关闭转向夹送辊支架提升到钢卷上压辊靠上钢卷剪切带钢- EPC 手动模式(调整框架位置),- 如果1#卷取机工作而2#卷取机处于等待状态:. 在剪切机中心线200mm 后转向夹送辊打开 (921)- 转向夹送辊和卷取机在穿带速度下对带尾进行卷取(长度由卷取机的编码器进行控制), - 当带钢尾部通过转向夹送辊前的光电开关, 记数器检查,- 卷取机减速及停止,- 打开转向夹送辊- 卷取机旋转以便于带尾停于 5 点钟位置- 小车支架上升到直到接触带钢的位置,由编码器进行控制3.3.1.4 带头穿带至卷取机出口段HMI 操作画面自动程序跟踪起动条件-步骤 "Preparation of the tension reel" 已完成-卷取机在中间位置外伸轴承在线皮带助卷在线,支撑臂关闭,张力皮带张力打开穿带导板上升,执行穿带模式飞剪前夹送辊关闭根据穿带模式卷筒涨开运行条件出口段等待穿带导板在线- 依照模式(带/不带套筒),卷取机卷筒胀开- 皮带助卷机在前位- 机械臂关闭& 皮带张紧- 钢卷小车支架在低位或者钢卷小车在卷筒区域外.- 外支撑臂在线.顺序在带钢剪切之后- 如果1#卷取机工作& 2#等待 :导板台移入2#卷取机位置 (941).- 带钢向前移动,直到带钢头在转向夹送辊后300mm 等待(通过编码器& 921 or 或光电管951 BC 301进行控制):. 上升导板台处于等待位置.. 起动带钢边部控制.- 带钢头部继续向前进入卷取机(带钢穿带进入卷筒和皮带助卷机之间),- 当张力达到设定张力的1/2 :. 打开皮带助卷机, 第一步是打开臂然后是框架,. 带钢边部控制进入自动状态.在套筒旋转3 圈之内,张力升至设定张力.当张力作用于卷取机上时(依照设定张力),同步的:. 打开皮带助卷机, 第一步是打开臂然后是框架,. 打开转向夹送辊,. 打开飞剪后的夹送辊,. 穿带导板台返回初始位,. 打开7#张力辊的夹送辊,. 输送机停止.- 当皮带助卷机在打开位时 :. 设定皮带压力为14 bars.. 关闭支撑臂至中间位置.- 当皮带助卷机抽出和夹送辊打开, 出口段速度升至工艺段速度.备注 : 当皮带助卷机未打开, 支撑臂臂在中间位置经过一个等待周期以后,步骤停止程序结束3.3.1.5 正常运行出口段HMI 操作画面自动程序跟踪起动条件飞剪前夹送辊打开6#张力夹送辊打开运行条件- 液压站正常运行,- 卷筒胀开,- 外支撑臂在线,- 穿带导板台在低位,- 皮带助卷机打开支撑臂在返回位- 压辊打开,- 转向夹送辊打开,- 飞剪前夹送辊打开,- 飞剪打开,- 7#张力辊打开,- 出口段小车在卷筒区域外或在低位置,- 低磁性皮带输送机在低位置(918).顺序- 当顺序« Strip head threading on tension reel »完成后, 加速超过出口段速度- 当出口活套空套, 速度下降至工艺段速度.。
冷轧卷取机卷筒工作原理

冷轧卷取机卷筒工作原理冷轧卷取机,这名字听起来挺高大上的,其实它的工作原理就像我们在厨房里做菜一样,简单易懂却又颇有门道。
今天就让我带你走进这个机器的世界,看看它是怎么把一卷卷钢材变得又薄又漂亮的,嘿,别急着打瞌睡,咱们这可是个充满乐趣的过程呢!1. 什么是冷轧卷取机?冷轧卷取机,简单来说,就是把金属材料,尤其是钢铁,在室温下轧制成薄板的机器。
你可能会想,为什么要在“冷”的情况下轧制呢?这就要说到它的优点了!冷轧的金属往往比热轧的金属更坚固,表面也更光滑,像是给它穿上了光鲜亮丽的衣服,真是让人眼前一亮呀!这台机器的工作就像是在舞台上表演,钢板在这里转个圈,再转个圈,最后变成了优雅的“舞者”。
1.1 工作过程的准备在一开始,咱们得准备好材料。
先把厚厚的钢卷送到机器上,就像把食材准备好放到厨房一样。
然后机器就开始运转了。
你可以想象,轧制机就像是一位技艺高超的厨师,钢卷在它的手中被压得越来越薄,哎呀,真是“功夫下的真不少”啊!1.2 卷取环节的精彩当轧制完成后,卷筒的工作就开始了。
这个过程就像是把美食装盘,必须讲究分寸。
机器里的卷筒就像是个超级能干的助手,把轧好的薄钢卷卷起来,轻松自如,犹如在包饺子一般!你想想,若是没有这个环节,轧好的钢卷可就得乱成一团,简直是没法看。
机器在这里发挥着无可替代的作用,让一切变得整整齐齐,漂亮又实用。
2. 冷轧的好处2.1 强度与韧性冷轧的最大优势,就是它的强度和韧性。
经过冷轧处理的金属,分子结构紧密,力量十足。
这就好比一个体格健壮的运动员,力量感十足,又不会轻易受伤。
无论是在建筑、汽车,还是家电行业,冷轧钢材的需求都是一块“香饽饽”,真是让人爱不释手!2.2 表面质量冷轧出来的钢材,表面光滑得就像刚磨好的镜子,反光得让人都想多看几眼。
这种优质的表面处理,使得冷轧钢材更易于涂装和加工,减少了后续处理的麻烦。
你说,这么好的材料,谁能不爱呢?3. 注意事项与维护当然,再好的机器也得好好维护,冷轧卷取机也不例外。
冷轧机组中卷取机的张力分析与计算
冷轧机组中卷取机的张力分析与计算作者:李劭行来源:《大经贸》2017年第05期【摘要】本文介绍了卷取机的结构组成、工作原理、工艺特点,并对卷取张力进行分析与计算。
【关键词】冷轧机组卷取机张力1.概述在冷轧带钢机组中,采用连轧方式可以提高生产率,轧件长度可以达到数十米甚至更长,所以在出口端设置卷取机是必不可少的,将连轧出来的带钢绕成卷,方便生产、运输以及储存。
在冷轧车间中,卷取机还普遍用于酸洗、剪切、热处理等辅助机组中。
2.卷取机的结构组成卷取机由卷筒、传动装置、活动支撑、推卷装置、压尾装置等部件组成。
卷筒做成悬臂式的,方便从卷筒上卸下钢卷。
带钢被拉辊咬入,送入弯曲辊使带钢产生适合于钢卷内径的相应挠度,随后绕上去在卷取辊的支撑和旋转下自行成卷。
由于卷筒上负荷大,需保证卷筒轴的强度和刚度,可通过增大卷筒轴尺寸和在自由端安装活动支撑。
传动装置由电机、制动器、联轴器和减速器等构成。
卷筒的胀缩是通过调节尾部的胀缩液压缸来实现,而旋转运动则由电机通过联轴器、齿轮减速器带动卷筒转动实现。
活动支撑在卸卷时,可移到旁边不妨碍卸卷。
钢卷达到要求质量时,剪断带钢,最后由推卷装置将钢卷从卷取机上推出,滚到斜坡辊道上。
斜坡辊道上的推钢机将钢卷推到斜坡辊道的末端,用吊车把它吊至钢卷放置场贮存。
压尾装置是卷取终了时,用来将带钢尾部压住,防止松卷以便捆扎。
3.冷带钢卷取的工艺特点1)提供张力张力轧制可以降低轧制压力,使带钢板形平直,提高带钢表面质量,同时可使钢卷紧密、整齐。
在连轧时,张力还起到自动调节连轧关系的作用。
此外,由于张力直接影响产品质量尺寸精度,因此对张力控制要求很严格。
轧制卷取时,需考虑加工硬化因素;精整卷取薄带时,张应力应取大值。
2)表面质量冷带钢表面光洁,板形及尺寸精度要求较高,因此对卷筒几何形状及表面质量的要求也相应提高。
卷筒胀开后,应能成为一完整圆形,以防止压伤内层带钢。
3)钢卷的稳定性在带钢卷取过程中,钢卷直径是变化的。
冷轧处理线卷取机带尾自动定位方法

图 1 卷取机带尾自动定位数学模型 (1)当带尾落在卷取机钢卷 12 点钟(N 点)位置时,目标长度 : H0(m)=L0+L1+r0-R0 ( 1)
(1)在对带尾进行剪切时,计算出带尾到达工艺预定位置, 所需行走的距离,称为预设距离 L。
(2)计算收卷过程中带钢行走的实际距离值 X。 (3)当实际距离 L= 预设距离 X 时,完成带尾自动定位的功能。 1.2 对各个步骤进行详细说明 预设距离 L。在带尾剪切完成后,取此时卷取机上的钢卷卷 径 D0,计算带尾定位到预设位置所需行走的预设长度 L(m): 如下图 1 所示。
2 效果及分析 采用此方法对机组控制系统进行优化,即根据机组设计参
C=
2
,C 为常数 ( 3)
③ D0 为定位开始时卷取机上带钢的直径,由电气控制系统
计算出来,d 为出口张力辊直径值 :
α( 弧度 )=arcos[(D0/2-d/2)/c] ( 4)
卷取机收带尾的速度采用卷取机点动速度值,采用 PLC 系
192
M 管理及其他 anagement and other
统的积分功能,对带尾定位过程中卷取机的瞬时速度(包括加减 速过程)进行积分,得到收卷过程中带尾行走实际长度值 X。
(1)完成步骤 1 后,卷取机以 L 为目标长度开始收卷,卷取 机收卷时,初速度为 0,以 g 为加速度,在经历 t0 时间后速度从 0 上升为 V0(常数),采用 PLC 程序的积分功能对卷取机速度进行 积分。卷取机加速过程行走的长度为 :
R0 卷取机钢卷
δ
N
αβ
论冷轧卡伦塞尔卷取机施工难点及分析

论冷轧卡伦塞尔卷取机施工难点及分析摘要:卡伦塞尔卷取机是一种全连续式、高创新型的卷取机,应用在冷轧工艺的带钢生产线上,卷取成品带材的双筒卷取机,属于大型高速回转类设备,该设备以高效率、连续卷取带钢作业,设计在连轧机出口之后。
该工程卷取机需要保证两个卷筒芯在同一立面内旋转,且卷筒水平度要满足规范安装要求。
关键词:全连续、双卷筒、交替、张力卷筒、水平度、偏移倾斜法1.前言1.1工程概况冷轧工艺的带钢生产线工程的卷取机是全连续工作的卷取带材,以高速度、高效率、全程连续的方式卷取带钢,属于大型高速回转类设备,设计在连轧机出口之后,工作状态和非工作状态分别使用张力卷筒进行卷取带钢。
卡伦塞尔双卷筒卷取机需要保证两个卷筒芯在同一立面内旋转,且卷筒水平度要满足规范安装要求。
1.2卡伦塞尔双卷筒卷取机简介卡伦塞尔卷取机主要由回转箱体、回转箱体旋转机构、主减速箱、主电机、外支撑和压辊构成,分为工作状态和非工作状态,卷取的卷筒靠液压进行推拉操作,通过各自单独设计的传动液压马达系统和齿轮传动系统带动楔块进行卷取涨缩。
图1卷取机构造图两个自带楔块的液压卷筒安装在同一个回转箱体上,凭借主电机传动主减速箱变速来完成全自动的交替方式工作。
卷取机其中一个卷筒在带钢工作状态位置时是被一组托辊装置支撑和带动连杆的油缸锁定机构把旋转机构锁定,另外一个卷筒旋转至非工作状态位置,双筒卷取机就这样以其连续的、高效的方式带钢进行卷取,它设计在进带钢的导板台后方,交替更换地运用两套卷筒的张力来带钢卷取。
图2 卡伦塞尔卷取机卷取带钢的操作过程图2.托辊装置安装调整托辊底座使用车间设计的起重机进行吊装就位,在卷取机横向偏移中心线(TOC)和托辊纵向偏移中心线(TSC)悬挂钢线,进行横纵中心线的初调整,调整完成后两侧托轮的标高用精密水准仪进行测量,使两侧数值在±0.05mm范围之内;轴向水平度用0.02mm/m的框式水平仪进行测量,控制在0.05mm/m范围之内。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要:卷取机作为冷轧生产的重要设备,其自动、连续生产的实现,对提高冷轧企业效益具有重要意义。
本文简单论述了首钢京唐2230酸轧生产线卷取机的工作流程,使技术人员能够更好地了解卷取机,清楚其工作原理,从而为卷取机的维护提供便利,也有利于对卷取机进行优化改造。
关键词:卷取机自动卷取连续卷取
1、前言
冷轧产品的产品附加值比较高,因此,单位时间内冷轧产品产量越大,效益越高。
而提高单位时间内冷轧产品产量的一个重要途径是进行连续生产,即生产线设备不出现间歇,这样不仅节省人力物力,而且能够提高设备利用率,从而能够降低生产成本。
首钢京唐第二冷轧厂酸轧生产线所使用的卡罗塞尔(carrousel)卷取机就是能够实现连续生产的典型设备,了解其工作过程对日后连续生产的研究有非常重要的作用。
2、设备组成
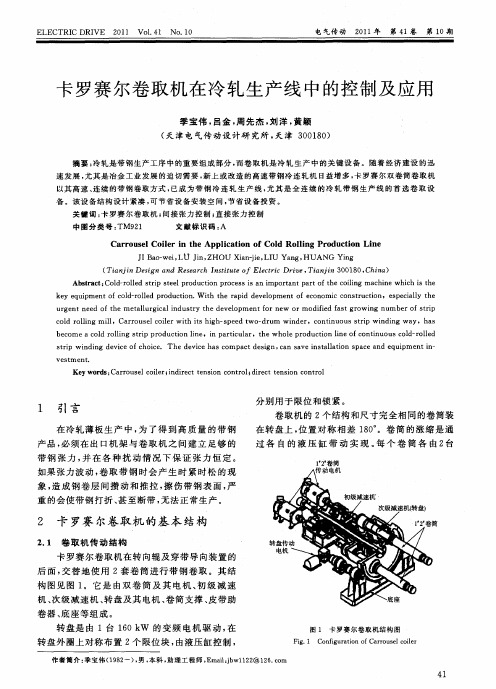
卡罗塞尔卷取机的整体组成如图1所示。
其中:1为穿带位芯轴,其所在位置为穿带位。
2为卷取位芯轴,其所在位置为卷取位。
每个芯轴到穿带位都由各自的接近开关检测。
两个芯轴通过各自的传动电机带动来卷取带钢,每台传动电机通过齿轮箱与芯轴相连。
每个芯轴都能进行半径方向的胀开与收缩动作。
3为皮带助卷器,它的作用是包裹芯轴,使穿入它的带钢能够顺利地缠绕在芯轴上。
4为磁力皮带,其本身具有磁性,并且在传动电机的带动下转动,当钢卷带头前进与其接触后被其磁性吸住而被送往皮带助卷器。
它起到协助皮带助卷器的作用。
5、6分别为上压带辊、下压带辊。
其作用是在带钢剪切后压住钢卷的最外层带钢,以便在甩尾过程中防止带尾打到设备或人员造成设备损坏和人员伤害。
7为外支撑,其作用为在芯轴卷取过程中支撑芯轴,防止芯轴在钢卷重力作用下向下倾斜。
8为卷取机旋转传动电机,它通过齿轮箱与卷取机相连接。
它驱动卷取机的目的是使两个芯轴互换位置,以便循环使用。
9为1号斜楔,10为1号锁,11、12分别为2号斜楔和2号锁,它们的作用是卷取机旋转完毕,某个芯轴到达穿带位后,将卷取机锁紧,即固定卷取机,使设备平稳运行。
3、工作原理
卡罗塞尔卷取机连续卷取功能需要靠一系列的自动顺控过程来实现。
自动顺控由日本tmeic公司提供的plc来执行。
该plc控制顺控的特点为某一步命令发出,令设备动作,该部动作有完成反馈后,再发出下一步动作命令,如此直到顺控完成。
控制卷取机的顺控包括:剪切准备顺控、穿带顺控、甩尾顺控、卸卷顺控、卷取机旋转顺控、芯轴准备顺控。
剪切准备顺控作用是当前一卷带钢卷取即将结束时,为剪切带钢做必要的准备。
穿带顺控是为了剪切完成后下一卷带钢的带头能够顺利进入皮带助卷器进而卷到穿带位芯轴上,进行下一卷带钢的卷取。
甩尾顺控目的是剪切完成后钢卷的带尾随着芯轴的旋转而停在一个合适的位置,当钢卷放到运卷小车上时,钢卷不发生松散,便于卸卷。
卸卷顺控为的是将钢卷从卷取位芯轴运走,使芯轴能进行下一轮卷取。
卷取机旋转顺控目的是将已卸掉钢卷的卷取位芯轴旋转到穿带位,准备进行下一卷钢的卷取,而把已完成穿带顺控的芯轴转到卷取位,待卷取完毕后卸卷。
芯轴准备顺控为的是把刚旋转到穿带位的芯轴做好穿带准备,以便进行下一卷带钢的卷取。
具体执行过程为:假定初始状态如图1所示,1号芯轴在穿带位,2号芯轴在卷取位。
在生产过程中,当程序跟踪焊缝到某一特定位置时,启动剪切准备顺序。
首先最后一架轧机和2号芯轴降到预先设定好的剪切速度,这是为了减小剪切过程中带钢对出口剪剪刃的损伤。
出口剪前的下夹送辊先加速到剪切速度,然后液压驱动下夹送辊上升,与上夹送辊相配合将
带钢夹紧,然后上、下压带辊在液压的带动下做压下动作,将2号芯轴上的钢卷的最外一层带钢压住。
同时轧机出口达到设定好的剪切张力,待焊缝到达出口剪,并且出口剪剪切完成后,剪切准备顺控完成。
在剪切准备顺控执行过程中,当下夹送辊达到剪切速度后,顺控发出命令启动1号芯轴的穿带顺控。
穿带顺控首先发出指令使1号芯轴转速达到剪切速度,同时皮带助卷器上的磁力皮带也开始旋转,待剪切完成后,下一卷的带头在夹送辊和磁力皮带的共同作用下进入皮带助卷器并且卷到1号芯轴上,程序根据带钢速度等参数计算出卷在1号芯轴上的带钢长度已足够包裹芯轴3圈后,发出指令将皮带助卷器降下,并且将下夹送辊下降,这些动作完成后,穿带顺控发出让轧机加速的指令,顺控完成,1号芯轴正常卷取。
在1号芯轴进行穿带顺控的同时,剪切完成信号触发2号芯轴进行甩尾顺控。
程序根据钢卷直径等参数计算出带尾停留的位置,经过与2号芯轴传动电机旋转角度位置反馈相比较,反馈值达到设定值后,该步完成,芯轴停止转动,顺控完成。
甩尾顺控完成后,该顺控完成脉冲激发卸卷顺控开始。
卸卷顺控首先发出指令使运卷小车提升,接住钢卷,之后外支撑收回,同时抬起上、下压带辊,之后2号芯轴收缩,此时程序发出指令,使运卷小车将钢卷运到芯轴区域以外,在小车运行的同时,为了使钢卷内圈不至于因为与芯轴发生刮蹭而被带出,程序同时发出指令使2号芯轴反转。
当小车运行到芯轴区域以外后,顺控发出指令激活卷取机旋转顺控,卸卷顺控完成。
在卷取机旋转顺控开始后,首先控制旋转的传动电机给出反向转矩,即从图1中看为逆时针方向的转矩,使1号斜楔和1号锁能够顺利打开。
打开后,卷取机开始旋转,当旋转角度大于10°时,打开2号斜楔和2号锁,角度大于30°后,将1号锁和1号斜楔锁紧。
在此过程中卷取机一直在旋转。
当接近开关检测到2号芯轴转到穿带位后,传动电机继续输出转矩,直到2号锁和2号斜楔锁紧。
锁紧完毕后,卷取机旋转电机不再输出转矩。
然后伸出外支撑,卷取机旋转顺控结束。
特别需要说明的是,在该顺控执行过程中,1号芯轴一直在卷取。
该顺控结束后,发出一个脉冲触发芯轴准备顺控。
此时2号芯轴在穿带位,1号芯轴在卷取位。
顺控开始后,首先2号芯轴胀开,然后当1号芯轴上钢卷的直径大于900mm后,提升皮带助卷器,提升完毕后,芯轴准备顺控结束。
然后1号、2号芯轴重复新一轮循环动作。
综上,卡罗塞尔卷取机能够实现连续卷取的关键在于两个不同位置的芯轴能够在一系列顺控的精确控制下各自进行相互衔接的动作。
4、结语
卷取机是冷轧生产的关键设备,本文主要论述了首钢京唐第二冷轧厂酸轧线卡罗塞尔卷取机的自动、连续卷取的实现方法,即依靠一系列相互配合、相互衔接的顺控来实现。
了解这些对于技术人员维护卷取机很有帮助。
参考文献:
[1] 傅文祖. 卷取机动态力矩及张力损失计算[j]. 宝钢技术. 2004(06)
[2] 杜京义. 冷轧卷取机的张力系统控制[j]. 电气传动自动化. 2002(04)
作者介绍:
刘建营毕业于天津科技大学本科学历现在唐山钢铁集团微尔自动化有限公司工作。