压力容器制造监检共38页
压力容器安全评价检查内容范文

压力容器安全评价检查内容范文压力容器是工业生产中常见的设备之一,使用压力容器需要进行安全评价检查以确保运行的安全性和可靠性。
本文将针对压力容器安全评价检查内容进行详细阐述,不使用首先、其次、另外、总之,最后等分段语句。
一、压力容器设计文件检查1. 设计文件完整性检查:检查压力容器的设计文件是否齐全,并包括设计说明书、设计计算书、施工图纸等。
2. 设计文件准确性检查:检查设计文件中的技术参数和计算结果是否准确,并与国家标准、行业标准进行对比。
3. 材料选择合理性检查:检查压力容器所使用的材料是否符合设计要求,并对材料的性能进行评估。
二、压力容器制造过程检查1. 材料检查:检查所采购的材料是否符合设计要求,包括材料的化学成分、机械性能等。
2. 焊接质量检查:检查焊接接头的质量,包括焊缝的焊接方法是否正确、焊缝的大小和形状是否符合要求等。
3. 检测设备检查:检查压力容器制造过程中使用的检测设备是否经过校准并符合准确性要求。
三、压力容器安装检查1. 基础设计合理性检查:检查压力容器的基础设计是否合理,并对基础材料进行评估。
2. 安装质量检查:检查压力容器的安装质量,包括支承结构是否稳固、管道连接是否紧固等。
3. 安全阀设置检查:检查压力容器是否设置了适当的安全阀,并对安全阀的参数进行评估。
四、压力容器运行检查1. 运行参数监测:检查压力容器在运行过程中的参数,包括压力、温度等,并与设计要求进行对比。
2. 泄漏检查:检查压力容器是否存在泄漏情况,并对泄漏的原因进行分析和处理。
3. 设备保养检查:检查压力容器的日常保养情况,包括清洗、润滑等,并对保养措施进行评估。
五、压力容器维修检查1. 维修方案合理性检查:检查压力容器维修方案的合理性,并对维修材料和工艺进行评估。
2. 维修质量检查:检查维修后的压力容器是否符合设计要求,并对维修过程中存在的问题进行分析和处理。
六、压力容器报废检查1. 报废标准检查:检查压力容器是否符合报废标准,并对报废标准的适用性进行评估。
现行国家安全生产法律法规标准规范名录

2005.9.14 2008.12.6 2012.7.4
国家环境保护总局31 放射性同位素与射线装置安全许可管理办法 号令 环境保护部令第22号 危险化学品环境管理登记办法(试行)
第 2 页,共 38 页
安全生产常用国家法律法规标准规范清单
序 号 22 23 24 25 26 27 28 29 30 31 32 分类 法律、法规、标准 法律、法规、标准名称 编号 中华人民共和国国务 危险化学品安全管理条例 院令第 344 号 国家安全生产监督管 职业病危害项目申报办法 理总局令第48号 代替标准号 发布时间 2002.1.9 2012.4.27 2013.6.29 2010.7.22
2004.12.16 2012.1.19
2012.9.3 2012.10.29
2012.7.6
第 4 页,共 38 页
序 号 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62
安全 生产 部 监督 门 安全生产常用国家法律法规标准规范清单 管理 规 部门 法律、法规、标准 章 分类 法律、法规、标准名称 代替标准号 发布时间 发布 编号 的规 章 财企【2012】16号 企业安全生产费用提取和使用管理办法 2012.2.14 国家安全生产监督管 安全生产事故隐患排查治理暂行规定 理总局令第16号 国家安全生产监督管 生产安全事故信息报告和处置办法 理总局令第21号 国家安全生产监督管 关于修改《生产经营单位安全培训规定》 理总局令第63号 电业安全工作规程(热力和机械部分)1994 国家电网公司电力安全工作规程(变电部分)2009 GB50359-2005 AQ1010-2005 GB/T10595-2009 GB/T9770-2001 GB50431-2008 MT820-2008 GB14784-93 GB22340-2008 国家电网公司电力安全工作规程(线路部分)2009 煤炭洗选工程设计规范 选煤厂安全规程 带式输送机 普通用途钢丝绳芯输送带 带式输送机工程设计规范 煤矿用带式输送机技术条件 带式输送机安全规范 煤矿用带式输送机安全规范
压力管道安装安全质量监督检验原始记录
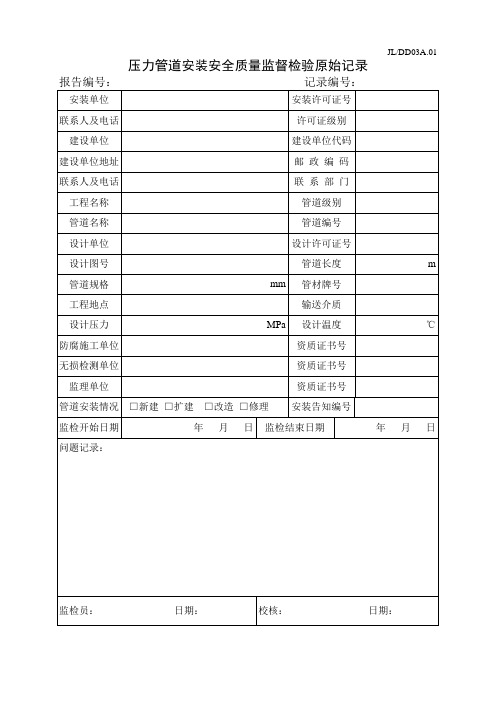
序号
技术资料名称
确认
页数
1
压力管道安装告知书及安全质量监督检验申报书
2
设计图纸会审纪要
3
安装单位施工组织设计
4
焊工及无损检测人员资格复印件
5
开工报告
6
竣工报告
7
工程更改联系单
8
管材质量证明书及验收记录
9
管件及阀门合格证及验收记录
10
阀门压力试验及密封试验记录
11
安全阀校验报告
12
是否符合设计要求
紧急切断阀
动作性能试验是否符合标准和设计要求
密封性能试验是否符合标准和设计要求
安全阀或
爆破片
型号、规格是否符合设计要求
是否经校验合格
开启压力是否符合设计要求
密封性能试验是否符合标准和设计要求
备注
检验员:日期:
JL/DD03A.04
压力管道强度、严密性试验和安全保护装置
及密封性能测试专项监督检验原始记录
压力容器质量证明书
13
设备就位安装记录
14
焊材质量证明书(或复验报告)
15
焊接工艺评定
16
焊接施工检查记录
17
管道安装质量检查记录
18
支吊架安装记录
19
焊缝无损检测委托单
20
焊缝无损检测报告
21
焊口分布图及无损检测焊口标注图
22
阴极保护工程验收报告
23
静电接地测试报告和验收记录
24
通球清管、吹扫、干燥记录
试验管段
试验压力
MPa
试验介质
环境温度
℃
保压时间
压力容器制造工艺规程(铆工篇)

压力容器制造工艺规程(铆工篇)编制:周国梁审核:赵洪勇批准:唐明忠镇海炼化检修安装公司2006年2月20日目录封面---------------------------------------------------------------------------第1页目录------------------------------------------------------------------------ 第2页分片过渡段、封头加工成型(艺01) -------------------------------------第4页筒节下料(艺02)-----------------------------------------------------------第7页筒节滚圆、校圆(艺03)----------------------------------------------- 第9页筒节纵缝组对(艺04)------------------------------------------------第10页筒体环缝组对(艺05)--------------------------------------------------第11页接管/法兰组焊(艺06) ------------------------------------------------第13页换热器管束制作及组装(艺07) ------------------------------------------第16页裙座制作安装(艺08)--------------------------------------------------第20页鞍座制作安装(艺09) --------------------------------------------------第22页腿式支座制座安装(艺10) ------------------------------------------第24页支承式支座制作安装(艺11)--------------------------------------------第26页耳式支座制作安装(艺12) -----------------------------------------------第28页补强圈制作(艺13) -----------------------------------------------------第29页塔顶吊柱制作安装(艺14) -----------------------------------------------第31页吊耳制作安装(艺15) --------------------------------------------------第33页塔盘固定件制作安装(艺16) --------------------------------------------第35页其它内外件制作安装(艺17) --------------------------------------------第38页接管、补强圈安装(艺18)---------------------------------------------第40页空冷器管箱制作(艺19) -----------------------------------------------第45页空冷器附件制作(艺20)--------------------------------------------------第47页空冷器组装(艺21) ------------------------------------------------------第48页绕管换热器管束制作(艺22) --------------------------------------------第50页绕管换热器组装(艺23) ------------------------------------------------第54页水压试验(艺24) --------------------------------------------------------第58页气密性试验(艺25) ------------------------------------------------------第60页气压试验(艺26) --------------------------------------------------------第61页A法氨渗漏(艺27) --------------------------------------------------------第63页B法氨渗漏(艺28) -------------------------------------------------------第64页C法氨渗漏(艺29) -------------------------------------------------------第66页酸洗、钝化(艺30)------------------------------------------------------第67页涂敷(艺31)-----------------------------------------------------------第69页包装、运输(艺32)---------------------------------------------------第71页零部件堆焊(艺33) ---------------------------------------------------第74页 预后热及热处理(艺34) -------------------------------------------------第78页分片过渡段、封头加工成型工艺编号:艺011 整体椭圆封头、分片椭圆封头执行JB/T4746-2002标准,旋压封头执行JB/T4746-2002标准,过渡段执行JB/T4746-2002标准, 球形封头执行GB12337-1998《钢制球形储罐》标准,同时应符合GB150-1998《钢制压力容器》、HG20584-1998《钢制化工容器制造技术要求》的有关规定。
最新 固定式压力容器年度检查报告
报告编号:
固定式压力容器年度检查报告
设备品种:
设备名称:
设备注册代码:
单位内编号:
使用单位:
检查日期:
河南省锅炉压力容器安全检测研究院
固定式压力容器年度检查报告
报告编号:
报告编号:
报告编号:
对无问题或者合格的检查项目在检查结果栏打“√”;有问题或者不合格的检查项目在检查结果栏打“×”,并在备注栏中说明;实际没有的检查项目在检查结果栏填写“无此项”;有而无法检查的项目在检查结果栏中划“—”,并且在备注栏中说明原因。
压力容器制造关键过程及监督检验要点
2
归档资料
文件和资料管理程序
资料员
3
产品安全质量技术资料
文件和资料管理程序
资料员
压力容器: 是指最高工作压力Pw≥0.1MPa(表压,不含液柱静压); 内直径(非圆形截面指断面最大尺寸)Dn≥0.15m,容积V≥0.025m3;且盛装介质为气体、液化气体或最高工作温度高于或者等于标准沸点(标准大气压对应的饱和温度)的液体的。 压力容器制造关键过程 及监督检验要点
压力容器制造关键过程 及监督检验要点 压力容器是具有爆炸危险的特种设备。压力容器的安全问题已日益为人们所关注,从多年来发生的压力容器爆炸事故分析来看,有许多事故是由于缺乏安全技术知识引起的。为了保证压力容器安全运行,保护人民生命和财产的安全,促进国民经济的发展,根据国务院发布的《锅炉压力容器安全监察暂行条例》和国家质量监督检验检疫总局的四个法规,即《锅炉压力容器制造监督办法》、
04
八大质量保证体系
八大质量保证体系
焊工管理
1
培训
员工培训管理程序、考规
焊接责任师
2
考试
考规
焊接责任师
3
持证上岗
考规
焊接责任师
4
考绩档案
考规
焊接工艺员
焊接 设备
1
资源条件
许可条件
设备责任师
2
采购
许可条件
设备责任师
3
完好状态
设备管理程序
设备责任师
4
仪表周检
计量管理程序
计量责任师
八大质量保证体系
焊接是压力容器制造中最重要的步骤,是压力容器是否安全的关键,因此焊接过程的控制尤为重要。
、据容器材料,根据标准《钢制压力容器焊接工艺评定》、《钢制压力容器焊接规程》、《钢制压力容器焊接试板的力学性能检验》的要求,制作焊接工艺评定,寻找合适的焊接工艺参数;合格后报当地政府技术监督部门住厂人员审批备案;
压力容器定期检验通用检验方案
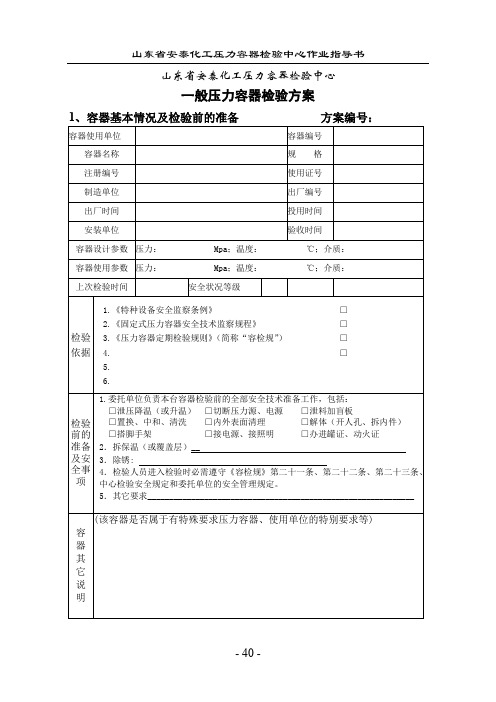
山东省安泰化工压力容器检验中心一般压力容器检验方案2、容器检验项目及要求说明:1. 容器检验项目及要求在本次检验进行的项目的中打√,没有的打×山东省安泰化工压力容器检验中心在用球罐检验方案1、容器基本情况及检验前的准备方案编号:2、容器检验项目及要求说明:1. 容器检验项目及要求在本次检验进行的项目的中打√,没有的打×山东省尿素合成塔通用检验方案1 总则尿素合成塔是尿素化肥生产企业中的核心装置。
容器操作温度和操作压力较高、介质腐蚀性强。
运行中会产生气孔、裂纹、CO2气蚀、硫腐蚀、氯离子腐蚀,操作条件较为苛刻。
为更好地贯彻执行《特种设备安全监察条例》、《压力容器安全技术监察规程》和《压力容器定期检验规则》,全面有效地开展尿素合成塔的检验工作,确保设备的安全运行,保障人民生命和财产的安全,制订本方案。
本方案将尿素合成塔的检验分为全面检验和综合分析检验。
全面检验的周期为1年,综合分析检验的周期为3年。
使用周期超过20年的综合分析检验周期应适当缩短。
本方案规定了尿素合成塔全面检验和综合分析检验的内容和方法,是尿素合成塔检验的作业指导性文件。
在检验过程中检验单位和设备使用单位应严格执行。
2 设备基本情况尿素合成塔系多层包扎高压容器,塔壁由多层层板材构成,由内向外分成两部分,内层为耐腐蚀衬里板,由单层超低碳不锈钢板构成,材料一般为316L;外层由盲层板(单层)、内筒板(单层)和层板(多层)构成,材料一般分别为16MnR和15MnVR。
根据塔体内径的不同,塔壁总厚度可达100多毫米。
每层层板的纵焊缝呈一定角度相互错开。
塔体一般由每筒节环焊缝连接而成,环焊缝开双U型坡口,坡口面由手工堆焊层覆盖,厚度约为2~3mm。
以下为某型号尿素合成塔的典型结构参数:2.1设备主要结构塔结构型式:多层内衬式高压容器塔内径:Φ 1400mm塔高:26690mm塔容积:37.5m3外筒:多层包扎(17层层板十l层盲层板,17×6十6=108mm),共10个筒节组成。
压力容器表格1

压力容器表格1压力容器产品出厂质量证明文件目次6压力容器产品出厂质量证明文件目次(续)8压力容器产品质量证明书10压力容器产品合格证12产品技术特性14产品焊接试板力学和弯曲性能检验报告16压力容器外观及几何尺寸检验报告18焊缝射线检测报告20焊缝射线检测底片评定表22检测部位示意图24焊缝超声检测报告26焊缝超声检测评定表28磁粉检测报告30渗透检测报告32钢板、锻件超声检测报告34热处理检验报告36液压试验报告38气压试验报告40气密性试验报告42不承诺打钢印产品焊工代号分布图44受压元件(封头)产品质量证明书46封头产品合格证48封头质量检验报告49受压元件(锻件)产品质量证明书51锻件产品合格证53锻件质量检验报告54产品制造变更报告56安全附件合格证58压力容器产品工艺文件60压力容器工艺文件目次表62压力容器图样、技术文件发放记录64压力容器图样设计、工艺性审查记录66压力容器工艺流程图68压力容器壳体排版图70_______工艺过程卡71_______工艺过程卡(续页)74热处理工艺卡76成型工艺卡78锻造工艺卡80压力容器材料工艺消耗定额明细表82压力容器外购件明细表84技术联系单86压力容器工艺装备验证卡88压力容器工艺流程图90焊接工艺规程92焊接工艺规程94压力容器工艺流程图错误!未定义书签。
焊接工艺规程98焊接工艺规格100设备档案102设备文件名目104设备卡片106随机附件记录108备件一览表110设备定期检查与鉴定记录112设备检修记录114记事栏116记事栏118压力容器质量信息反馈单120压力容器质量信息处理回执单122压力容器质量信息反馈治理台账124辽A7—1共页第页压力容器产品出厂质量证明文件产品名称:__________________产品编号:__________________电话_____________________________电挂_____________________________传真_____________________________电子信箱_____________________________网址_____________________________邮政编码_____________________________地址_____________________________制造单位_____________________________压力容器产品出厂质量证明文件目次DCMC.PV.辽A7—2.1共页第页共页第页压力容器产品出厂质量证明文件目次(续)辽A7—2.2共页第页共页第页辽A7—5共页第页压力容器产品质量证明书产品名称:__________________产品编号:__________________质量保证工程师(签章)________________________单位法定代表人(签章)________________________质量检验专用章(签章)________________________共页第页辽A7—3共页第页压力容器产品合格证制造单位______________________________________________ ________________制造许可证编号______________________________________________ ________________产品名称__________________________ 容器类不_____ ________________设计单位__________________________ 设计批准书编号_____ ________________图号__________________________ 产品编号_____ ________________订货单位__________________________ 合同号_____ ________________制造完成日期年月日本压力容器产品经质量检验,符合《压力容器安全技术监察规程》、设计图样和技术条件及合同的要求。