浅谈煤化工装置中气化炉的安装
WHG煤气化炉安装施工方法

石油化工建设2020.021项目概况煤炭气化技术作为煤炭深度加工、转化的先导技术,是我国洁净煤技术的优先发展领域之一。
目前,我国在加速发展大型煤化工、“油改煤”和煤制油化工的过程中,需要配套使用大型先进的煤气化技术。
在国内,煤气化技术使用较多的为加压气流床气化技术,WHG 煤气化炉(五环炉)便是其中一种。
2014年和2015年十一化建分别承建了河南龙宇煤化工有限公司40万t/a 醋酸及配套工程气化装置和河南洛阳永龙化工有限公司20万t/a 乙二醇煤气化装置,这两个项目共使用3套WHG 煤气化炉设备,每套WHG 煤气化炉由气化炉(主体)、激冷罐、输气管返回室3部分组成(其中由于运输问题,输气管返回室分为气体返回室和输气弯管两部分进行运输)。
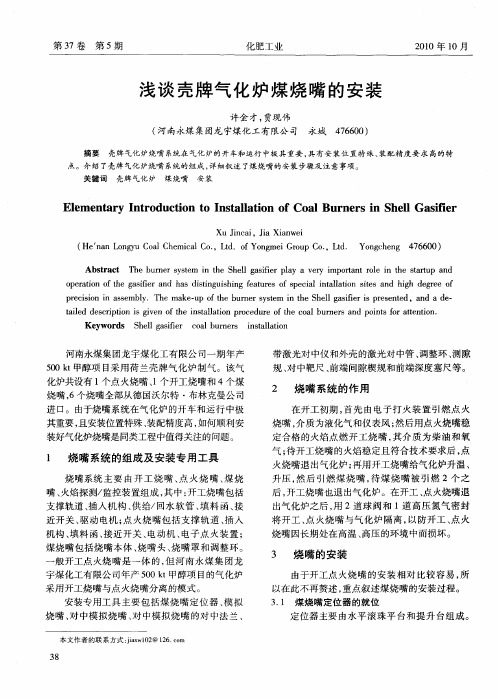
故而每套WHG 煤气化炉分4部分分别运至现场,安装时,返回室和输气弯管在安装现场地面上先焊成一体,随后连同激冷罐、气化炉(主体)一起分3部分依次吊装至钢混结构的框架内,经找正对中后在空中完成余留两道环焊缝焊接(通常称之为“黄金焊缝”,具体焊接位置见图1)。
WHG 煤气化炉在框架上共设有两处支承,其中一处通过气化炉(主体部分)底部的裙式支座固定支承在混凝土结构的35m 楼板上;另一处则通过8台恒力吊与设在激冷罐下部4个耳式支座组成的浮动支承系统悬挂在特设的47m 层钢制横梁上。
安装后总重668t 、整体高度达33.5m 。
由于WHG 炉均具有重量大、安装高度高、焊口组对控制严格、施工周期长、费用高等特点,整体安装技术要求高,故而需要一套合理的施工方法及施工流程,在保证施工质量的前提下,能有效控制施工成本。
图1WH G 煤气化炉整体外形图及焊接位置WHG 煤气化炉安装施工方法娄战士盛祥来中国化学工程第十一建设有限公司河南开封475002摘要WHG 煤气化工艺的核心设备是气化炉,因重量重、安装位置高,设备现场组装难度较大。
气化炉采用分段吊装施工方法,即:首先吊装激冷罐、气化炉组件,然后吊装输气管返回室,最后在高空进行两道黄金焊缝组对、焊接工作,气化炉的吊装工作由大型履带吊车来完成。
浅谈壳牌气化炉煤烧嘴的安装
p e iin i s e l .Th k — p o h r e y tm n t e S elg sfe s p e e t d,a d a d — r cso n a s mb y e ma e u fte bu n rs se i h h l a i ri r s n e i n e tie e c i t n i i e fte isalto r c d r h o lb r e sa d pon sfra tn in ald d s rp i s gv n o h n tlain p o e u e o t e c a u n r n i t o te t . o f o Ke wo ds S elg sfe c a u n r i sal t n y r h l a i r o lb r e s n t l i i ao
占。介绍 了壳牌 气化炉烧嘴 系统 的组成 , ’ 详细叙述了煤烧嘴的安 装步骤及注意事项 。
关 键 词 壳牌 气化 炉 煤烧 嘴 安 装
Elm e a y I r d to o I salto fCo lBur e si helGa i e e nt r nto ucin t n t la in o a n r n S l sf r i
Xu Jn a ,Ja Xin e i c i i a w i
( en nL n y ol hm cl o, t.o Y nm i ru o,Ld Y nc e g 7 6 0 H a oguC a C e ia C . Ld f o g e G o pC . t. o ghn 4 6 0 )
一
3 烧 嘴 的 安装
由于 开工点 火烧 嘴 的安 装 相对 比较容 易 , 所
宇煤 化工有 限公 司年产 5 0k 甲醇项 目的气 化炉 0 t 采用 开工 烧嘴 与点火烧 嘴分 离 的模 式 。 安装 专用工 具 主要 包括 煤 烧嘴 定位 器 、 拟 模
粉煤气化设备布置及管道设计浅谈
粉煤气化设备布置及管道设计浅谈粉煤气化技术是一种高效、清洁的煤气化技术,广泛应用于煤化工、电力、城市燃气等领域。
而粉煤气化设备布置及管道设计对于粉煤气化生产过程的稳定运行和安全生产起着至关重要的作用。
本文将就粉煤气化设备布置及管道设计的相关内容进行浅谈。
一、粉煤气化设备布置1. 设备布置原则粉煤气化设备布置需要遵循一定的原则,主要包括紧凑性、易操作性、安全性和经济性。
紧凑性是指设备布置应该尽可能地紧凑,减少占地面积,提高空间利用率。
易操作性是指设备的布置应该便于运行、维护和管理。
安全性是指设备的布置应该考虑到运行过程中可能出现的安全隐患,采取相应的安全措施。
经济性是指设备布置应该尽可能地节约成本,提高设备的利用效率。
在粉煤气化设备的布置中需要考虑到以下要点:(1)设备之间的连接通道应该简洁明了,便于操作人员的操作和设备的维护。
(2)设备布置应该考虑到生产工艺流程的合理性,避免对整个生产过程造成影响。
(3)设备的布置应该符合相关的安全规范和标准,确保设备的安全运行。
(4)设备布置应该充分考虑到日常维护和检修的便利性,便于设备的维护和维修。
以一套中小型粉煤气化设备为例,设备布置通常包括煤粉输送系统、气化炉、冷凝系统、净化系统等。
在布置过程中,需要将煤粉输送系统置于煤粉储存仓库附近,便于煤粉的输送和供给。
气化炉一般布置在煤粉输送系统的下游,便于煤粉的气化反应。
冷凝系统和净化系统则布置在气化炉的下游,用于对产生的合成气进行冷却和净化处理。
二、粉煤气化管道设计粉煤气化管道设计需要遵循一定的原则,主要包括流体力学原理、热力学原理、安全原理和经济原理。
流体力学原理是指设计过程中需要考虑到管道的流体动力特性,确保管道的畅通和稳定运行。
热力学原理是指设计过程中需要考虑到管道的热平衡和热损失,确保管道的热能利用效率。
安全原理是指设计过程中需要考虑到管道的安全性,确保管道的运行过程中不会发生泄漏和爆炸等意外情况。
经济原理是指设计过程中需要充分考虑管道的建设成本和运行成本,确保管道的建设和运行的经济性。
鲁奇加压气化炉安装施工方案

1.1鲁奇加压气化炉安装施工方案1.1.1编制依据1)国电英力特能源化工集团股份有限公司宁东120万吨/年煤基多联产项目B标段(气化)工程项目招标文件;2)国家、化工部及我公司有关标准规定;3)有关鲁奇加压气化炉的资料。
1.1.2鲁奇加压气化炉的结构型式鲁奇加压气化的工艺原理是气化剂(蒸汽+氧)由气化炉底部进入,通过炉篦均匀分布进入气化炉整个横截面内,与炉体上部布煤器流下的煤逆流接触进行气化反应。
生成的粗煤气由气化炉侧上方的粗煤气出口进入洗涤冷却器,进行洗涤冷却后进入废热锅炉回收潜热,然后送入后处理系统。
气化炉夹套产生的饱和水,经夹套蒸汽分离器进行汽水分离后,蒸汽送入炉底部作气化剂,分离出的水送入气化炉夹套作循环水使用。
鲁奇加压气化炉主要有:煤斗、煤锁、炉体、灰锁、布煤器、炉篦、膨胀冷却器、洗涤冷却器、液压系统、润滑系统、自控系统等组成。
1.1.3加压气化炉安装程序图纸会审、设计交底;编制施工方案、安装要求;设备清点、检查和验收;炉体安装;炉篦、布煤器等炉内部件安装;煤锁系统安装;灰锁系统安装;其它附件安装;强度试验、密封性试验;传动机构及煤锁、灰锁上下阀门调试;防腐保温。
鲁奇加压气化炉炉体为一双层筒体的气化反应器,大致结构详见图一所示,炉体高度mm,外壳内径φmm,炉体重Kg,主要由内、外壳及上下内外封头组成。
内外壳之间形成一水冷夹套,间隙大约为40余mm。
炉体主要靠外侧中部的4个支座支撑于气化炉厂房横梁上,承受整个气化炉自重和物料重量。
由于炉体本身较重,安装标高又较高,所以安装时利用框架挂滑车进行吊装(见大件设备吊装方案)。
为了保证加压气化炉的总体安装精度,安装前要对炉体上、下主法兰的平行度、炉篦支撑盘上平面与炉体中心线的垂直度、传动轴套轴线与炉体中心线平行度等进行检查和测量,结果应符合图纸要求。
吊装前预先在炉体外侧做好安装标记,待炉体就位后,临时固定,找平、找正炉体,并对以上所述尺寸误差进行调整、测量,将其控制在图纸要求的最小范围内,然后焊接外侧4个支座与支撑梁连接。
粉煤气化设备布置及管道设计浅谈
粉煤气化设备布置及管道设计浅谈
粉煤气化是一种采用高温和压力条件下将煤转化为合成气的技术。
在进行粉煤气化设
备布置和管道设计时,需要考虑以下几个方面:
1. 设备布置:粉煤气化设备包括煤粉磨煤机、气化炉、合成气冷凝器、净化塔等。
在进行设备布置时,需要根据设备间的工艺流程和产能要求确定每个设备的位置和排布方式,以实现材料高效流动和能量优化利用。
2. 系统管道设计:粉煤气化过程中涉及多个管道系统,包括进料管道、气化气管道、合成气管道、炉排风管道等。
在进行管道设计时,需要考虑管道材质的选择、管道直径和
长度的确定、管道支撑和固定等问题,以保证管道系统的安全运行和正常工作。
3. 煤粉输送和储备系统:为了保证粉煤气化设备的正常运行,需要设计煤粉输送和
储备系统。
这包括煤粉破碎和传输设备的选择和布置,煤粉贮仓容量的确定,以及煤粉输
送管道的设计等。
4. 废气处理系统:粉煤气化过程中会产生大量废气,其中包括不燃气体、烟尘和含
硫化合物等。
为了保护环境和确保合成气质量,需要设计废气处理系统。
常见的废气处理
方法包括除尘、脱硫和脱硝等。
5. 安全设施:粉煤气化过程中涉及高温、高压和易燃易爆等危险因素,因此需要设
计相应的安全设施,包括安全阀、压力传感器、温度传感器、火焰探测器等,以及安全控
制系统和紧急停机装置等。
在进行粉煤气化设备布置和管道设计时,需要全面考虑工艺流程、安全要求和环保要
求等各方面因素,以实现设备的高效运行和安全可靠。
汽化炉设备安装施工方案

汽化炉设备安装施工方案1.设备安装原则1.1设备验收检查交付安装的设备及附件必须符合设计要求,并附有质量证明文件及安装说明书。
(1)设备检验应会同有关单位各专业人员,对照装箱单及图纸仔细核对。
(2)箱号、箱数及包装情况。
(3)设备名称、特性(包括设备压力、试验压力、设计强度及工作介质)。
(4)设备外形尺寸及管口方位。
(5)设备内件、附件的规格、尺寸及数量。
(6)表面损坏、变形及锈蚀情况。
(7)设备的热处理状态等特殊说明。
1.2对有防护要求的设备及附件,应按专业要求分类保管。
设备配套的电气、仪表件应有专业人员进行验收,并按要求妥善保管。
1.3设备开箱后应保留设备及原件上的标签,若有丢失及时补齐。
1.4在设备交付安装时未能发现而在施工过程中发现的缺陷问题,应会同有关单位及人员,查明原因,及时处理解决。
1.5运到现场的设备应及时安装,因故不能及时安装的设备要防止受潮及变形等不良现象。
1.6基础的检查及验收(适用于安装在砼基础上的设备)(1)交付安装的设备基础其强度必须达到设计强度的75%以上。
(2)基础上必须有明显的标高和纵横中心线,对要求作沉降观测的基础,应设置沉降观测基准点。
(3)基础移交时应办理中间交接手续,并提交质量合格证书等有关技术资料。
(4)对要求找平层和沥青砂层的基础,其施工质量应符合土建图纸要求。
(5)基础外观不得有裂纹、蜂窝、空洞及露筋等现象。
(6)基础各部尺寸及位置偏差不得超过下表的规定。
1.7基础的处理(1)需二次灌浆的设备基础表面应铲出麻面,麻点深度一般不低于10mm,密度每平方分米3-5点为宜。
(2)需放置垫铁的位置应铲平,其水平度偏差应小于2mm/m。
(3)具有滑动端的冷换设备基础,其滑动端预埋钢板水平度偏差应不大于1mm/m,安装前表面应清理干净,与设备底座接触的滑动面应涂上黄甘油。
1.8垫铁布置(1)垫铁布置原则靠近地脚螺栓两侧及设备支座筋板下。
(2)垫铁的数量应符合《石油化工建设工程项目施工过程技术文件规定》SH/T3543-2007的要求。
浅谈煤化工装置中气化炉的安装

寸及重 量如 下 : 外径 为4 O 0 C m, 高 为 1 3 0 0 c m, 重量( 不 包含 内部 固件 ) 达1 4 5 t 。 气 化装置的结构 比较特殊 , 基 本 上 全 部 是 框 架结 构 , 安装的高度较高 , 一 般 都 是 在 整 个 框架 结 构 施 工 完 毕 达 到 所 需 要 的 高 度 后再 进行 气化 炉的 安 装 , 因此, 在 安 装 就 位 工 序 上 不 能 选 择 使 用 大 型 的 吊装 机 械 进 行 作
3 气 化炉 吊装受力分析
2 8 钢 丝 绳 、
。
至1 0 吨 卷 扬 机
| 、 滑 轮 组
图 1
g =2 1 k N / m
在进行 吊装的时 候 . 主 要 是 利 用 提 前 预 制 好 的 吊装 梁 作 为 支 撑 结 构 , 其 高 度 为 4 0 . 8 5 m, 设 备 支座 是 由钢 结 构 制 成 , 在进 行 吊装 之 前 , 需要将制作结构拆除 , 在 设备 到 达指定 吊装位置后再进 行安装 , 然 后 才 利 用 卷 扬 机 进 行 吊装 , 在 吊装 过 程 中 , 滑轮 组是必不可少的装置 , 茌 进行 受 力计 算 时 , 按 照气 化 炉 设 备 起 吊 到 最 高 点 作 为 模 型 , 在此方案中 , 起 吊最 大 高 度 取 2 1 m。 3 . 1计算载 荷确定
l l } l l ; l l l I i i I — 嚣 。 。 。 。 。 。
工 业 技 术
浅谈煤化 工装 置 中气化 炉的安装
史 明 松 ( 新疆庆 华能源 集团有 限公司 新疆 伊宁 8 3 5 1 0 0 )
摘 要: 在我 国, 加压 气化是 煤化 工项 目中的关键处理装 备 , 而气化炉也 是 气化装 置的核 心构件 。 以下就 气化 炉在安装 上以及安装 上的预 算 进 行 了相 应 的 探 讨‘ 与分析 。 关键词 : 煤化 工装 置 气化 炉 安装 中 图分 类号 : T Q 5 4 5 文献标 识码 : A 文章 编号 : 1 6 7 2 - 3 7 9 1 ( 2 0 1 4 ) 0 1 ( c ) 一 0 1 5 2 - 0 2
论煤气化装置气化炉安装质量控制

论煤气化装置气化炉安装质量控制摘要:本文以我公司承担的河南煤化集团洛阳年产20万吨乙二醇项目煤气化装置气化炉施工为例简述了气化炉施工的质量控制方法。
关键词:煤气化气化炉测量1 前言近年来国内煤气化项目发展迅速,我公司也承担了大量的煤气化项目的施工任务,在煤气化项目中气化炉是项目的最关键设备,一般情况下气化炉、返气室、输气管、激冷水罐由于重量和体积比较大,到货状态都为分开到货现场组焊,对于现场安装的精度要求比较高。
2 概述河南煤化集团洛阳年产20万吨乙二醇项目煤气化装置气化炉设计单位为五环设计院,整套气化炉包括:气化炉(重287690kg、高25375mm、直径φ4090mm)、输气管(重180560kg,分2部分到货现场组焊完成后整体吊装)、激冷罐(重236525kg、高15120mm、直径3800mm)。
(气化炉系统如图1)图1气化炉安装标高为EL+35.10米,基础为混凝土框架。
激冷罐安装标高为EL+47.20米,通过恒力吊架安装在箱型钢结构框架上。
(如图2)根据与甲方的合同,我公司负责气化炉和激冷水罐的吊装、就位和找正工作。
气化炉生产厂家负责输气管与气化炉和激冷水罐的组焊,我公司配合。
3 气化炉安装前的准备(1)安装前应具备下列技术资料:设备出厂合格证;设备制造竣工图;质量证明书;设备的特性(包括设计压力、试验压力、设计温度、工作介质、设备筒体部位的探伤报告);设备制造的相关监检证书。
(2)设备安装所用垫铁的准备:根据相关规范规定每组垫铁的最小面积计算公式为:其中G1=500000,d0=6.4,σ=1725,R=450,n=32通过计算A=36334.8,结合现场情况选用垫铁规格为400mm*100mm,斜垫铁的斜度为1:20,斜面粗糙度为Ra25μm。
(3)设备基础的复测及处理基础施工完毕达到设计要求时,进行土建、结构专业与安装专业的工序交接,且应有中间交接记录。
中间交接记录上应标出各基础的相互位置设计尺寸、施工偏差和实际偏差,安装将依据该记录及有关设计图纸,对基础进行复查。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浅谈煤化工装置中气化炉的安装
作者:史明松
来源:《科技资讯》2014年第03期
摘要:在我国,加压气化是煤化工项目中的关键处理装备,而气化炉也是气化装置的核心构件。
以下就气化炉在安装上以及安装上的预算进行了相应的探讨与分析。
关键词:煤化工装置气化炉安装
中图分类号:TQ545 文献标识码:A 文章编号:1672-3791(2014)01(b)-0000-00
1 气化炉的介绍
气化炉的结构组成及功能如下:耐火衬里在气化炉中可以承受高温高压,煤经过处理之后加入气化炉内部,与此同时从气化炉底部加入气化剂,使两者对向流动,然后通过特定的加压装置对气化炉进行加压,经过一系列复杂的物理化学过程,生成含有煤气的饱和蒸汽,最后通过简单处理后进入净化装置中。
由于我国在此方面的技术起步较晚,大部分是进口设备,在上世纪末,我国从德国进口了相关的设备装置,包括德士古气化炉,当时此设备处于世界先进水平,结构简单、容易操作、工作效率高、生产率高,但是随着技术的不断提高,其生产工艺已经有所落后,出现转化率较低的情况,而且在工作过程中耗氧量过多,在生产成本上有了明显的增加。
随着新世纪的到来,各项技术的不断发展与提高,原先则是需要运用进口的德士古气化炉,而现在由更加先进的鲁奇三代MarkIV型加压气化炉逐渐替代了进口的。
同时新疆第一个经国家核准的煤制天然气企业的是新疆庆华集团,而该企业朱勇运用的是固定床鲁奇炉,其是由大连金重公司引进欧洲先进技术生产的专用气化装置,具有较为先进的一套系统,而且外壳采用的是双层结构,导入净化装置的导管也较先进,所以在安装此套装置的时候,要求较高的工艺水平。
2 气化炉的安装
新疆庆华集团所使用的气化炉基本尺寸及重量如下:外径为400cm,高为1300cm,重量(不包含内部固件)达145吨。
气化装置的结构比较特殊,基本上全部是框架结构,安装的高度较高,一般都是在整个框架结构施工完毕达到所需要的高度后再进行气化炉的安装,因此,在安装就位工序上不能选择使用大型的吊装机械进行作业。
气化炉装置组成较为复杂,安装难度较大,在安装之前,必须制定完善的安装方案,并且要合理布置场地,加强现场管理工作,庆华集团采用的是卷扬机进行吊装,在安装过程中,要严格执行相关规定,按照计划合理安排机械设备进场顺序,由于气化炉等设备重量较大,为了安全,可以考虑在现场铺设临时钢板路面,以避免压坏场地,当气化炉进场之后,卸载过程也相当重要,将装置放置在框架的刚排架上,在框架上提前安装两个卷扬机,然后运用刚排将气化炉装置依次运送到可以吊装的位置,在混凝土梁上面安装滑轮组,在各设备安装就位之后就可以,按照制定好的计划进行吊装,在
吊装过程中,要控制好气化炉的垂直度,以免造成碰撞事故,在离就位30cm高度的时候,就需要严格控制垂直度和水平位置,最大限度降低误差,准确的将气化装置安装就位,如果安装之后检查发现误差较大,就必须重新进行调整安装。
3 气化炉吊装受力分析
在进行吊装的时候,主要是利用提前预制好的吊装梁作为支撑结构,其高度为40.85m,设备支座是由钢结构制成,在进行吊装之前,需要将制作结构拆除,在设备到达指定吊装位置后再进行安装,然后才利用卷扬机进行吊装,在吊装过程中,滑轮组是必不可少的装置,在进行受力计算时,按照气化炉设备起吊到最高点作为模型,在此方案中,起吊最大高度取21m。
3.1 计算载荷确定
3.2 140吨滑轮组机索具选择
3.3 设备捆扎绳及140吨滑车组固定绳的选用
3.4 负责卸车、管口调整、溜尾的滑车组为选型及吊装索具选用
在吊装的时候,吊点与设备顶部的距离为3.5m,按照相关的力学知识可以建立平衡方程,如下所示:
解得P2=28.45t、则P2=28.45t,根据实际的荷载情况,本方案选用2组50吨滑轮组,并配套50吨卡环2副。
50吨滑轮组跑绳穿插方式及拉力计算方式同140吨滑轮组机索具选择,由计算可知跑绳拉力为3.1t,本次吊装选择两台8吨卷扬机。
跑绳所选用的钢丝绳为φ19.5-
6×37+1-170,破断拉力为23.95×0.82=19.64t 安全系数为:19.64/3.1=6.33>5(安全)捆绑50t滑轮组钢丝绳规格为φ19.5-6×37+1-170钢丝绳,破断拉力为23.95×0.82=19.64t,捆扎10股。
安全系数为:19.64*10 /28.45=6.9>6(安全)根据《HG20201-2000》,跑绳固定用φ19.5绳卡16个,每头8个,绳卡间距120mm,型号为Y6-20,卡杆直径M16。
3.5 吊装梁校核
(1)混凝土梁的承载力核算(图2)
(2)梁端抗弯承载力计算
(3)梁的刚度计算
在本次吊装、安装过程中,钢筋砼框架是主要的受力结构,通过计算可以知道,本次选用的结构都符合受力要求。
但是准确、安全的吊装还需要制定合理的计划进度,严格按照相关规定进行现场吊装、安装,要选择熟练的机械设备操作人员,提高安装质量,在进行安装的过程
中,要及时跟踪气化炉等设备坐标。
安装吊装是一个极为复杂的过程,要事先制定好应急预案,以防止造成较大损失。
而且在气化炉等设备安装完成之后,还要组织专业的检测人员对安装的位置进行校核,如果发现误差较大,就必须进行调整或者重新安装,确保安装质量。