渗氮炉控制系统方案
预抽真空井式可控气氛渗氮炉_郭嘉毅

8INDUSTRIAL HEATING 2012年第41卷第3期V o l.41N o.32012n值)与渗层深度不可控,渗氮品质难以保证,而且工件表面易产生n值)的准确测量与控制,解决了传统气体渗氮存在的1流量(DNH3)/m3・h1柠檬酸/L・h2000×25003Y≤2.5±5(550℃、650℃二点)≤5%≤130351532045000(含料架)92012年第41卷第3期V o l.41N o.32012INDUSTRIALHEATINGn 值)控制的目的。
实测表明,本控制气氛渗氮新技术可以有效地抑制工件表面Fe 2N,y或Fe 2N氮化物层和y碳化物层。
图2不锈钢(2Cr12NiMoWV )工件气体渗氮热处理工艺流程2控制系统图3所示为预抽真空井式控制气氛渗氮炉的控制系统示意图,用户可根据工件渗氮处理技术要求在智能型氮控制仪上设定工艺控制流程。
作业中,智能型氮控制仪根据氢探头测取的炉内气氛中的氢含量计算出(工件渗氮加工)所需要的氨气与氨裂解气的流量。
然后由质量流量控制器(MFC )根据要求对进入炉内的氨气、氨裂解气流量进行精确控制,以确保炉内气氛的氮势(10INDUSTRIAL HEATING2012年第41卷第3期V o l.41N o.3201245-6n 值)、渗氮深度不可控,工件渗氮品质难以保证以及工件表面脆白层和不锈钢工件表面钝化膜等棘手课题,为机械零部件的高品质气体渗氮提供了可靠保证,有力地促进了控制气氛渗氮热处理的推广、应用。
预抽真空控制气氛渗氮技术不仅可用于井式炉,还可用于罩式炉、间歇式箱式炉对机械零部件实施可靠稳定的渗氮处理,且处理效果良好,市场前景广阔。
真空渗氮炉的原理
真空渗氮炉的原理真空渗氮炉是一种用于对金属材料进行表面处理的热处理设备。
它的基本原理是利用真空环境中的高温和氮气的化学反应来改变金属材料的表面性能。
真空渗氮炉的主要部件包括炉体、电加热元件、工件承载结构、真空系统和氮气气氛控制系统。
首先,将待处理的金属工件放入炉体中。
炉体的内部会通过电加热元件提供高温能量,将炉体内部升温。
同时,通过真空系统将炉体内部抽成高真空状态,将炉体内部的氧气等杂质排除,确保热处理过程在无氧气的环境中进行。
当炉体内部温度达到一定程度时,启动氮气气氛控制系统,向炉体内部注入一定数量的氮气。
通常情况下,注入的氮气为纯度较高的干燥氮气。
氮气将在真空环境中与金属材料表面发生化学反应,从而将氮原子渗入到材料表面。
在反应过程中,炉体内的氮气分子会与金属材料表面的金属原子发生撞击,使得金属表面原子出现位移,并形成一层相对致密的氮化物薄层。
这一过程称为氮气扩散,是真空渗氮炉的核心原理。
金属表面的氮化物薄层可以提高金属材料的硬度、耐磨性、耐腐蚀性以及抗高温性能。
在真空渗氮炉的热处理过程中,需要注意控制温度、时间和氮气浓度。
温度是影响氮气扩散速率的重要因素之一。
较高的温度可以加速氮化物层的生成速度,但也容易引发过度扩散,导致材料变脆或产生不均匀的氮化物层。
因此,在处理不同材料时,需要选择适当的温度参数。
时间和氮气浓度也是影响氮化物层形成的重要因素。
通过控制时间和氮气浓度,可以实现不同层次、不同厚度的氮化物层。
总之,真空渗氮炉通过在真空环境中,利用高温和氮气的化学反应,将氮原子渗入金属材料表面,形成氮化物薄层。
这一表面处理方法可以显著改善金属材料的耐磨性、硬度、耐腐蚀性和抗高温性能,广泛应用于航空航天、汽车制造、机械加工等行业。
科技成果——控制气氛渗氮工艺节能技术
科技成果——控制气氛渗氮工艺节能技术适用范围机械行业轴、曲轴、高精度齿轮和工模具、量具等重要零件的可控氮化热处理。
可通入各种有机液体和氨气、二氧化碳或氮氢气氛进行钢铁零件的多种氮化、软氮化及各种化学热处理,也可用于工件的回火及铝、镁合金淬火、时效等热处理。
行业现状老式氮化炉为耐火砖砌筑,耗电量大,升温速度慢;冷却采用直通,速度慢,时间长;仅输入氨气一种气体,工艺时间长。
目前应用该技术可实现节能量5万tce/a,减排约13万tCO2/a。
成果简介1、技术原理(1)炉膛采用全纤维结构,减少蓄热量,缩短升温时间,降低能耗;(2)可向炉内通入其他气体或液体(包括催渗剂),加快渗氮速度,缩短工艺时间;(3)改进冷却系统设计,加快冷却速度,提高工效。
2、关键技术(1)全纤维炉膛中加热器的固定方法及固定的可靠性;(2)气体或液体输入量和炉罐内工件氮化的气氛可调整性;(3)催渗剂的正确使用;(4)布设进风冷却环形通道,冷却速度可调节。
3、工艺流程(1)改用全纤维炉衬(2)加热元件的固定(3)旧炉改造拆除原炉衬(4)炉内布设进风环形通道(5)改造氨柜,添置供多种原料输入的供气装置(6)增加排气点火装置,改善工作环境。
主要技术指标炉温均匀性:≤±5℃炉温稳定度:±1℃额定工作温度:650℃氮势均匀度:≤±0.05%Np氮势控制精度:≤±0.02%Np渗氮层深范围:0.1-1.2mm氮化层偏差:≤±8%技术水平2004年获两项国家专利,现为省级高新技术产品。
典型案例典型案例1建设规模:为风电行业用齿轮长轴件渗氮及碳氮共渗所建。
新增5台采用该技术的设备,装机容量800kW,投资总额1000万元。
年氮化处理量约1.2万t。
建设条件:新建热处理车间3000m2,有配电及水循环系统,有熟练技术工人,完备的质量保证体系,环保及安全生产均符合国家有关法律法规规定。
主要技改内容:1、设备采用全纤维炉衬结构;2、工艺原料气体或液体经计量输入罐内,气氛由氢探头精确控制,加快渗氮速度;3、计算机控制,能完成氮化、软氮化等多种热处理工艺的快速转换。
渗碳炉控制方案
大型井式气体渗碳电炉渗碳工艺过程计算机集散控制系统控制方案一主要技术参数1.0设备用途:用途:主要是为轧制、冶金、锻压、矿山等机械设备配套中的不同种类的大型齿轮和齿轮轴的渗碳、淬火热处理设备提供先进的计算机化的渗碳专家控制系统。
2.0 气体渗碳炉控制系统主要技术指标2.1 工作温度:使用温度:≤950℃。
2.2气氛控制:载气:甲醇滴注;富化气:煤油滴注;平衡气:空气。
2.3炉气分析:主传感器采用氧探头。
氧探头碳势测定范围:0.25℅Cp~1.70℅Cp;相应时间:<1s氧势输出精度:±1mv适用温度:≤1100℃。
2.4 碳势控制范围:0.2~1.5%Cp。
2.5 碳势控制精度:±0.05%C。
2.6碳化物级别控制精度:±1级。
2.7有效硬化层深度控制范围:0.3~7.5 mm。
2.8有效硬化层深度控制精度:当渗层深度≤2.0mm 时, ±0.1 mm; 渗层深度≥2.0mm 时, ±8%。
注:项2.4-2.8技术指标是在炉温均匀性及炉气循环均匀保证下的指标数据。
3.0设备整体构成特点3.1设备的整体构成特点主要由一套上位机控制系统;炉温控制系统;碳势控制系统;供液和供气系统等组成。
3.2控制系统的整体设计要点整体控制系统采用上下位的计算机与智能控制仪表组成的集散控制系统。
下位控制仪表包括智能温度控制、碳势控制仪表,上位机采用高可靠的计算机担任,上下位控制之间采用通信协议方式通信,由上位机完成渗碳的工艺设定、动态跟踪和工艺管理,下位智能控制仪表执行具体的测量和调节,从而实现整体设备控制系统运行的自动化和柔性化。
3.3温度控制系统(按用户现有控制系统功能为准)3.3.1温度控制采用多区段分区控制。
渗碳炉的温度控制以马弗内温度为准。
温度控制采用先进的用于大时间常数控制对象的串级控制技术,以炉膛温度为主被控对象,由主控回路的PID来控制,主回路的控制输出决定各区从回路的控制设定值。
渗氮技术中的气体渗氮控制
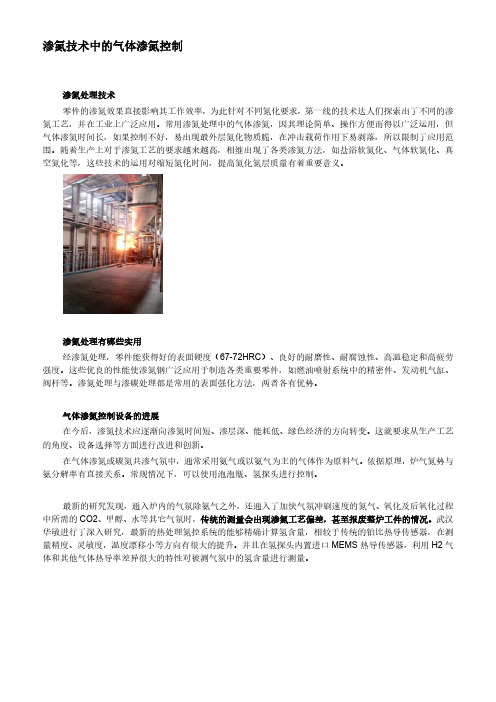
渗氮技术中的气体渗氮控制渗氮处理技术零件的渗氮效果直接影响其工作效率,为此针对不同氮化要求,第一线的技术达人们探索出了不同的渗氮工艺,并在工业上广泛应用。
常用渗氮处理中的气体渗氮,因其理论简单、操作方便而得以广泛运用,但气体渗氮时间长,如果控制不好,易出现最外层氮化物质脆,在冲击载荷作用下易剥落,所以限制了应用范围。
随着生产上对于渗氮工艺的要求越来越高,相继出现了各类渗氮方法,如盐浴软氮化、气体软氮化、真空氮化等,这些技术的运用对缩短氮化时间,提高氮化氮层质量有着重要意义。
渗氮处理有哪些实用经渗氮处理,零件能获得好的表面硬度(67-72HRC)、良好的耐磨性、耐腐蚀性、高温稳定和高疲劳强度。
这些优良的性能使渗氮钢广泛应用于制造各类重要零件,如燃油喷射系统中的精密件、发动机气缸、阀杆等。
渗氮处理与渗碳处理都是常用的表面强化方法,两者各有优势。
气体渗氮控制设备的进展在今后,渗氮技术应逐渐向渗氮时间短、渗层深、能耗低、绿色经济的方向转变。
这就要求从生产工艺的角度、设备选择等方面进行改进和创新。
在气体渗氮或碳氮共渗气氛中,通常采用氨气或以氨气为主的气体作为原料气。
依据原理,炉气氮势与氨分解率有直接关系。
常规情况下,可以使用泡泡瓶、氢探头进行控制。
最新的研究发现,通入炉内的气氛除氨气之外,还通入了加快气氛冲刷速度的氮气、氧化及后氧化过程中所需的CO2、甲醇、水等其它气氛时,传统的测量会出现渗氮工艺偏差,甚至报废整炉工件的情况。
武汉华敏进行了深入研究,最新的热处理氮控系统的能够精确计算氢含量,相较于传统的铂比热导传感器,在测量精度、灵敏度,温度漂移小等方向有很大的提升。
并且在氢探头内置进口MEMS热导传感器,利用H2气体和其他气体热导率差异很大的特性对被测气氛中的氢含量进行测量。
渗碳氮化炉安全操作规程
渗碳氮化炉安全操作规程1 设备检查1.1 井式气体渗碳氮化炉上方应设有抽风罩口,以备抽风。
1.2 井式气体渗碳氮化炉安装在地坑中,并符合设计标准。
1.3 地坑不得有积水,更不得渗入地下水。
1.4 炉子在地坑中用100~150mm厚的木头或工字钢垫起防潮。
1.5 用于碳氮共渗时,要安装在封闭的小房间内,顶上应有强力抽风装置。
1.6 炉壳和炉盖外层的钢板完整无孔洞,里面的保温层不得外露。
1.7 炉壳上安装的液压装置固定牢靠,不松动。
1.8 炉盖起重装置链条完好,螺钉齐全,固紧,升降时不得擦及炉壁。
1.9 液压装置各零部件的动作灵敏、可靠。
手动油泵能打上足够的油量,保证炉盖长降平稳,无振动现象。
液压系统油路畅通,密封良好,无泄漏现象。
1.10 炉盖进气孔,出气孔和热电偶管孔均完好,螺无滑丝、乱扣现象。
1.11 炉罐无裂纹或沙眼,夹杂等缺陷,承受正压,不漏气。
1.12 炉罐装入炉内时,应与炉体同心,能平稳地支撑于支架上,无偏斜。
1.13 炉罐进、出炉时,不得碰及电热元件和热电偶。
1.14 储油筒安装于高处,筒内放置的液体渗碳剂不得泄漏。
旋塞转动灵活,密封可靠。
1.15 滴量口能准确测量和控制滴入炉内的渗碳剂的数量,调节灵活。
1.16 输油管道良好,畅通、无渗漏,排气管、滴量口通畅。
1.17 炉内风扇应能保证炉内气氛和上下炉温均匀。
1.18 风扇转动平稳。
1.19 风扇转动部分装配牢靠,旋转时不能触及工件和设备。
1.20 风扇轴用迷宫式密封装置可靠,无漏气现象。
1.21 炉盖与炉罐之间的密封圈完整、厚薄均匀,密封良好。
1.22 密封圈应采用耐高温的石棉绳。
1.23 压紧炉盖用螺母、螺栓及垫圈齐全完好,螺纹无滑丝乱扣现象。
1.24 压紧螺母拧紧,压紧力对称保持基本一致。
1.25 抽风装置应保持完好。
抽风管无破损。
1.26 炉盖应设置限位装置,确保炉盖开启时能自动切断电源。
1.27 限位开关牢固地安装在炉壳上,动作灵敏可靠。
离子渗氮炉炉温均匀度控制

离子渗氮炉炉温均匀度控制目前,炉温均匀是离子渗氮设备存在的一个重要问题,生产上应用的离子渗氮设备主要有钟罩式、通用式和井式等三种类型,其中以钟罩式居多数。
渗氮时零件表面各处的温度均匀一致是保证渗氮层质量和减小变形的重要因素。
实际上离子渗氮零件各部位的温度往往不均匀,严重时温度高低能相差几十甚至上百摄氏度,致使渗氮零件硬度有高有低,渗氮层深浅不一,变形超差,造成废品或次品,这种温度的不均匀在井式渗氮炉上反映更甚。
现针对我公司的几台离子渗氮炉谈谈笔者对炉温均匀度控制方面粗浅的看法。
1.离子渗氮原理离子渗氮法是将零件放在真空容器中,并充入133.3~1333Pa的低压含氮气体,以零件作为阴极,真空容器罩壁作为阳极。
当在阴阳极之间加上数百伏直流电压后,产生辉光放电,从而引发阴极溅射,来达到活性氮原子的不断扩散,进而渗入零件表面形成渗氮层。
2.影响温度不均匀的因素(1)辉光电流密度对温度的影响零件在辉光放电时加热的特点主要包含三种能量变换阶段,即电能→离子、中性气体原子的动能→加热零件的热能。
因此,电流密度的大小是零件获得热量多少的主要标志,主要受以下几个因素的影响。
其一,阴阳极距离。
由于以炉子内壁作为共用阳极以及零件本身结构的影响,从零件表面各点到阳极的距离是不同的。
当阴阳极间电压一定时,阴阳极距离大者,阴极压降较低,离子和中性气体粒子的能量较小,零件的温度偏低。
其二,气体成分不均匀。
辉光放电特性和气体成分有关。
直接用氨气作为气源时,由于氨气在炉内流动过程中逐步电离分解,所以在炉内由上而下气相的组成是逐渐变化的。
在进气口附近是以新鲜的氨气为主,在抽气口附近则以分解气——氮和氢居多。
当阴阳极电压一定,气相中含氨量多时,阴极电流密度较小,分解气的电流密度较大。
因此,靠近进气口处零件的温度最低,靠近抽气口处零件的温度最高。
其三,零件上的沟槽、小孔由于辉光重叠,电流密度增大,造成所谓的辉光集中,这些地方升温很快,温度将高于辉光正常的地方。
离子渗氮炉的自动控制系统的设计

噼 . p L ot t . en e r e m ̄
ad ̄ om cbek g n ut f r i ii a n
s
r e
por e l sf m . r a di t r t e g m n } aI i e e
n i i n f c l 0hⅡn y e n ec n I r d g  ̄m e cn D i stm; g s pc pI t e
考虑到温度 、 气氛压力 、 辉光电压传感器的输出 量都为电压量, 根据分辨率 、 精度 、 转换时间 、 模拟量 路数 等 , / A D转换 器选 用 . C89A C 89有 8  ̄ 00 , D 00 路 模 拟量 输人 端 , 们选 用 I0 1I2为温 度 、 氛 我 N、 、 N 气
压力 和辉光 电压 的输 入 端 , 送 到微 机 内进 行 判别 再
和运算 , 得到相应的控制量 ; 选通信号是通过芯片的 A、 、 B C输入 到地址 锁 存 器 和译 码 器 , 3路 开 关 进 对 行选 通 。由于 A C 89的 内部 拥有 输 出数 据 锁 存 D 00
器 , 以输 出数据 总线 可 以直接接 在 83 所 0 1的数 据 总
w血n e p ̄ i r 出
Ky e s p姗 :i a
u r s o n et w s  ̄i e e d n | sp ,1gs r s n , wvl t 。n ea gcnr a g d r 帅 e gt Pw ul de a e dnw o o一 e d n c l e y p sa t
2 硬件设计 首先通 过对 存 储 容量 、 口能 力 、 率 、 件设 接 功 软
计等方 面 的 分 析 和 比 较 , 定 以 M s一5 确 c 1系列 的 83 单 片 机 为 控 制 中心 -, P 01 其 l和部 分 P 3口作 为用 户 的 UO 口线 , 可以输 出信号 来控 制 电机 、 流量 控 制 阀 、 热 器 、 弧装 置 的 动作 。温 度 、 力 和 电 加 灭 压
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
渗氮炉氮势控制系统方案
一、氮势控制系统构成的原理说明
目前渗氮炉绝大多数是采用氨气在一定温度下分解产生N2和H2,来进行氮化处理,氨气的给入可以采用图1示意的方案。
图1 氮化炉氨气给入物理构成示意图
在图1中,氨气首先从液氨瓶通过减压阀减压以后送到干燥塔,经过干燥塔除水以后,再由2路管道给入渗氮炉。
一路是开关量常量控制,另一路是脉冲调节量控制。
常量控制实际上给氮化炉一个基本给入量,这个基本量可以使氨分解率接近于所需要的设定值,但比设定值略大些;脉冲调节量在常量基础上再根据氨分解率的测量值波动进行微调,使得氨分解率始终在设定值的允许误差范围内波动。
控制系统物理构成见图2。
图2 氮势控制系统物理构成示意图
氨气在一定温度(例如650℃)下分解的化学方程式为:
2H3N→N2 + 3H2
在图2中,氢分析仪通过自带的气泵抽取炉内气氛进行氢气成分分析,再输出一个模拟量给氮势控制仪;氮势控制仪由H2含量可以推导运算出氨分解率,根据氨分解率大小控制氨气给入量是应该加大还是减小。
氮势强度取决于氨分解率的大小,而氨分解率取决于通入炉内氨气的量的大小。
给入量越多,氨分解率越低,氮势强度越高;给入量越少,氨分解率越高,氮势强度越低。
氨分解率高,炉内N2的浓度反而低。
原因是氨气给入量小,炉内N2和H2的含量低了,使得氨分解率变高了。
炉内N2含量低的话,气氛氮势就弱,渗氮强度就低,渗氮电化学反应速度慢,或者不能产生渗氮反应,甚至工件会产生脱氮反应。
所以,氨分解率不能过高。
一般控制在40%左右。
二、氮势控制系统功能、技术参数和性能指标
● 适应气氛
(1) 纯氨气分解气;
(2) 氨气加富碳介质(甲醇、酒精或CO2)
(3) 上述气氛再加氮气或氢气
● 适用工艺:渗氮(硬氮化)和氮碳共渗(软氮化)
●适用炉型:各种井式炉,多用炉和连续炉
●氮势控制精度: ±1 % 氨分解率
● 热电偶分度号: S, K任选
●出炉时间到和氮势异常报警
●控制输出类型电磁阀时间比例通断/脉冲、PID控制输出方式,同时对常通
氨气、调节氨气和添加气(剂)等进行控制
●内存100套工艺, 每套工艺可分6段 (与带通信的控温仪配合,各区温度可分
别设定,控温区数为1~5 区)。
用户在运行前选定工艺编号, 仪表按选定编号的工艺程序从第一段开始运行。
工艺程序可由用户在仪表面板编制也可由上级PC机下载。
修改后的程序由仪表自动记忆保存。
●具有RS485/422通信接口:可下接温控仪,也可上联上级PC机。
●下级温控仪数量一般不大于5台,也可根据用户要求特殊定货
●以下三种工作模式,可在线任意切换
(1) 恒定氨分解率自动工作模式
(2) 程序运行自动工作模式
(3) 手动工作模式对氨气和添加介质进行稳定的流量控制。
该工作方式一般
在氢分析仪故障时使用
●实时工艺参数显示包括氨分解率、氢含量、炉温和工艺时间
●氢分析仪作为传感器,连续地测定炉气氛氮势(氨分解率)
●断电保护, 断电后来电能自动接续运行
●主要技术指标:
(1)测量输入
温度测量输入:K型热电偶,测温范围: 0~1300℃。
S型热电偶,测温范围: 0~1600℃。
氮势测量输入:氢分析仪,氧势输入范围:0~ 2000mV。
(2)氮势控制精度:±3 % 氨分解率。
(3)环境温度:-20~50℃
(4)环境湿度:<85RH(以不结凝露为限)。