刀具几何角度的选择刀具切削部分的几何角度
刀具切削部分的几何形状和角度解析

三、刀具切削部分的几何角度
1、度量刀具角度的参考系
刀具静止参考系 ——用于定义刀具在设计、 制造、刃磨和测量时刀 (标注角度) 具几何参数的参考系。
刀具工作参考系 ——规定刀具进行切削加工
(工作角度) 时几何参数的参考系。
2、刀具静止参考系
基面pr ——过切削刃选定点平行 或垂直刀具安装面(或轴线)的 平面。
尖形刀尖
修圆刀尖
倒角刀尖
主讲: 骆志强
一、 刀具的组成部分
刀体 ——刀具上夹持刀条或 刀片的部分。 刀柄 ——刀具上的夹持部分。 刀头 ——担负切削工作,又 称切削部分。
二、刀具切削部分的组成
ຫໍສະໝຸດ 前刀面Aγ ——切屑沿其流出的表面。 主后刀面Aα ——与过渡表面相对的面。 副后刀面Aαˊ ——与已加工表面相对的面。 ——前刀面与主后刀面相交形 成的刀刃。 主切削刃 S ——前刀面与副后刀面相交形 副切削刃 Sˊ 成的刀刃。 ——主、副切削刃连接处的一小部分 刀尖 切削刃。(刀尖类型)
主偏角κr ——主切削平面 与假定工作平面之间的夹角。 ——副切削平 面与假定工作平面之间的夹 副偏角κr ˊ 角。 ——主切削平面 刀尖角εr 与副切削平面之间的夹角。
思考: κr 、 κr ˊ 、 εr 之间的 关系? εr =180°-( κr + κr ˊ ) (3)在切削平面中测量的角度
切削平面ps ——过切削刃选定点 与切削刃相切并垂直于基面的平 面。 正交平面po ——过切削刃选定 点同时垂直于切削平面和基面的 平面。 法平面Pn ——过切削刃选定点 并垂直于主切削刃的平面。
正交平面参考系
刀具几何角度的作用及选择原则

刀具几何角度的作用及选择原则刀具的几何角度对加工质量、切削力和切削温度等有很大的影响,正确的选择刀具几何角度可以提高切削效率和工件表面质量。
本文将从切削角、主偏角、切削刃前角和切削刃后角四个方面来探讨刀具几何角度的作用及选择原则。
一、切削角切削角是刀具主切削面与工件切削表面的夹角,一般分为正的和负的两种情况。
1.正切削角:也称为刀具顶角,是指刀具主切削面与工件切削表面夹角大于90°的情况。
正切削角有利于降低切削力和切削温度,减少刀具磨损。
因此,在切削硬材料或脆性材料时,一般选择正切削角。
但是正切削角也会增大刀具与工件接触面积,增加切削力,从而需要更大的功率投入。
2.负切削角:也称为刀具反角,是指刀具主切削面与工件切削表面夹角小于90°的情况。
负切削角能降低切削力和切削温度,提高切削稳定性和切削质量。
因此,在切削软材料或难切削材料时,一般选择负切削角。
然而,负切削角的刀具易产生振动,增加切削噪声,且不易控制切削深度。
在实际应用中,切削角的选择应根据材料的性质、切削目标和加工条件综合考虑,一般需要通过试切试验来确定最佳切削角。
二、主偏角主偏角是刀具俯仰角,是指刀具主切削面与铣削切削方向之间的夹角。
主偏角的大小会直接影响刀具的切削力和切削质量。
1.大主偏角:大主偏角可以降低刀具的切削力和切削温度,提高切削稳定性和切削质量。
大主偏角适用于切削精度要求高、切削深度相对较小、切削速度相对较低的情况。
2.小主偏角:小主偏角可以提高刀具的切削效率和切削速度,适用于切削深度相对较大、切削速度相对较高的情况。
然而,小主偏角容易导致切屑的卡刀现象,增加刀具磨损和加工表面粗糙度。
主偏角的选择应结合切削效率和切削质量的要求,同时考虑刀具的刚度和加工条件等因素。
三、切削刃前角切削刃前角是刀具切削刃前的锥度角,主要影响刀具的切削稳定性和切削质量。
1.大切削刃前角:大切削刃前角可以增加切削深度和切削范围,提高切削效率和切削速度。
刀具切削部分的几何角度

五、作业 见习题册p13页 1-5题
2、刀具切削部分的组成(以普通外圆车刀为例)
三面、两刃、一尖 三 面 两 刃 一 尖 前面Aγ
副切削刃S’ 副后面Aα’
主切削刃S 主后面Aα 刀尖
三面、两刃、一尖
前面Aγ:切屑流经的表面 主后面Aα:刀具上切削时与工件过渡表面相对的表面 副后面Aα’:刀具上切削时与工件已加工表面相对的表面
三面
小结:在基面Pr内,形成了两个独立的角度: 主偏角кr 和副偏角кr’ 以及一个派生角εr
。
练习:
1、指出车刀在正交平面Po中形成的独立角度是
前角γo 和 后角αo 。
2、主后面与前面的夹角 称为 楔角βo 。
αo βo
γo
3、在主切削平面Ps内形成的角度: (k向斜视图 )
( k向⊥Ps , k向∥车刀底面∥ 过刀尖的基面,
两刃
主切削刃S:前面与主后面的交线,起主要切削作用 副切削刃S’:前面与副后面的交线,起辅助切削作用
一尖 刀尖: 主切削刃与副切削刃的连接处相当少的一部分
切削刃
思考: 车工实习时,同学们经常会出现刀具的刀 尖部分产生崩刃现象,为什么?如何解决?
答:因为刀具的刀尖部 分的强度差,易崩刃, 影响切削加工,严重的 话甚至无法进行切削加 工;因此为了提高刀尖 部分的强度,刀尖必须 磨成过渡刃.过渡刃有直 线型和圆弧型两种。
4、刀具的主要基准坐标平面:
1)基面 Pr :
过主切削刃上选定点, 与该点切削速度方向垂直 的平面。
特点: Pr ⊥ Vc ,此时可认为基 面是过选定点的水平面, 与车刀底面平行。
2)切削平面Ps : 过主切削刃上选定点,与主切削刃相切, 且垂直于该点基面的平面。
刀具切削部分的几何形状和角度解析

❖ 前角γo ——前刀面与基面 之间的夹角。
❖ 后角αo ——主后刀面与切 削平面之间的夹角。
❖ 楔角βo ——前面与后面的 夹角。
思考:γo、 αo、 βo 之间的关系?
βo=90°-( γo +αo )
(2)在基面中测量的角度
❖ 主偏角κr ——主切削平面 与假定工作平面之间的夹角。 ——副切削平
——前刀面与主后刀面相交形 ❖ 主成切的削刀刃刃S。
——前刀面与副后刀面相交形 ❖ 副成切的削刀刃刃S。ˊ
——主、副切削刃连接处的一小部分 ❖ 刀切尖削刃。(刀尖类型)
车刀的切削部分
三、刀具切削部分的几何角度
1、度量刀具角度的参考系
刀具静止参考系 ——用于定义刀具在设计、 (标注角度) 制造、刃磨和测量时刀 具几何参数的参考系。
❖ 后角αo :后刀面与基面之间的夹角为锐角,后角为正,夹角为钝 角,后角为负值。
❖ 刃倾角λs :刀尖是主切削刃上最高点时刃倾角为正,刀尖位于主 切削刃上最低点时刃倾角为负,主切削刃与基面平行时刃倾角为 零。
尖形刀尖
修圆刀尖
倒角刀尖
谢谢观赏!
13
谢谢!
刀具工作参考系 ——规定刀具进行切削加工 (工作角度) 时几何参数的参考系。
2、刀具静止参考系
❖ 基面pr ——过切削刃选定点平行 或垂直刀具安装面(或轴线)的 平面。
❖ 切削平面ps 面po ——过切削刃选定 点同时垂直于切削平面和基面的 平面。
❖ 法平面Pn ——过切削刃选定点 并垂直于主切削刃的平面。
正交平面参考系
❖ 假定工作平面pf ——通过 切削刃选定点并垂直于基面 的平面,一般其方位平行于 假定的进给运动方向。
第五章 切削用量及刀具几何角度的选择(机械制造技术A)

Thank you for your listening!
测试1:
1、积屑瘤在粗、精加工中各起什么作用?当其有害 时怎样抑制它?
2、影响积屑瘤大小的因素?精加工外圆时怎样抑制它? 为什么?
3、试推导变形系数ξ与剪切角Φ之间的关系。
4、单位切削力的定义?
5、切削用量三要素对切削力的影响与对刀具耐用度 的影响有什么不同?请利用指数公式对该问题进行 分析,并提出降低切削力和提高刀具耐用度的措施。
5.4 过渡刃与修光刃参数的选择
一、过渡刃及其参数选择 ⑴外圆车刀过渡刃参数:
过渡刃偏角
rs
1 2
r
过渡刃长度
bs=0.5~2mm
⑵切断刀过渡刃参数 过渡刃偏角 κrs=45° 过渡刃长度 bs=(0.20~0.25)ap
Κ'r
Κr
3)圆弧过渡刃
⑴高速钢车刀 r 0.5 ~ 5mm ⑵硬质合金车刀 r 0.5 ~ 2mm
3.负前角单面型 优点:刃口强度高。 缺点:刃口钝,对切削层的挤压严重。
使用场合: ⑴主要用于硬质合金车刀和铣刀; ⑵切削高强度、高硬度材料和切削淬火钢; ⑶当磨损主要发生在后刀面时。
4.正前角正倒棱 使用场合:适用于高速钢刀具 正倒棱尺寸参数:
br1 (0.5 ~ 1) f ; 01 0 ~ 5
在刀具前刀面上,切屑流出的方向与切削刃法线 间的夹角Ψλ称为流屑角。
主切削刃法线 主切削刃
(1)用测定切屑宽度bc的方法求流屑角:
cos
bc b
cos s
⑵实际切削角 ①流屑剖面:包含切屑流出方向和切削速度的剖面Pλ。 ②实际切削角:在流屑剖面内测量的角度 实际切削前角
sin oe cos sin n cos s sin sin s sin oe sin2 s cos2 s sin n
刀具几何角度对切削加工的影响及其选择
刀具几何角度对切削加工的影响及其选择王洋交通与物流工程学院机械设计制造及其自动化摘要:刀具材料的优选对于切削过程的优化具有关键作用,但是,刀具几何角度的选择不合理也会使刀具材料的切削性能得不到充分的发挥。
可见,刀具合理几何角度的选择同样是切削刀具理论与实践的重要课题之一。
切削加工刀具的完善程度对切削加工的现状和发展起着决定性的作用。
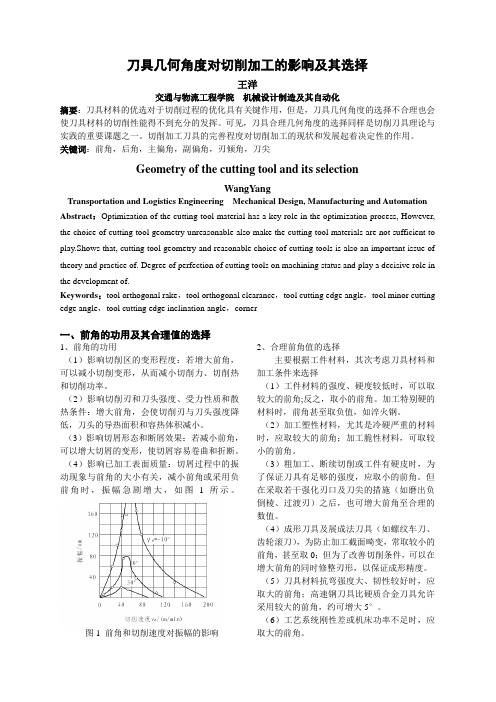
关键词:前角,后角,主偏角,副偏角,刃倾角,刀尖Geometry of the cutting tool and its selectionWangYangTransportation and Logistics Engineering Mechanical Design, Manufacturing and Automation Abstract:Optimization of the cutting tool material has a key role in the optimization process, However, the choice of cutting tool geometry unreasonable also make the cutting tool materials are not sufficient to play.Shows that, cutting tool geometry and reasonable choice of cutting tools is also an important issue of theory and practice of. Degree of perfection of cutting tools on machining status and play a decisive role in the development of.Keywords:tool orthogonal rake,tool orthogonal clearance,tool cutting edge angle,tool minor cutting edge angle,tool cutting edge inclination angle,corner一、前角的功用及其合理值的选择1、前角的功用(1)影响切削区的变形程度:若增大前角,可以减小切削变形,从而减小切削力、切削热和切削功率。
刀具角度选用原则

刀具几何角度的作用及选择原则之蔡仲巾千创作答:1是前角; 2是后角; 3是副偏角; 4是刀尖角;5是主偏角; 6是副后角; 7是副前角; 8是刃倾角名称:前角作用:加大前角,刀具锋利,切削层的变形及前面摩擦阻力小,切削力和切削温度可减低,可抑制或消除积屑瘤,但前角过大,刀尖强度降低;选择原则:(1)工件资料的强度、硬度低,塑性好时,应取较大的前角;反之应取较小的前角;加工特硬资料(如淬硬钢、冷硬铸铁等)甚至可取负的前角(2)刀具资料的抗弯强度及韧性高时,可取较大的前角(3)断续切削或精加工时,应取较小的前角,但如果此时有较大的副刃倾角配合,仍可取较大的前角,以减小径向切削力(4)高速切削时,前角对切屑变形及切削力的影响较小,可取较小前角(5)工艺系统钢性差时,应取较大的前角名称:后角作用:减少刀具后面与工件的切削概况和已加工概况之间的摩擦。
前角一定时,后角愈锋利,但会减小楔角,影响刀具强度和散热面积。
选择原则:(1)精加工时,切削厚度薄,磨损主要发生在后刀面,宜取较大后角;粗加工时,切削厚度大,负荷重,前、后面均要发生磨损、宜取较小后角(2)多刃刀具切削厚度较薄,应取较大后角(3)被加工工件和刀具钢性差时,应取较小后角,以增大后刀面与工件的接触面积,减少或消除振动(4)工件资料的强度、硬度低、塑性好时,应取较大的后角,反之应取较小的后角;但对加工硬资料的负前角刀具,后角应稍大些,以便刀刃易于切入工件;(5)定尺寸刀具(如内拉刀、铰刀等)应取较小后角,以免重磨后刀具尺寸变更太大;(6)对进给运动速度较大的刀具(如螺纹车刀、铲齿车刀等),后角的选择应充分考虑到工作后角与标注后角之间的差别;(7)铲齿刀具(如成形铣刀、滚刀等)的后角要受到铲背量的限制,不克不及太大,但要包管侧刃后角不小于2°。
名称:主偏角作用:(1)改变主偏角的大小可以调整径向切削分力和轴向切削分力之间的比例,主偏角增大时,径向切削分力减小,轴向切削分力增大;(2)减小主偏角可减小削厚度和切削刃单位长度上的负荷;同时主切削刃工作长度和刀尖角增大,刀具的散热得到改善,但主偏角过小会使径向切削分力增加,容易引起振动。
刀具几何角度的基本定义与标注和工作角度

思考: 若刀尖低于工件中心,刀具工作前、
后角将如何变化?
3 .纵向进给运动对工作角度的影响
<1> 纵向进给影响
扳动小拖板车 外锥面时,由于 刀具进给方向 与工件轴线偏 了μ,引起工作 主偏角减小,工 作副偏角增大
<2> 横向进给影响
圆周切线 方向
切削刃的工作 前角增加,工作 后角减少.
2.刀具工作角度定义 刀具工作角度的定义与标注角度类似,它是前、后面与工作参考系平面 的夹角.
2 刀具安装对工作角度的影响
<1>刀杆中心与进给方向不垂直:如图 Κre、Κreˊ变化
由上图可以看出:当刀杆中心逆时针偏转一角度θ后,其Κre增大 Κreˊ减小.
<2>刀具装刀高低对工作角度的影响
车外圆:Ve方向变化—>Pre变—>若 刀尖高于工件中心, 如上图 则:工作角度γoe增大,αoe减小 即:γoe=γo+θo
5. 正交平面参考系中角度定义与标注
<1> 在正交平面内测量
①前角γo = ∠Aγ与 Pr :Aγ 在Pr之上—>负,Aγ在Pr之 下—>正
前角γo立体图示
前角γo正负图示
② 后角αo =∠Aα与 Ps (一般无负)
后角αo立体图示 后角αo正负图示
<2> 在基面内测量
主偏角Κ =∠"S 在基面上的投影"与Vf 副偏角Κr′ =∠"S′在基面上的投影"与"Vf 的反向"
2. 正交平面参考系<pr-ps-po>
基面Pγ: Pγ⊥Vc 、 ∥刀具安装面〔车刀 切削平面 Ps: 与 S相切 且 ⊥Pγ 正交平面Po: Po⊥Pγ⊥Ps
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
刀具几何角度的选择刀具切削部分的几何角度刀具几何角度的选择刀具切削部分的几何角度,对于不锈钢切削加工的生产率、刀具耐用度、被加工表面粗糙度、切削力以及加工硬化等方面都有很大的影响,合理选择和改进刀具几何参数是保证加工质量、提高效率、降低成本的有效途径。
(1)车刀前角γ0的选择前角的大小决定刀刃的锋利与强度。
增大前角可以减小切屑的变形,从而减小切削力和切削功率,降低切削温度,提高刀具耐用度。
但是增大前角会使楔角减小,降低刀刃强度,造成崩刃,使刀具耐用度下降。
车削不锈钢时,在不降低刀具强度的条件下,应把前角适当取大一些。
在刀具前角大时其塑性变形小,切削力和切削热降低,减轻加工硬化趋势,提高刀具耐用度,一般刀具前角宜取12?,20?。
(2)车刀后角α0的选择在切削过程中,后角可以减小后刀面与切削表面的摩擦。
若后角过大,则楔角减小,使散热条件恶化,刀具刃口强度下降,降低刀具耐用度;若后角过小,摩擦严重,则会使刃口变钝,增大切削力,增高切削温度,加剧刀具磨损。
在一般情况下,后角变化不大,但必须有一个合理的数值,以利于提高刀具的耐用度。
车削不锈钢时,由于不锈钢的弹性和塑性都比普通碳素钢大,所以刀具后角过小会使切断表面与车刀后角的接触面积增大,摩擦产生的高温区集中于车刀后角,加快车刀磨损,降低被加工表面光洁度,所以车削不锈钢时的车刀后角要比车削普通碳钢时稍大一些,但后角过大
又会降低刀刃强度,直接影响车刀的耐用度,因此,一般情况下车刀后角宜取6?,10?。
(3)车刀主偏角Kr的选择当切削深度ap和进给量f不变时,减小主偏角Kr可使散热条件得到改善,减少刀具损坏,使刀具切入、切出平稳。
但主偏角减小又会
使径向力增大,在切削时容易引起振动。
车削不锈钢的硬化倾向性强,易产生振动,振动又会使加工硬化严重。
因此,主偏角一般宜取45?,90?。
具体角度应根据机床、零件、刀具系统的刚性和切削用量来选择。
(4)车刀刃倾角λs的选择刃倾角可控制切屑流向,当刃倾角λs为负值时,切屑流向已加工表面;当刃倾角λs为正值时,切屑流向待加工表面。
为了使切屑不划伤已加工表面,在精加工时,刃倾角λs值为正值。
当λs为正值时,刀尖强度低并首先接触工件,易损坏;当λs为负值时,刀尖强度高,耐冲击,可避免崩坏刀尖,切入、切出平稳,车削不锈钢时,一般刀具刃倾角宜取0?,20?。
切削用量的选择切削用量的大小对生产效率和加工质量有很大影响,因此在确定了刀具的几何参数以后,还要选定合理的切削用量。
在选择切削用量时,应注意考虑以下因素:一是要根据不锈钢及各类毛坯的硬度等来选择切削用量;二是要根据刀具材料、焊接质量和车刀的刃磨条件来选择切削用量;三是要根据零件直径、加工余量和车床精度等来选择切削用量。
同时为了抑制积屑瘤和鳞刺的产生,提高表面质量,在采用硬质合金刀具进行加工时,切削用量应比车削一般碳钢类工件稍低些,特别是切削速度不宜过高(vc=50,80m/min);切削
深度ap不宜过小,以避免切削刃和刀尖划过硬化层,ap=0.4,4mm;因此进给量f对刀具耐用度影响不如切削速度大,但会影响断屑和排屑,拉伤、擦伤工件表面,影响加工的表面质量,进给量一般取f=0.1,0.5mm/r。
不锈钢尤其是奥氏体型不锈钢的塑性较好,在切削加工时,产生的切屑难以折断,加大了切屑与刀具前刀面之间的摩擦力,增大了切削力。
同时,因加工硬化会增大被切削材料的硬度和强度,也导致切削力增大。
为此,在合理选择刀具材料、刀具的几何角度和切削用量的基础上,对不锈钢和45钢做了切削力对比试验。
试验结果表明,在相同切削用量的情况下,加工不锈钢时切削力比加工45钢时只增加了8.5%。
合理选择刀具材料、刀具几何角度和切削用量,对于提高不锈钢切削加工的生产效率和加工工件质量是完全能够实现的。