立方氮化硼(CBN)
cbn立方氮化硼砂轮是什么砂轮
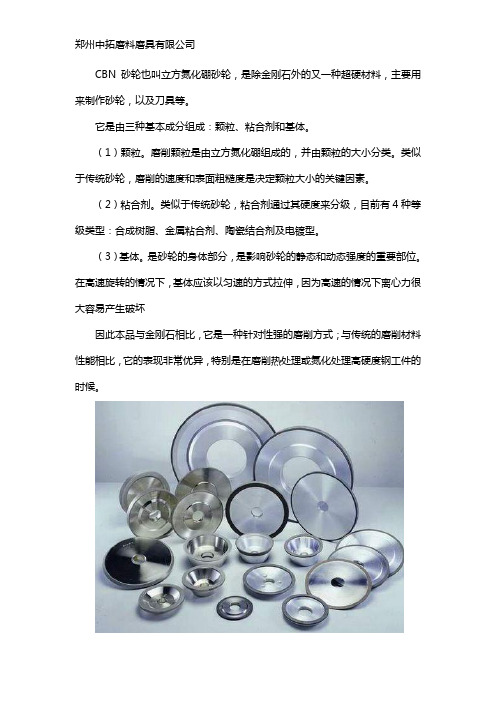
CBN砂轮也叫立方氮化硼砂轮,是除金刚石外的又一种超硬材料,主要用来制作砂轮,以及刀具等。
它是由三种基本成分组成:颗粒、粘合剂和基体。
(1)颗粒。
磨削颗粒是由立方氮化硼组成的,并由颗粒的大小分类。
类似于传统砂轮,磨削的速度和表面粗糙度是决定颗粒大小的关键因素。
(2)粘合剂。
类似于传统砂轮,粘合剂通过其硬度来分级,目前有4种等级类型:合成树脂、金属粘合剂、陶瓷结合剂及电镀型。
(3)基体。
是砂轮的身体部分,是影响砂轮的静态和动态强度的重要部位。
在高速旋转的情况下,基体应该以匀速的方式拉伸,因为高速的情况下离心力很大容易产生破坏
因此本品与金刚石相比,它是一种针对性强的磨削方式;与传统的磨削材料性能相比,它的表现非常优异,特别是在磨削热处理或氮化处理高硬度钢工件的时候。
CBN很难磨损,所以磨削的精度也非常好,其几何形状也保持得很好,需要的修整频率低,其转速也远远高于传统砂轮,所以磨削速度也很快、效率更高。
这时有购买需求的采购商,可以咨询郑州中拓磨料磨具有限公司进行详细的了解。
我们是一家从事CNB(立体氮化硼)超硬砂轮和金刚石超硬磨具研究、生产、销售、服务于一体的技术型和生产型制造企业。
为客户解决磨削加工过程中出现的难题。
立方氮化硼(CBN)砂带的特点及应用

立方氮化硼(CBN)砂带的特点及应用砂带作为一种柔性磨削工具,与固结磨具砂轮相比,具有磨削发热量小、磨削效率高以及形状保持性好等诸多优点,因此在现代的工业磨削加工过程中,其使用越来越广泛。
CBN砂带具有磨削的高效性,耐磨性好,高的加工表面质量和环保特性。
CBN硬度仅次于金刚石,而热稳定性,远远高于金刚石,对于Fe族金属及其合金工具有较大的化学惰性。
因此CBN磨料加工黑色金属及其金属材料是其他一般磨料所无法比拟的。
这就为硬而韧的难加工材料的加工供给了新的手段,金刚石适合于加工硬脆材料,CBN恰恰能与之互为补充。
CBN与一般磨料磨具相比具有以下优点:1、CBN的硬度比一般磨料高得多。
特别适合加工硬度高,韧性大,高温,强度高,热传导率低的材料,其金属磨除率也是金刚石的10倍。
2、CBN磨具的磨削性能非常优异,不仅能够胜任难磨材料的加工,提高生产效率,而且有利于严格掌控工件的形状和尺寸精度,还能有效提高工件的磨削质量,显著提高磨后工件的表面完整性,因而提高了零件的疲乏强度,延长了使用寿命,加添了牢靠性。
3、CBN磨具磨损少,使用周期长,磨削比较高,使用合理可获得良好的经济效果。
4、CBN磨具使用时,形状和尺寸变化极为缓慢,更适用于CNC数控加工中心加工高精度零件。
5、能长时间保持锋利的切削刃,故磨削力较小,有利于零件的精度和干净度的提高,还可以削减机床的动力消耗。
6、磨削温度较低,可以大大提高工件的表面质量,避开零件显现裂纹、烧伤、组织变化等等弊病,改善加工表面应力情形,有利于零件使用寿命的延长。
7、一般磨料砂带在人工使用过程中产生大量粉尘,对人体健康有害,长期使用会引发“矽肺病”。
CBN砂带重要的应用范围:1.含钨材料制品。
含钨钼和其他高速钢,特别是钒合金钢,钴合金钢,特种高速钢刀具的刃磨和粗磨。
2.由耐热钢、不锈钢和高硬度的合金结构钢制成的精密零件的精磨和终磨。
这些零件用一般磨具时因磨具磨损消耗或磨钝过快,而不能获得很高的精度。
立方氮化硼刀具(CBN刀片)资料大全

推荐刀具牌号
高硬度铸铁 (硬度:HRC3568) 硬钢 (硬度≥HRC45)
粗加工 精加工 粗加工 精加工 粗加工 精加工
BN-K1 BN-K10 BN-S10,BN-S20 BN-S200,BN-H10, BN-H11,BN-H20, BN-H21 BN-S30,BN-S300 BNK30,BN-K10
02
剥落
铣削钢和铸铁端面时,在前刀面上常出现 的贝壳状剥落。出现此类情况,可通过提 高切削速度、降低进给量,使用有负倒棱、 刃口经过钝化处理的刀片。
03
碎断
断续切削工件时常发生的破损形式,这是由 于断续切削高硬度工件时冲击载荷过大、短 时间切削后即发生的早期破损,虽然切削条 件适当,但切削较长时间后,没有及时换刀, 由于刀具材料疲劳就发生了大块的断裂。
汽 车 行 业
02
CBN刀具的应用
重载切削
高速切削
CBN刀具 的应用
以车代磨
干式切削
3
CBN刀具的切削参数
常规切削参数 华菱超硬CBN刀具切削参数 切削公式
03
CBN刀具的切削参数
常ቤተ መጻሕፍቲ ባይዱ切削参数
粗加工时,应尽量保证较高的金属切除率和必要的刀具耐用度,故一般优先选择尽可能大的切削深 度ap,其次选择较大的进给量f,最后根据刀具耐用度要求,确定合适的切削速度。精加工时,首先应 保证工件的加工精度 和表面质量要求,故一般选用较小的进给量f和切削深度ap,而尽可能选用较高 的切削速度υ c。 加工材质 硬铸铁 灰铸铁 淬火钢 耐热合金 切削速度 Vc(m/min) 70 ~ 150 400 ~ 1000 60 ~ 140 100 ~ 240 进给量 Fr(mm/r) 0.15 ~ 0.5 0.15 ~ 0.5 0.15 ~ 0.5 0.05 ~ 0.3 吃刀深度 ap(mm) 0.12 ~ 2.0 0.12 ~ 2.0 0.2 ~ 2.5 0.1 ~ 2.5
立方氮化硼生产工艺

立方氮化硼生产工艺立方氮化硼(Cubic Boron Nitride, CBN)是一种新型的超硬材料,具有硬度高、热稳定性好等优点,在工业生产中有着广泛的应用。
其生产工艺主要包括热压法、全压法和离子束沉积法等。
热压法是制备CBN的传统方法之一。
该方法是将混合了石墨和氮化硼原料的粉末填充到模具中,然后在高温高压下进行热压。
首先,在将粉末填充到模具中之前,需要对原料进行细粉处理,主要是将杂质去除以提高材料的纯度。
然后,在模具中对粉末进行热压处理,通常温度在1700°C以上,压力在5-7GPa之间。
在高温高压下,粉末颗粒之间发生了扩散反应,形成了晶粒之间的结合。
最后,从模具中取出样品,并经过表面处理和切割加工等工艺,最终得到CBN坯体。
全压法是近年来发展起来的一种制备CBN的新方法。
该方法是将石墨和氮化硼原料一同放入模具中,并在高温高压下进行全压处理。
相比于热压法,该方法不需要对原料进行细粉处理,大大减少了生产成本。
然而,该方法的压力和温度相对较高,难以控制,从而影响了产品的质量和生产效率。
离子束沉积法是一种新型的制备CBN的方法。
该方法是利用离子束在负极下,将石墨棒和氮气等原料进行离子化反应,并在基底材料的表面上形成CBN膜。
该方法的特点是不需要高温高压,可以在室温下进行,而且可以通过控制离子束的能量和流量,来调节膜的性能。
然而,该方法的设备复杂,生产周期长,且成本较高。
综上所述,立方氮化硼的生产工艺主要包括热压法、全压法和离子束沉积法等。
每种工艺都有其特点和优缺点,可以根据具体情况选择适应的方法。
随着技术的发展,未来还有可能出现更加高效和经济的生产工艺。
立方氮化硼结构

立方氮化硼结构立方氮化硼(cubic boron nitride,简称CBN)是一种类似于金刚石的超硬材料,具有优异的物理和化学性质。
它由硼原子和氮原子通过共价键结合而成,形成了立方晶体结构。
本文将对立方氮化硼的结构和性质进行详细介绍。
一、立方氮化硼的晶体结构立方氮化硼的晶体结构属于立方晶系,空间群为Fd-3m,每个晶胞包含两个硼原子和两个氮原子。
其晶格常数为a=3.615 Å。
立方氮化硼晶体中的硼原子和氮原子交替排列,形成了类似于钻石的立方晶体结构。
这种结构使得立方氮化硼具有类似于金刚石的硬度和优异的热导性能。
二、立方氮化硼的物理性质1.硬度:立方氮化硼的硬度仅次于金刚石,居于世界之首。
它的硬度可达到48~52 GPa,是金刚石硬度的2倍以上。
这使得立方氮化硼成为制备高硬度刀具和磨料的理想材料。
2.热导性:立方氮化硼具有优异的热导性能,其热导率约为金刚石的4倍。
这使得立方氮化硼在高温环境下有良好的热稳定性,可以用于制备高温刀具和磨料。
3.化学稳定性:立方氮化硼在常温下具有良好的化学稳定性,不受大多数酸和碱的侵蚀。
这使得立方氮化硼可以用于制备耐酸碱刀具和化学反应器。
4.电绝缘性:立方氮化硼是一种优秀的电绝缘体,具有较高的电阻率。
这使得立方氮化硼可以用于制备电子元件和绝缘材料。
三、立方氮化硼的应用领域1.切削加工:立方氮化硼具有优异的硬度和热导性能,可以用于制备高硬度刀具,用于高速切削、磨削和车削加工。
它可以加工各种硬度的金属材料,如铸铁、钢、高温合金等。
2.磨料研磨:立方氮化硼作为一种超硬磨料,可以用于制备砂轮、研磨片等磨具,用于高精度磨削和抛光加工。
它在航空航天、汽车制造等领域有广泛的应用。
3.化学反应器:立方氮化硼具有良好的化学稳定性,可以用于制备耐酸碱的化学反应器。
它在化工、制药等领域有重要的应用。
4.电子元件:立方氮化硼作为优秀的电绝缘体,可以用于制备电子元件,如集成电路、高压绝缘材料等。
全面介绍立方氮化硼性质及在磨具、刀具应用
立方氮化硼的性质1.立方氮化硼的物理性质纯净的CBN是无色透明的。
由于原料纯度及合成工艺的影响,可呈现黑色、褐色、琥珀色、橘黄色、黄色等。
CBN的理论密度为3.48g/cm3,实际密度3.39~3.44g/cm3.常压下CBN的熔点在3000℃左右;10.5MPa压力下,熔点在3220℃左右。
室温下的热传导率为1.3KW·K-1·m-1,导热性也很好。
其热膨胀系数为3.5X10-6K-1,也较小,但稍高于金刚石。
CBN的折射率为2.117,电阻率为102~1010Ω·cm,介电常数为4.5。
2.立方氮化硼的机械性质强度:抗压强度为7.2GPa,抗弯强度为294MPa。
中国国家标准规定,对于70/80粒度,I 型CBN的单颗粒抗压强度不低于19.6N,II型CBN的单颗粒抗压强度不低于27.44N。
3.立方氮化硼的化学性质立方氮化硼的化学组成为43.6%B和56.4%N。
主要杂质有SiO2、B2O3、Al2O3、Fe、Mg、Ca等。
立方氮化硼的热稳定性和对铁族元素及其合金的化学惰性明显优于金刚石。
金刚石在500~700℃时就开始氧化,且由于反应产物是气体(CO2),金刚石的破坏会继续直到消耗完为止。
CBN在800℃以上开始与空气或氧气发生作用生成B2O3!CBN的硬度虽比金刚石低,但由于其与含铁黑色金属的化学惰性和较好的热稳定性,使其金属磨除率达到金刚石的10倍,很快地解决了淬火钢等硬而韧的难磨金属材料的加工问题。
这也是CBN得以较快发展的原因。
立方氮化硼在磨具方面的应用由于立方氮化硼磨具的磨削性能十分优异,不仅能胜任难磨材料的加工,提高生产率,有利于严格控制工件的形状和尺寸精度,还能有效地提高工件的磨削质量,显著提高磨后工件的表面完整性,因而提高了零件的疲劳强度,延长了使用寿命,增加了可靠性,加上立方氮化硼磨料生产过程在能源消耗和环境污染方面比普通磨料生产好,所以,扩大立方氮化硼磨料磨具的生产和应用是机械工业发展的必然趋势。
cbn磨料生产工艺

cbn磨料生产工艺CBN(立方氮化硼)磨料是一种新型超硬磨料,具有非常高的硬度和热稳定性,被广泛用于高硬度材料的切削和磨削加工。
下面,我将介绍CBN磨料的生产工艺。
CBN磨料的生产工艺主要包括原料的制备、磨料粒子的合成和成型加工三个过程。
首先是原料的制备。
制备CBN磨料的原料主要是氮化硼、碳化钛和金属钛。
这些原料经过精细的筛选和净化,移除杂质和不纯物质。
然后,按照一定的比例混合,形成均匀的混合料。
这些原料的制备影响着CBN磨料的质量和性能,所以制备过程需要严格的控制。
接下来是磨料粒子的合成。
在磨料粒子合成过程中,先将制备好的原料混合物置于高温高压的环境中。
利用高温高压的条件,让原料发生化学反应,形成CBN晶体。
这个过程被称为等离子体化学气相沉积(PVD)技术。
通过控制温度、压力和反应时间等参数,可以获得不同尺寸和形状的CBN磨料粒子。
这个过程需要精密的设备和高水平的工艺控制,以确保合成的磨料粒子质量优良。
最后是成型加工。
磨料粒子合成后,需要进行成型加工,使其成为具有一定形状和尺寸的磨料颗粒。
主要有两种成型方法:一种是粘结剂法,即将磨料粒子与粘结剂混合,并通过加热或压制等方式,使其形成块状或颗粒状;另一种是电解法,即将磨料粒子悬浮在溶液中,通过电解沉积的方式,在导电基体上形成粒子层。
这两种方法各有优劣,并根据具体需要选择合适的方法。
以上就是CBN磨料的生产工艺。
CBN磨料具有非常高的硬度和热稳定性,被广泛应用于高硬度材料的切削和磨削加工中。
随着制备技术的进一步发展和完善,CBN磨料的性能将进一步提高,为高精度加工提供更好的选择。
立方氮化硼结构
立方氮化硼结构立方氮化硼(cubic boron nitride,简称cBN)是一种由硼和氮元素组成的晶体结构,具有高硬度、高熔点和优异的化学稳定性。
它的结构类似于金刚石,因此也被称为“白金刚石”。
立方氮化硼的晶体结构是由硼原子和氮原子交替排列而成的。
每个硼原子都与四个氮原子相连,形成一个立方体的结构。
这种结构使得立方氮化硼具有极高的硬度,约为金刚石的二倍。
因此,它在切削、磨削、抛光等工业应用中具有重要的地位。
立方氮化硼具有许多优异的物理和化学性质。
首先,它的熔点非常高,可达到3000摄氏度以上。
这使得立方氮化硼具有良好的耐高温性能,可以在高温环境下稳定工作。
其次,它具有优异的化学稳定性,能够抵抗酸、碱等化学腐蚀。
此外,立方氮化硼还具有良好的热导性和电绝缘性能,使其在高温和高压条件下仍能保持稳定。
立方氮化硼在工业领域有着广泛的应用。
首先,它常被用作切削工具的材料,例如刀具、磨料和砂轮等。
由于其高硬度和良好的耐磨性,立方氮化硼制成的刀具可以在高速切削和重负荷下保持良好的切削性能和寿命。
其次,立方氮化硼还可以用于制备高性能陶瓷材料,例如陶瓷刀具、陶瓷轴承等。
由于其高硬度和优异的耐高温性能,这些陶瓷材料可以在极端条件下使用,例如高温、高速和高压等环境下。
此外,立方氮化硼还可以用于制备电子元器件、光学器件和化学传感器等。
除了工业应用外,立方氮化硼还具有一些其他的应用潜力。
例如,它可以用于制备高效的光催化剂,用于光解水制氢和光催化脱氮等环境保护和能源转化领域。
此外,立方氮化硼还可以用于制备高性能的纳米电子器件,例如纳米晶体管和纳米传感器等。
立方氮化硼是一种具有高硬度、高熔点和优异化学稳定性的晶体结构。
它在工业领域有着广泛的应用,包括切削工具、陶瓷材料和电子元器件等。
此外,立方氮化硼还具有其他应用潜力,例如光催化和纳米电子器件等。
随着科学技术的不断进步,立方氮化硼的应用前景将会更加广阔。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
立方氮化硼(CBN)的優點及用途
立方氮化硼CBN(Cubic Boron Nitride)是20世紀50年代首先由美國通用電氣(GE)公司利用人工方法在高溫高壓條件下合成的,其硬度僅次於金剛石而遠遠高於其它材料,因此它與金剛石統稱為超硬材料。
立方氮化硼是由六方氮化硼和觸媒在高溫高壓下合成的,是繼人造金剛石問世後出現的又㇐種新型高新技術產品。
它具有很高的硬度、熱穩定性和化學惰性,以及良好的透紅外形和較寬的禁帶寬度等優異性能,它的硬度僅次於金鋼石,但熱穩定性遠高於金鋼石,對鐵系金屬元素有較大的化學穩定性。
立方氮化硼磨具的磨削性能十分優異,不僅能勝任難磨材料的加工,提高生產率,還能有效地提高工件的磨削質量。
立方氮化硼的使用是對金屬加工的㇐大貢獻,導致磨削髮生革命性變化,是磨削技術的第二次飛躍。
立方氮化硼有單晶體和多晶燒結體兩種。
單晶體是把六方氮化硼和觸媒在壓力為3000~8000兆帕、溫度為800~1900℃範圍內製得。
典型的觸媒材料選自鹼金屬、鹼土金屬、錫、鉛、銻和它們的氮化物。
立方氮化硼的晶形有四面體的截錐、八面體、歪晶和雙晶等。
工業生產的立方氮化硼有黑色、琥珀色和表面鍍金屬的,顆粒尺寸通常在1毫米以下。
它具有優於金剛石的熱穩定性和對鐵族金屬的化學惰性,用以製造的磨具,適於加工既硬又韌的材料,如高速鋼、工具鋼、模具鋼、軸承鋼、鎳和鈷基合金、冷硬鑄鐵等。
用立方氮化硼磨具磨削鋼材時,大多可獲得高的磨削比和加工表面質量。
立方氮化硼CBN用途:
1.製造磨具
2.製成聚晶複合片用作刀具材料
立方氮化硼CBN特性:
CBN硬度僅次於金剛石,而熱穩定性遠高於金剛石,對鐵系金屬元素有較大的化學惰性。
因此,CBN加工黑色金屬材料有獨到之處,
為硬而韌的難加工鋼材提供丁新的加工工具。
金剛石適手加工的材料和CBN適於加工的材料二者可以互相補充。
近些年來,CBN得到了很快發展,年產量遞增率達到15%~20%超過金剛石㇐倍。
目前在世界上,CBN與金剛石、剛玉、碳化矽㇐起並稱為磨料四大品種。
國內已經研製出相當於GE公司的CBN500型高品級產品,同時發展了表面鍍金屬品種,分選出了適於研磨拋光黑色金屬和有色金屬的CBN微粉,並研製出了聚晶複合片車刀。
CBN目前主要應用於加工工具鋼(包括高速鋼、模具鋼)、軸承鋼、不鏽鋼、鎳基合金以及冷硬鑄鐵。
在這些加工領域內,CBN代替剛玉,取得了良好的技術經濟效果。
特別在加工HRC50以上的硬質合金鋼時,由於CBN比剛玉鋒利,比金剛石性能穩定,表現出㇐系列優越性。
立方氮化硼CBN優點:
1.CBN砂輪耐用度很高。
磨削比可達3500~5500,比剛玉砂輪高百倍,比金剛石砂輪高3~5倍。
2.CBN砂輪比剛玉砂輪加工磨削力小,磨削熱也小,加工工件應力小,應力層薄,表面粗糙度和精度高,不產生燒傷、裂紋和退火變軟現象,加工出的工件的耐用度可提高30%~50%。
3.磨具形狀保持性好,修整更換次數減少,從而縮短了總的加工時間,而且有利於實現在自動線上加工,保證被加工工件的精度。
4.CBN聚晶複合片刀具有「紅硬性」,可用於高速干切削。
高速切削產生的高溫軟化了被加工材質,改善了其可加工性。
在加工鎳基合金時,CBN車刀比硬質合金車刀壽命⾧上百倍。