弹体铸造铸造特殊过程确认表(WB304B熔炼电炉生产)
2017东港铸造特殊过程能力确认修改后
2017东港铸造特殊过程能力确认修改后东港市辽成机械有限公司铸造特殊过程能力确认东港市辽成机械有限公司2017年1月20日2017东港铸造特殊过程能力确认修改后铸造特殊过程能力确认1 铸造生产纲领1.1主要产品1)120分配阀、120-1分配阀:35000套/年。
2)103/104阀、1阀类件、空重车调整装置、制动盘盘环:新产品等:折合120分配阀计30000套/年。
3)高铁/标动、城轨,制动吊架、制动杠杆等配件:5000套/年。
2 铸造特殊过程、关键工序明细3 材料控制我们铸造的主要原辅材料来源为外购,采购和控制是根据标准和技术要求进行,其用量、来源和供应的可靠性有保证,车间使用过程也证明了主要材料的合理性及适应性。
4铸造生产设备和工装见设备台帐,铸造生产工装台帐。
5 工艺方法评价5.1 关、特过程简述(含检测手段)5.1.1熔炼(特殊过程)铸造车间熔炼以中频电炉熔炼,该工艺生产效率较高并可保证铁水质量,熔化主要设备是1.5T中频炉、1T中频炉,铁水升温、净化及成分的调整等在电炉完成。
炉料用电子秤在地上进行称量,采用单铸试棒检验铸铁成分和机械性能,该过程主要按配料通知执行,炉前采用热电偶测温并控制出炉温度,采用光谱仪、控制产品化学成分和内在组织。
5.1.2浇注过程(关键工序、特特过程)浇注过程采用天车运输,测温仪测温,升降包,人工抬包浇注,按工艺执行。
5.2熔炼、浇注过程确认和控制5.2.1 熔炼、浇注主要工艺参数熔炼、浇注按工艺文件操作,主要工艺参数内容:材料性能(抗拉强度、延伸率、硬度);浇注温度(例120主阀体1350℃~1450℃、高铁、城轨,制动吊架、制动杠杆1360℃~1470℃);浇注时间(例120主阀体10S~12S、制动吊架、制动杠杆810S,浇注开始时间、浇注终了时间);铸件冷却时间(例120主阀体≥3小时)、铸件消除应力退火(按工艺曲线)等。
这些参数是在试制及批量工艺实践基础上修订完善的总结,符合我公司铁路产品工序生产实际,符合先进、成熟、经济、实用、可靠的原则。
特殊过程确认记录表
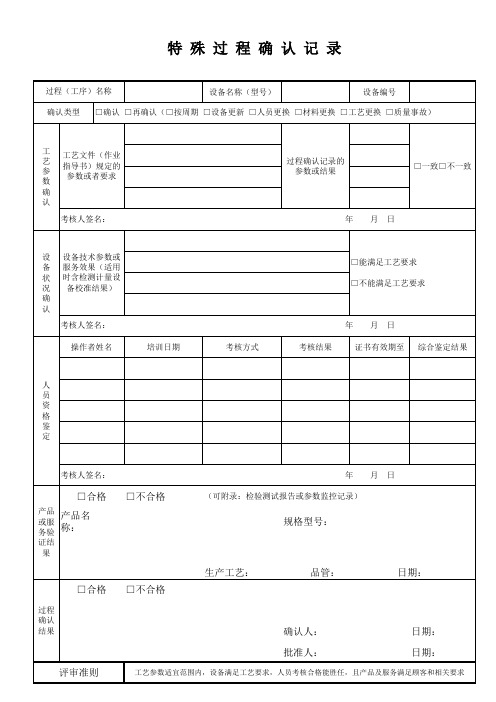
过程(工序)名称 确认类型 设备名称(型号) 设备编号
□确认 □再确认(□按周期 □设备更新 □人员更换 □材料更换 □工艺更换 □质量事故)
工 艺 参 数 确 认
工艺文件(作业 指导书)规定的 参数或者要求
过程确认记录的 参数或结果
□一致□不一致
考核人签名:
年
月Hale Waihona Puke 日设 备 状 况 确 认
产品名称:
规格型号:
生产工艺: □合格
过程 确认 结果
品管:
日期:
□不合格
确认人: 批准人: 评审准则
日期: 日期:
工艺参数适宜范围内,设备满足工艺要求,人员考核合格能胜任,且产品及服务满足顾客和相关要求
设备技术参数或 服务效果(适用 时含检测计量设 备校准结果)
□能满足工艺要求 □不能满足工艺要求
考核人签名: 操作者姓名 培训日期 考核方式 考核结果
年
月
日 综合鉴定结果
证书有效期至
人 员 资 格 鉴 定
考核人签名:
年
月
日
□合格
产品 或服 务验 证结 果
□不合格
(可附录:检验测试报告或参数监控记录)
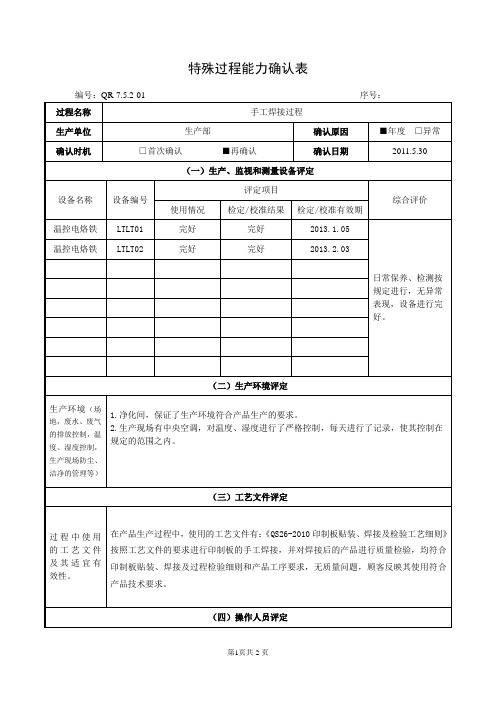
手工焊接特殊过程能力确认表4
姓 名
岗位名称
从事本岗位工作年限
上岗证书名称
(提供证书复印件)
证书编号
综合评价
岗位技能满足要求
(五)产品质量
按上述(一)~(四)项要求生产的产品质量使用情况
产品名称/型号
数量
生产日期
产品使用情况
综合评价
2
2011.5.18
运行可靠、稳定,符合技术要求
经过高低温、冲击振动试验及用户使用未发现因手工焊产生的质量问题,满足技术要求。
日常保养、检测按规定进行,无异常表现,设备进行完好。
温控电烙铁
LTLT02
完好
完好
2013.2.03
(二)生产环境评定
生产环境(场地,废水、废气的排放控制,温度、湿度控制,生产现场防尘、洁净的管理等)
1.净化间,保证了生产环境符合产品生产的要求。
2.生产现场有中央空调,对温度、湿度进行了严格控制,每天进行了记录,使其控制在规定的范围之内。
2
2011.5.27
运行可靠、稳定,符合技术要求
不合格重新策划、评定
参加确认
人员
姓名
部 门
职务/职称
姓名
部 门
职务/职称
批准
意见
签名: 日期:
(三)工艺文件评定
过程中使用的工艺文件及其适宜有效性。
在产品生产过程中,使用的工艺文件有:《QS26-2010印制板贴装、焊接及检验工艺细则》
按照工艺文件的要求进行印制板的手工焊接,并对焊接后的产品进行质量检验,均符合印制板贴装、焊接及过程检验细则和产品工序要求,无质量问题,顾客反映其使用符合产品技术要求。
特殊过程能力确认表
编号:QR-7.5.2-01序号:
特殊过程确认表

特殊过程确认表编号:审核经验介绍:对工业企业特殊过程确认CQC四川评审中心杨红斌中文ISO维基库----------------------------------------------------------在审核中,审核员往往遇到审核特殊过程,要求获得特殊过程确认有关证据,企业往往填写一张“特殊过程确认表”,认为就是进行了确认,不填写表,就是没有确认,一张表中,泛泛写了“人员确认满足,设备确认满足,工艺确认满足”就认可,如果企业没有填写确认记录表,就认为没有确认。
把确认仅仅限于记录,不追求实质,实际上是对标准理解出现偏差,如果企业也这样流于形式,就没有起到实际控制效果。
因此,本人对工业企业特殊过程的确认控制谈谈个人意见,供大家参考,希望起到抛砖引玉的作用。
1对特殊过程的识别对识别很重要,如果特殊过程识别不清,就无法谈到确认。
标准中规定:生产和服务提供过程的输出不能由后续的监视或测量加以验证时为特殊过程,即工序后不能进行检验、或不能经济检验、或问题要在产品按照工艺种类分类,如焊接、热处理、表面处理等,这些都是特殊过程,但进行确认问题就来了,就焊接、热处理、表面处理,每类中有许多种情况,如焊接有钨极氩弧焊、埋弧焊、气体保护焊、电阻焊、手工电弧焊机等,热处理有淬火、正火、调质、回火、退回、表面热处理等,表面处理有电镀、发黑、磷化、油漆、喷塑等,如果单讲对焊接、热处理、表面处理进行确认,肯定不知道从何做起。
本人认为,对特殊识别要注意两点,一是要按照工序识别而不要按照种类识别,不要一概讲焊接、热处理是特殊过程,比如在有些工序中,如有的焊接起搭接作用、完全不承受力,就不是特殊过程;也有的热处理,在工序中仅作为中间过程,主要为了保证好加工,要求表面硬度值,表面硬度是可以检验的,也就不是特殊过程了,因此在特殊过程识别,应落实到具体的工序中,根据工序的具体情况而定,这样对过程确认起来也具体了。
二是注意,特殊过程与关键过程不是一个概念,企业往往混淆了,认为特殊过程就是关键过程,并认为只要工序不重要,可以不进行确认了。
热采阀体铸造工序操作记录表

达到铸造工艺文件规定的冷却时间
浇冒口切割、补焊
按标准及铸造工艺文件执行
打磨清整
打磨清整飞边、行刺
5
检验
表面质量
按图纸及标准要求
几何尺寸
按图约及铸造工艺文件要求
注
1、凡检测报告,材料单均填写报告单编号。
2、凡按图纸、工艺标准要求施工项目,符合者在实值栏填写“/”,不符合者用文字在备注栏说明。
签
名
造型工
炼钢工
检验员
单位:制表:审核:年月日
编码:JL/QES/CX13--10
顺序号:
河南南阳油田机械制造有限公司
特殊过程控制
热采阀体铸造工序操作记录表
产品名称
产品型号
产品名称
图号
材质
ZG35CrMoA
炉号
标识编号
序号
工序内容
控制项目
主要内容及技术要求
实值
备注
1
造型
造型工资格
造型工资格证书号
型(芯)砂配制
按标准执行
造型、制芯
按标准及铸造工艺文件执行
烘干
按标准执行
2
炼钢
炼钢工资格
炼钢工资格证书号
备料、熔化
按工艺守则执行,合金材料进厂复验报告
成份控制
据炉前化验结果调整化学成份,炉后化验报告号
出钢
浇圆杯试样检查脱氧情况,出钢温度1600°C --1630°C
3
合箱、浇注
合箱按标准ຫໍສະໝຸດ 铸造工艺文件要求执行浇注浇注温度、浇注速度按铸造工艺文件要求
4
清理、切割
特殊过程确认表

质量检验
1、是否按要求编制了检验文件?
2、是否按照检验文件要求进行检验,并保存记录?
3、对不合格品的处置是否按规定执行?
8
质量信息反馈和处理
1、是否按规定对现场的各种质量问题、突发性质量问题及对后工序(包括产品使用中)发现的本工序质量问题及时进行反馈、汇总和处理?
2、是否按规定对各种不合格品进行分类分析,并针对不合格较多的项目进行质量改进,组织实施?
5
工艺材料
1、采购文件中是否明确规定了使用的原材料名称、规格及技术要求?
2、入厂的原材料是否按要求进行了检验或验证,且均在有效期范围内?
3、是否采用新材料,并经过小批试验验证?
6
工艺过程
1、操作者是否熟悉工艺,并能熟练操作?
2、操作者是否严格按照工艺文件执行?
3、过程记录是否按要求填写,并保存完好?
过程确认结论: ■过程确认合格,能投入生产 □其他:
备注:
评审人员: 审批: 日期:
2、是否明确规定了操作、检验人员的能力要求并定期进行考核?
3
设备能力
1、使用的设备、仪器是否符合工艺要求?
2、使用的设备是否按规定测量设备是否进行了定期校准,并贴有有效期内的合格证有效标识?
4
环境条件
1、现场环境是否符合生产要求?
2、安全通道是否畅通?
特殊过程确认表(总2页)
特殊过程确认表
JL·Q工序: No.:
序号
项目
确认内容
确认情况
结论
1
文件资料
1、是否编制了工艺文件,并经审批后下发,文件是否适宜、有效?
2、作业现场工艺文件与作业指导书是否齐全、有效、清晰?
3、各种原始记录是否按要求填写并保存完整?
特殊过程确认记录
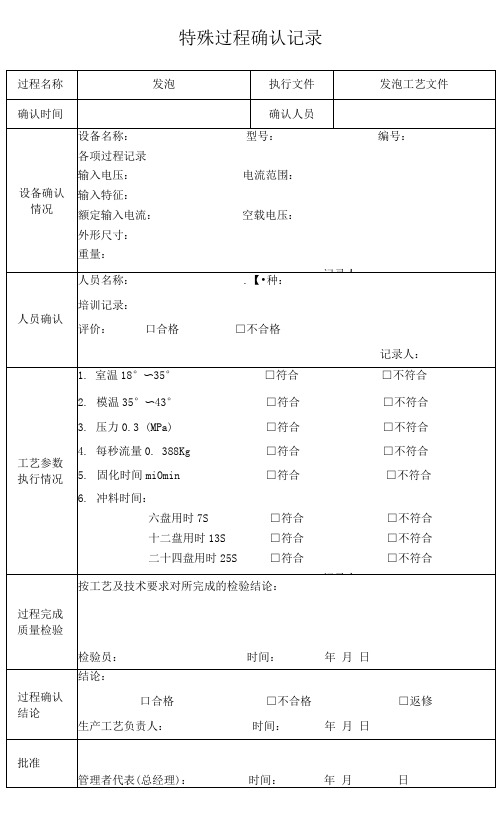
3.压力0.3 (MPa)□符合□不符合
4.每秒流量0. 388Kg□符合□不符合
5.固化时间miOmin□符合□不符合
6.冲料时间:
六盘用时7S□符合□不符合
十二盘用时13S□符合□不符合
二十四盘用时25S□符合□不符合
记录人:
过程完成
质量检验
按工艺及技术要求对所完成的检验结论:
检验员:时间:年 月 日
过程确认
结论
结ቤተ መጻሕፍቲ ባይዱ:
口合格□不合格□返修
生产工艺负责人:时间:年 月 日
批准
管理者代表(总经理):时间:年 月日
特殊过程确认记录
过程名称
发泡
执行文件
发泡工艺文件
确认时间
确认人员
设备确认
情况
设备名称:型号:编号:
各项过程记录
输入电压:电流范围:
输入特征:
额定输入电流:空载电压:
外形尺寸:
重量:
记录人:
人员确认
人员名称:.【•种:
培训记录:
评价:口合格□不合格
记录人:
工艺参数
执行情况
1.室温18°〜35°□符合□不符合
热处理特殊过程确认资料清单
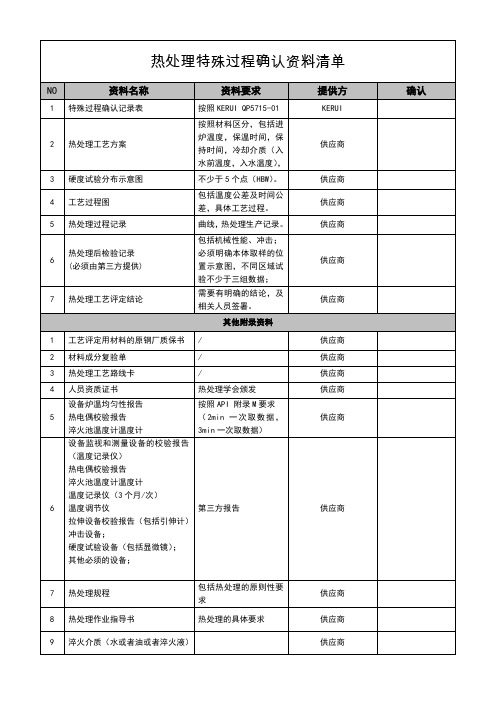
热处理特殊过程确认资料清单NO 资料名称资料要求提供方确认1 特殊过程确认记录表按照KERUI QP5715-01 KERUI2 热处理工艺方案按照材料区分,包括进炉温度,保温时间,保持时间,冷却介质(入水前温度,入水温度),供应商3 硬度试验分布示意图不少于5个点(HBW)。
供应商4 工艺过程图包括温度公差及时间公差,具体工艺过程。
供应商5 热处理过程记录曲线,热处理生产记录。
供应商6 热处理后检验记录(必须由第三方提供)包括机械性能、冲击;必须明确本体取样的位置示意图,不同区域试验不少于三组数据;供应商7 热处理工艺评定结论需要有明确的结论,及相关人员签署。
供应商其他附录资料1 工艺评定用材料的原钢厂质保书/ 供应商2 材料成分复验单/ 供应商3 热处理工艺路线卡/ 供应商4 人员资质证书热处理学会颁发供应商5 设备炉温均匀性报告热电偶校验报告淬火池温度计温度计按照API 附录M要求(2min一次取数据,3min一次取数据)供应商6 设备监视和测量设备的校验报告(温度记录仪)热电偶校验报告淬火池温度计温度计温度记录仪(3个月/次)温度调节仪拉伸设备校验报告(包括引伸计)冲击设备;硬度试验设备(包括显微镜);其他必须的设备;第三方报告供应商7 热处理规程包括热处理的原则性要求供应商8 热处理作业指导书热处理的具体要求供应商9 淬火介质(水或者油或者淬火液)供应商。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
车间
铸造车间
过程名称
铸造(覆膜砂制造、造型、熔炼)
确认日期
确认内容
过程参数控制
序号
确认项目
工艺规定
实际设定
一二1芯盒温度 Nhomakorabea200~280℃
200℃
280℃
2
控制气路气压
0.4~0.6MPa
0.4MPa
0.6MPa
3
射砂气压
0.4~0.6MPa
0.4MPa
0.6MPa
4
结壳时间
6~16秒
16秒
6秒
5
硬化时间
30~60秒
60秒
30秒
6
压缩空气压力
0.6~0.7MPa
0.6MPa
0.7MPa
7
气冲气压
0.35~0.48MPa
0.35MPa
0.48MPa
8
铁水出炉温度
≥1430℃
1430℃
1470℃
操作人员资格确认
操作人员均经过专业知识培训,并考试合格,具备本工序上岗操作资格。
过程参数认可
铸造过程参数合理。
设备
控制
设备符合工艺文件要求,状态标识明确。
原材料
控制
使用的主要原材料均有合格证明及进厂复验合格证。
环境条件控制
环境条件符合工艺要求。
确认结论
该过程的人员经培训合格并具备相应的技能和经验,所使用的设备、工装满足规定要求,工艺参数合理,环境条件受控,经对生产的产品进行测量试验,其尺寸、性能符合规定要求。
经确认:合格
确认单位及人员
质量管理部
技术部
检验计量部
生产制造部
设备管理部
铸造车间