公差原则的应用
公差独立原则的应用场合
公差独立原则的应用场合
公差独立原则是指在工程设计和制造过程中,不同特征的公差应该是相互独立的,这意味着一个特征的公差变化不会影响其他特征的公差。
这个原则的应用场合包括但不限于以下几个方面:
1. 工程设计,在产品设计阶段,当需要确定零件的公差时,公差独立原则可以应用于确保不同特征的公差相互独立。
例如,在设计机械零件时,如果一个特征的公差会影响到另一个特征的公差,就需要重新考虑设计,以确保公差独立原则得以满足。
2. 制造过程,在零件加工和装配过程中,公差独立原则也是至关重要的。
工程师和制造人员需要确保每个特征的公差都是相互独立的,以确保最终产品的质量和性能。
3. 产品装配,在产品装配阶段,公差独立原则可以帮助工程师和装配人员更好地理解和控制零件之间的公差堆积效应,从而确保装配后的产品符合设计要求。
4. 质量控制,在质量控制过程中,公差独立原则可以帮助确定合理的公差范围,并指导制定合适的质量控制方案,以确保产品质
量稳定性和可靠性。
总之,公差独立原则的应用场合涵盖了工程设计、制造过程、
产品装配和质量控制等多个方面,对于确保产品质量和性能具有重
要意义。
在实际工程中,工程师和制造人员需要严格遵守这一原则,以确保产品能够满足设计要求并具有良好的可靠性和稳定性。
公差原则
公差原则在设计零件时,根据功能和互换性要求,对零件重要的几何要素,常常需要同时给定尺寸公差、形状和位置公差。
确定形状和位置公差与尺寸公差之间相互关系所遵循的原则称之为公差原则。
一、术语和定义为了正确理解和应用公差原则,介绍有关术语和定义如下:1. 尺寸用特定单位表示长度值的数字。
在技术图样中和在一定范围内,已注明共同单位(如在尺寸标注中,以mm为通用单位)时,均可只写数字,不写单位。
2. 基本尺寸由设计给定的尺寸。
它是设计者经过计算或根据经验而确定的,通常还应按标准选取。
它是计算极限尺寸和极限偏差的起始尺寸。
孔和轴配合的基本尺寸相同。
3. 实际尺寸通过测量所得的尺寸。
由于存在测量误差,所以实际尺寸并非尺寸的真值。
同时,由于形状误差等影响,在零件的同一表面的不同部位上,其实际尺寸也往往是不等的。
4. 极限尺寸允许尺寸变化的两个界限值。
两个极限尺寸中较大的一个称为最大极限尺寸,较小的一个称为最小极限尺寸(图1-1)。
5. 最大实体状态(简称MMC)和最大实体尺寸(MMS)孔或轴在尺寸公差范围以内,具有材料量最多时的状态称为最大实体状态。
在此状态下的尺寸,称为最大实体尺寸。
它是孔的最小极限尺寸和轴的最大极限尺寸的统称。
6. 最小实体状态(简称LMC)和最小实体尺寸(LMS)孔或轴在尺寸公差范围内,具有材料最少时的状态称为最小实体状态。
在此状态下的尺寸称为最小实体尺寸。
它是孔的最大极限尺寸和轴的最小极限尺寸的统称。
7. 作用尺寸(1)单一要素的作用尺寸(简称作用尺寸):在配合面的全长上,与实际孔内接的最大理想轴的尺寸,称为孔的作用尺寸;与实际轴外接的最小理想孔的尺寸,称为轴的作用尺寸。
由图1-2可知,由于实际孔、轴都有形状误差,当孔和轴配合时,孔显得小了,轴显得大了。
即孔的作用尺寸小于孔的实际尺寸。
因此,能否取得预期的配合效果,不完全取决于孔、轴的实际尺寸,而应同时考虑孔、轴的作用尺寸。
(2)关联要素的作用尺寸(简称关联作用尺寸);指在结合面的全长上,与实际孔内接(或与轴外接)的最大(或最小)理想轴(或孔)的尺寸(B1),而该理想轴(或理想孔)必须与基准要素保持图纸上给定的几何关系(图1-3)。
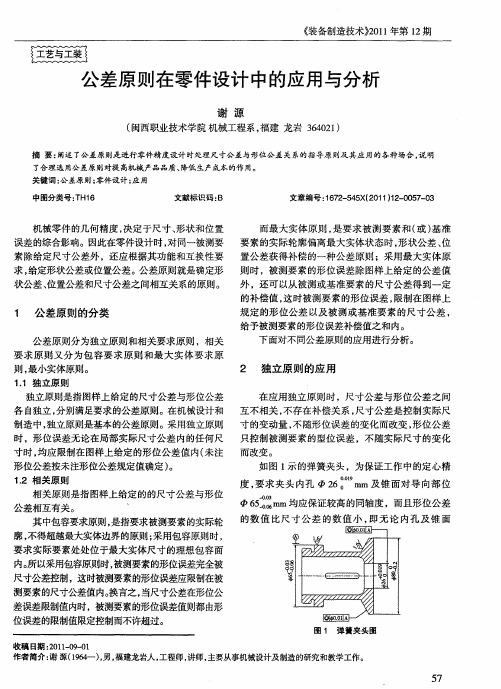
公差原则在零件设计中的应用与分析
5 8
《 装备制造技术)o 1 ) l 年第 1 期 2 2 后达 到较高的配合性质要求 的零件 ,采用关联要 素 寸公差与形位公差综合的结果。 的包容原则 , 既可以保证两方面的要求, 又可以利用尺 寸公差对形位公差的补偿而便于制造。虽然有时实际 形位误差值超过设计值 , 但综合考虑其尺寸公差与形 位公差两者的相互作用 , 还是符合设计要求的。 如图 4 所示 的皮带轮与轴 的装配 ,以及机床 中
图 2 导 向零 件 图
3 m 圆柱部位处于最大实体尺寸时 , 3 m轴 5 m 5 m 线 与 M2 5螺纹 轴线垂 直度必 须 为零 ,当 3 m 2× 5 m 圆柱部位偏离最大实体尺寸时才允许两轴线间垂直度
未注形位公差视为独立原则 ,主要应用在零件 误差存在 , 最大为 0 1 m, 时虽然垂直度误差大 .6 0 m 这 对形位公差要求较低的场合 ,这些部位 的形位公差 于设计上的 0 1 m, . 但却能够保证设计上的要求 。 Om 可 以通过尺寸公差加 以控制 ,或者可以在加工工艺 当按 M 2 5 2 × 螺纹轴线 装配后将使 3 m 圆 5m 过程加 以控制 ,其数值按未注形位公差规定 的数值 柱部位轴线垂直度误差达到 0 1 m,垂直度误 .6 0 m
体原则。 如 图 5所示 ,可知当槽与螺钉 尺寸均处于最小
实体 尺寸时 ,定位槽 对导 向外 圆对 称度虽增 大至 0 6 m, . 但考虑尺寸公差和形 位公差 的综 合作用 的 2m
偏转量 ,仍然不超过设计上允许 的偏转量 04 m, . m 2 这样利用尺寸公差对形位公差进行补偿 ,以扩大形 位公差值 , 方便了制造。 像机器上 的法兰和箱体端盖上 的螺孑 ,往往主 L 要是达到螺栓的互换性装配 ,而对配合性 质并不要
尺寸标准公差
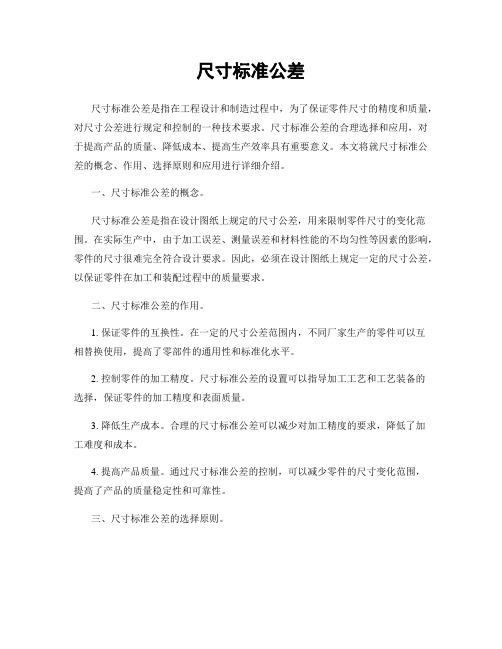
尺寸标准公差尺寸标准公差是指在工程设计和制造过程中,为了保证零件尺寸的精度和质量,对尺寸公差进行规定和控制的一种技术要求。
尺寸标准公差的合理选择和应用,对于提高产品的质量、降低成本、提高生产效率具有重要意义。
本文将就尺寸标准公差的概念、作用、选择原则和应用进行详细介绍。
一、尺寸标准公差的概念。
尺寸标准公差是指在设计图纸上规定的尺寸公差,用来限制零件尺寸的变化范围。
在实际生产中,由于加工误差、测量误差和材料性能的不均匀性等因素的影响,零件的尺寸很难完全符合设计要求。
因此,必须在设计图纸上规定一定的尺寸公差,以保证零件在加工和装配过程中的质量要求。
二、尺寸标准公差的作用。
1. 保证零件的互换性。
在一定的尺寸公差范围内,不同厂家生产的零件可以互相替换使用,提高了零部件的通用性和标准化水平。
2. 控制零件的加工精度。
尺寸标准公差的设置可以指导加工工艺和工艺装备的选择,保证零件的加工精度和表面质量。
3. 降低生产成本。
合理的尺寸标准公差可以减少对加工精度的要求,降低了加工难度和成本。
4. 提高产品质量。
通过尺寸标准公差的控制,可以减少零件的尺寸变化范围,提高了产品的质量稳定性和可靠性。
三、尺寸标准公差的选择原则。
1. 根据零件的功能和使用要求确定。
对于需要密封、传动、定位等功能的零件,应选择较小的尺寸公差;对于外形尺寸较大、结构简单的零件,可以适当放宽尺寸公差。
2. 考虑加工工艺和设备能力。
在选择尺寸标准公差时,必须考虑到加工设备的精度和加工工艺的可行性,避免因尺寸公差过小而导致加工难度和成本的增加。
3. 综合考虑经济性和可靠性。
在确定尺寸标准公差时,必须综合考虑产品的使用要求、生产成本和市场竞争力,寻求经济效益和产品质量的最佳平衡点。
四、尺寸标准公差的应用。
1. 在设计图纸上明确规定。
设计人员在绘制零件图纸时,必须根据零件的功能和使用要求,合理选择和规定尺寸标准公差,确保零件的质量和可靠性。
2. 在加工过程中严格控制。
公差原则应用及答疑
一、術語及其意義
6.實效尺寸
最大實體實效尺寸(MMVS) 最大實體實效狀態下 的體外作用尺寸,稱為最大實體實效尺寸。
單一要素:DMV、dMV 關聯要素:D′MV、d′MV
最小實體實效尺寸(LMVS) 最小實體實效狀態下 的體內作用尺寸,稱為最小實體實效尺寸。
單一要素:DLV、dLV 關聯要素:D′LV、d′LV。
可逆要求
一、術語及其意義
1.局部實際尺寸(Da,da)
指在實際要素的任意正截面上,兩對應點之間測得的距 離。
一、術語及其意義
2.作用尺寸
體外作用尺寸 指在被測要素的給定長度上,與實際內 表面(孔)體外相接的最大理想面,或與實際外表面(軸) 體外相接的最小理想面的直徑或寬度。
單一要素體外作用尺寸
一、術語及其意義
單一要素 在尺寸公差帶後 加注 E
用於被測要 素時
用於基準要 素時
在形位公差框格第二格 公差值後加 M
在形位公差框格相應的 基準要素後加 M
一、術語及其意義
4.實體尺寸
最大實體尺寸(MMS) 實際要素在最大實體狀態下 的極限尺寸,稱為最大實體尺寸。
孔和軸的最大實體尺寸分別用 DM、dM表示。
DM
= Dmin;dM = dmax。
最小實體尺寸(LMS) 實際要素在最小實體狀態下
的極限尺寸,稱為最小實體尺寸。
孔和軸的最小實體尺寸分別用DL、 dL 表示。 DL = Dmax;dL= dmin。
對一批零件而言,每個零件都不一定相同,但每個 零件的體外或體內作用尺寸只有一個。
對於被測實際軸,dfe≥dfi; 對於被測實際孔,Dfe≤Dfi。
一、術語及其意義
3.實體狀態
最大實體狀態(MMC) 實際要素在給定長度上處處 位於極限尺寸之內,並具有材料量最多時的狀態,稱 為最大實體狀態。
公差原则中相关要求的分析及应用

( ) 一 学习型 图书馆是主动、 协作式的馆 员继续教 育模式
所 谓学 习型 图书馆 , 指 能够 敏 锐地 观 察到 图书 馆 内外 环 境 的 是
各种变 化 , 通过 制度化 和有 组织 的形式 捕获 信 息 , 理 和使 用各 种知 管 识和技 术 , 并对 各种 变化及 时作 出调整 , 得图 书馆 作为 一个 整 体 系 使
L —
I _ _
理越过舞 f 鞋
蚓
体垃 )
坪搬曲
f 盛 奄 协4 他 ’
艘 b
)
() 2 当轴 的局部 实际 尺 寸处 于最 大 实体 尺 寸与 最 小实 体 尺寸 之
间, d 即 =I9 8时 ; 1. 对 于图 1 实 际 尺寸 没 有 充满 最 大 实体 尺 寸 形 成 的 整 个边 界 区 ,
引 言 公 差原则 …是用 来处 理 尺 寸 公差 与形 位 公差 之 间 关 系 的方 法 。
一
、
≤ D ; D =D
~
外 表面 ( ) ≤d = 一 十t d d = d ) 轴 d d 且 = ~ d = 。
4 含义 不 同” 、 () 1 当轴 的局部实 际 尺寸处 处 为最 大实 体 尺 寸 , d d 即 . =Io 2
d l I2 —Io 1 = o 1 见 示意 图 b 。 =, f o 2 . l I . ( )
一
一 - I
一 ・…
…
一
一
i
一 一…一
一
理想边界 ( 晟太实体边界)
理甚边羿 r 太空体实教边徉) 最
一
星盘瘩 盛
土
照 俘 蕊 埘 t 蔓 ,
1
第六节公差原则与实例分析
第六节公差原则与实例分析公差原则是指在产品设计与制造中,为了保证产品的质量和相互替换的可行性,针对不同的零部件和工艺要求制定适当的公差范围。
公差原则是实现产品交货质量的保证,同时也是确保产品生产制造的可行性的基础。
以下将通过实例分析来说明公差原则的具体应用。
首先,我们以一家汽车制造公司的生产线为例。
在汽车制造过程中,涉及到各种零部件的加工与安装,每个零部件都有其特定的公差范围。
例如,在车轮与车轴的安装过程中,需要考虑车轮与车轴的匹配度,确保安装后的车轮能够正常转动且不会出现偏差。
为此,汽车制造公司需要制定车轮与车轴的公差范围,例如车轮直径与车轴直径之间的公差为±0.1mm,以保证车轮能够在安装后的车轴上正常运转。
其次,我们以手机制造公司的生产线为例。
在手机制造过程中,涉及到各种零部件的加工与组装,如屏幕、电池、摄像头等。
每个零部件都有其特定的公差范围。
例如,在手机屏幕的制造过程中,需要考虑屏幕的大小、厚度以及显示效果等因素。
为此,手机制造公司需要制定屏幕尺寸与厚度的公差范围,以确保不同批次的屏幕能够正常安装在手机上,并且显示效果一致。
此外,公差原则还可应用于其他领域,如家电制造、航空航天、机械制造等。
在家电制造中,例如电视机的组装过程中需要考虑屏幕的尺寸、显示效果、音质等因素,为此需要制定相应的公差范围。
在航空航天领域中,飞机的液压系统需要涉及到各种油管的连接与安装,为了确保油管的密封性和可靠性,需要制定油管的公差范围。
在机械制造中,例如机器零件的加工与组装过程中需要考虑零件的尺寸、配合度等因素,制定适当的公差范围确保零件的互换性和装配的可行性。
综上所述,公差原则在产品设计与制造过程中起到了至关重要的作用。
通过合理制定公差范围,可以保证产品质量,提高产品的可替换性和互换性。
不同的产品领域和行业在应用公差原则时需要考虑不同的因素和要求,制定相应的公差范围。
通过实例分析,我们可以看到公差原则的具体应用,为产品交付的质量提供了保证。
《公差原则》标准的分析及应用-最小实体要求和可逆要求
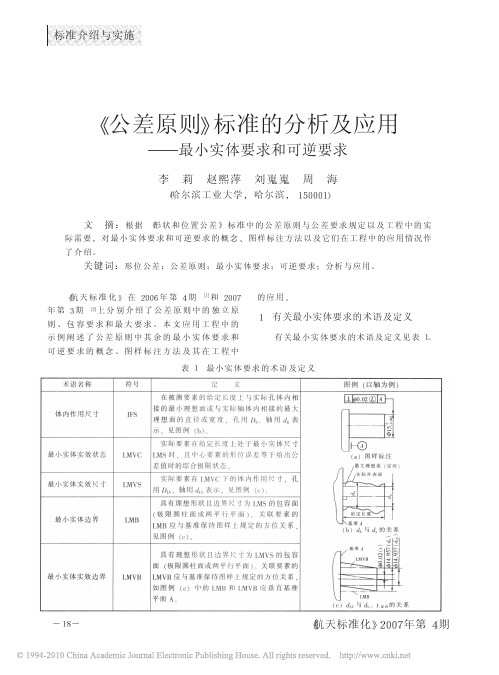
《航 天 标 准 化 》 在 2006 年 第 4 期 [ 1] 和 2007 年第 3 期 [2] 上 分 别 介 绍 了 公 差 原 则 中 的 独 立 原 则、包容要求和最大要求。本文应用工程中的 示例阐述了公差原则中其余的最小实体要求和 可逆要求的概念、图样标注方法及其在工程中
对 于 内 表 面 ( 孔 ) : Dfi≤DLV=DL+t=Dmax+t, 且 Da≥DM=Dmin;
+0 .25
!8 0 !0.4 + A
!8.65 ( DLV)
6 A
f=t=!0.4 6
2.1.2 最小实体要求应用于被测要素的含义 最小实体要求应用于被测要素时, 图样上标
注的形位公差值是被测要素处于最小实体状态下 给出的公差值, 并且用最小实体实效边界控制该 要素的实际尺寸和形位误差。即被测要素的体内 作用尺寸不得超越其最小实体实效尺寸, 实际尺 寸不得超出其极限尺寸。当实际尺寸偏离最小实 体尺寸的条件下, 允许被测要素的尺寸公差补偿 其形位公差, 其补偿关系可用下例说明。
b) 基准要素的实际尺寸不得超出其极限尺 寸的范围。 2.3 最小实体要求的应用
最小实体要求主要应用于以下两种情况。 a) 在产品零件设计中, 为了保证实际壁厚 大于最小极限值的强度要求 ( 如图 1 和图 2 示 例) , 不能采用独立原则, 因其允许的位置公差 值是不变的, 它不能充分利用尺寸公差, 带来最 佳的经济效益; 也不能采用最大实体要求来实现 同时保证被测要素所要求的位置公差和最小壁 厚; 而只有采用最小实体要求, 方可达到壁厚的 设计要求。 b) 为了控制零件表面至中心要素的最大距 离等功能要求, 如图 3 所示, 应用最小实体要求 来限制转盘槽的侧面至理想中心平面的最大 距离。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
20(dM)
20 19.99
0 0.01
最大实体边界
19.98
19.97
0.02
0.03
轴线直线度 最大实体要求
0.1 M
直线度/mm
13
/ 50
0.4
0.3 0.2 0.1
20(dM)
19.7(dL)
0.3 0.2 0.1
0
实际尺寸/mm
20(dM)
20.1(dMV)
几何规范
公差设计与检测 互换性与技术测量
D45•公差原则应用
公差原则
尺寸公差与几何公差相互关系的原则 保证孔、轴配合性质
公差原则 独立原则 包容要求Ⓔ 最大实体要求Ⓜ 相关要求 最小实体要求Ⓛ 可逆最小实体要求ⓁⓇ
2
/ 61
保证可装配性、批量 生产的互换性
可逆最大实体要求ⓂⓇ
保证抗磨损性、零件 强度、最小壁厚、最 小边距、加工余量等
0.1
20.1(dMV)
轴线直线度 最大实体要求 包容要求
14
/ 50
19.97(dL)
0 M
最大实体边界 最大实体实效边界
20(dM)
0.03
轴线直线度 最大实体要求
15
/ 50
中心平面平面度 最大实体要求
16
/ 50
17
/ 50
方向公差 应用公差原则
方向公差 最大实体要求
18
45
/ 50
车身应用
46
/ 50
车身应用
47
/ 50
车身应用
48
/ 50
车身应用
49
/ 50
50
/ 50
尺寸 最大实体要求
41
/ 50
Ø10.5
Xmax Xmin
= 20 – 9.9/2 – 9.7/2 = 10.2 mm = 20 – 10.1/2 – 10.5/2 = 9.7 mm = 20 – 10.1/2 – (10.1 – 9.7/2) = 9.7 mm
尺寸 最大实体要求
42
/ 50
Ø10.5
Ø10.3
Xmax Xmin
= 20 – 9.9/2 – 9.7/2 = 10.2 mm = 20 –10.3/2 – 10.5/2 = 9.6 mm = 20 – (10.1 – 9.9/2) – (10.1 – 9.7/2) = 9.6 mm
43
/ 50
汽车零件实例
车身应用
44
/ 50
车身应用
/ 50
非圆尺寸要素位置度 最大实体要求
27
/ 50
复合位置度 最大实体要求
28
/ 50
保证最小壁厚 最小实体要求
29
/ 50
保证最小壁厚 最小实体要求
30
/ 50
保证键槽中心 最小实体要求
31
/ 50
基准应用 最大实体要求
32
/ 50
基准应用 最大实体要求
33
/ 50
基准应用 最大实体要求
/ 50
轴线平行度 最大实体要求
19
/ 50
轴线平行度 最大实体要求
20
/ 50
轴线垂直度 最大实体要求
21
/ 50
轴线垂直度 最大实体要求
22
/ 50
轴线垂直度 最大实体要求
23
/ 50
24
/ 50
位置公差 应用公差原则
位置公差 最大实体要求
25
/ 50
轴线位置度 最大实体要求
26
独立原则 Ⓘ
ISO 缺省公差原则:
3
/ 50
独立原则
ASME 缺省公差原则(Rule #1):
包容要求
ASME 第二公差原则(Rule #2):
独立原则 Ⓘ
相关要求 Ⓔ Ⓜ Ⓛ Ⓡ
只能够用于约束尺寸要素:
孔、轴 凸台、槽 内、外螺纹 内、外圆柱 …
4
/ 50
只能够用于的几何公差项目:
9
/ 50
10
/ 50
形状公差 应用公差原则
轴线直线度 包容要求
11
/ 50
轴线直线度 包容要求
直线度/mm 0.03
12
பைடு நூலகம்
/ 50
0.02
0.01 0
19.97(dL) 20(dM)
实际尺寸/mm
19.97(dL)
动态公差示意图
0.03
公差补偿示意计算
被测要素 实际尺寸 允许的 直线度误差
直线度、平面度 平行度、垂直度、倾斜度 同轴度、对称度、位置度
包容要求Ⓔ
常用于保证孔、轴的配合性质 用在孔轴的尺寸和形状相互作用、相互影响的情况下
5
/ 50
包容要求Ⓔ
6
/ 50
常用于需要保证最小间隙时。如在热力机械中的零件或在高速运转中的零 件,遇热易膨胀,为了避免在工作中卡死,需要保证最小间隙 常用于需要保证最大过盈时。如薄壁套筒零件,需采用过盈配合或过渡配 合,又不允许过盈量太大,装配时容易开裂 可以用光滑极限量规来检测,通规体现最大实体边界,止规控制最小实体 尺寸
34
/ 50
基准应用 最大实体要求
35
/ 50
基准应用 最大实体要求
36
/ 50
基准应用 最大实体要求
37
/ 50
基准应用 最大实体要求
38
/ 50
基准应用 最大实体要求
39
/ 50
尺寸 最大实体要求
40
/ 50
Ø7.4
Ø17.8
Xmax Xmin
= 30 – 5.8/2 – 15.8/2 = 19.2 mm = 30 – 17.8/2 – 7.4/2 = 17.4 mm = 30 – (16.8 – 15.8/2) – (6.6 – 5.8/2) = 17.4 mm
最大实体要求Ⓜ
用在特征的尺寸和位置相互作用,相互影响的情况下 可以用功能量规来检测,通规体现最大实体边界,止规控制 最小实体尺寸
7
/ 50
最大实体要求Ⓜ
在保证零件可装配性要求时,降低了加工难度,同时降低了 检验的成本
8
/ 50
最小实体要求Ⓛ
用在特征的尺寸和位置相互作用,相互影响的情况下 使用于保证孔边厚度和轴的强度的场合,配合孔对导向 销起到定位作用,如装配时需要导向的零件