螺栓断裂失效原因分析
45K冷镦钢螺栓装配过程断裂失效分析

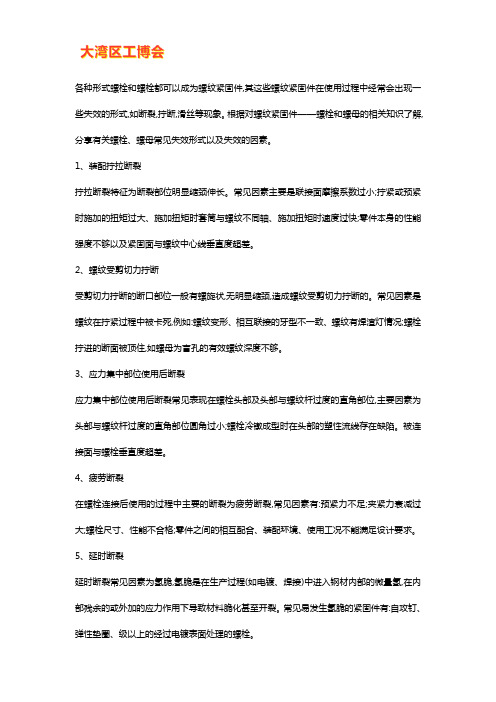
(3)扫描电镜检测 采用 SIGMA 300扫描电子显微镜,对 螺栓失效件断口进行检测。六 角凸缘端断口为圆锥形凸起,螺 杆端断口为圆锥形凹坑。对六角 突缘端圆锥凸起断口进行检测, 图2a所示左侧为六角突缘端断口 的螺牙齿顶外缘,右侧为断口中 心凸起圆锥面。距螺杆螺牙底槽 部位存在周向开裂的裂纹,裂纹 呈多条平行条纹,表明材料表 面强度极低。图2a中红框区域的 倍率经放大,螺牙底槽裂纹显示 多源台阶的应力开裂特征。该处 存在应力集中现象,而且材料表 面强度低,因而存在多条多源台
(%)
45K钢 标准值 实测值 评价
C 0.42~0.48
0.478 符合
Si 0.10~0.35
0.159 符合
Mn 0.60~0.90
0.703 符合
P ≤0.030 0.019
符合
S ≤0.035 0.009
符合
表2 失效件样品表面硬度测试结果
(HRC)
检测点 实测值 规范值
1 25.68
2 25.22
14 2018年 第10期
热加工
螺栓断裂件上截取试样,采用 ARL8860火花放电直读光谱仪进 行化学成分检测。依据标准JIS
螺母锁紧位置
(a)螺栓装配图
六角凸缘部位裂部位
螺杆端
(c)螺栓断裂件 图1 螺栓成品及断裂件
G3507-1-2010《冷镦用碳素钢 第1部分:盘条》进行判定,化学 成分符合规范要求(见表1)。
F racture Failure
断裂失效
阶裂纹源的开裂特征形貌(见图 2b),由此推断螺牙底槽部位属 于断口的断裂起始区。
螺栓断口失效分析

1、解理断裂(大多数情况下为脆性断裂)2、剪切断裂1、静载断裂(拉伸断裂、扭转断裂)2、冲击断裂3、疲劳断裂1、低温冷脆断裂2、静载延滞断裂(静载断裂)3、应力腐蚀断裂4、氢脆断裂断口微观形貌(图3/4/5/6),断口呈脆性特征,表面微观形貌为冰糖状沿晶断裂,芯部为沿晶+准解理断裂,在断裂的晶面上有细小的发纹状形貌。
结论:零件为沿晶断裂的脆性断口。
断口呈脆性特征,表面微观形貌沿晶断裂,芯部为准解理断裂;终断区(图4)微观为丝状韧窝形貌,为最终撕裂区结论:断口为脆性断裂宏观断口无缩颈现象且微观组织多处存在剪切韧窝形貌,为剪切过载断裂断口。
综上分析:零件为氢脆导致的断裂,氢进入钢后常沿晶界处聚集,导致晶界催化,形成沿晶裂纹并扩展,导致断面承载能力较弱,最终超过其承载极限导致断裂典型氢脆断口的宏观形貌如右图所示:氢脆又称氢致断裂失效是由于氢渗入金属内部导致损伤,从而使金属零件在低于材料屈服极限的静应力持续作用下导致的失效。
氢脆多发生于螺纹牙底或头部与杆部过渡位置等应力集中处。
断口附近无明显塑性变形,断口平齐,结构粗糙,氢脆断裂区呈结晶颗粒状,一般可见放射棱线。
色泽亮灰,断面干净,无腐蚀产物。
应力腐蚀也属于静载延滞断裂,其断口宏观形貌与一般的脆性断口相似,断口平齐而光亮,且与正应力相垂直,断口上常有人字纹或放射花样。
裂纹源区、扩展区通常色泽暗灰,伴有腐蚀产物或点蚀坑,离裂纹源区越近,腐蚀产物越多。
应力腐蚀断面最显著宏观形貌特征是裂纹源表面存在腐蚀介质成分贝纹线是疲劳断口最突出的宏观形貌特征,是鉴别疲劳断口的重要宏观依据。
如果在宏观上观察到贝壳状条纹时,在微观上观察到疲劳辉纹,可以判别这个断口属于疲劳断口。
螺栓、螺母失效形式及因素
各种形式螺栓和螺栓都可以成为螺纹紧固件,其这些螺纹紧固件在使用过程中经常会出现一些失效的形式,如断裂,拧断,滑丝等现象。
根据对螺纹紧固件——螺栓和螺母的相关知识了解,分享有关螺栓、螺母常见失效形式以及失效的因素。
1、装配拧拉断裂拧拉断裂特征为断裂部位明显缩颈伸长。
常见因素主要是联接面摩擦系数过小;拧紧或预紧时施加的扭矩过大、施加扭矩时套筒与螺纹不同轴、施加扭矩时速度过快;零件本身的性能强度不够以及紧固面与螺纹中心线垂直度超差。
2、螺纹受剪切力拧断受剪切力拧断的断口部位一般有螺旋状,无明显缩颈,造成螺纹受剪切力拧断的。
常见因素是螺纹在拧紧过程中被卡死,例如:螺纹变形、相互联接的牙型不一致、螺纹有焊渣灯情况;螺栓拧进的断面被顶住,如螺母为盲孔的有效螺纹深度不够。
3、应力集中部位使用后断裂应力集中部位使用后断裂常见表现在螺栓头部及头部与螺纹杆过度的直角部位,主要因素为头部与螺纹杆过度的直角部位圆角过小;螺栓冷镦成型时在头部的塑性流线存在缺陷。
被连接面与螺栓垂直度超差。
4、疲劳断裂在螺栓连接后使用的过程中主要的断裂为疲劳断裂,常见因素有:预紧力不足;夹紧力衰减过大;螺栓尺寸、性能不合格;零件之间的相互配合、装配环境、使用工况不能满足设计要求。
5、延时断裂延时断裂常见因素为氢脆,氢脆是在生产过程(如电镀、焊接)中进入钢材内部的微量氢,在内部残余的或外加的应力作用下导致材料脆化甚至开裂。
常见易发生氢脆的紧固件有:自攻钉、弹性垫圈、级以上的经过电镀表面处理的螺栓。
6、零件扭矩报警零件扭矩报警常见发生在通过角度法控制扭矩的螺栓装配过程中。
主要因素有:原因为零件的装配扭矩控制范围不合理,表现为设定控制范围过小、控制范围往上或往下偏移。
没有预紧到预设角度,扭矩达到上限报警:因素为零件本身摩擦系数超上限、零件配合摩擦系数超上限、零件之间干涉,造成装配扭矩急剧上升。
正常装配,扭矩下限报警:因素为零件本身摩擦系数超下限或零件配合摩擦系数超下限,零件拧入时贴合扭矩大于初始扭矩(也即拧入力矩消耗过大),常见于锁紧螺母的拧紧。
12.9级高强度螺栓断裂原因分析

~测试与分析-12. 9级高强度螺栓断裂原因分析焦丽1,赵英军1,张伟民2,孙晓东1,周兰梅1(1.河北华北柴油机有限责任公司,河北石家庄050081;2.陆军装备部驻北京地区军事代表局驻石家庄地区第三军事代表室,河北石家庄050081 )摘要:柴油机12.9级高强度螺栓材料为42C r M 〇钢,在紧固过程中发生断裂。
对断裂的螺栓进行了宏观 检验、化学成分分析、锻造纤维流线检验和金相检验,并检查了螺栓的加工工艺,以揭示其断裂的原 因。
结果表明:螺栓在镦锻过程中,头-杆结合部产生了裂纹,大大减小了螺栓的有效承载面积,在 紧固力的作用下发生断裂。
检查发现,螺栓有因热处理不当而产生的脱碳,但这不是造成螺栓断裂 的原因。
关键词:高强度螺栓;镦锻;断裂中图分类号:T G 157文献标志码:A文章编号:1008-丨690(2020)04-0042-04Analysis on Fracturing of 12.9 Grade High-strength BoltJIAO Li' , ZHAO Yingjun 1 , ZHANG Weimin2, SUN Xiaodong' , ZHOU Lanmei 1(1. H e b e i H u a b e i Diesel E n g i n e Co., Ltd., Shijiazhuang 050081 , H e b e i C h i n a ;2. 3th Military Representative Office in Shijiazhuang Reg io n of Military Representative B u r e a uof the A r m y A r m a m e n t D ep a r t m e n t in Beijing, Shijiazhuang 050081 , H e b e i China)Abstract : T h e 12.9 grade high-strength bolts of diesel engine, m a d e from 42C r M o steel, fractured in the processof fastening. T h e fractured bolt w a s tested for macroscopic a p p e a r a n c e , chemical c omposition, forged fibre flow a n d microstructure, a n d its work i ng process also w a s c h e c k e d , to discover the reason w h y i t fracturing. T h e results s h o w e d that crack e m a n a t e d from head-rod joint of the bolt during upsetting. A s a result, effective load-bearing area of the bolt w a s considerably reduced, thus fracturing under the action of fastening force. It w a s revealed from the examination that the bolt exhibited decarburization du e to the fault in heat treatment but this is not the cause of the bolt fracturing.Key words : high-strength bolt ; upsetting ; fracturing〇引言螺栓是普遍使用的紧固件,常被称为工业之 米[|]。
螺栓连接的主要失效形式

螺栓连接的主要失效形式螺栓连接是机械工程中常用的一种连接方式,其可靠性对于机械设备的正常运行至关重要。
然而,由于螺栓连接在使用过程中受到多种因素的影响,其失效形式也较为复杂。
本文将从主要失效形式、影响因素及预防措施等方面进行详细介绍。
一、主要失效形式1. 拉伸断裂拉伸断裂是螺栓连接最常见的失效形式之一。
当受力过大或者螺栓材料强度不足时,螺纹部分会发生塑性变形,最终导致拉伸断裂。
此外,若螺纹部分存在缺陷或者加工不良,则也容易造成拉伸断裂。
2. 剪切破坏剪切破坏是指在承受剪切应力时,螺栓产生塑性变形而导致破坏。
这种失效形式通常出现在高速旋转设备或者高速运动设备中。
3. 疲劳破坏疲劳破坏是指由于长期交替载荷作用下,螺栓材料受到循环应力而导致的破坏。
这种失效形式通常出现在机械设备长期使用过程中。
4. 腐蚀破坏腐蚀破坏是指由于螺栓表面受到化学物质或者大气环境的侵蚀而导致的破坏。
这种失效形式通常出现在海洋设备或者潮湿环境下的机械设备中。
二、影响因素1. 材料选择材料选择是影响螺栓连接可靠性的重要因素之一。
不同材料具有不同的强度和耐久性,因此需要根据具体使用情况选择合适的材料。
2. 加工工艺加工工艺也是影响螺栓连接可靠性的重要因素之一。
加工精度和表面光洁度对于螺纹部分的质量有着直接影响,因此需要保证加工精度和表面光洁度符合标准要求。
3. 使用环境使用环境也是影响螺栓连接可靠性的重要因素之一。
不同使用环境下,对于螺栓连接所承受的载荷和腐蚀程度都有着不同的影响,因此需要根据具体使用环境选择合适的螺栓材料和防护措施。
4. 安装方法安装方法也是影响螺栓连接可靠性的重要因素之一。
正确的安装方法可以保证螺栓连接的质量和可靠性,而错误的安装方法则容易导致螺栓连接失效。
三、预防措施1. 材料选择在选择材料时,需要根据具体使用情况选择合适的材料。
一般来说,高强度材料可以提高螺栓连接的承载能力和耐久性。
2. 加工工艺在加工过程中,需要保证加工精度和表面光洁度符合标准要求。
SCM435螺栓断裂失效分析
s261体视显微镜下对断口进一步观察,断面干净、色泽呈亮灰色、结构粗糙,可观察到断裂的起源位于螺栓的近表面应力集中处,裂纹快速扩展区及剪切唇都明显可见,具有脆性断裂的典型特征。
图3所示为螺栓断口体视显微形貌。
用JSM-IT300扫描电镜对断口进行观察分析,断1#与断2#裂纹源位置相同,但裂纹源处并未发现有非金属夹杂等其他缺陷,整个断口都呈沿晶断裂,属脆性断裂。
图4、图5所示为断口扫描电镜形貌。
(3)化学成分分析 用ARL4460直读光谱仪对4根螺栓进行化学成分分析,螺栓化学成分如表1所示。
结果表明,2根失效螺栓化学成分与2根未失效螺栓化学成分基本一致,且都符合标准规定。
(4)微观组织检验 将1#断裂螺栓和4#未断螺栓切据后加工成金相试样,用4%硝酸酒精腐(a )断裂1 (b )断裂2图3 螺栓断口体视显微形貌图4 1#断口扫描电镜形貌有微小次生裂纹,呈沿晶断裂特征。
1#和4#螺栓都呈现回火马氏体组织,马氏体位向特征明显,马氏体板条界和板条内部析出大量细小的碳化物颗粒。
组织中也存在一定数量的大颗粒碳化物,该碳化物尺寸在1μm 左右,为奥氏体化时未溶碳化物,如图6、图7所示。
(5)维氏硬度检测 将1#断裂螺栓沿中心纵向剖开(见图8),在维氏硬度试验机上进行硬度检测,结果(见表2)未见异常,符合标准要求。
(6)非金属夹杂物金相评级检验 按GB/T10561—2005规定A 法对1#、4#螺栓进行非金属夹杂物评级。
从夹杂物评级中未(a ) (b )图1 1#断裂螺栓的宏观形貌(a ) (b )图2 2#断裂螺栓的宏观形貌蚀,在金相显微镜和扫描电镜下观察,1#试样在裂纹源处发现(a)(b)(c)(d)图6 1#螺栓次生裂纹形貌和扫描电镜组织形貌(a)(b)图7 4#螺栓扫描组织形貌图8 1#螺栓硬度检测部位表2 1#螺栓硬度检测结果(HV)位置Min Max平均纵向404418410.9横向405416408.6图5 2#断口扫描电镜形貌表1 螺栓化学成分(质量分数)(%)螺栓C Si Mn P S Cr Mo Al 1#(断裂)0.370.230.750.0170.0020.990.190.029 2#(断裂)0.380.220.770.0160.0020.980.180.031 3#(未断裂)0.370.250.760.0170.0020.980.190.030 4#(未断裂)0.360.240.760.0170.002 1.000.180.031图9 1#断裂螺栓氢析出曲线图10 4#未断螺栓氢析出曲线断裂特征。
六角法兰螺栓潜在失效模式及后果分析

六角法兰螺栓潜在失效模式及后果分析六角法兰螺栓是一种常见的紧固元件,用于连接管道、阀门和设备。
由于六角法兰螺栓承受着重要的结构连接任务,其失效可能会导致严重的后果。
因此,对六角法兰螺栓的潜在失效模式及后果进行分析,对于确保工程的安全性和可靠性至关重要。
1.螺栓断裂:螺栓材料的强度不足、材料缺陷、超负荷加载等因素可能导致螺栓断裂。
2.松动:由于振动、温度变化、松弛力等原因,螺栓可能会松动,从而导致连接失效。
3.腐蚀:腐蚀是螺栓失效的常见原因之一、特别是在潮湿、腐蚀介质下,螺栓易受腐蚀侵蚀,导致其强度下降。
4.疲劳破坏:长时间受到连续加载作用,螺栓可能会出现疲劳断裂,尤其是在循环加载下,这种破坏模式很常见。
5.错误组装:错误的组装过程可能导致螺栓失效。
例如,过度或不足的紧固力、螺栓弯曲、螺纹错配等都可能导致连接失效。
螺栓失效可能带来的后果包括以下几个方面:1.结构失稳:如果连接处的螺栓失效,可能导致整个结构的失稳,如管道或设备松动、倾斜,甚至瓦解,严重时可能引发事故。
2.泄漏:螺栓的失效可能导致紧固面之间的密封性能下降,导致泄漏发生。
根据泄漏介质的性质,可能引起环境污染、化学反应等问题。
3.安全事故:如果螺栓在承受外力的情况下突然断裂,可能会导致设备的失控,引发安全事故,例如火灾、爆炸等。
4.设备故障:失效的螺栓可能导致设备无法正常运行,影响工业生产。
需要进行维修或更换螺栓,造成生产停机时间、额外的维修成本等。
为了预防和减轻六角法兰螺栓失效可能带来的影响,以下几个方面需要注意:1.正确选择材料:根据工程要求选择合适的螺栓材料,保证其强度、耐腐蚀性能等满足使用条件。
2.正确安装和拧紧:根据设计要求进行正确的组装和紧固,避免过度或不足,并确保螺栓拧紧力均匀分布。
3.定期检查和维护:定期检查和维护六角法兰螺栓,包括检查紧固力、疲劳破坏等情况,及时发现问题并进行修复或更换。
4.使用合适的润滑剂:在螺栓组装过程中,使用合适的润滑剂,减少干摩擦,提高螺栓的紧固效果。
关于螺栓产生的问题的短篇

关于螺栓产生的问题及分析
一、螺栓松动
问题描述:螺栓在紧固后,经过一段时间或振动后,出现松动现象,导致连接部位出现间隙或产生移位。
原因分析:
1. 螺栓与螺母之间的摩擦系数不够,导致自锁能力不足。
2. 紧固时未使用合适的工具或方法,导致预紧力不足或预紧力不均匀。
3. 螺栓与被连接件之间的振动或冲击,导致螺栓松动。
解决方案:
1. 使用摩擦系数较高的螺母或添加垫片来增加摩擦力。
2. 使用合适的工具进行紧固,确保预紧力均匀且足够大。
3. 在连接部位增加防松装置,如弹簧垫圈、止动垫圈等。
二、螺栓断裂
问题描述:螺栓在受力或振动后,发生断裂现象,导致连接失效。
原因分析:
1. 螺栓材料存在缺陷,如夹杂物、气孔等。
2. 螺栓制造工艺不当,如热处理不当、机械加工过度等。
3. 螺栓受力过大或疲劳损伤,导致应力集中部位发生断裂。
4. 螺栓装配时受到损坏或碰撞。
解决方案:
1. 使用合格的材料,确保材料质量符合要求。
2. 严格控制制造工艺,确保螺栓质量稳定可靠。
3. 根据受力情况选择合适的螺栓规格和材料。
4. 确保装配时螺栓不受损坏或碰撞。
5. 加强定期检查和维护,及时更换受损螺栓。
三、螺栓腐蚀
问题描述:螺栓在使用过程中受到腐蚀,导致连接部位失效或产生安全隐患。
原因分析:
1. 螺栓材料不耐腐蚀,如普通碳钢螺栓在潮湿环境中容易生锈。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
测试与分析
螺栓断裂失效原因分析
华南理工大学机电系(广州 510641) 高 岩 李 林 许麟康
【摘要】 合金结构钢(相当于我国35CrMo钢)制螺栓用于空调压缩机内连接气缸体与气缸盖,在生产线上用气动搬手装配时相当部分发生断裂。
失效分析结果表明,机加工时螺纹根部及表面形成微裂纹,以及回火不足,硬度偏高,共同造成了螺栓失效。
关键词:低合金钢 螺栓 微裂纹
F ailure Analysis on the Fracture of Bolts
G ao Yan,Li Lin,Xu Linkang
(Department of Mechano2Electronic Engineering,S outh China University of Technology,Guangzhou510641)【Abstract】 A batch of bolts with size of M4×1135used to connect cylinder body and cover of air conditioner com pressor were made of imported low alloy steel close to35CrMo in com position1However,a great proportion of the bolts fractured when being assembled us2 ing pneumatic spanner1After failure analysis,it was found that the main reason for the ru pture of bolts was the micro2cracks induced by machining.At the same time,non2enough tempering which resulted in the brittleness of the material also accounted for the fracture1 K ey w ords:low alloy steel,bolt,micro2crack
某标准件公司一批螺栓,规格为M4×1135,材料为合金结构钢,相当于我国的35CrMo钢,冷墩头部,搓制螺纹,热处理工艺为淬火+回火,并进行发兰处理,规定σb>1000MPa, (32~38)HRC。
螺栓用于空调压缩机内连接气缸体与气缸盖,但在生产线上用气动搬手装配时相当部分螺栓在与螺栓交截的第二、第三螺纹牙根处发生断裂。
我们对该批螺栓的断裂原因进行了分析。
1 金相观察及硬度分析
在一批断裂螺栓中随机选取2个断裂螺栓头,将其沿轴向剖开,制备轴向剖面的金相试样,抛光状态(未侵蚀)下可见在螺纹尖端和根部有明显裂纹存在(图略);这些微裂纹由于高度的应力集中,在外力作用下极容易发生失稳扩展,从而导致螺栓断裂。
将上述抛光态试样用3%硝酸酒精溶液侵蚀后在显微镜下观察,发现其组织形态都很相似,为保持原马氏体位向的回火索氏体,见图1所示。
35CrMo钢用作螺栓时,应有较好的综合力学性能,其组织应以调质状态为佳,即淬火+回火后得到回火索氏体。
而本例中螺栓组织状态虽是回火索氏体,但原马氏体位向十分明显,显然会使材料的塑性和韧性受损,脆性增加,材料硬度也会增加。
沿螺牙顶端到根部依次打硬度,所得结果见表1,可见硬度范围为(37~41)HRC,偏高于螺栓规定的硬度范围。
螺栓硬度偏高的原因主要是回火不足或不充分造成的。
2 扫描电镜观察分析
为弄清螺栓断裂的机理,按断口形貌特征选取了9个样品,将其用物理方法清洗干净后置于扫描电镜下进行观察,发现断口有3种类型:第1类是断口边缘只有一个剪切唇(1号样品),第2类是断口边缘有2个剪切唇(2号样品),第3
高岩:女,35岁,工学硕士,讲师,曾以访问学者身份在葡萄牙焊接质量研究所(ISQ)工作,兼任中国机械工程学会失效分析分会失效分析工程师。
主要从事高温合金,金属材料的腐蚀与防护,失效分析及工业设备寿命评估等方面的工作。
已在国内外学术刊物上发表论文10余篇。
收稿日期:1997年8月19
日。
图1 螺栓基体组织 ×500
表1 螺栓的硬度HRC
选点12345
试样14137393937
试样24039.5413937
类是断口边缘有3个剪切唇(3号样品),且以第3类断口数量居多。
图2是2号样品的宏观断口形貌。
这些断口边缘除剪切唇处或凸起或凹进以外,其余边缘处都较平滑,这与一般断裂由心部起源,最后断裂边缘处为杯口状剪切唇的断口形貌特征显然不同,而且,从断口的放射辉纹的走向看,断裂的起源都在断口的边缘即螺纹的根部上,而不是在螺栓的心部。
对3类断口分别在扫描电镜下进行了详细的观察,图3a~3d 为2号样品的微观形貌。
a是始断区,从右侧的螺纹面上可见明显发兰处理后的表面氧化膜,在螺纹面与断口的交界处(即螺纹根部)可见二次裂纹和摩擦痕存在;将a放大至b,可见摩擦痕底下是氧化物,而摩擦痕明显位于断口一侧,由此可以推断:此摩擦痕处在断裂前就已经有裂纹存在,裂纹为搓制螺纹时所产生,在随后的发兰处理过程中此裂纹内部也进行了发兰处理,形成了氧化膜,其形态与螺旋表面的发兰膜相
43《金属热处理》1998年第2期
图2 2号断口的低倍形貌
似,在生产线上装配时,此裂纹作为裂纹源,在外力作用下迅
速发生失稳扩展,导致螺栓被扭断,而其上的氧化膜也在扭断过程中受摩擦而形成摩擦痕;c 是a 中断口部位的局部放大,可见为典型的韧窝聚集型断口;d 是靠近终断区的形貌,可见终断区仍为韧窝聚集型断裂,只是与始断区相比,终断区的韧窝有被拉长的痕迹。
图4是1号样品始断区低倍形貌,可见断口与螺纹面交界处有一厚薄不均匀的发黑区域,将其放大时其特征与2号样品始断区特征相同;对其余断口也进行了观察,发现其特征与1号、2号样品的特征都相同。
由此可见,虽然上述3类断口宏观形貌有些不同,但其微观断裂机理都是一致的,即都是以螺纹根部的搓制裂纹为断
图3 2号样品的微观形貌
(a )始断区 (b )始断区 (c )中心区 (d )
终断区
图4 1号样品始断区的微观形貌
裂起源处,在生产装配应力作用下裂纹发生失稳扩展,引起螺
栓瞬间断裂。
断口宏观剪切唇数量的不同主要与螺纹根部的裂纹源数目不同有关。
3 结论
(1)在搓制螺纹过程中在螺纹根部及表面形成了微裂
纹,这些微裂纹在随后的生产装配应力作用下迅速发生失稳扩展,造成螺栓瞬间发生多源或单源断裂失效。
(2)螺栓回火不足,硬度偏高,造成材料脆性增加,这有助于裂纹的失稳扩展。
(3)螺栓断裂虽是在外部装配应力作用下的瞬间断裂,但由于材料较好的韧性,其断口仍主要表现为韧窝聚集型断裂的特征。
5
3《金属热处理》1998年第2期。