刀具寿命测试表
刀具寿命

100
0.35
90
0.31
80
0.28
70
0.24
50
0.60
40
0.48
30
0.36
20
0.24
时间合计
2.86
加工数量
4.54
工件基准齿宽b
30 20 60 100
工件基准齿数z
20 40 23 20
滚刀寿命L(m)
24000 19200 9384 7200
滚刀
工件基准齿宽b
70 10 刃磨次数
单件孔数量
5
4
3
孔深度(mm) 加工数量
6
15
20
10
6
20
66.67 45.00 100.00
6 , 滚 刀 寿 命
模数
1~2
2~3.5
3.5~6.3
6.3~10
工件齿宽b
30 24 60 100
工件齿数z
20 57 23 20
加工数量
2000 702 356 180
注:滚刀加工数量为刃磨一次可加工工件数量,每把滚刀可刃磨20次左右 。
7 , 插 刀 寿 命
模数
1~2
2~3.5
3.5~6.3
6.3~10
插刀齿数
41 33 33 33
工件齿宽b
30 10 10 90
工件齿数z
40 20 20 70
注:插刀加工数量为刃磨一次可加工工件数量,每把插刀可刃磨15次左右 。
加工数量
444 2588 1196
6
8,拉刀的使用总寿命为23000件
130
0.1
828
83
刀具寿命统计表
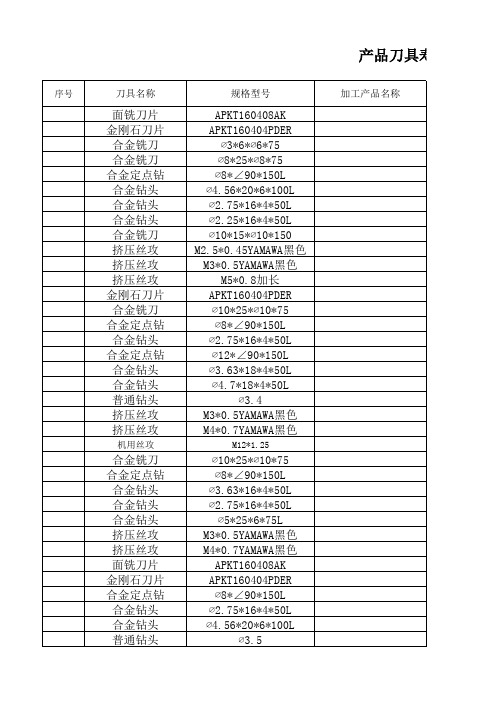
M12*1.25
∅10*25*∅10*75 ∅8*∠90*150L ∅3.63*16*4*50L ∅2.75*16*4*50L ∅5*25*6*75L M3*0.5YAMAWA黑色 M4*0.7YAMAWA黑色 APKT160408AK APKT160404PDER ∅8*∠90*150L ∅2.75*16*4*50L ∅4.56*20*6*100L
合金钻头 合金钻头 合金钻头 挤压丝攻 挤压丝攻 面铣刀片 金刚石刀片 合金定点钻 合金钻头 合金钻头 普通钻头
APKT160408AK APKT160404PDER
∅3*6*∅6*75 ∅8*25*∅8*75 ∅8*∠90*150L ∅4.56*20*6*100L ∅2.75*16*4*50L ∅2.25*16*4*50L ∅10*15*∅10*150 M2.5*0.45YAMAWA黑色 M3*0.5YAMAWA黑色 M5*0.8加长 APKT160404PDER ∅10*25*∅10*75 ∅8*∠90*150L ∅2.75*16*4*50L ∅12*∠90*150L ∅3.63*18*4*50L ∅4.7*18*4*50L
版本号:A-0 ;表单编号:
数据来源
备注
现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表
数控车床刀具寿命监测表
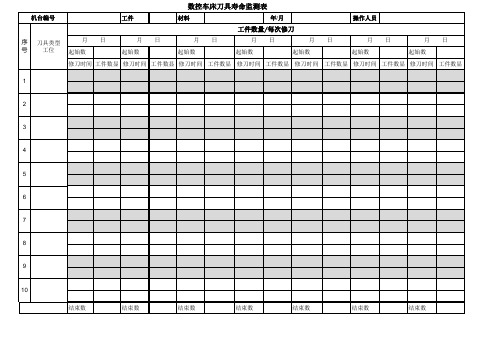
机台编号 工件 材料 年/月 操作人员
工件数量/每次修刀
序号 刀具类型 工位 月 起始数 日 月 起始数 日 月 起始数 日 月 起始数 日 月 起始数 日 月 起始数 日 月 起始数 日
修刀时间 工件数显 修刀时间 工件数显 修刀时间 工件数显 修刀时间 工件数显 修刀时间 工件数显 修刀时间 工件数显 修刀时间 工件数显 1
2
3
4
5
6Hale Waihona Puke 78910 结束数 结束数 结束数 结束数 结束数 结束数 结束数
序号 1 2 3 4 5 6 7 8 9 10
机台号
工件型号 数量/批
产品合格率 月 日 月 日 月 日 月 日 月 日 月 日 月 日 月 日 月 日 月 日 月 日 月 日
操作人员 签字确认 组长 巴索人员
刀具切削寿命试验项目样本
3、没发既有弹刀现象,ɸ6二刃有浮现过一次硼刀,此机床切削NAK80模具钢依然没什么压力;
第2页
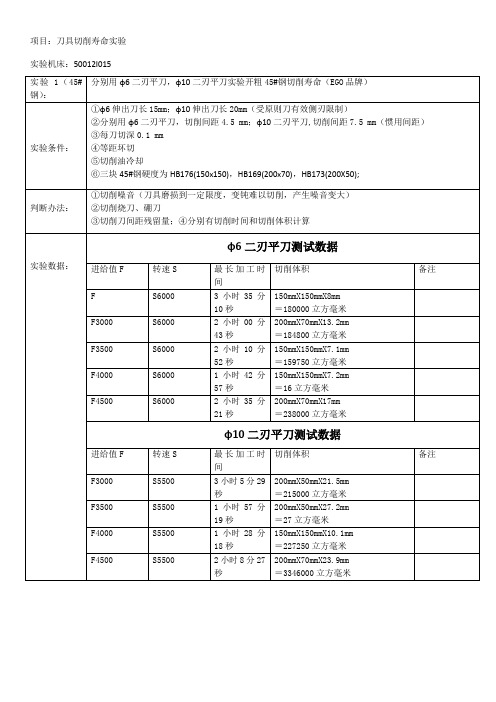
实验3(SKH51模具钢)
用ɸ10六刃平刀切削SKH51模具钢和ɸ4四刃圆鼻刀切削SKH51模具钢(PTHK品牌可切削HRC65材料)
=215000立方毫米
F3500
S5500
1小时57分19秒
200mmX50mmX27.2mm
=27立方毫米
F4000
S5500
1小时28分18秒
150mmX150mmX10.1mm
=227250立方毫米
F4500
S5500
2小时8分27秒
200mmX70mmX23.9mm
=3346000立方毫米
实验1小结:
项目:刀具切削寿命实验
实验机床:50012I015
实验1(45#钢):
分别用ɸ6二刃平刀,ɸ10二刃平刀实验开粗45#钢切削寿命(EGO品牌)
实验条件:
①ɸ6伸出刀长15mm;ɸ10伸出刀长20mm(受原则刀有效侧刃限制)
②分别用ɸ6二刃平刀,切削间距4.5mm;ɸ10二刃平刀,切削间距7.5mm(惯用间距)
ɸ10二刃平刀
31分12秒
150mmX150mmX5.4mm
NAK80
ɸ6二刃平刀
44分50秒
150mmX150mmX4.8mm
ɸ10二刃平刀
24分41秒
150mmX150mmX4.4mm
实验小结:
实验中刀具没有浮现硼刀,磨损后切削噪音较大,但转换成一刀切深0.1时,刀具还是可以继续切削;
刀具寿命推荐表

工件材料 材料组 拉伸强度(N/mm2) 35 60 90 60 50 50 60 80 60 35 35 30 35 30 30 25 32 50 30 30 1.5 13 100 100 180 180 180 150 50 50 120 100 350 220 17 50 22 17 22 16 16 10 40 35 35 200 35 35 140 120 120 180 160 160 250 220 220 200 160 120 160 120 120 220 200 160 200 100 100 80 100 120 50 40 22 普通结构钢 (S185,P235GH, <500 普通结构钢 (E295,P500NH,>500-850 易切削钢 易切削钢 (11SMnPb30, <850 (46 S20,60S20 850-1000 (C22,C30E <700 (45 700-850 850-1000 850-1000 1000-12050-1000 1000-1200 <850 850-100 >650-1000 <850 <850 <850 HRC40-60 0.06 <1200 180HB 260HB DRILL TAP HSS/E HM
500 500 400
800 800 700
1200 1200 900
150 140 120 60 140 20 80 60 60 60
120 120 83 200 90 55 10 20 8 2 7
120
65
注:以上仅供参考, 带S涂层为带F涂层的70% 1)以上为乳化液冷却,且冷却情况较好时,若冷却情况一般, 请将寿命降低20% 2)以上若夹具情况不理想,请将寿命降低20% 3)以上若使用侧固式刀柄寿命降低10%, 若使用弹簧夹头降20%
刀具寿命

刀具规格
精加工寿命(min)
粗加工寿命(min)
合计(min)
Ф63、Ф52、Ф40飞刀刀粒
480
360
480/360
Ф32、Ф26、Ф21飞刀刀粒
240
120
360
Ф16飞刀刀粒
180
120
300
Ф16、Ф12、Ф10、Ф8山高刀粒
120
不作粗加工
120
Ф16R8、Ф12R6、Ф10R5、Ф8R4山高刀粒
40
190
Ф4R2、Ф3R1.5、Ф2R1高速球刀
90
20
110
Ф16、Ф12、Ф10、Ф8合金铣刀
60
30
90
Ф6、Ф5合金铣刀
30
30
60
Ф4、Ф3合金铣刀
30
30
60
Ф12R6、Ф10R5、Ф8R4、Ф6R3合金球刀
90
不作粗加工
90
Ф5R2.5、Ф4R2、Ф3R1.5合金铣刀
60
不作粗加工
60
180
60Leabharlann 240Ф30R15球刀粒180
不作粗加工
180
Ф20R10、Ф16R8
120
不作粗加工
60
Ф12、Ф10、Ф8高速铣刀
90
40
130
Ф6、Ф5、Ф4、高速铣刀
60
30
90
Ф3、Ф2高速铣刀
60
30
90
Ф1.5、Ф1高速铣刀
60
30
90
Ф12R6、Ф10R5、Ф8R4、Ф6R3高速球刀
150
Ф3、Ф2、沟槽刀
60
CNC刀具验证表模板[模板]
![CNC刀具验证表模板[模板]](https://img.taocdn.com/s3/m/8ab805077c1cfad6185fa747.png)
供应商机种名称工序夹位刀具代码刀具规格验证数量刀具工程师/IE 提交人:刀具管理员:刀具材料验证等级白班生技:夜班生技:品质:CNC:验证目的加工部位及路线说明秒主轴转速(S)进给速度(F)米/分钟理论寿命:切削液类型压 力 bar加工方式刀具验证会判结果判定结果会签审核:核准:□顺铣 □逆铣 □侧铣 □铣槽 □仿形 □综合□合格□不合格,不合格问题叙述:品质课: 生技课: IE工程: CNC课:CNC机床名称pcs轴数□ 单轴□ 双轴□ 四轴机台号□ 大宇 T5□ 大宇 T5D □实际寿命: pcs加工夹位:OP□正面骨位, □反面骨位 □ 上侧天线孔位,□下侧USB 孔位,□左侧音量孔位,□右侧卡托孔位,□其它CNC加工周期(秒 sec)加工条件转/分钟□ 半合成水性 □ 全合成油性 □其它生技填写1.毛丝效果可接受2.验证刀具寿命超过标准设定寿命以上被加工材料□ 全塑胶□ 铝塑结合□ 其它验证完成日: 年 月 日□ 一般 □ 紧急 □ 特急上机验证说明:1.验证单一式2 份,生技与刀具室各执一联。
2.第一阶段验证6支刀由IE依照刀具验证计划,请采购通知供应商送刀,供应商送来刀具后刀具工程师填验证单并给到刀具室发刀给生技;第二阶段30支以上(含)由刀具 室先从仓库领刀后通知IE/刀具工程师填验证单后从刀具室发刀开始验证。
3.验证6阶段,6 支:验证5 支留1支,30 支:验证20 支留10支,100支跟进结果。
4.验证单由IE/刀具工程师开出,验证的实际数据由接单的验证生技进行填写。
5.验证结束后验证报告与验证刀具须一起交回刀具室整理系统建立并归档。
刀具管理员必须连同单支换刀的“刀具测试机台表”一并归档。
6.刀具验证后如实际寿命超出理论设定寿命,须依照实际超出寿命合理往上调整刀具寿命值并在系统里更新。
□ 6 支 □ 30 支 □ 100 支 □ 支□钨钢 □PCD □其它刀具验证执行单验证 投入日期: 年 月 日□ OP 夹,□OP 正面骨位,□OP 反面骨位。
刀具寿命管理表含公式
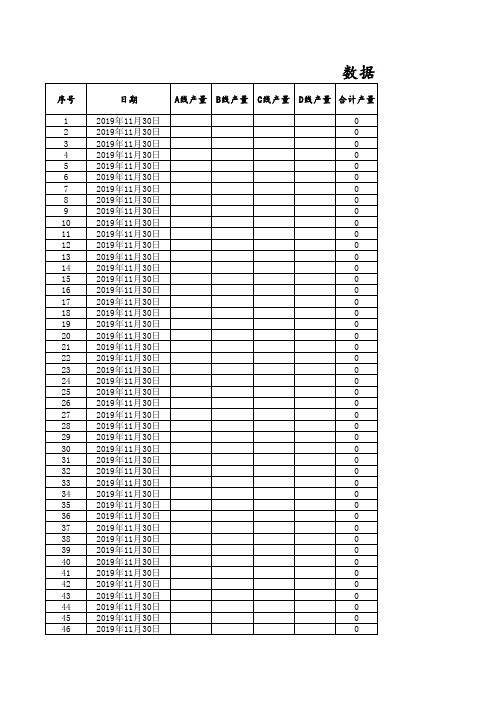
0
2019年11月30日
0
2019年11月30日
0
2019年11月30日
0
2019年11月30日
0
2019年11月30日
0
2019年11月30日
0
2019年11月30日
0
2019年11月30日
0
2019年11月30日
0
2019年11月30日
0
2019年11月30日
0
2019年11月30日
0
2019年11月30日
刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波
26铣刀-J38 12X80倒角刀-J38 6.7X12X80扩孔刀-J38 4.025X10X60饺刀-J38 80精面铣刀-J38 6.91X15X60饺刀-J38
16X100 -J50 5.46X14X70-J50
M6丝锥-J50 6.7X14X70钻头-J50 5.93X13X70饺刀-J50
353 354 355 356 357 358 359 360 361 362 363 364 365 366 367 368 369 370 371 372 373 374 375 376 377 378 379 380 381 382 383 384 385 386 387 388 389 390 391 392 393 394 395 396 397 398 399 400 401 402 403
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
試切參數/狀況記錄表
設備 FANUC
切削材料
材料 夾持方式
精修預留量
銑削方式 順/逆銑 備注
S321 虎钳
0
順
螺旋線
品牌 筒夾型號 30-3 ER-25
Vc (mm/min)
S(rpm)
100.5
8000
切削參數
ap(mm) ae(mm)
2
0.2
切削時間 切削聲音 刀具狀況
Vf(mm/min )
min
尖/低沉 磨/崩程
等度1ຫໍສະໝຸດ 0055正常 輕微磨損
補充圖片
圖片
加工
數/狀況記錄表
懸伸長度 20.0mm
刀具
長經比
飛刀/鎢 鋼
有無塗層 刃數 螺旋角 前角
5
钨钢
有
3
偏擺度 0.01
鐵屑 圖片
角度(圖片)
冷卻 水溶性(A)/吹氣(B)/油霧(C)/抹油(D)/无
(E) A
加工效果
片
說明
本次使用之刀具為 精石公司所提供 的樣品。在試切S321材質時,長徑比為: 5,水性切削液冷卻,銑削過程中聲音正 常,刀具側刃轻微磨損,工件側面刀紋尚 可,但底部刀紋較好。 与样件16比较,相 同的刀具及Vc, 铣削材质发生变化后,刀 具磨损状况截然不同。 切削速度依 Vc=100.5m/min,銑削S321材料30min左 右,刀具發生刃口發白,刀尖崩裂;55min 后發生刀具折斷。由此可以正确推断,不 锈钢铣削时 Vc可以比Inco合金铣削的 Vc值 大。