Jenbacher燃机安装方案解析
燃气轮机安装主要施工方案
燃气轮机安装主要施工方案浙江燃气发电厂一期安装两台美国GE公司生产的PG9351FA型燃气轮机,燃气轮机主要由燃机压缩机、燃烧室、燃机透平组成,整体供货现场不需要解体,燃气轮机总重量约为340t,外型尺寸17.3m×5.8m×5.8m。
燃气轮机空气进口过滤器、排气烟道、油系统等设备也由美国GE公司供货。
燃气轮机安装流程图如下图::1)施工准备⑴场地平整干净,有足够的水、电、照明、压缩空气、氧气和乙炔等设施。
⑵燃气轮机基础施工完毕并已完成建安交接。
⑶基础具有清晰准确的中心线,标高基准点确定,并有可靠的标识。
⑷燃气轮机卸车、起吊、就位施工机械准备完毕。
⑸施工所需的测量器具应在有效期内,专用工具和常用的一般工具准备齐全。
⑹设备定货时合同规定的技术文件和图纸资料齐全、提供及时。
⑺燃气轮机安装的每个重大工序有严谨的作业指导书和技术交底。
⑻施工技术负责人熟悉施工图纸和有关技术文件,了解设备的构造原理,一般施工人员都应掌握正确的安装程序、方法、工艺和测量方法。
⑼开箱后对燃气轮机的外观进行检查,发现缺陷时应做好记录,提出书面报告,并经有关人员鉴证。
2)基础检查⑴凿去表面灰浆层,基础表面应平整、无露筋、裂纹、蜂窝、麻面等现象。
⑵根据土建单位提供的施工标识复核基础的纵横中心线。
⑶根据土建给定的标高基准线复核基础承力面标高。
⑷复核预留孔洞及沟边尺寸是否符合设备的实际安装需要。
⑸检查地脚螺栓孔或预埋螺栓的纵横中心线、位置及垂直度。
3)基础凿毛、垫铁配制⑴凿毛前基础强度应大于70%设计强度,并且应清理干净无油漆、污垢和油污。
⑵按照图纸要求在基础上划出燃气轮机支撑架的垫铁位置。
⑶按图纸要求标高决定凿毛深度,保证垫铁与基础接触面达到75%以上,垫铁四角无翘动,并使垫铁洼窝尺寸超出垫铁边缘20mm,便于放置。
⑷测量垫铁洼窝标高,照配垫铁并布置好。
如为砂浆垫块支撑应提前制作模具,在简单凿毛后按制造厂和图纸要求制作砂浆垫块。
溴化锂直燃机组安装施工方案及流程
溴化锂直燃机组安装施工方案及流程英文回答:Installing a lithium bromide direct-fired chiller unit involves several steps and considerations. The process can be divided into three main phases: preparation, installation, and testing.During the preparation phase, it is important to conduct a thorough site survey to assess the suitability of the location for the chiller unit. This includes checking for proper ventilation, access to utilities, and compliance with safety regulations. Any necessary modifications or upgrades to the site should be planned and executed before moving on to the installation phase.In the installation phase, the chiller unit and its components are assembled and connected. This includes mounting the chiller unit on a suitable foundation, connecting the water piping system, electrical wiring, andcontrol systems. It is essential to follow the manufacturer's instructions and guidelines during this process to ensure proper installation and avoid any potential issues.Once the installation is complete, the testing phase begins. This involves conducting various tests to ensure the chiller unit operates correctly and meets performance requirements. These tests may include checking for leaks, verifying proper water flow and temperature control, and testing the electrical and control systems. Any adjustments or repairs needed are made during this phase to ensure optimal performance.After successful testing, the chiller unit is ready for operation. Regular maintenance and monitoring should be carried out to ensure its continued performance and efficiency. This includes routine inspections, cleaning, and replacing any worn-out components. It is also important to train the operators on how to properly use and maintain the chiller unit to prolong its lifespan and prevent any potential issues.中文回答:安装溴化锂直燃机组涉及多个步骤和考虑因素。
燃机电厂安装施工工艺流程

燃机电厂安装施工工艺流程英文回答:The installation and construction process of a thermal power plant involves several steps and requires careful planning and coordination. Here is a general outline of the process:1. Site Preparation: Before any construction can begin, the site needs to be prepared. This may involve clearingthe land, leveling the ground, and ensuring proper drainage.2. Foundation Construction: The next step is toconstruct the foundation for the power plant. Thistypically involves excavating the ground, pouring concrete, and reinforcing the structure to support the weight of the equipment.3. Equipment Installation: Once the foundation is ready, the various equipment components of the power plant can beinstalled. This includes the turbines, generators, boilers, and other machinery. Each piece of equipment needs to be carefully positioned and connected to the necessary systems.4. Piping and Wiring: After the equipment is in place, the piping and wiring systems need to be installed. This involves laying down pipes for fuel, water, and steam, as well as installing electrical wiring for power distribution. Proper insulation and safety measures are crucial in this step.5. Testing and Commissioning: Once the installation is complete, the power plant needs to undergo thorough testing and commissioning. This includes checking the functionality of each component, conducting performance tests, and ensuring that all systems are working properly.6. Integration with the Grid: After successful testing, the power plant can be integrated with the electrical grid. This involves connecting the plant to the transmission network and synchronizing its output with the grid's frequency and voltage.7. Final Inspections and Handover: Before the powerplant can begin commercial operation, it needs to undergo final inspections and obtain necessary certifications. Once all requirements are met, the plant can be handed over tothe owner or operator.中文回答:燃机电厂的安装施工工艺流程涉及多个步骤,需要进行仔细的规划和协调。
燃气轮机安装施工方案

燃气轮机安装施工方案一、引言本文档旨在提供一份燃气轮机安装施工方案,以确保施工过程安全有效。
本方案包括施工前的准备工作、安装过程以及验收和测试等内容。
二、准备工作在开始施工前,需要进行以下准备工作:1. 资源准备:- 准备所需的人力、机械和设备。
- 确保材料的齐全和符合规范要求。
2. 健康安全:- 提供必要的个人防护装备。
- 制定安全计划,确保施工过程中的安全。
3. 环境准备:- 清理施工现场,确保施工区域安全整洁。
- 确保施工现场符合相关法律法规的要求。
三、安装过程在进行燃气轮机的安装过程中,需要按照以下步骤进行操作:1. 安装前检查:- 检查燃气轮机和相关设备的完整性和质量。
- 确保安装现场符合要求,并进行必要的调整。
2. 安装燃气轮机:- 按照制造商提供的安装指南进行操作。
- 确保每个组件的正确连接和定位。
3. 连接管道:- 根据设计要求连接燃气、冷却水和排烟管道。
- 确保管道连接牢固可靠。
4. 绝缘和防护:- 进行必要的绝缘处理,以防止热量和噪声的扩散。
- 安装防护设备,确保施工现场的安全。
四、验收和测试在安装完成后,需要进行以下验收和测试工作:1. 验收:- 检查燃气轮机及相关设备的安装情况。
- 检查连接管道和绝缘防护的质量。
2. 测试:- 进行机组的空载试运行。
- 进行机组的负荷试运行,测试性能和稳定性。
五、总结本文档提供了燃气轮机安装施工方案的概要。
在实际施工中,需要遵循相关法律法规,并根据具体情况做出安全和有效的决策。
以上方案仅供参考,具体实施应根据实际情况进行调整。
燃气轮机发电机组安装工法
燃气轮机发电机组安装工法1 前言随着生产的发展和生活水平的提高,对能源的需求越来越大,作为能源主要组成部分的煤、石油和天然气等不可再生的常规燃料,其储量越来越少。
因此现在多数火力电站还是把锅炉作为主要发电配套设备。
但是采用单一工质循环的火力发电厂的循环热效率,经过一百多年的努力已接近极限,目前世界先进水平可达49%左右。
采用燃气和蒸汽联合循环发电技术可以大幅度降低发电煤耗,是今后火力发电的发展方向。
因此,联合循环发电技术引起各国的高度重视,纷纷投入大量的人力和物力进行研究和开发,已投入商业运行的联合循环发电机组取得了非常令人鼓舞的业绩,其循环热效率已达56%~58%。
由于该燃机机组是世界上最先进的发电机组,机组运行工艺较复杂,施工技术要求很高,在我国国内安装此类设备较少。
因此能完成这次安装任务后,我公司在国内燃气发电安装工程上将占有一席之地。
该工程还被评为河北省用户满意工程。
在此基础上形成了本工法。
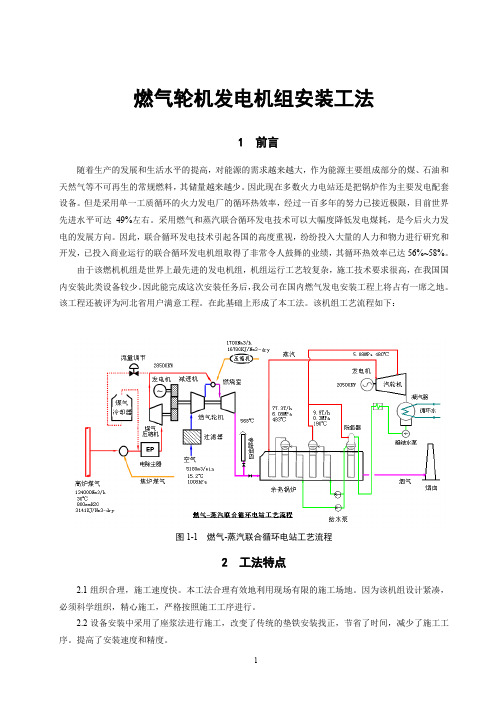
该机组工艺流程如下:图1-1 燃气-蒸汽联合循环电站工艺流程2 工法特点2.1组织合理,施工速度快。
本工法合理有效地利用现场有限的施工场地。
因为该机组设计紧凑,必须科学组织,精心施工,严格按照施工工序进行。
2.2设备安装中采用了座浆法进行施工,改变了传统的垫铁安装找正,节省了时间,减少了施工工序。
提高了安装速度和精度。
2.3减少了多次高空和大口径管道内作业的危害程度,保证安全。
以先进的施工技术使安全技术措施得到了大幅度提高,同时节省了人力和物力,确保了施工安全,也加快了施工进度并保证了施工质量。
2.4该机组系统复杂,工艺介质管道较多,焊接要求高,且国内与国产管道材质牌号认真核对无误后才进行施焊,保证了焊接质量。
2.5经济效益显著。
同传统的发电机组施工工艺相比,大大减少了人工投入,降低了物料消耗,缩短了施工周期,从而提高了安装工程经济效益。
从另一方面讲,提前交付生产所产生的经济效益也就更可观了,间接的经济效益和社会效益是不言而喻的。
燃气轮机现场安装介绍

燃气轮机现场安装介绍——燃机部张子君目录第一部分第二部分2、燃气轮机安装介绍工作总结-燃机部设计室燃机安装标准步骤基础检查安装及对中燃机 支撑件安装及就位进 气道下半安装中间轴安装排气扩散器完成燃机支撑 及管路安装燃机与发电机 精找中机组调试完工检查可平行进行的工作安装冷却、放风空气管路 安装燃料系统及相关仪控测点燃气轮机安装介绍燃机就位及 初找中安装油管路并进 行油冲洗压气机及透平支撑二次灌浆燃气轮机安装介绍压气机及透平支撑二次灌浆燃气轮机安装介绍燃机就位就位之前需要完成的工作: 1. 进气道下半已经安装就位。
2. 压气机左右支撑已就位。
3. 燃机本体疏水箱已就位。
4. 中心导向支撑块已放入基础坑槽中。
5. 气动模块已经就位。
6. 压气机透平临时支撑已就位。
7. 排气扩散器已连接至燃机。
燃气轮机安装介绍燃机就位燃气轮机安装介绍中间轴安装就位安装之前检查金刚砂硝化纤维清漆涂层是否受损,并现场重新测量中间轴长度 及spigot配合尺寸。
同时刮出4块15cmX15cm区域用于找中开口测量。
燃气轮机安装介绍中间轴安装就位中间轴就位时应注意钢印处应与燃机0位保持180°,同时法兰面不能直接接触,应 垫铜片或铝片。
中间轴发电机侧钢印应与发电机转子钢印对齐。
燃气轮机安装介绍放风管路及冷却空气管路的安装1. 所有管路在安装前必须仔细检查内部清洁,若不合格必须清理干净才能 安装。
2. 金属膨胀节必须严加保护,防止现场受损。
3. 安装结束后,拆除膨胀节固定运输支架(红色部分) 4. 3根冷却空气管与3根放风管长度需根据阀门安装间距现场调整,并现场焊接。
5. 所有螺栓必须按图纸力矩拧紧。
6. 阀门安装时需注意气流方向。
7. 机组运行之前,弹簧支撑固定架需拆除。
燃气轮机安装介绍冷却空气管E1在安装过程中会与透平临时支撑发生干涉,应此在找中结束临时支冷却空气管E1在安装过程中会与透平临时支撑发生干涉应此在找中结束临时支撑移除后再进行此管安装。
F4燃机余热锅炉安装工艺分析

F4燃机余热锅炉安装工艺分析简介了华能北京热电厂燃气热电联产扩建工程建F4型燃机组成的联合循环供热机组余热锅炉的概况,讲述了余热锅炉本体模块吊装及脱硝模块吊装的过程。
标签:余热锅炉;脱硝;模块;吊装;外装封闭1工程概况华能北京热电厂工程建设规模为东方电气/三菱M701F4型燃机组成的燃气-蒸汽联合循环二拖一供热机组。
全厂配置为:2台M701F4型燃机、2台320MW 燃气轮发电机、2台余热锅炉、1台供热蒸汽轮机和1台320MW蒸汽轮发电机。
余热锅炉设备由东方锅炉集团设计制造,锅炉采用三压、再热、卧式、自然循环燃机余热锅炉。
主要部件包括进口烟道、余热锅炉本体(受热面模块和钢架护板)、出口烟道及烟囱、高中低压汽包、除氧装置、汽水系统管道、平台扶梯等部件以及高、中压给水泵、除氧泵、旁路除氧器、定排和连排排污扩容器及加药装置等辅助设备组成。
余热锅炉为室内布置形式,余热锅炉产生三种参数的蒸气,分别从高压系统、中压系统和低压系统引出。
冬季供热工况时,汽轮机可采用抽凝方式运行;也可采用低压缸解列,高中压缸背压运行,其排汽及低压主汽全部用于加热热网加热器。
非供热工况时,高中低压缸通过离合器连成一个轴,汽轮机纯凝运行。
冬季供热工况最大发电量827.08MW,纯凝工况最大发电量923.42MW,最大供热量650MW。
2钢结构的安装工艺(1)余热锅炉本体部分(不含进口烟道)钢结构分上部A、B和下部A、B、C两侧,每侧又各有7排,分布从炉前K3柱至炉后K9柱,即共有7组14根立柱,钢结构构件间的连接方式采用焊接和螺栓连接,侧墙板与立柱间的焊接采用图纸要求的间断焊,锅炉钢架与炉壳组成自支撑型钢结构,炉壳内有保温及护板(构成换热室空间)。
部份柱脚与基础的连接为滑动结构。
#1钢结构吊装预计从2010年9月22日开始施工(视土建交安情况定)。
3.5米层以下钢结构用50t汽车吊吊装,3.5米以上钢结构用250t履带吊吊装。
本台锅炉钢结构材料选用Q345B,安装设计选用的焊材为J507Φ3.2和J507 Φ4,高强螺栓材质为GB/T3632。
燃机轮电气施工方案

燃机轮电气施工方案1. 引言燃机轮电气施工方案是指燃气轮机发电机组电气系统的施工方案。
本文档旨在介绍燃机轮电气施工方案的主要内容和步骤,并提供一些关键要点和注意事项。
2. 施工准备在开始燃机轮电气施工之前,需要进行一系列的准备工作,包括但不限于: - 准备施工方案和工艺文件; - 确定施工所需的材料和设备; - 组织好施工人员,并分配各项任务; - 检查施工现场并确保安全。
3. 施工步骤3.1 拆卸原有电气设备在进行燃机轮电气施工之前,需要先拆卸原有的电气设备,包括发电机、控制柜、电缆等。
在拆卸过程中,需注意安全,并做好设备的标识和清单记录。
3.2 安装新设备新设备的安装一般按照以下步骤进行: - 安装发电机:根据设备规格和要求,将新的发电机进行安装,并进行必要的固定和连接。
- 安装控制柜:根据电气布置图,安装新的控制柜,并严格按照要求连接控制柜和发电机。
- 安装电缆:根据电缆走向和长度,安装新的电缆,并进行必要的固定和连接。
在安装电缆时,需注意电缆的绝缘性能和阻燃性能。
3.3 连接调试连接调试是燃机轮电气施工的重要步骤,主要包括以下内容: -仔细检查各种连接点,确保连接正常并没有松动。
- 进行电气设备的接地和绝缘测试,确保电气安全可靠。
- 对新设备进行调试,包括电气设备的功能测试、参数配置等。
- 进行联动调试,将发电机与控制柜进行正确连接,并测试其工作状态。
4. 安全措施在燃机轮电气施工过程中,必须严格遵守相关的安全规定和措施,以确保施工的安全性。
以下是一些常见的安全措施: - 施工人员必须佩戴符合要求的个人防护装备,包括手套、安全鞋、头盔等。
- 确保电源被切断并锁定,在施工期间禁止其他人员接触电源。
- 在进行高处作业时,必须使用合适的安全设备,例如安全带和防滑设备。
- 严禁在设备运行时进行施工,必要时需要停机或切断电源。
5. 结束语燃机轮电气施工是一个复杂且关键的工程,对发电机组的电气系统起着重要的作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工程名称:上海博览会会展综合体项目(北块)总承包工程(二标段)机组容量:6×4.4MW编号:燃-J-02类型:Ⅰ类内燃机机组安装作业指导书编制:审核:会审:批准:出版时间:2015年5月28日目录一、工程概况二、编制依据三、组织措施和劳动力安排四、主要施工机具配备五、主要施工材料六、工作流程七、施工前具备条件八、施工技术措施九、工程质量控制措施十、安全及文明施工措施十一、环境控制计划表十二、风险控制计划表一、工程概况中国博览会会展综合体天然气分布式能源站安装6台4.4MW Jenbacher天然气发电机组(美国GE公司制造)。
本次已到货2台内燃机,其余4台预计9月份到货。
为了提高天然气发电机组的安装工艺和质量,加强施工工序过程控制。
特编制天然气发电机组安装作业指导书。
施工中应严格按厂家要求和指导进行,因本内燃机系统集成度较高,安装比较简单,主要工作量为内燃机与发电机的对轮找中。
燃气轮机组主要技术规范:内燃机:型号:JMS624发电机:型式:交流无刷全封闭空冷式交流发电机二、编制依据1、《电力建设施工质量验收及评价规程》DL5210-20122、《工业燃气轮机安装及施工验收规范》SYJ4040-893、《机械设备安装工程施工及验收通用规范》GB50231-20094、《电力建设安全工作规程》5、GE提供指导方案、燃气轮机机组相关图纸6、设计图纸7、我公司类似工程施工经验三、组织措施和劳动力安排1、施工负责人:2、安全负责人:3、安装工4人,焊工4人,辅助工4人,起重工1人四、主要施工机具配备五、主要施工材料六、工作流程七、施工前具备条件1、施工道路畅通。
2、作业所需工机具、卡索具、使用前严格检查,确认合格后方准投入使用。
3、内燃机机组开箱检验合格,并具备有关的技术证件。
4、作业指导书编制完成,经审批合格;已向所有施工人员进行技术交底、安全环境交底。
5、施工道路畅通、安全设施、器材准备充分。
6、在厂房顶部横梁的预埋件上焊接支架,安装手拉葫芦,用于内燃机的配件吊装。
八、施工技术措施1、基础验收、检查及设备开箱验收:a)和设备相关的土建基础的检测,检查设备预埋件标高、水平是否满足设计要求;检查混凝土承力面标高是否正确;检测内燃机箱体基础、发电机基础是否满足设计要求;检查基础上各孔洞是否满足实际安装的需要;b)配合校准土建预埋的接地网、照明、通讯、电缆管等位置;c)在基础上标出内燃机、发电机径向、轴向中心线,以此为基准,对各预埋件的中心位置进行校核;d)协助业主和设备生产厂家开箱验收设备,检查设备有无缺陷,重要部位有无锈蚀、毛刺等现象。
对照图纸及有关资料清点设备是否有短缺现象;e)妥善保管随机的专用工具和零、配件,暂时不用的工具或零、配件需涂抹防锈油或采取其它防护措施;f)开箱检查中,凡检查不合格者均由建设单位、监理单位、中转站、施工单位以及生产厂家共同提出合理的处理意见,限期整改直至合格;现场无法处理的交由建设单位或者是厂家处理;g)验收完毕后,应有各参与方代表会签验收单(或文件),对检验结果予以确认。
2、安装内燃机模块:a)内燃机模块已按要求拖运移位至厂房内基础上。
详见《内燃机就位作业指导书》。
b)内燃机模块就位前,用高精度水准仪逐块测出设备与基础的标高差,平整度应满足±1.5mm的要求,并将此数据提供给GE现场工代,如平整度超标,现场工代将计算并调整GE提供的调整垫片,以满足下一步弹性减震带的安装标高差要求。
c)内燃机模块的左右、前后位置以基础上所标出的中心线为基准,用[20槽钢制作三角架,安装在内燃机模块的左右、前后位置,用液压千斤顶调整内燃机模块位置尺寸,以符合厂家要求。
d)用液压千斤顶顶起内燃机机架,安装弹性减震带。
弹性减震带应受力均匀。
e)内燃机模块的水平度测量位置按厂家指定的基准面,水平度测量采用精度为0.02mm/m的水平仪进行,水平度的调整是通过各支承底座上的调整垫片的厚度来进行,调整后的水平度符合厂家要求;3、发电机与内燃机模块底座连接:a)以内燃机模块为基准,调整发电机模块,达到对中要求。
b)用液压千斤顶顶起内燃机机架,安装弹性减震带。
弹性减震带应受力均匀。
c)通过各支承底座上的调整垫片的厚度来调整发电机底座标高,使内燃机与发电机底座在同一水平面上;d)用扭矩扳手紧固底座连接螺栓。
4、联轴器安装:a)将联轴器轮圈安装在内燃机轴段上,用扭矩扳手将螺栓紧固。
b)去除发电机机架与底座之间的运输用保护垫块。
c)在发电机架下的橡胶导轨的硫化扁铁上按厂家要求进行适当润滑,用液压顶升机顶起发电机,安装橡胶导轨,在飞轮外壳上安装两根螺杆,通过拧紧螺栓,均匀的将发电机拉至内燃机侧。
d)发电机轴必须尽量转动,以将联轴器轮圈顺利导入发电机铝制弹簧座。
5、轴系找中:a)本次轴系找中以内燃机为基准,通过调节发电机的开口和圆周数值,来保证轴系数值符合厂家要求。
b)对中找正时,用框式水平尺测量两轴顶端,盘动燃气轮机转子,记录在上、下、左、右四个互成90°的位置的读数a1、a2、a3、a4。
则圆周偏差值(a1-a3)/2、(a2-a4)/2要满足厂家要求c)开口偏差值可用塞尺,盘动燃气轮机转子,记录在上、下、左、右四个互成90°的位置的读数b1、b2、b3、b4。
则开口偏差值(b1-b3)/2、(b2-b4)/2要满足厂家要求。
d)根据以上的读数分别计算出发电机需要调整量,通过增减发电机机架与弹性支架之间的调整垫片来调整圆周上下和开口数值,通过液压千斤顶调整圆周左右数值,在每一次调整后,再重复以上的读数步骤,直到对中数据满足机组的冷态要求的精度。
e)靠背轮开口(轴向)、圆周(径向)静态调整精度要求如下:6、对中合格后,用扭矩扳手对称紧固靠背轮螺栓。
7、静音罩安装:a)根据图纸焊接静音罩主框架结构;b)根据图纸对应号码,拼装侧板与顶板并固定;c)铺设内部冲孔板;d)安装门、润滑油箱、电动百叶窗、顶部护栏、扶梯等配套设备;e)箱体喷涂面漆。
f)静音罩安装工艺质量要求:1. 结构工艺:主结构采用150x150x4碳钢方管,主结构连接处均为满焊;2. 拼装工艺:采用螺栓与结构立柱固定;3. 所有安装配件,如润滑油箱均与侧板或顶板预埋板固定;4. 箱体面漆为丙烯酸聚氨酯面漆;5. 所有焊口打磨后喷漆;8、罩壳内管道安装a)工作内容:制作并安装罩壳内缸套水管道,燃气管道,润滑油管道并安装。
b)施工流程: 1. 根据图纸安装工厂提前预制的管路单件;2. 根据现场实际尺寸,制作未预制的管路单件;3. 制作管道支架。
c)施工工艺: 1. 水管与润滑油管道材质为碳钢,不锈钢管道为不锈钢304;2. 管道与法兰采用双面焊,不得有砂眼、缺陷等;3. 管道油漆为防腐防锈漆;4. 法兰连接:钢塑复合管与阀门或其他材质的管材连接时采用法兰连接的型式,在施工时,先将法兰头与管材用电熔套通过焊接连接起来,焊接步骤及注意事项如上所述(注意:在法兰头与管材进行焊接时,应首先将活套法兰装到法兰头的配合面上,否则须切掉重焊,造成管件浪费)。
上紧螺栓时,先将橡胶垫片放入法兰头与钢法兰的密封面中间,调节均匀,然后对角紧固致垫片压紧,再均匀上紧即可。
9、配电系统安装a)工作内容:安装罩壳内照明灯、市电箱、风阀控制箱并布线。
b)施工流程:1. 根据布置图,安装照明灯、加热器、执行器等用电设备;2. 安装市电配电箱,电动百叶窗控制箱;3. 按照实际要求布线。
c)施工工艺:1. 所有电器元件品牌为施耐德;2. 控制箱非防爆3. 配电箱上电具、仪表应牢固、平正、整洁,间距均均匀,铜端子无松动,启闭灵活,零部件齐全。
配电箱安装应牢固、平正,其垂直度允许偏差为3mm。
10、电缆敷设及接地系统安装a)工作内容:母线出发电机房后,顺着电缆沟一直进入机房配电房,接入高压开关柜内。
b)施工流程:材料设备进场检验测量定位配电柜安装就位母线槽安装桥架安装电缆敷设配电柜接线安装质量检查绝缘电阻测试通电试运行c)施工工艺:1)桥架工艺桥架水平敷设时,支撑跨距一般为1.5m~3m,垂直敷设时,固定点间距不宜大于2m。
安装前应弹线定位, 安装后应横平竖直。
为了保证桥架系统具有可靠的电气连接并接地,在连接处采用BVR 6mm2双色线进行跨接。
连接处应刮去油漆,以保证可靠接地。
母线通道上方有很多管道,为防止漏水损坏母线,在母线上加装防水盖板。
2)母线工艺用密集母线或电缆延伸到配电房,发电机出线与配电柜用母线连接。
为防止发电机开启时产生的振动传入母线,我们在发电机出线仓上方加装软连接转接箱。
封闭插接母线应有出厂合格证、安装技术文件。
技术文件应包括额定电压、额定容量、试验报告等技术数据;包装及封闭应良好。
母线规格应符合要求,各种型钢、卡具,各种螺栓、垫圈等附件、配件应齐全;封闭母线螺栓固定搭接面应镀锡。
搭接面要求平整,其镀锡层不应有麻面, 起皮及未覆盖部分;封闭插接母线外表面及外壳内表面涂无光泽油漆,外壳外表面涂浅颜色的灰油漆。
3)配电箱柜工艺出线开关及ATS开关采用施耐德品牌。
配电箱应安装在安全、干燥、易操作的场所,明装时一般底口距地1.2m。
在同一建筑物内,同类箱的高度最好保持一致,允许误差为10mm。
挂式配电箱应采用金属膨胀螺栓固定。
配电箱的金属外壳均应有明显可靠的PE线接地。
PE线不允许利用箱体串接。
配电箱上配线需排列整齐,并绑扎成束,在活动部位应该两端固定。
盘面引出及引进的导线应留有适当余度,以便检修。
接零系统中的零线应在箱体引入线处或未端做好重复接地。
零母线在配电箱内应用零线端子板分路,零线端子板分支路排列位置应与熔断器相对应。
配电箱上电具、仪表应牢固、平正、整洁,间距均匀,铜端子无松动,启闭灵活,零部件齐全。
配电箱安装应牢固、平正,其垂直度允许偏差为3mm。
九、工程质量控制措施:1、在施工前,组织所有参与机组施工人员进行技术培训和技术交底,让施工人员明确机组各设备在该机组中的作用,明确结构特点,明确机组各设备的安装、组装以及机组对中的程序,明确需要测量检查的各组装间隙及允许值,以确保施工人员在施工中按程序流畅进行;2、将质量责任落实到班组,让分工负责的各组施工人员增强责任心,提高他们的质量意识和参与质量控制的积极性;3、根据本机组的施工要求及特点,按照施工的各阶段的各质量控制点进行检查和抽查;4、制定措施,奖惩分明;在进行质量抽查或检查时,对不合格质量责任者,要进行严厉的批评教育和罚款,并通报所有参与机组施工人员,避免同一问题重复发生。
对于屡教不改者,取消其参与机组施工的资格;5、认真作好质量自检工作和工序交接工作,在上一工序不符合质量要求的情况下,不得进行下一道工序的施工。
对于需要建设单位、监理单位及生产单位确认的检查项目,要提前通知联合检查的时间、地点,联合检查合格后,做好检查记录,共同签字确认;6、机组找正的卡具、表架等专用工具要经检查,并且其强度和刚度要符合要求后方可使用;7、积极采纳合理化建议,力求本机组安装施工优质、高效、经济、合理地完成;8、将厂房进行封闭,与机组安装无关人员不得进入施工现场,机组随机零配件统一保管和发放;9、积极配合建设单位、监理公司和生产厂家的质量检查工作,虚心接受他们提出的有关质量方面的意见,并对他们提出的质量问题按要求定期整和答复。