焊接结构残余应力及其数值模拟课件
合集下载
焊接结构2.3
力值就越低,到边缘上 y =0。
(三)厚板中的残余应力
❖当厚度超过25mm时,焊接结构中除了存在着纵 向应力和横向应力外,还存在着较大的厚度方向的
应力 z 。
❖近年来的试验研究结果表明,这三个方向的内应 力在厚度上的分布极不均匀。其分布规律,对于不 同焊接工艺有较大差别
低碳钢电渣焊缝中的内应力分布
z
x
y
焊缝中心受较大的三向拉应力,其 塑性指标显著降低。
低碳钢多层焊时的内应力分布
、x 表面y 为较高的拉应力。 的数z 值较小,有可
能为压应力,亦有可能为拉应力。
大厚度合金钢接头中的残余应力分布
❖中心线上的表面横向应力比表面层以下的焊缝金
属低,其数值接近于零。表面 y 在Y轴上的分布,
在离焊趾20mm处有一峰值。 ❖这种分布规律可能与该钢的相变温度较低和焊缝 形状(较窄较深)有关。 ❖影响:最大横向残余应力存在于表面焊道下面几 层焊道中。有可能因为残余应力较大而产生延迟裂 纹,并向表面扩展。
➢当区段III恢复弹性时,其收缩受到区段I和II的拘,使
" y
扩展。
的y"分布与焊接方向、分段方法以及焊接顺序
有关。
❖当从中间向两端焊时,
" y
的分布是中心部分为压应力,
两端部分为拉应力。
❖从两端向中心部分焊接,则中心部分为拉应力,两端部
分为压应力。
❖直通焊的
"尾部是拉应力,中段压应力,起焊段由于必
质影响甚大。
钛材焊缝中的纵向应力较低,一般仅为 0.5-0.8 σs。铝材焊缝中的σx也较低,仅为 0. 6-0. 8 σs。
高强钢焊件中的最大残余拉应力不会达 到母材的屈服极限,而且残余拉应力区的宽 度可能变窄。
(三)厚板中的残余应力
❖当厚度超过25mm时,焊接结构中除了存在着纵 向应力和横向应力外,还存在着较大的厚度方向的
应力 z 。
❖近年来的试验研究结果表明,这三个方向的内应 力在厚度上的分布极不均匀。其分布规律,对于不 同焊接工艺有较大差别
低碳钢电渣焊缝中的内应力分布
z
x
y
焊缝中心受较大的三向拉应力,其 塑性指标显著降低。
低碳钢多层焊时的内应力分布
、x 表面y 为较高的拉应力。 的数z 值较小,有可
能为压应力,亦有可能为拉应力。
大厚度合金钢接头中的残余应力分布
❖中心线上的表面横向应力比表面层以下的焊缝金
属低,其数值接近于零。表面 y 在Y轴上的分布,
在离焊趾20mm处有一峰值。 ❖这种分布规律可能与该钢的相变温度较低和焊缝 形状(较窄较深)有关。 ❖影响:最大横向残余应力存在于表面焊道下面几 层焊道中。有可能因为残余应力较大而产生延迟裂 纹,并向表面扩展。
➢当区段III恢复弹性时,其收缩受到区段I和II的拘,使
" y
扩展。
的y"分布与焊接方向、分段方法以及焊接顺序
有关。
❖当从中间向两端焊时,
" y
的分布是中心部分为压应力,
两端部分为拉应力。
❖从两端向中心部分焊接,则中心部分为拉应力,两端部
分为压应力。
❖直通焊的
"尾部是拉应力,中段压应力,起焊段由于必
质影响甚大。
钛材焊缝中的纵向应力较低,一般仅为 0.5-0.8 σs。铝材焊缝中的σx也较低,仅为 0. 6-0. 8 σs。
高强钢焊件中的最大残余拉应力不会达 到母材的屈服极限,而且残余拉应力区的宽 度可能变窄。
残余应力

(3)塑性变形产生的必要条件是切应力的存在:材料在单轴应力的作 max 用下, / 2 最大切应力,在三轴等值拉应力(x y z )作 max 用下,切应力 0 ,在这种情况下就不可能产生塑性变形, 因此三轴拉伸内应力将阻碍塑性变形的产生,对承载能力不利。
(二)内应力对疲劳强度的影响(见第五章) (三)内应力对机械加工精度的影响 机械切削加工把一部分材料从工件上切去,如果工件中存在 着内应力,那么把一部分材料切去的同时,把原先在那里的内应 力也一起去掉,从而破坏了原来工件中内应力的平衡使工件产生 变形。加工精度也就受到了影响。 例1:如在焊接丁字形零件上(见图2—121a)加工一个平面,会 引起工件的挠曲变形。但这种变形由于工件在加工过程中受到夹 持,不能充分地表现出来,只有在加工完毕后松开夹具时变形才 能充分地表现出来。这样,它就破坏了己加工平面的精度。 例2:焊接齿轮箱的轴孔(见图2—121b),加工第二个轴孔所引起 的变形将影响第一个已加工过的轴孔的精度。 保证加工精度的最彻底的办法是先消除焊接内应力然后再进行机 械加工。
2、圆筒上环形焊缝引起的纵向应力σx分布:与平板不同。 (对圆筒来讲就是切向应力) (1)当圆筒直径与厚度之比较大时, σx的分布和平扳上的情况 相似,见图2—100。 对低碳钢来说σx达到σs (2)当圆筒直径与厚度之比较小时,就有所降低。 原因:由于圆筒环焊缝的半径在焊后缩小,焊缝在长度上的收缩 比平板上的焊缝具有更大的自由度。因此纵向应力比平板小。 应力值的大小取决于圆筒的半径R、壁厚以及塑性变形区的宽度 bp。后者与焊接线能量和材质有关。 当壁厚不变,R↓-- σx ↓; bp ↓ -- σx ↑(?)
③直通焊的尾部是拉应力,中段是压应力,起焊段由于必须满足平衡条件的 原因仍为拉应力,应力分布情况与图2—l04a相似 ④用分段退焊和分段跳焊法。σy/ /的分布将出现多次交替的拉应力和压应力 区。值得注意的是分段跳焊法的σy/ /峰值较其他焊接顺序高。
(二)内应力对疲劳强度的影响(见第五章) (三)内应力对机械加工精度的影响 机械切削加工把一部分材料从工件上切去,如果工件中存在 着内应力,那么把一部分材料切去的同时,把原先在那里的内应 力也一起去掉,从而破坏了原来工件中内应力的平衡使工件产生 变形。加工精度也就受到了影响。 例1:如在焊接丁字形零件上(见图2—121a)加工一个平面,会 引起工件的挠曲变形。但这种变形由于工件在加工过程中受到夹 持,不能充分地表现出来,只有在加工完毕后松开夹具时变形才 能充分地表现出来。这样,它就破坏了己加工平面的精度。 例2:焊接齿轮箱的轴孔(见图2—121b),加工第二个轴孔所引起 的变形将影响第一个已加工过的轴孔的精度。 保证加工精度的最彻底的办法是先消除焊接内应力然后再进行机 械加工。
2、圆筒上环形焊缝引起的纵向应力σx分布:与平板不同。 (对圆筒来讲就是切向应力) (1)当圆筒直径与厚度之比较大时, σx的分布和平扳上的情况 相似,见图2—100。 对低碳钢来说σx达到σs (2)当圆筒直径与厚度之比较小时,就有所降低。 原因:由于圆筒环焊缝的半径在焊后缩小,焊缝在长度上的收缩 比平板上的焊缝具有更大的自由度。因此纵向应力比平板小。 应力值的大小取决于圆筒的半径R、壁厚以及塑性变形区的宽度 bp。后者与焊接线能量和材质有关。 当壁厚不变,R↓-- σx ↓; bp ↓ -- σx ↑(?)
③直通焊的尾部是拉应力,中段是压应力,起焊段由于必须满足平衡条件的 原因仍为拉应力,应力分布情况与图2—l04a相似 ④用分段退焊和分段跳焊法。σy/ /的分布将出现多次交替的拉应力和压应力 区。值得注意的是分段跳焊法的σy/ /峰值较其他焊接顺序高。
钢结构焊接中的残余应力分析方法
局部-整体法的优势
能够兼顾计算精度和计算效率,适用于大型复杂 焊接结构的残余应力分析。
03
钢结构焊接中的残余应力测量技术
X射线衍射法
01
02
03
04
原理
利用X射线在晶体中的衍射现 象,通过测量衍射角的变化来 计算残余应力。
优点
非破坏性测量,对试样无损伤 ,可测量小区域和复杂形状的 构件。
缺点
设备昂贵,操作复杂,需要专 业人员进行操作和分析。
将数值模拟得到的残余应力分布结果与实验结果 进行对比分析,验证模拟的准确性。
模拟结果优化
针对误差来源进行模拟结果的优化和改进,提高 数值模拟的精度和可靠性。
ABCD
误差来源分析
分析数值模拟中可能存在的误差来源,如模型简 化、材料参数不准确等,并提出改进措施。
工程应用探讨
探讨数值模拟在钢结构焊接残余应力分析中的工 程应用前景和局限性。
原理
利用超声波在材料中的传播速 度与应力之间的关系,通过测 量超声波传播速度的变化来计
算残余应力。
优点
设备相对简单,操作方便,可 实现在线测量。
缺点
对材料表面粗糙度和温度等因 素敏感,测量结果易受干扰。
应用范围
适用于各种金属材料和构件的 表面残余应力测量。
应变片法
原理
在构件表面粘贴应变片,通过测量应 变片电阻值的变化来计算残余应力。
求解过程
采用合适的数值方法求解边界积分方 程,得到焊接过程中的温度场和应力
场分布。
材料本构关系与热源模拟
定义材料的本构关系和焊接热源模型 ,以模拟焊接过程中的热力学行为。
结果分析与验证
对求解结果进行可视化处理和数据分 析,评估残余应力的分布和影响,并 与实验结果进行对比验证。
能够兼顾计算精度和计算效率,适用于大型复杂 焊接结构的残余应力分析。
03
钢结构焊接中的残余应力测量技术
X射线衍射法
01
02
03
04
原理
利用X射线在晶体中的衍射现 象,通过测量衍射角的变化来 计算残余应力。
优点
非破坏性测量,对试样无损伤 ,可测量小区域和复杂形状的 构件。
缺点
设备昂贵,操作复杂,需要专 业人员进行操作和分析。
将数值模拟得到的残余应力分布结果与实验结果 进行对比分析,验证模拟的准确性。
模拟结果优化
针对误差来源进行模拟结果的优化和改进,提高 数值模拟的精度和可靠性。
ABCD
误差来源分析
分析数值模拟中可能存在的误差来源,如模型简 化、材料参数不准确等,并提出改进措施。
工程应用探讨
探讨数值模拟在钢结构焊接残余应力分析中的工 程应用前景和局限性。
原理
利用超声波在材料中的传播速 度与应力之间的关系,通过测 量超声波传播速度的变化来计
算残余应力。
优点
设备相对简单,操作方便,可 实现在线测量。
缺点
对材料表面粗糙度和温度等因 素敏感,测量结果易受干扰。
应用范围
适用于各种金属材料和构件的 表面残余应力测量。
应变片法
原理
在构件表面粘贴应变片,通过测量应 变片电阻值的变化来计算残余应力。
求解过程
采用合适的数值方法求解边界积分方 程,得到焊接过程中的温度场和应力
场分布。
材料本构关系与热源模拟
定义材料的本构关系和焊接热源模型 ,以模拟焊接过程中的热力学行为。
结果分析与验证
对求解结果进行可视化处理和数据分 析,评估残余应力的分布和影响,并 与实验结果进行对比验证。
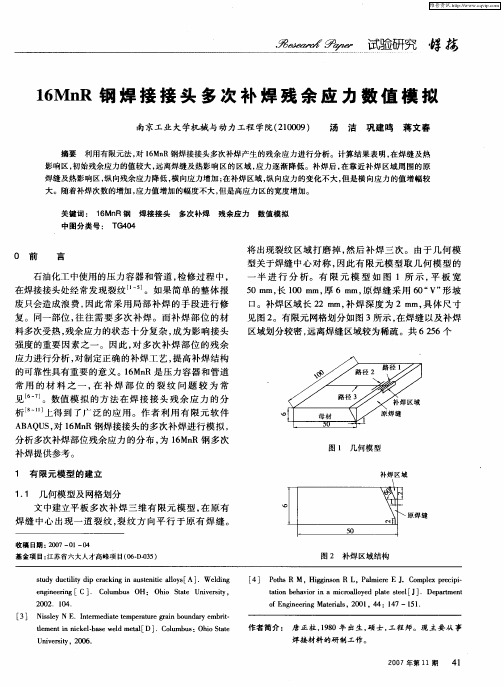
16MnR钢焊接接头多次补焊残余应力数值模拟
2 02. 1 4. 0 0
[ ] Nsl .It m da m ea r ri bu d r e bi 3 i e NE ne e iet p rt ega o nay m r・ sy r te u n t d m n i e.aew l e lD] o m u : hoS t e e tnnc 1 s edm t [ .C l b s O i te i k b a u a
维普资讯
试验研究 r 蜉掳
1 Mn 钢 焊 接 接 头 多 次 补 焊 残 余 应 力 数 值 模 拟 6 R
南京 ._ 大 学机械 与动 力工程 学 ̄( 10 9 Y, -l k 200 )
摘要
汤
洁
巩建 鸣
R钢焊接接头多次补焊产生 的残余应力进行 分析 。计算 结果表 明 , 焊缝及热 在
1 有 限元模 型 的建立
图 1 几何模型
补焊 区域
1 1 几 何模 型 及 网格划分 .
文 中建立 平板 多 次 补 焊 三 维 有 限 元 模 型 , 原 有 在 焊 缝 中心 出现 一 道 裂 纹 , 纹 方 向平 行 于 原 有 焊 缝 。 裂
收 稿 日期 :20 0 —0 0 7— 1 4
见
析
。数值 模 拟 的方 法 在 焊 接 接 头 残 余 应 力 的 分
上得 到 了 广 泛 的 应 用 。 作 者 利 用 有 限 元 软 件
A A U , 1 Mn B Q S 对 6 R钢焊 接接 头 的多 次补 焊 进 行模 拟 ,
分析 多次 补焊部 位 残余 应 力 的 分 布 , 1Mn 为 6 R钢 多 次 补焊提 供 参考 。
相 同的节点 和单 元 。
温 度
[ ] Nsl .It m da m ea r ri bu d r e bi 3 i e NE ne e iet p rt ega o nay m r・ sy r te u n t d m n i e.aew l e lD] o m u : hoS t e e tnnc 1 s edm t [ .C l b s O i te i k b a u a
维普资讯
试验研究 r 蜉掳
1 Mn 钢 焊 接 接 头 多 次 补 焊 残 余 应 力 数 值 模 拟 6 R
南京 ._ 大 学机械 与动 力工程 学 ̄( 10 9 Y, -l k 200 )
摘要
汤
洁
巩建 鸣
R钢焊接接头多次补焊产生 的残余应力进行 分析 。计算 结果表 明 , 焊缝及热 在
1 有 限元模 型 的建立
图 1 几何模型
补焊 区域
1 1 几 何模 型 及 网格划分 .
文 中建立 平板 多 次 补 焊 三 维 有 限 元 模 型 , 原 有 在 焊 缝 中心 出现 一 道 裂 纹 , 纹 方 向平 行 于 原 有 焊 缝 。 裂
收 稿 日期 :20 0 —0 0 7— 1 4
见
析
。数值 模 拟 的方 法 在 焊 接 接 头 残 余 应 力 的 分
上得 到 了 广 泛 的 应 用 。 作 者 利 用 有 限 元 软 件
A A U , 1 Mn B Q S 对 6 R钢焊 接接 头 的多 次补 焊 进 行模 拟 ,
分析 多次 补焊部 位 残余 应 力 的 分 布 , 1Mn 为 6 R钢 多 次 补焊提 供 参考 。
相 同的节点 和单 元 。
温 度
焊接结构-焊接残余应力

积状态。(平行于焊缝轴线分布的应力称 为 纵 向应力 :σX ;垂直于焊 缝轴线的应力称为横向应 力 :σy;厚度方向的残余
应力:σZ)
焊接结构工程 (一)、纵向应力 1、σX的分布
在低碳钢和普通低合金钢的焊接结构中,
其任意横截面上的应力性质均相同,即: 焊缝及其附近的压缩塑性变形区内为拉应 力,且数值一般达到材料的屈服极限σS,而稍 离开焊缝区,拉伸应力迅速陡降,继而出现残
曲线3,则焊件不会产生裂纹。
焊接结构工程
3、圆筒上环焊缝引起的纵向应力 圆筒上环焊缝引起的纵向应力对于圆筒体就是 切向应力。 a. σx的分布规律: 在焊缝及其附近的区域内为拉伸应力,远离焊 缝则为压缩应力。 b. σx的特点 • 圆筒体环焊缝引起的σx比平板直缝小
圆筒体环焊缝在焊后要整体向内收缩,使半径
当焊缝位于平板中心,B较小时,σx分布在
整个宽度上,并随B↑,拉、压应力区交替出现, 应力区面积增大;若B很大,则σx只在焊缝附近
一定区域内分布。
当焊缝并非位于平板中心,σx在较宽一处 附近分布。
焊接结构工程 c.材质的影响 结构材质不同,其焊缝上σx的分布也不同,
随材料膨胀系数和弹性模数的降低,纵向应
余压应力。显然,沿整条焊缝分布的σX 都为
拉应力,但拉应力的分布并不完全相同。
焊接结构工程
焊接结构工程
在焊缝的中间区域,拉应力数值恒定,为材料的
σS,而在板件两端,拉应力逐渐变化,在自由端面 (0-0截面)处σX=0。靠近自由端面的Ⅰ-Ⅰ和Ⅱ-Ⅱ
截面σX<σS,随着截面离开自由端距离的增加σX逐
焊接结构工程
第三节
焊接残余应力
通常意义的焊接应力实际包括两类:
焊接瞬时应力: 焊接过程中某瞬时存在于结构中的应力。
应力:σZ)
焊接结构工程 (一)、纵向应力 1、σX的分布
在低碳钢和普通低合金钢的焊接结构中,
其任意横截面上的应力性质均相同,即: 焊缝及其附近的压缩塑性变形区内为拉应 力,且数值一般达到材料的屈服极限σS,而稍 离开焊缝区,拉伸应力迅速陡降,继而出现残
曲线3,则焊件不会产生裂纹。
焊接结构工程
3、圆筒上环焊缝引起的纵向应力 圆筒上环焊缝引起的纵向应力对于圆筒体就是 切向应力。 a. σx的分布规律: 在焊缝及其附近的区域内为拉伸应力,远离焊 缝则为压缩应力。 b. σx的特点 • 圆筒体环焊缝引起的σx比平板直缝小
圆筒体环焊缝在焊后要整体向内收缩,使半径
当焊缝位于平板中心,B较小时,σx分布在
整个宽度上,并随B↑,拉、压应力区交替出现, 应力区面积增大;若B很大,则σx只在焊缝附近
一定区域内分布。
当焊缝并非位于平板中心,σx在较宽一处 附近分布。
焊接结构工程 c.材质的影响 结构材质不同,其焊缝上σx的分布也不同,
随材料膨胀系数和弹性模数的降低,纵向应
余压应力。显然,沿整条焊缝分布的σX 都为
拉应力,但拉应力的分布并不完全相同。
焊接结构工程
焊接结构工程
在焊缝的中间区域,拉应力数值恒定,为材料的
σS,而在板件两端,拉应力逐渐变化,在自由端面 (0-0截面)处σX=0。靠近自由端面的Ⅰ-Ⅰ和Ⅱ-Ⅱ
截面σX<σS,随着截面离开自由端距离的增加σX逐
焊接结构工程
第三节
焊接残余应力
通常意义的焊接应力实际包括两类:
焊接瞬时应力: 焊接过程中某瞬时存在于结构中的应力。
焊接残余应力

当区段III恢复弹性时,其收缩受 到区段I和II的拘,使σ’’y扩展。
不同焊接顺序对横向应力σ’’y的影响
\\ y
\\ y
σs
从中间向两端焊
从两端向中间焊
不同焊接顺序对横向应力的影响
3) 总的σy
y
' y
'' y
大小受σs的限制
4)横向应力在板宽方向上的分布
横向应力沿板宽上的分布
焊缝中心应力幅值大,两侧应力幅值小,边缘处应力值为零。
环焊缝纵向应力与圆筒半径及焊 接塑性变形区宽度的关系
◇取决于圆筒的半径R、壁 厚δ、塑变区的宽度bp
2. 横向残余应力的分布σy
σ’y 由焊缝及其附近的塑性变形区的纵向收缩引起的 σy= +(叠加)
σ’’y由焊缝及其附近的塑性变形区的横向收缩的不 同时性所引起的
1)σ’y分析:
➢两块平板对焊件,其纵向应力的分布是焊缝及其附近 的塑性变形区为拉应力,两侧为压应力。
一.焊接残余应力的分布
纵向应力σx:沿焊缝方向上的应力
横向应力σy:垂直于焊缝方向上的应力
σz: 厚度方向上的应力
1.纵向残余应力的分布
1) 纵向残余应力在纵向上的分布
总结: 板条中部区, 焊缝纵向残余应力 基本保持不变。在 板条的端部存在一 个内应力的过渡区, 纵向残余应力逐渐 降至零。
原因:板条两端的边界条件与中间部分不同,拘束度和热循 环特性不尽相同,使两端的纵向残余应力出现过渡区。
+
420MPa
厚板V形坡口多层焊时沿厚度上的应力分布
4. 拘束状态下焊接的内应力
σ=σy+σf
结论:σ由拘束产生的反作用力σf与自由状态下焊接产生的横 向残余应力σy之和。
不同焊接顺序对横向应力σ’’y的影响
\\ y
\\ y
σs
从中间向两端焊
从两端向中间焊
不同焊接顺序对横向应力的影响
3) 总的σy
y
' y
'' y
大小受σs的限制
4)横向应力在板宽方向上的分布
横向应力沿板宽上的分布
焊缝中心应力幅值大,两侧应力幅值小,边缘处应力值为零。
环焊缝纵向应力与圆筒半径及焊 接塑性变形区宽度的关系
◇取决于圆筒的半径R、壁 厚δ、塑变区的宽度bp
2. 横向残余应力的分布σy
σ’y 由焊缝及其附近的塑性变形区的纵向收缩引起的 σy= +(叠加)
σ’’y由焊缝及其附近的塑性变形区的横向收缩的不 同时性所引起的
1)σ’y分析:
➢两块平板对焊件,其纵向应力的分布是焊缝及其附近 的塑性变形区为拉应力,两侧为压应力。
一.焊接残余应力的分布
纵向应力σx:沿焊缝方向上的应力
横向应力σy:垂直于焊缝方向上的应力
σz: 厚度方向上的应力
1.纵向残余应力的分布
1) 纵向残余应力在纵向上的分布
总结: 板条中部区, 焊缝纵向残余应力 基本保持不变。在 板条的端部存在一 个内应力的过渡区, 纵向残余应力逐渐 降至零。
原因:板条两端的边界条件与中间部分不同,拘束度和热循 环特性不尽相同,使两端的纵向残余应力出现过渡区。
+
420MPa
厚板V形坡口多层焊时沿厚度上的应力分布
4. 拘束状态下焊接的内应力
σ=σy+σf
结论:σ由拘束产生的反作用力σf与自由状态下焊接产生的横 向残余应力σy之和。
焊接残余应力与变形PPT课件

加热线
加热位置
41
第41页/共51页
(2)加热温度
结构钢火焰矫正加热温度一般为650~700℃之间。 一般用眼睛观察加热部位的颜色来判断加热的大致温度 (可用试温笔)。
颜色
温度℃
深褐红色 550~580
褐红色 580~650
暗樱红色 650~730
深樱红色 730~770
颜色 樱红色 淡樱红色 亮樱红色 桔黄色
喷水法散热 散热垫法散热
水浸法散热
34
第34页/共51页
三.选择合理的焊接方法
选择合理的焊接方法,可有效的减少焊接变形。 等离子弧焊 、氩弧焊、 CO2保护焊、手工电弧
焊、气焊,在保证熔透和焊缝无缺陷的前提下,应 尽量采用小的焊接热输入。
35
第35页/共51页
四.焊接变形的矫正
利用外力使构件产生与焊接变形方向相反的塑 性变形,使两者相互抵消。 焊接变形的矫正有:
第2页/共51页
(1)温度应力
温度应力:由于构件受热不均匀引起的内应力。 产生条件:受热不均匀 温度均匀结果:应力残留或消失(如 果温度应力不高,即低于材料的屈服
极限,T s ,即温度应力在弹性范
围内时,在框架中不产生塑性变形, 当框架的温度均匀化后,热应力随之 消失)。
第3页/共51页
(2)组织应力
β
第19页/共51页
1)堆焊时产生的角变形
平板堆焊高温区金属的热膨胀受到附近温度较低区 域金属的阻碍受挤压,(压缩塑性变形)。
焊接面压缩塑性变形>背面 角变形。
平板堆焊角变形的形成过程
第20页/共51页
(1) 角变形产生原因 焊接热量在厚度方向上的不均匀分布,同 时也取决于焊接的刚度。 焊接层数和焊接线能量与板厚的影响。
焊接数值模拟PPT课件

;
3 K R02
z 0, H
q(x,
y,
z)
Q πR02 H
x2 y 2 R02 , z 0, H
所需给定的初始参数
热源总功率 Q = 3 500 W 热源高度 H = 0.01 m 热源开口半径 R0 = 0.003 m
热源总功率 Q = 3 500 W 热源形状参数 a = 0.003 m b = 0.010 m
3 R02
q(x, y, z) q(0,0,0) e3x2 / a2 e e 3z2 / b2 3 y2 / a2
q(0,0,0) 6 3Q a2bπ π
q(x, y) qm eK x2 y2
QK qm π
;
K
3 R02
q(x, y, z) qm eKx2 y2
qm
QK πH
For a review of the subject, see: T. DebRoy, Role of Interfacial Phenomena in Numerical Analysis of Weldability, Mathematical Modelling of Weld Phenomena II, The Institute of Materials, London, (1995) pp. 3-21.
• 焊接熔池中的流体动力学和热过程 • 热源与金属的相互作用
– 焊接电弧物理,焊接电弧的传热与传质
• 电弧作用于熔池表面的热能和压力分布 • 熔池表面的变形 • 液态金属的蒸发 • 氢及氮氧等在熔池及环境之间的分配
• 焊接冶金和焊接接头组织性能的预测,包括相变过程 • 焊接应力与变形 • 焊接过程中的氢扩散 • 特种焊的数值模拟
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
的Wasplay Ni基合金电子束平板对接接头残余应力
国内
• 我国在计算机分析焊接力学方面起步较晚,但发展迅速。在20世纪80年 代初西安交通大学和上海交通大学等就开始了关于焊接热弹塑性理论及 在数值分析方面的研究。
• 此后,西安交通大学的张建勋[7]采用热—弹塑性有限元法,应用有限元 程序TEPFEM,分析计算了Co基合金静叶片电子束焊接时的焊接工艺对焊 接残余应力的影响。
d.物性数据
e.焊接过程中的温度分布图
f.焊接温度分布曲线
• g.焊接过程中的热应力分布
• h.焊缝的残余应力
i.残余应力的分布曲线及讨论
在沿焊缝的中部区域,纵向 残余应力大小基本上保持不 变,为拉应力稳定区,在焊 缝两端的部位,其纵向残余 应力则由恒定值逐渐降至零, 因为两端部的边界条件与中 间部位有所不同 ,是自由边 界无约束。
• 4. 导入物性数据,以及其他参数。 • 5. 单元分析,求解近似变分方程 • 6. 后处理
数值模拟技术在焊接中的应用
• 1)焊接热传导分析 • 2)焊接熔池流体动力学 • 3)电弧物理 • 4)焊接冶金和焊接接头组织性能的预测 • 5)焊接应力与变形 • 6)焊接过程中的氢扩散 • 7)特殊焊接过程的数值分析 • 8)焊接接头的力学行为
国外
• 20世纪70年代初,日本大阪大学的上田幸雄教授等人,提出了 考虑材料力学性能与温度有关的焊接热弹塑性分析理论,导 出了分析焊接应力应变过程的表达式,从而使复杂的动态焊 接应力过程的分析成为可能。
• 1973 Vaidyanathan利用板壳理论,提出了薄壁管对接环焊缝残 余应力的计算方法 。
• 1978 Rybicki等人,将三维焊接应力问题简化为轴对称问题 • 之后 BYYDong建立了奥氏体不锈钢管道环焊缝的残余应力三
维有限元模型 • 1997 LELindgren等用三维热—力耦合的有限元方法模拟了大
型铜罐电子束焊接接头残余应力 • 此外,Medill采用三维热弹塑性有限元模型模拟了航空常用
在焊缝及其近区的残余应力 为拉伸应力,稍微离开焊缝 区,应力陡降继而出现的是 残余压应力。
图为钢构件内部横向 残余应力,焊缝处为 拉应力,在焊缝附近 为压应力,而且应力 的变化比较急剧。
4 结论
焊接结构中存在的残余应力,大大降低了材料的使用 性能,为了提高钢结构的使用安全,采用焊接结构变形 预测软件(WSDP)对对接焊件内部的温度场和残余应力 分布进行模拟,得出其分布曲线,并与理论曲线进行比 较。采用软件模拟,可大大提高分析结构内部残余应力 的效率,另外对结构设计还具有一定的预测性,在实际 生产中具有一定的应用价值。
通过本文的残余应力模拟,可得出以下内容:
1.焊接变形预测软件WSDP以固有应变理论为基础,通过弹性板 单元有限元法计算焊接结构的变形,从而计算出残余应力。
2.在对接薄板的温度场中,沿焊缝方向上的温度分布在始终两端部 分,在焊接线上的最高到达温度大致相等,而在开始端最高到达温 度最低,终端部分温度最高。而终端最高到达温度升高的原因是该 部分电弧前方的金属不存在,本应在前方由于热传导所丧失的热量 确在终端部分聚集,与此相反,开始的部分则因为没有热量的流入, 所以温度很低。 3.对接薄板的的残余应力数值模拟是通过模型的构筑,单元的划分, 物性参数的导入和计算以及后处理,从而得出模拟结果。残余应力 的模拟曲线与其理论曲线基本相同。 4.数值模拟只是作为一种分析问题的方法,它并不能代替实际,而 且在建模的过程中作了许多简化,例如几何尺寸的选取,以及在加 载过程中所采取的高斯分布热源的简化;在计算过程中作了多次的迭 代,多次累积本身就会产生一定的误差。所以,数值模拟与试验测 量都只是我们所采用的一种方法进行预测与分析,并不能完全反映 实际结果,只能成为我们分析解决问题的一种手段。
v=3mm/s。 2) 焊接开始位置的x坐标=-750mm。 3)焊接终止位置的x坐标=+750mm。 4)焊道的半宽为5mm。
c.虑其构件的对称性,所以取接头的1/2部 分进行单元划分来减少计算的时间。 单元大小:焊接线附近5mm,即使远离焊接线也要 20mm 单元数: 6000个 节点数: 6321点
• 西安石油学院的李栋才等人采用弹塑性有限元方法对超载拉伸消除焊接 残余应力过程进行了数值模拟
• 天津大学材料学院的陈俊梅利用ANSYS软件对Q235B钢十字接头的焊接残 余应力进行了有限元计算。
• 事实上,已有的数值模拟研究成果已经使我们对复杂的焊接 过程有了深入的了解,为解决焊接残余应力带来了新思路和 新方法。因此,我们有理由相信,随着人们对焊接残余应力 认识的深入和计算机技术的高度发展,焊接残余应力数值模 拟技术具有广阔的应用前景。
焊接数值模拟软件
• SYSWELD • ANSYS、MSC-NASTRAN、 • ABAQUS、MARC • DYNA • WSDP
3 对接薄板的残余应力数值模拟
a.确立研究对象
1)坐标系:x轴为焊接线方向、y轴为板宽方向。 2)大小:板长1500mm、板宽600mm、板厚6mm。
b.焊接条件 1)焊接电流I=200A,焊接电压U=18V,焊接速度
1.焊接数值模拟研究概况
• 焊接是一门古老而充满活力的学科,在材料 加工领域中居于首要的地位,而随着工业的 现代化,焊接过程的数值模拟在材料热加工 领域数值模拟中具有很强的代表性。
• 数值模拟技术是使热加工过程走向科学的重 要手段,无论是在理论还是实际都有着极其 重要的意义所以,在能源、动力、军工等领 域的重要部位的焊接仿真的实现、优化工艺 过程、提高产品质量、清除安全隐患等方面 起着日益重要甚至不可替代的作用。
2 数值模拟技术
• 随着计算机技术和计算方法的发展,复杂的工程问题可以采 用离散化的数值计算方法并借助计算机得到满足工程要求的 数值解,数值模拟技术是现代工程学形成和发展的重要动力 之一。
数值模拟技术受到重视的原因
• 由于系统越来越高性能化或复杂化,单纯的试验 已难以使严峻的状况重现出来。
• 有些问题只能使用数学模型才能了解其状况。
• 计算机的性能已经大大提高和普及。
数值模拟的基本步骤
• 1. 建立反映问题(工程问题、物理问题)本质的数 学模型。具体说就是要建立反映问题各量之间的微 分方程及相应的定解条件。
• 2. 建立真实的物理模型,就是与现实中所对的理想 化的模型
• 3. 剖分,将待解区域进行分割,离散成有限个元素 的集合
国内
• 我国在计算机分析焊接力学方面起步较晚,但发展迅速。在20世纪80年 代初西安交通大学和上海交通大学等就开始了关于焊接热弹塑性理论及 在数值分析方面的研究。
• 此后,西安交通大学的张建勋[7]采用热—弹塑性有限元法,应用有限元 程序TEPFEM,分析计算了Co基合金静叶片电子束焊接时的焊接工艺对焊 接残余应力的影响。
d.物性数据
e.焊接过程中的温度分布图
f.焊接温度分布曲线
• g.焊接过程中的热应力分布
• h.焊缝的残余应力
i.残余应力的分布曲线及讨论
在沿焊缝的中部区域,纵向 残余应力大小基本上保持不 变,为拉应力稳定区,在焊 缝两端的部位,其纵向残余 应力则由恒定值逐渐降至零, 因为两端部的边界条件与中 间部位有所不同 ,是自由边 界无约束。
• 4. 导入物性数据,以及其他参数。 • 5. 单元分析,求解近似变分方程 • 6. 后处理
数值模拟技术在焊接中的应用
• 1)焊接热传导分析 • 2)焊接熔池流体动力学 • 3)电弧物理 • 4)焊接冶金和焊接接头组织性能的预测 • 5)焊接应力与变形 • 6)焊接过程中的氢扩散 • 7)特殊焊接过程的数值分析 • 8)焊接接头的力学行为
国外
• 20世纪70年代初,日本大阪大学的上田幸雄教授等人,提出了 考虑材料力学性能与温度有关的焊接热弹塑性分析理论,导 出了分析焊接应力应变过程的表达式,从而使复杂的动态焊 接应力过程的分析成为可能。
• 1973 Vaidyanathan利用板壳理论,提出了薄壁管对接环焊缝残 余应力的计算方法 。
• 1978 Rybicki等人,将三维焊接应力问题简化为轴对称问题 • 之后 BYYDong建立了奥氏体不锈钢管道环焊缝的残余应力三
维有限元模型 • 1997 LELindgren等用三维热—力耦合的有限元方法模拟了大
型铜罐电子束焊接接头残余应力 • 此外,Medill采用三维热弹塑性有限元模型模拟了航空常用
在焊缝及其近区的残余应力 为拉伸应力,稍微离开焊缝 区,应力陡降继而出现的是 残余压应力。
图为钢构件内部横向 残余应力,焊缝处为 拉应力,在焊缝附近 为压应力,而且应力 的变化比较急剧。
4 结论
焊接结构中存在的残余应力,大大降低了材料的使用 性能,为了提高钢结构的使用安全,采用焊接结构变形 预测软件(WSDP)对对接焊件内部的温度场和残余应力 分布进行模拟,得出其分布曲线,并与理论曲线进行比 较。采用软件模拟,可大大提高分析结构内部残余应力 的效率,另外对结构设计还具有一定的预测性,在实际 生产中具有一定的应用价值。
通过本文的残余应力模拟,可得出以下内容:
1.焊接变形预测软件WSDP以固有应变理论为基础,通过弹性板 单元有限元法计算焊接结构的变形,从而计算出残余应力。
2.在对接薄板的温度场中,沿焊缝方向上的温度分布在始终两端部 分,在焊接线上的最高到达温度大致相等,而在开始端最高到达温 度最低,终端部分温度最高。而终端最高到达温度升高的原因是该 部分电弧前方的金属不存在,本应在前方由于热传导所丧失的热量 确在终端部分聚集,与此相反,开始的部分则因为没有热量的流入, 所以温度很低。 3.对接薄板的的残余应力数值模拟是通过模型的构筑,单元的划分, 物性参数的导入和计算以及后处理,从而得出模拟结果。残余应力 的模拟曲线与其理论曲线基本相同。 4.数值模拟只是作为一种分析问题的方法,它并不能代替实际,而 且在建模的过程中作了许多简化,例如几何尺寸的选取,以及在加 载过程中所采取的高斯分布热源的简化;在计算过程中作了多次的迭 代,多次累积本身就会产生一定的误差。所以,数值模拟与试验测 量都只是我们所采用的一种方法进行预测与分析,并不能完全反映 实际结果,只能成为我们分析解决问题的一种手段。
v=3mm/s。 2) 焊接开始位置的x坐标=-750mm。 3)焊接终止位置的x坐标=+750mm。 4)焊道的半宽为5mm。
c.虑其构件的对称性,所以取接头的1/2部 分进行单元划分来减少计算的时间。 单元大小:焊接线附近5mm,即使远离焊接线也要 20mm 单元数: 6000个 节点数: 6321点
• 西安石油学院的李栋才等人采用弹塑性有限元方法对超载拉伸消除焊接 残余应力过程进行了数值模拟
• 天津大学材料学院的陈俊梅利用ANSYS软件对Q235B钢十字接头的焊接残 余应力进行了有限元计算。
• 事实上,已有的数值模拟研究成果已经使我们对复杂的焊接 过程有了深入的了解,为解决焊接残余应力带来了新思路和 新方法。因此,我们有理由相信,随着人们对焊接残余应力 认识的深入和计算机技术的高度发展,焊接残余应力数值模 拟技术具有广阔的应用前景。
焊接数值模拟软件
• SYSWELD • ANSYS、MSC-NASTRAN、 • ABAQUS、MARC • DYNA • WSDP
3 对接薄板的残余应力数值模拟
a.确立研究对象
1)坐标系:x轴为焊接线方向、y轴为板宽方向。 2)大小:板长1500mm、板宽600mm、板厚6mm。
b.焊接条件 1)焊接电流I=200A,焊接电压U=18V,焊接速度
1.焊接数值模拟研究概况
• 焊接是一门古老而充满活力的学科,在材料 加工领域中居于首要的地位,而随着工业的 现代化,焊接过程的数值模拟在材料热加工 领域数值模拟中具有很强的代表性。
• 数值模拟技术是使热加工过程走向科学的重 要手段,无论是在理论还是实际都有着极其 重要的意义所以,在能源、动力、军工等领 域的重要部位的焊接仿真的实现、优化工艺 过程、提高产品质量、清除安全隐患等方面 起着日益重要甚至不可替代的作用。
2 数值模拟技术
• 随着计算机技术和计算方法的发展,复杂的工程问题可以采 用离散化的数值计算方法并借助计算机得到满足工程要求的 数值解,数值模拟技术是现代工程学形成和发展的重要动力 之一。
数值模拟技术受到重视的原因
• 由于系统越来越高性能化或复杂化,单纯的试验 已难以使严峻的状况重现出来。
• 有些问题只能使用数学模型才能了解其状况。
• 计算机的性能已经大大提高和普及。
数值模拟的基本步骤
• 1. 建立反映问题(工程问题、物理问题)本质的数 学模型。具体说就是要建立反映问题各量之间的微 分方程及相应的定解条件。
• 2. 建立真实的物理模型,就是与现实中所对的理想 化的模型
• 3. 剖分,将待解区域进行分割,离散成有限个元素 的集合