金刚石相关标准
类金刚石涂层的标准
类金刚石涂层的标准稿子一嘿,亲爱的小伙伴们!今天咱们来聊聊类金刚石涂层的标准。
你知道吗,这类金刚石涂层可不是随便弄弄就行的,那是有严格标准滴!先说这涂层的厚度吧,可不能太薄啦,不然起不到足够的保护作用。
就像咱们冬天穿衣服,太薄了不保暖呀。
但也不能太厚,太厚了可能会影响零件的精度和性能,就好像给人穿了太多衣服,行动都不方便啦。
还有哦,涂层的硬度也是有标准哒。
得足够硬,才能抵抗各种磨损和刮擦。
想象一下,如果涂层太软,那不就跟纸糊的一样,一下就破啦?再说说附着力吧。
这就好比两个人手牵手,得紧紧拉着不能轻易松开。
涂层和基底之间的附着力得强,不然稍微碰一下就掉了,那可不行。
而且哦,涂层的表面粗糙度也有讲究。
太粗糙的话,会影响外观和使用效果,就像脸上长了痘痘,可不美观哟。
呀,类金刚石涂层的标准那是相当重要,只有符合标准,才能发挥出它的最大作用,让各种零件变得更耐用、更厉害!稿子二哈喽呀,小伙伴们!今天来和大家唠唠类金刚石涂层的标准。
这类金刚石涂层啊,就像是给零件穿上了一层超级铠甲。
可这铠甲合不合格,得看标准呢!先瞧瞧这涂层的成分,得纯纯的,不能有杂七杂八的东西混进去,不然效果可就大打折扣啦。
然后是它的结构,得均匀、致密。
要是这儿薄那儿厚,或者到处都是小空隙,那能保护好零件吗?肯定不行呀!还有呢,耐腐蚀性也很关键。
遇到酸啊碱啊的,可不能一下子就被腐蚀掉,那多没面子。
说到摩擦系数,这也有标准哟。
要低摩擦,这样零件工作起来才能顺顺利利,不卡顿。
另外,热稳定性也不能忽视。
温度高一点低一点,涂层都得稳稳的,不能变形或者失效。
哎呀,要达到这些标准可不容易,但只有这样,类金刚石涂层才能真正成为零件的好帮手,让它们变得更强大,为我们服务得更久更好!怎么样,是不是觉得这标准还挺严格的?。
金刚石砂轮规格型号标准
金刚石砂轮规格型号标准在金属加工和磨削工业中,金刚石砂轮是一种重要的磨料工具。
其硬度高、耐磨损性强、切削速度快,常用于磨削高硬度材料,如各类合金、陶瓷和玻璃等。
金刚石砂轮的规格型号标准是确保其质量和性能的重要指标,本文将介绍金刚石砂轮的规格型号标准,帮助读者更好地选择和使用金刚石砂轮。
一、金刚石砂轮的规格金刚石砂轮的规格通常由直径、厚度和孔径三个参数来标识。
其中,直径是指砂轮工作面的直径,厚度是指砂轮的厚度,孔径则是指砂轮中心的孔的直径,这个孔用来安装在磨床的主轴上。
金刚石砂轮的直径一般有100mm、150mm、200mm等多种规格可选,厚度也有不同的选择范围,如20mm、25mm、30mm等。
孔径的大小通常与磨床的主轴相匹配,是便于砂轮的安装和固定。
二、金刚石砂轮的型号根据金刚石砂轮的具体用途和性能要求,还需要选择合适的砂轮型号。
常见的金刚石砂轮型号有1A1、11A2、6A2、12A2等,每个型号都有不同的特点和适用范围。
1. 1A1型金刚石砂轮1A1型金刚石砂轮是一种平面砂轮,其主要用于对各种材料的平面磨削。
该型号的砂轮结构紧密,磨削效率高,表面加工质量好。
适用于磨削硬度高的合金材料、陶瓷和石材等。
2. 11A2型金刚石砂轮11A2型金刚石砂轮是一种碟形砂轮,其特点是具有较大的孔径,用来进行内圆磨削。
该型号的砂轮适用于对轴承外圈、油封等零件进行磨削。
3. 6A2型金刚石砂轮6A2型金刚石砂轮是一种碟形砂轮,适用于刃磨刀具和切削工具。
该型号的砂轮具有较大的厚度,磨削时稳定性好,适用于对较大尺寸的工具进行磨削。
4. 12A2型金刚石砂轮12A2型金刚石砂轮是一种碟形砂轮,适用于刃磨锥形刀具和大尺寸的平刀。
该型号的砂轮具有大孔径,适用于磨削直径较大的工具。
除了以上几种常见的型号外,金刚石砂轮还有其他的型号,如1V1、12V9、14A1等。
不同的型号适用于不同的磨削任务和材料。
三、金刚石砂轮的标准1. GB/T 6409.1-2002《磨料砂轮特种砂轮》是中国国家标准中关于金刚石砂轮的规格型号标准。
金刚石相关标准
ANSI/UL 745-2-31-2006 金刚石芯钻头的安全标准.特殊要求 ASTM D2113-2008 ASTM G 171-2003 ASTM G171-2003 ASTM G1712003(2009)e2 BS 4019-5-1999 现场斟探用金刚石钻取岩芯和取样的标准试验方法 用金刚石触针测定材料划痕硬度的标准试验方法 用金刚石触针测定材料划痕硬度的标准试验方法 用金刚石触针测定材料划痕硬度的标准试验方法
JB/T 10723-2007 JB/T 10724-2007 JB/T 10725-2007 JB/T 10986-2010 JB/T 10987-2010 JB/T 11114-2010 JB/T 3233-2012 JB/T 3234-2012 JB/T 3235-1999 JB/T 3236-2007 JB/T 3583-2006 JB/T 3943.2-1999 JB/T 5205-2007 JB/T 5823-1991 JB/T 6084-2007 JB/T 6571-1993 JB/T 6998-2010 JB/T 7425-2012 JB/T 7989-2012 JB/T 7990-2012 JB/T 8000-2012 JB/T 8002-2012 JB/T 8374-2012
超硬磨料制品 金刚石圆锯片 第1部分:焊接锯 片 超硬磨料制品 金刚石圆距片 第2部分:烧结锯 片 人造金刚石用石墨 金刚石岩心钻探钻具设备 金刚石绳索取心钻探钻具设备 镶聚晶金刚石刀片 尺寸 超硬磨料 人造金刚石品种 超硬磨料制品 金刚石或立方氮化硼砂轮和磨头 极限偏差和圆跳动公差 金刚石焊接锯片基体用钢 人造金刚石和立方氮化硼 品种 超硬磨料 金刚石或立方氮化硼颗粒尺寸 超硬磨料制品 金刚石或立方氮化硼磨具 形状 和尺寸 超硬材料 金刚石或立方氮化硼/硬质合金复合 片品种、尺寸 超硬磨料 金刚石热冲击韧性测定方法 焊接聚晶金刚石或立方氮化硼槽刀 焊接聚晶金刚石或立方氮化硼车刀 焊接聚晶金刚石或立方氮化硼铰刀 焊接聚晶金刚石或立方氮化硼立铣刀
金刚石标准

金刚石标准金刚石是一种稀有的宝石,被广泛用于珠宝饰品和工业应用。
为了确保金刚石的质量和价值,国际上制定了一系列的金刚石标准。
这些标准通常涵盖金刚石的颜色、纯度、切割和重量等方面。
在本文中,我们将详细介绍金刚石标准的相关内容。
一、颜色标准颜色是判断金刚石品质的重要因素之一。
国际上通常采用GIA(Gemological Institute of America)的颜色等级来评判金刚石的颜色。
GIA的颜色等级从D到Z,D表示无色,Z表示有颜色。
根据GIA的标准,D、E和F级的金刚石被视为无色或几乎无色,是最珍贵的。
G、H和I级的金刚石也被视为几乎无色,是高质量的。
J级及以下的金刚石具有明显的黄色或棕色,质量较低。
二、纯度标准金刚石的纯度是指其内部或表面的瑕疵程度。
国际上通常采用GIA的纯度等级来评判金刚石的纯度。
GIA的纯度等级从FL(无瑕疵)到I3(明显的瑕疵)分为6个等级。
FL和IF(全内无瑕)级的金刚石几乎没有内部或表面瑕疵,是最珍贵的。
VVS1和VVS2级的金刚石有非常微小的瑕疵,几乎看不见。
VS1和VS2级的金刚石有小的瑕疵,但不会影响其美观。
SI1和SI2级的金刚石有明显的瑕疵,需要通过放大镜才能看见。
I1、I2和I3级的金刚石有明显的瑕疵,质量较低。
三、切割标准金刚石的切割是指将原石切割成适合珠宝饰品的形状和比例。
切割质量影响金刚石的光学性质和外观。
国际上通常采用GIA的切割等级来评判金刚石的切割。
GIA的切割等级分为Excellent(优)、Very Good(很好)、Good(好)、Fair(一般)和Poor(差)五个等级。
优级的切割能使金刚石充分反射光线,具有最佳的光彩。
差级的切割则会使金刚石失去光彩,影响其美观。
四、重量标准金刚石的重量以克拉为单位。
克拉是国际上通用的衡量金刚石质量的标准。
大多数金刚石以小数点后两位的数字表示其重量。
0.25克拉的金刚石表示为"25分"。
金刚石钻头+标准

金刚石钻头+标准摘要:I.引言- 简要介绍金刚石钻头的概念和应用领域II.金刚石钻头的种类与特点- 按形状分类:圆钻头、方钻头、六边形钻头等- 按金刚石的镶嵌方式分类:整体金刚石钻头、复合金刚石钻头等- 各类金刚石钻头的适用范围和优缺点III.金刚石钻头的选择标准- 钻头材质:金刚石的含量、质量、类型等- 钻头形状和尺寸:与被加工材料和钻孔要求相适应- 钻头的加工精度:影响钻孔的精度和效率IV.金刚石钻头的使用与维护- 使用方法:合理选择钻头,正确安装和调试,控制切削参数等- 维护保养:清洁、检查、更换磨损部件等V.结论- 总结金刚石钻头在现代工业中的重要性及其发展趋势正文:金刚石钻头是一种以金刚石为切削刃的钻头,广泛应用于各类工业材料的高效加工。
金刚石钻头的种类繁多,不同的形状、结构和镶嵌方式适应不同的加工需求。
正确选择和使用金刚石钻头,对于提高加工效率、保证加工质量具有重要意义。
金刚石钻头主要有圆钻头、方钻头、六边形钻头等。
其中,圆钻头应用最为广泛,适用于大多数材料的高速钻孔。
方钻头和六边形钻头则适用于难加工材料和特殊场景。
此外,根据金刚石的镶嵌方式,金刚石钻头可分为整体金刚石钻头和复合金刚石钻头。
整体金刚石钻头结构简单、镶嵌牢靠,但更换成本较高;复合金刚石钻头则兼具高切削性能和较低的制造成本。
在选择金刚石钻头时,应综合考虑钻头材质、形状和尺寸、加工精度等因素。
钻头材质直接影响金刚石的含量、质量、类型等,从而影响钻孔效果。
钻头形状和尺寸要与被加工材料和钻孔要求相适应,以保证切削稳定、钻孔精度高。
钻头的加工精度也至关重要,直接关系到钻孔的精度和效率。
在使用金刚石钻头过程中,合理选择钻头、正确安装和调试、控制切削参数是提高加工效率的关键。
此外,还需定期对钻头进行维护保养,如清洁、检查、更换磨损部件等,以延长钻头使用寿命。
总之,金刚石钻头在现代工业中具有重要地位,其发展趋势将更加注重高效、环保和智能化。
金刚石复合片标准

金刚石复合片是一种新型材料,具有高硬度、高耐磨、高耐腐蚀、高耐高温等优点。
它广泛应用于机械制造、电子工业、化工行业等领域。
为了确保金刚石复合片的品质,必须制定相应的标准。
本文将介绍金刚石复合片的标准。
一、标准编号和名称《金刚石复合片》。
金刚石复合片的标准编号为GB/T 22552-2018,二、适用范围GB/T 22552-2018适用于金刚石复合片的技术要求、试验方法、检验规则和标志、包装、运输、贮存等方面的要求。
三、术语和定义GB/T 22552-2018中涉及的术语和定义如下:1.金刚石复合片:将金刚石颗粒与基体材料复合而成的材料。
2.金刚石颗粒:直径在0.1mm以上的人造或天然金刚石颗粒。
3.基体材料:能够与金刚石颗粒复合的材料,通常为金属或陶瓷材料。
4.金属基体:用于复合金刚石颗粒的金属材料,包括钢、铁、铜、铝等。
5.陶瓷基体:用于复合金刚石颗粒的陶瓷材料,包括氧化铝、氮化硅、碳化硅等。
四、技术要求GB/T 22552-2018规定了金刚石复合片的技术要求,包括以下方面:1.外观质量:金刚石复合片应无裂纹、夹杂、气孔等缺陷,表面光洁平整。
2.尺寸和公差:金刚石复合片的尺寸和公差应符合设计要求或协议规定。
3.金刚石颗粒分布:金刚石颗粒应均匀分布在基体材料中,且不得出现聚集现象。
4.金刚石颗粒含量:金刚石复合片中金刚石颗粒的含量应符合设计要求或协议规定。
5.硬度:金刚石复合片的硬度应符合设计要求或协议规定。
6.耐磨性能:金刚石复合片应具有良好的耐磨性能,符合设计要求或协议规定。
7.耐腐蚀性能:金刚石复合片应具有良好的耐腐蚀性能,符合设计要求或协议规定。
8.耐高温性能:金刚石复合片应具有良好的耐高温性能,符合设计要求或协议规定。
五、试验方法GB/T 22552-2018规定了金刚石复合片的试验方法,包括以下方面:1.外观检验:对金刚石复合片进行目视检查,判断是否存在缺陷。
2.尺寸检验:使用测量工具对金刚石复合片的尺寸进行检测,计算公差。
含金刚石颗粒的磨料的的硬度检测标准

含金刚石颗粒的磨料的的硬度检测标准含金刚石颗粒的磨料的硬度检测标准引言作为一项重要的工程材料,含金刚石颗粒的磨料在工业生产中发挥着巨大的作用。
然而,如何准确、可靠地检测含金刚石颗粒的磨料的硬度成为了一个亟待解决的问题。
本文将深入探讨含金刚石颗粒的磨料的硬度检测标准,以帮助读者更全面、深刻地理解这一主题。
I. 硬度检测的重要性及难点含金刚石颗粒的磨料作为一种高硬度材料,在工业应用中需要具备一定的硬度特性。
准确地检测含金刚石颗粒的硬度成为了保证磨料质量的重要手段。
然而,由于金刚石颗粒在磨料中的分散性和细度,传统的硬度检测方法往往难以准确反映其硬度特性。
1. 传统硬度检测方法的局限性传统的硬度检测方法主要依靠试验样品的表面硬度进行测量,如洛氏硬度、维氏硬度等。
然而,由于含金刚石颗粒往往较小,试验样品中的金刚石颗粒数量较少,造成通常的硬度检测方法无法准确、全面地反映其实际硬度特性。
II. 含金刚石颗粒的磨料的硬度评估的进展为了解决传统硬度检测方法的局限性,近年来,研究者们提出了一系列新的方法和标准来评估含金刚石颗粒的磨料的硬度。
下面将针对这些方法进行介绍。
1. 显微硬度测试方法显微硬度测试方法是一种通过显微镜观察金刚石颗粒的压痕形成来评估其硬度特性的方法。
该方法首先将待测金刚石颗粒固定在基板上,然后使用显微压痕仪直接观察其压痕形成过程。
通过测量压痕的长度、宽度等参数,可以间接推算出金刚石颗粒的硬度。
显微硬度测试方法具有高精度、非破坏性等优点,能够有效评估小颗粒金刚石的硬度。
2. 静态压缩测试方法静态压缩测试方法是一种利用压缩机械将金刚石颗粒压缩至一定载荷下,测量其应力-应变曲线,从而评估其硬度特性的方法。
该方法采用先进的力学测试设备和数据分析技术,能够准确地评估含金刚石颗粒的硬度。
3. 全接触压实方法全接触压实方法是一种将含金刚石颗粒与基础材料混合并进行压实,然后通过钻石工具在样品表面进行切割和研磨,并观察研磨后的表面形貌来评估其硬度特性的方法。
金刚石复合片标准

金刚石复合片是由金刚石和基材复合而成的一种新型材料。
其优异的物理和化学性能使得它在许多领域都有广泛的应用。
为了确保金刚石复合片的质量和性能,各国制定了相应的标准。
本文将对金刚石复合片的标准进行详细介绍。
一、定义金刚石复合片是由金刚石晶体和基材复合而成的一种材料。
基材可以是金属、陶瓷或者其他材料。
金刚石复合片具有高硬度、高强度、高韧性等优异性能。
二、分类根据基材的不同,金刚石复合片可以分为金属基复合片、陶瓷基复合片和其他基材复合片。
三、标准1.美国标准美国标准主要包括ASTM标准和SAE标准。
其中ASTM标准主要针对金属基复合片,SAE标准则主要针对车辆零部件制造。
2.欧洲标准欧洲标准主要由CEN和ISO制定。
其中CEN标准主要应用于机械加工领域,ISO标准则主要应用于石油和天然气勘探开采领域。
3.中国标准中国标准主要由国家标准化委员会制定。
目前,中国的金刚石复合片标准主要参考国际标准,并结合国内工业生产实际情况进行修订。
四、性能指标金刚石复合片的性能指标主要包括硬度、强度、断裂韧性、耐磨性等方面。
其中,硬度是衡量金刚石复合片的重要指标之一。
一般来说,金刚石复合片的硬度应达到5000kg/mm2以上。
强度是指金刚石复合片在承受外力时不发生永久形变或破坏的能力。
根据不同的应用领域,金刚石复合片的强度要求也有所不同。
断裂韧性是指金刚石复合片在承受外力时发生破坏前能够吸收的能量。
这个指标对于金刚石复合片的应用领域也有着重要的影响。
耐磨性是指金刚石复合片在使用过程中对于磨损的抵抗能力。
这个指标对于金刚石复合片在机械加工、石油勘探等领域的应用来说尤为重要。
五、检测方法金刚石复合片的质量和性能需要通过一系列的检测方法进行检验。
其中包括显微组织分析、硬度测试、强度测试、断裂韧性测试、耐磨性测试等方面。
六、结论金刚石复合片是一种优异的材料,在各个领域都有着广泛的应用前景。
为了确保金刚石复合片的质量和性能,各国制定了相应的标准,并采取一系列的检测方法进行检验。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
查看 | 预 订 查看 | 预 ANSI B74.3-2003 金刚石或CBN磨料制品形状和尺寸规格 订 ANSI/UL 745-2-31-2006 查看 | 预 金刚石芯钻头的安全标准.特殊要求 订 查看 | 预 ASTM D2113-2008 现场斟探用金刚石钻取岩芯和取样的标准试验方法 订 查看 | 预 ASTM G 171-2003 用金刚石触针测定材料划痕硬度的标准试验方法 订 查看 | 预 ASTM G171-2003 用金刚石触针测定材料划痕硬度的标准试验方法 订 ASTM G171查看 | 预 用金刚石触针测定材料划痕硬度的标准试验方法 2003(2009)e2 订 旋转钻芯设备.旋转钻心设备.钢绳金刚石钻孔设备规范.A系 查看 | 预 BS 4019-5-1999 统:米制单位 订 天然石料的开采和加工用机械和设备.安全性.金刚石线状锯 查看 | 预 BS EN 15163-2008 的要求 订 便携式电动工具安全性.第2-6部分:带给水的金刚石钻头详 查看 | 预 BS EN 61029-2-6-2010 细要求 订 BS EN ISO 6360-4-2004 查看 | 预 牙科学.旋转仪器的数字编码系统.金刚石仪器的具体特性 订 BS EN ISO 7711-1查看 | 预 牙科用旋转器械.金刚石器械的尺寸,要求,标识和包装 1998+A1-2009 订 BS EN ISO 7711-2-1993 查看 | 预 牙科用旋转器械.金刚石器械.第2部分:切盘 订 BS EN ISO 7711-2-2011 查看 | 预 牙科学.旋转金刚石仪器.磁盘 订 BS EN ISO 7711-3-2005 查看 | 预 牙科学.金刚石旋转器械.磨粒尺寸、标注与彩色编码 订 查看 | 预 BS ISO 16463-2004 多晶金刚石镶刃插件.尺寸规格和类型 订 查看 | 预 BS ISO 22917-2005 超磨料.金刚石或立方氮化硼砂轮的极限偏差和跳动误差 订 高强度磨料制品.金刚石或立方氮化硼旋转磨削工具.一般评 查看 | 预 BS ISO 6104-2005 述、名称和多种语言术语 订 查看 | 预 DD 234-1996 抛光金刚石的分级.术语和分类 订 查看 | 预 DIN 4000-134-2005 性能表.第134部分:含金刚石和氮化硼的不可旋转制品 订
查看 | 预 订 查看 | 预 订 查看 | 预 订 查看 | 预 订 查看 | 预 订 查看 | 预 订 查看 | 预 订 查看 | 预 订 查看 | 预 订 查看 | 预 订 查看 | 预 订 查看 | 预 订 查看 | 预 订 查看 | 预 订 查看 | 预 订 查看 | 预 订 查看 | 预 订 查看 | 预 订 查看 | 预 订 查看 | 预 订 查看 | 预 订 查看 | 预 订 查看 | 预 订
焊接聚晶金刚石或立方氮化硼镗刀 金刚石或立方氮化硼珩磨条 技术要求 天然金刚石车刀 超硬磨料 人造金刚石杂质含量检验方法 超硬磨料 人造金刚石冲击韧性测定方法 石材矿山开采设备 金刚石串珠锯 超硬磨料 钻探用人造金刚石聚晶 超硬磨料 拉丝模用人造金刚石聚晶 人造金刚石烧结体磨耗比测定方法 金刚石修整笔 超硬磨料制品 金刚石精磨片 金刚石拉丝模 石材加工用金刚石磨具 聚晶金刚石拉丝模具技术条件 钻探工具用三角形金刚石聚晶 人造金刚石或立方氮化硼冲击韧性测定方法 25MN金刚石液压机 超硬磨料制品 金刚石或立方氮化硼磨具技术 条件 超硬磨料 人造金刚石技术条件 超硬磨料 人造金刚石和立方氮化硼微粉 超硬磨料制品 金刚石框架锯条 超硬磨料制品 人造金刚石或立方氮化硼研磨 膏 超磨料.金刚石或立方体氮化硼砂轮的极限偏差和跳动误差 超磨料制品.带金刚石或立方氮化硼的旋转磨削工具.一般评 述、名称与符号和多种语言术语 人造工业金刚石砂粒产品.单一颗粒抗压故障强 度."DiaTest-SI"系统 天然石料的开采和加工用机械和设备.安全性.金刚石线状锯 的要求 可移式电动工具的安全.第2-6部分:带水源金刚石钻的特定 要求(修改的IEC 61029-2-6-1993);德文版本EN 61029-2-62010 牙科学.旋转器械的数字编码体系.第4部分:金刚石器械的特 性 移动式电动工具的安全 第2-6部分:注水金刚石钻的特殊要 求 移动式电动工具的安全 第2-7部分:注水金刚石锯的特殊要 求 金刚石绳索取心钻探设备 系列A 第1部分:米制单位 金刚石绳索取心钻探设备 系列A 第2部分:英制单位 金刚石绳索取心钻探设备 CSSK体系 镶片多晶体金刚石镶齿.尺寸、类型 超磨料.金刚石或立方体氮化硼砂轮的极限偏差和跳动误差 旋转钻井设备.金刚石钻头和岩心金刚石钻头 回转取心金刚石钻探设备 系列A 第1部分:米制单位 回转取心金刚石钻探设备 系列A 第2部分:英制单位 回转取心金刚石钻探设备 系列B 第1部分:米制单位 回转取心金刚石钻探设备 系列B 第2部分:英制单位 超磨料制品.带金刚石或立方氮化硼的旋转磨削工具.一般评 述、名称与符号和多种语言术语 牙科学.旋转器械的数字编码体系.第4部分:金刚石器械的具 体特性 回转取心金刚石钻探设备 系列C 技术勘误1 回转取心金刚石钻探设备 系列C 技术勘误2
DIN ISO 16463-2005 DIN ISO 22917-2005 DIN ISO 6104-2005 DIN-Fachbericht ISO/TR 24857-2007 EN 15163-2008 EN 61029-2-6-2010 EN ISO 6360-4-2004 IEC 61029-2-6-1993 IEC 61029-2-7-1993 ISO 10097-1-1999 ISO 10097-2-1999 ISO 10098-1992 ISO 16463-2004 ISO 22917-2004 ISO 3396-1975 ISO 3551-1-1992 ISO 3551-2-1992 ISO 3552-1-1992 ISO 3552-2-1992 ISO 6104-2005 ISO 6360-4-2004 ISO 8866 Technical Corrigendum 1-1991 ISO 8866 Technical Corrigendum 2-1992
粉末冶金天然金刚石修整片 金刚石修整滚轮 安装轴径 电镀金刚石铰刀 天然金刚石 加工非金属硬脆材料用节块式金刚石 圆锯片 金刚石玻璃磨边轮 加工非金属硬脆材料用节块式金刚石框架锯条 人造金刚石薄壁钻头 金刚石烧结体磨耗比测定仪检定规程 金刚石复合片取心钻头 金刚石复合片不取心钻头 煤田钻探金刚石取心钻头 煤矿用金刚石复合片锚杆钻头 金刚石玻璃刀 金刚石圆镜机 金刚石拉丝模 金刚石钻头及金刚石取心钻头 牙科学 金刚石旋转器械 第1部分:尺寸、要求 、标记和包装 牙科学 金刚石旋转器械 第3部分:颗粒尺寸、 命名和颜色代码 金刚石钻探单动双层岩心管结构型式和基本参 数 地质钻探金刚石钻头 地质钻探金刚石扩孔器 金刚石框架锯条
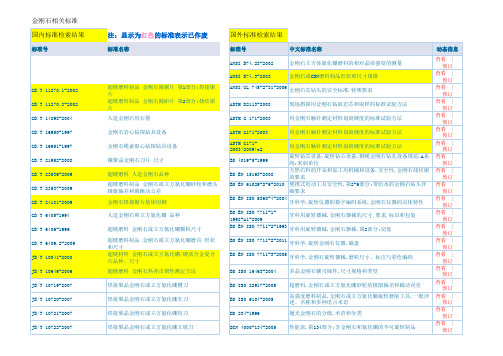
金刚石相关标准 国内标准检索结果
标准号
注:显示为红色的标准表示已作废
标准名称
国外标准检索结果
标准号 ANSI B74.23-2002 中文标准名称 金刚石立方体氮化硼磨料的相对晶体强度的测量 动态信息
GB/T 11270.1-2002 GB/T 11270.2-2002 GB/T 14898-2004 GB/T 16950-1997 GB/T 16951-1997 GB/T 21952-2008 GB/T 23536-2009 GB/T 23537-2009 GB/T 24181-2009 GB/T 6405-1994 GB/T 6406-1996 GB/T 6409.2-2009 JB/T 10041-2008 JB/T 10646-2006 JB/T 10719-2007 JB/T 10720-2007 JB/T 10721-2007 JB/T 10722-2007
天然石料的开采和加工用机械和设备.安全性.金刚石线状锯 的要求 DIN EN 61029-2-6-2011 可移式电动工具的安全.第2-6部分:带水源金刚石钻的特定 要求(修改的IEC 61029-2-6-1993);德文版本EN 61029-2-6 2010 DIN EN ISO 6360-4牙科学.旋转器械的数字编码体系.第4部分:金刚石器械的特 2004 性
DIN 4000-134-2011 DIN 58723-1985 DIN 58723-2013
特性表.第134部分:含金刚石和氮化硼的不可旋转制品 光学加工.平圆面用嵌制金刚石钻头的磨具 光学加工.平圆面用嵌制金刚石钻头的磨具
DIN 58741 Bb.1-2006 光学工程生产.镶金刚石的碗形砂轮.综述 DIN 58741-1-1996 DIN 58741-1-2009 DIN 58741-2-2004 DIN 58741-4-2004 DIN 58741-5-2004 DIN 58741-5-2012 DIN 58741-6-2007 DIN 58741-7-2005 DIN 58741-7-2010 DIN 58741-8-2005 DIN 58741-8-2012 DIN 58743-2005 DIN 58744-1-2002 DIN 58744-2-1998 DIN 58745-1977 DIN 69110-2005 DIN EN 15163-2008 光学加工.镶金刚石的碗形砂轮.第1部分:带圆锥体 光学加工.镶金刚石的碗形砂轮.第1部分:带圆锥体 光学加工.镶金刚石的杯形砂轮.第2部分:带安装缸砂轮 光学加工.镶金刚石的杯形砂轮.第4部分:组合工具 光学加工.镶金刚石的杯形砂轮.第5部分:电镀的 光学加工.镶金刚石的杯形砂轮.第5部分:电镀的 光学加工.镶金刚石的杯形砂轮.第6部分:整套砂轮磨削工具 光学加工.镶金刚石的杯形砂轮.第7部分:可组合的定形研磨 盘 光学加工.镶金刚石的杯形砂轮.第7部分:可组合的定形研磨 盘 光学加工.镶金刚石的杯形砂轮.第8部分:中空锥柄连接 光学加工.镶金刚石的杯形砂轮.第8部分:中空锥柄连接 光学加工.镶金刚石的切割锯片 光学工程生产.镶金刚石的磁芯钻.第1部分:带装配螺纹 光学工程生产.镶金刚石的空心钻.第2部分:带装配圆筒 光学加工.镶金刚石的片状器材 光学加工.光学工具用金刚石镶嵌.超磨蚀部分的元件