作业手顺书制作
手顺书
NO 1 2
改定日 2006-9-10 2012-12-8
制改项目 新规作成 机台吨位减少修正
制改定者 陈世湘 廖剑锋
A/1
AN(UE/EX型)用量
温度:1
80~360 ℃
料从射咀排出)
.(转速不变)
承认 肖青叶 赵迎
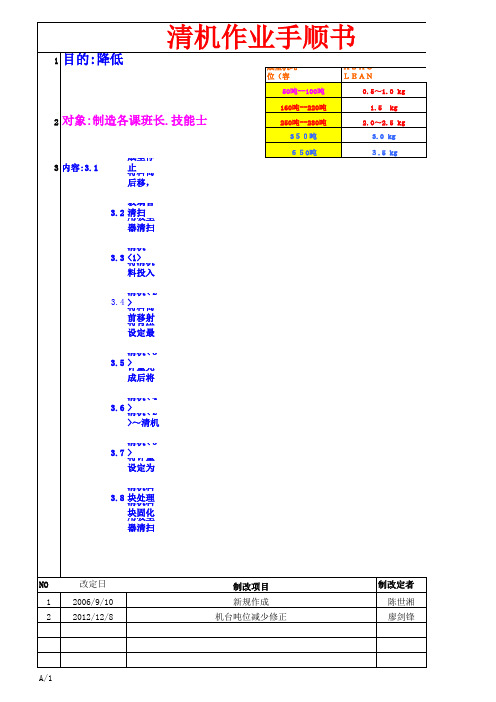
G3-3-Leabharlann 033 内容:3.1成型停止 将料筒后移,利用高背压将残留在料筒内(之前的)成型材料全部排出. 3.2 玻璃管清扫 用吸尘器清扫加热筒上料斗内部及玻璃管. 3.3 清机<1> 将清机料投入(专用清机料ASACLEAN) 3.4 清机<2> 将料筒前移射咀顶住模(用铝板作中间的接触板.防止计量时清机料从射咀排出) 将背压设定最大,计量设定为螺杆直径的2倍.转动螺杆进行计量.(转速不变) 3.5 清机<3> 计量完成后将料筒后移.高速进行空射. 3.6 清机<4> 清机<2>~清机<3>步骤重复操作直至料块都变成清机料的料块. 3.7 清机<5> 将计量设定为20~30MM,背压为0.计量后高速空射15~20次. 3.8 清机料块处理 清机料块固化后清理. 用吸尘器清扫加热筒上料斗内部及玻璃管残留的清机料粉末.
清机作业手顺书
1
目的:降低(颜色)制品的黑点.异物不良率.
成型机吨位(容量) 50吨--100吨 160吨--220吨 ASACLEAN(UE/EX型)用量 0.5~1.0 kg 1.5 kg
2
对象:制造各课班长.技能士
250吨--280吨 350吨 650吨
2.0~2.5 kg 3.0 kg 3.5 kg
作业手顺书作成

1. 目的2. 适用范围3. 职责4. 引用文件/参考文件《文书管理程序》《工程管理程序》5. 定义就是对制造产品的作业步骤.作业方法.作业时需要的治工具.注意事项.作业的基准.产品的规格以及在生产过程中出现的异常处理等以作业手顺书的形式指示出来.6.手顺内容6.1手顺书作成的流程根据的量试资料(部品表.图面.配置图.作业指导书等)根据资料做实际的操作.对作业指导书的.并作成作业手顺书.进行工场量试生产线根据生产技术部作成的作业手顺书在生产线流动的状态下完成所有作业内容.依照实际情况生技对手顺书作进一步修正.作成作业手顺书6.2.手顺书作成的要求:(每个作业工程要有手顺书)6.2.1 开始作业时的点检.准备工作6.2.2 作业手顺6.2.3 产品的检查规格6.2.4 作业所使用的治工具.测定器名及型号6.2.5 使用的部品名.品番.厂家品番.数量6.2.6 安全部品的标记6.2.7作业时.安全方面所要求的注意点6.2.8 作业者的认定6.2.9 发生异常时的处理方法6.2.10 作业时的必要记录6.2.11 作业注意点注:作业手顺书有固定的格式6.3.作业手顺书的承认6.3.1生技担当在作成作业手顺书後.给各小组的责任者(副主任以上级)确认.对于检查过程中有问题发生就马上反馈给担当进行修正.然後再次确认.完全OK后要检印.6.3.2 安全担当确认手顺书的安全规格和安全部品有关的内容.并在安全规格部品上盖印.确认有问题时要联络生技担当进行修改.修改後的手顺书要再次经各小组责任者确认同检印.安全担当在确认完全OK后要检印.6.3.3 品管部责任者确认检印.问题点有时反馈生技担当修正.然後经生技小组责任者.安全担当检印.完全OK后检印.6.3.4 生技部门各机种的顾问者检印.有需要变更的地方联络生技担当进行修改.修改後的手顺书同样经小组责任者.安全担当.品管责任者检印.完全OK后检印.6.3.5 生产技术部部门长的检印.所有的手顺书必需得到部门长的检印方可.同样发现问题点时联络生技担当进行修正.生技小组责任者检印安全担当检印品质管理部责任者检印生产技术部顾问者检印生产技术部部门长检印6.4.作业手顺书的配布:6.4.1 承认OK的作业手顺书根据需要.分别配布到相关部门.事务局将手顺书整理.核对後.在生技需保管的一份手顺书背面盖上正本文件的专用章.另外的配布份则盖上配布印章.并在《配布管理记录表》(ZE-114*)上填写作业手顺书的管理号码.配布日期以及各签收方在记录表上签名或盖印.6.4.2配布6.5.手顺书的变更处理:6.5.1 由于技术对策.某些工程手顺书要变更:如:部品.规格参数.作业方法等.生技担当根据本部提供的资料.在手顺书正版或正版/配布版上进行变更(变更内容要记载在手顺书上.变更时间.责任者以及变更的理由及时间).变更後的手顺书要得到顾问级以上的责任者检印后方可配布或保存记录.6.5.2 当变更为新的手顺书时.具体流程同6.作业手顺书的承认7.作业手顺书的配布.同时旧的管理号码正本文件要盖上失效文件印章.并保存3年.配布文件要废弃.新的手顺书正本文件取代之.7.手顺书的记录:《作业手顺书管理台帐》《作业手顺书》《配布管理记录表》8.修改及废弃《作业手顺书作成标准书》的修改和废弃由生产技术部部门长决定.。
作业手顺书制作(精)

QMCI-75-3 NC FORMAT 1
文书名
作业手顺书 Pyro/LE Line 作业名文书保存,发放流程NC 朱丽霞标准书号P1/2关联文书号
5、文书管理员修改【各线文书list 】;
新文书:添加文件名和手顺编号及版本后实施相互超链接
旧文书:修改版本后重新实施相互超链接
6、点击【各线文书list】内的手顺书编号可以直接打开该手顺;
点击手顺书的编号可以打开【各线文书list】
7、文书list和手顺书的超链接方法
不要随意变更文件的保存名
①文书list超链接手顺书:文书右击手顺书编号、点击超链接;
点击手顺书名称,点击确认
②手顺书超链接文书list:右击手顺书编号、点击超链接;
点击各线文书list,点击确认
制定版本作业方法条件
要点参照点击文件名称,
点击查找范围框内的点击各线文书list
-DSSC-。
标准作业手顺书中文ver
标准作业手顺书中文版1. 概述标准作业手顺书(Standard Operating Procedure,简称SOP)是指一套详细的操作规范,旨在确保团队成员在执行各项任务时能够达到一致的品质、效率以及安全性。
本文将会阐述SOP的重要性,以及如何有效地编写SOP以增强团队凝聚力。
2. SOP的重要性•提高效率:SOP的核心目标是通过明确的标准化步骤和工作流程改进团队的工作效率。
通过执行SOP,团队成员可以在规定时间内按照相同的步骤完成任务,提高工作效率,并节约成本。
•提高产品品质:SOP列出了一系列明确的规范和标准操作步骤,确保团队成员以统一的标准执行任务,以保证产品质量的稳定性和持续性。
•增强安全性:SOP不仅列出了具体的操作步骤,还指定了行为规范和安全措施,确保在完成任务时不会引起任何危险事件,提升工作安全性。
•减少失误和重复性工作:标准作业手顺书也能够减少人为失误和重复工作,保证原材料的使用、产品检测、报表记录和数据分析得到高效的管理和监控。
3. 如何编写SOPSOP的编写过程包括以下步骤:3.1 定义流程步骤首先,我们需要定义流程步骤,并编写流程图。
要确保步骤具体且每个步骤都被清晰描述。
通过这样的方式,在下一步草拟标准操作手续时,大家可以看到整个流程的完整性。
3.2 编写标准操作手续接下来,我们需要编写标准操作手续,具体明确每个步骤的执行指南。
这个过程要求详细注释、足够的截图或表格,保证流程易于理解,并且容易根据文件结构查找操作细节。
3.3 审核、修改和发布SOP最后,我们需要将编写的SOP文件提交给SOP拥有者、质量经理和培训协调员等上级管理层审核、修改和发布SOP。
修改必须在原始标准操作手续中,并且最新版本必须能够识别和更新。
4. 如何实施SOPSOP文件编写和发布完成后,接下来我们就需要确保团队中所有成员能够熟练执行SOP。
为了保证SOP的有效实施,我们需要执行以下关键步骤:•确保所有团队成员已经熟悉和了解SOP的流程和操作细节,要求必须在实践中达到熟练掌握。
作业手顺书(注入)
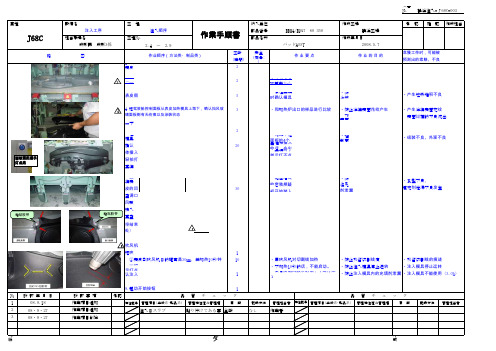
文書 № 納入単位作成担当部品番号 部品名称工数安全(時間)(符号: )1.从表皮加热模具上取下表皮22.アニールコンベア起動フットSWを蹴る2・フットSW起動から50秒後に3.把表皮假性套装到下侧模具上5・假性套装时确认模具下侧・防止垃圾堆积不良3和表面过薄的流出5.踹一下脚碰按钮,启动驾驶舱控制面板的加热模具26.在模具上侧套装控制面板(参照技术知识书)・如果不把面板的4个感应口对准・控制面板变形 ①确认控制面板的感应口是否插入基准杆(4处)20基准杆插入的话,会出现套装错误。
②全体插入・套装终了指示灯不点亮 ③轻轻拍打感应器处 (4处) ④套装完毕后,指示灯自动点亮7.套装表皮 (参照技术指示书)・无凹陷处的套装偏移・防止R型不良产生和 ①表皮的凹陷处按照模具的凹陷基准杆套装(17处)30・必须从最初开始装入填充剂泄漏 ②空调口・空调百叶窗・侧部延模具下侧押入 ③挡风玻璃面板上的沿线按照模具下侧沿线对合 ④按入侧面空调口、百叶窗以及各个角部 ⑤真空成形(踹一下脚踏按钮) ⑦真空结束后指示灯得点亮8.用吹风机加热切割线 ①把吹风机的开关放到 Ⅲ 上。
110 ③指示灯点亮和蜂鸣器响起后,关闭吹风机8.确认注入口面板侧的防透风胶带11No 改 訂 年 月 日承認108.9.18特性記号管理項目(手段系・製品系)記録方法管理担当者管理特性値&管理幅208・9・27注入口スラブなし作業者308・9・27原紙保管 : 発行部門 保管期間 : 生産中止より 10暦年 ダイキョーニシカワ株式会社様式 : 業生‐001‐02 ’03/1改訂周 期品 質 チ ェ ッ ク・组装不良、外观不良⑧防透风胶带沿两端粘贴 (3处) (4处)・残留切割线的痕迹・防止注入模具内的充填剂泄漏管理担当者・注入模具停止运转・注入模具不能使用(3.0h)填充剂泄漏不良发生・R型不良、怠慢工作时,可能被预测出的索赔、不良表面过薄的不良流出・产生涂装表面花纹・产生垃圾堆积不良鶴浜注入-J68C-003承 認確 認記録方法管理項目(手段系・製品系)・防止残留切割线痕・防止注入模具停止运转作成工場作成年月日鶴浜工場特性記号・不加热10秒的话,不能启动。
作业要领手顺书格式
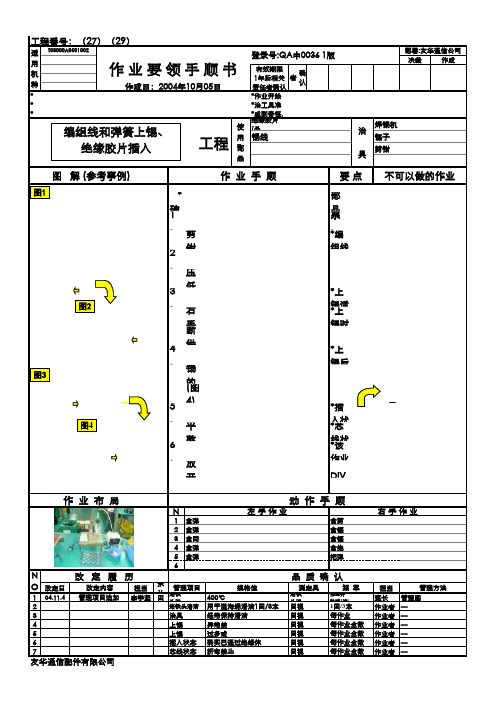
决裁作成有效期限1年后相关责任者确认*按照作业要领书正确地进行规定事宜*作业开始时把部品用生产指示书与样品进行现品对照*指定以外的作业者作业时要从班长接受作业指导与品质确认*治工具准备所指定的工具并正确地使用*作业开始时必须实施所指定的点检项目*感到奇怪.稍微不同时.立即报告给班长绝缘胶片(品番:574C)焊锡机锡线镊子 剪钳*確認前工程的作業結果部品投入前对照现品、现品1、编组线与弹簧端面平齐,用票、品番确认剪钳切除多余编组线(图1)*编组线松散禁止2、用镊子把绝缘体上的编组线压低压平(图2)3、左手把编组线接触烙铁头预热*上锡适量,锡线约4~5cm 右手拿着镊子的同时拿锡线不*上锡时间:约3~4秒断供给上锡(图3),4、把锡线放下马上用镊子把已上*上锡后状态:编组线脱焊禁止锡的编组线压着并离开烙铁头(图4)5、把绝缘胶片穿过绝缘体并压*插入状态:确实已通过绝缘体平整*芯线状态:折弯禁止6、把弹簧两侧压至芯线位置后*该作业的目的是方便弹片插入放开DIV插头和防止弹片弹出NO1拿弹簧组体拿剪钳剪掉多余的编组线2拿弹簧组体上锡拿镊子、锡线供给上锡3拿同轴线拿镊子固定上锡后的编组线4拿弹簧组体拿绝缘片穿过绝缘体并压平整5拿弹簧组体把弹簧两侧压至芯线位置后放开6改定日担当承认担当104.11.4李学坚田中烙铁头温度400℃±50℃烙铁头温度计作业开始时3次/天班长管理图2作业者3作业者4上锡后状态异常禁止作业者5上锡量过多或过少禁止作业者6作业者7作业者作成日:2004年10月05日适用机种T08000A0501002登录号:QA中0036 1版工程番号:(27)(29)要 点部署:友华通信公司作 业 要 领 手 顺 书确认者不可以做的作业作 业 布 局动 作 手 顺工程使用部品治 具图 解 (参考事例)作 业 手 顺管理方法左 手 作 业右 手 作 业NO改 定 履 历品 质 确 认管理项目追加烙铁头清洁用干湿海绵清洁1回/3本目视 改定内容 管理项目规格值测定具频 率插入状态确实已通过绝缘体目视治具经常保持清洁目视目视—每作业全数—每作业全数1回/3本—每作业目视每作业全数——友华通信配件有限公司—芯线状态折弯禁止目视每作业全数编组线和弹簧上锡、绝缘胶片插入图1图2图4图3。
管理工程図作业手顺书作方及运用
管理工程図作业手顺书作方及运用引言管理工程図是一种专业的技术工具,用于管理和改善工作流程。
它提供了对工作流程的清晰可见性,并帮助识别问题和改进机会。
本文档将介绍管理工程图的作业手顺书的制作方法和运用,帮助读者了解如何有效地运用管理工程图来改善工作流程。
第一部分:制作管理工程图作业手顺书步骤1:明确目标在制作管理工程图作业手顺书之前,我们应该首先明确目标。
明确目标将有助于我们确定我们希望通过工作流程的改进实现的结果。
例如,我们可能希望提高工作效率,减少错误率,或提高客户满意度等。
步骤2:收集数据要制作有效的管理工程图作业手顺书,我们需要收集相关的数据。
这些数据可以包括工作流程的时间和成本数据,员工的反馈和建议,以及从客户或用户那里收集到的信息。
收集数据的过程应该尽可能准确和全面。
步骤3:绘制流程图管理工程图作业手顺书通常以流程图的形式展示工作流程。
流程图可以清晰地展示工作流程中的每个步骤和活动。
在绘制流程图时,我们应该确保图形明确且易于理解。
每个步骤和活动都应该用适当的符号表示,并按正确的顺序排列。
步骤4:标记关键活动在绘制流程图之后,我们应该标记出关键活动。
关键活动是工作流程中最重要、最关键的步骤。
识别关键活动有助于我们集中精力改进这些步骤,从而提高整个工作流程的效率和质量。
步骤5:分析问题和改进机会一旦流程图和关键活动被标记出来,我们可以开始分析工作流程中的问题和改进机会。
通过仔细观察每个步骤和活动,我们可以识别出可能存在的问题,并提出相应的解决方案。
这些解决方案应该针对具体的问题,并且可行性高。
步骤6:编写作业手顺书最后,我们可以根据上述分析结果编写管理工程图作业手顺书。
作业手顺书应该包括对每个步骤和活动的详细说明,包括所需的材料、工具、操作方法等。
此外,手顺书还可以包括对关键活动的重点说明,以及对可能的问题和解决方案的介绍。
第二部分:管理工程图作业手顺书的运用制作好管理工程图作业手顺书之后,我们可以开始将其运用于实际的工作环境中。
b标准作业b手顺书作成及改定手引

標準作業手順書作成及び改定の手引き標準作業手順書(以下、「手順書」という)の作成及び改訂にあたっては、以下の項目に留意すること。
<目次>1. 試料採取1.1 事前調査1.2 環境試料の採取手順1.3 排出口試料の採取手順2. 嗅覚検査3. 判定試験3.1 判定試験の準備3.2 器材の洗浄方法3.3 環境法の判定手順3.4 排出口法の判定手順4. 結果報告1.試料採取事前調査、環境試料及び排出口試料の採取に分けて、確認項目や手順、条件に応じた使用器材の選定などを手順書に記載する。
1.1 事前調査現地状況について対象事業場へのヒアリング及び現地調査を行い、試料採取場所の選定や採取器材の準備をする。
また、記入様式を定め、情報の統一化を図る。
1)環境試料の主な流れは以下のとおり①臭気発生状況について調査を行う。
②試料採取地点を選定する③試料採取方法を選定する臭気の発生により、複数の採取方法を使い分けている場合は、どのような条件で試料採取方法を選定しているのか、手順書に記載する。
④必要な採取器材を確認する⑤測定検体数や調査日を調整する⑥試料採取者へ情報を伝達する2)排出口試料の主な流れは以下のとおり①臭気発生状況について調査を行う。
②試料採取地点を選定する③安全性を確認する・高所、高温作業や有害ガスの有無について、安全管理マニュアルに基づき、確認を行う。
対策が講じられない場合は別の場所で採取する。
④必要な採取器材を確認する・排ガス温度が250℃以上の場合、ポリフッ化樹脂製の試料採取管を用いることはできない。
・排ガスの水分量や粉じんの有無によって、凝縮水トラップやグラスウールを用意する。
・排出ガスの流速が早い、ダストの量が多いなどの理由があり、試料採取管を破損する恐れのあるときは採取管の外側をステンレス製の導管で保護する。
⑤試料採取方法を選定する・臭気の発生により、採取方法を使い分けるため、どのような条件で試料採取方法を選定しているのか、手順書に記載する。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
QMCI-75-3 NC FORMAT 1
文书名
作业手顺书 Pyro/LE Line 作业名文书保存,发放流程NC 朱丽霞标准书号
P1/2关联文书号
5、文书管理员修改【各线文书list 】;
新文书:添加文件名和手顺编号及版本后实施相互超链接
旧文书:修改版本后重新实施相互超链接
6、点击【各线文书list】内的手顺书编号可以直接打开该手顺;
点击手顺书的编号可以打开【各线文书list】
7、文书list和手顺书的超链接方法
不要随意变更文件的保存名
① 文书list超链接手顺书:文书右击手顺书编号、点击超链接;
点击手顺书名称,点击确认
② 手顺书超链接文书list:右击手顺书编号、点击超链接;
点击各线文书list,点击确认
制定版本作业方法条件
要点参照点击文件名称,
点击查找范围框内的点击各线文书list。