变压吸附装置中均压设计的讨论
化工原理变压吸附论文

变压吸附摘要介绍了变压吸附技术的基本原理及其开发与应用,并对今后变压吸附空气分离技术的发展方向提出了看法。
关键词空气分离变压吸附制氧1.引言变压吸附(PSA 3技术是近几十年崛起的气体分离技术,PSA用于制氧是近来发展起来的新技术。
它与传统的已有近百年历史的深冷法制氧工艺相比,两者各有千秋,在制氧领域各自发挥独自的优势,又彼此激烈竞争。
近几年,由于变压吸附空分制氧工艺具有操作灵活方便、投资少、性能好等优点,使其在中小规模空分领域确立了优势,并正不断向大型化发展,对它的研究也成为化工领域的一个热点。
2.变压吸附基本原理2.1吸附的定义当两相组成一个体系时,两相界面处的成分与相内成分是不同的,在两相界面处会产生积蓄,这种现象称为吸附;而被吸附的原子或分子返回到液相或气相的过程,称为解吸。
在两相界面处,被吸附的物质称为吸附质,吸附相称为吸附剂。
2.2常用的吸附剂主要有活性白土、硅胶、活性氧化铝、活性炭、碳分子筛、合成沸石分子筛等。
2.3变压吸附工作的基本步骤单一的固定吸附床操作,无论是变温吸附还是变压吸附,由于吸附剂需要再生,吸附是间歇式的。
因此,工业上都是采用两个或更多的吸附床,使吸附床的吸附和再生交替(或依次循环)进行,保证整个吸附过程的连续。
对于变压吸附循环过程,有三个基本工作步骤:1.压力下吸附吸附床在过程的最高压力下通入被分离的气体混合物,其中强吸附组分被吸附剂选择性吸收,弱吸附组分从吸附床的另一端流出。
2.减压解吸根据被吸附组分的性能,选用前述的降压、抽真空、冲洗和置换中的几种方法使吸附剂获得再生。
一般减压解吸,先是降压到大气压力,然后再用冲洗、抽真空或置换。
3.升压吸附剂再生完成后,用弱吸附组分对吸附床进行充压,直到吸附压力为止。
接着又在压力下进行吸附。
3变压吸附空气分离技术应用与开发3.1变压吸附工艺发展现状变压吸附空分制氧工艺技术的进展与分子筛研制的成就息息相关。
初期的PSA制氧装置大多为高压吸收,常压解吸,后来在中大型装置上采用了略高于常压下吸附在真空下解吸的方法。
变压吸附(PSA)知识

19.简述均压过程和意义。
答:被吹扫后的吸附器内吸附剂再生完成,但吸附器内压力很低,与进料压力的压差太大,不能直接进行吸附,需要先升压。而完成吸附步骤的吸附器压力较高,同时吸附剂颗粒之间,存留一部分氢气应当回收。均压过程即是吸附之后的高压吸附器与再生之后的低压吸附器进行压力均衡,高压吸附器内部的氢气流入低压吸附器。均压过程重,高压吸附器压力降低,部分杂质脱附,并随物流上移,又被上部吸附剂重新吸附,故杂质界面上移。
16.吸附剂在使用中受潮引起性能下降如何处理?
答:吸附剂在使用中受潮如果不是很严重,可以用干燥的气体进行吹除或用抽真空方式抽吸,降低水的分压,使吸附剂恢复部分活性,维持生产使用,但吸附性能难以恢复如初。如果受潮严重只有按照吸附剂活化处理办法重新活化。
17.吸附器充分吸附杂质后,各杂质在吸附剂上如何分布?为什么?
9.分子筛和活性炭吸附性能的比较。
答:活性炭对二氧化碳的吸附能力很大,而且吸附量随压力的升降变化十分明显,是二氧化碳的良好的吸附剂,分子筛则不然,它在低压下就大量吸附二氧化碳,而且随压力升高吸附量变化不明显,在低压下脱附困难,故不能作二氧化碳的吸附剂。
活性炭和分子筛都可用作一氧化碳的吸附剂,活性炭的高压吸附量比分子筛的大,低压脱附容易,但是分子筛的吸附能力更强,适用于要求产品中一氧化碳很低的情况。
吸附剂的装填步骤及要求:
⑴.检查吸附器内部结构合格后,首先装入活性炭。将活性炭从容器中倾入卸料漏斗,提升到吸附器顶部后转移到接收漏斗中,吸附剂通过管子流到连接的装填元件上,通过装填元件,吸附剂均匀地降落在吸附剂床层的表面上,这样吸附剂才能获得均匀一致的最大的堆积密度,并且使吸附剂的下沉和移动最小。
变压吸附(PSA)技术浅论

变压吸附(PSA)技术浅论变压吸附(Pressure Swing Adsorption,PSA)分离技术是一种低能耗的气体分离技术。
变压吸附工艺所要求的压力一般在0.1~2.5MPa,允许压力变化范围较宽,一些有压力的气源,如氨厂弛放气、变换气等,本身的压力可满足变压吸附(PSA)工艺的要求,可省去再次加压的能耗。
变压吸附(PSA)分离技术目前主要应用于以下领域:提纯氢气(H2)、提纯一氧化碳(CO)、变换气脱除二氧化碳(CO2)、)回收二氧化碳(CO2)、空气分离制氧(O2)、)空气分离制氮(N2)、)回收乙烯(C2H4)、聚丙烯尾气回收丙烯(C3H6)、天然气回收轻烴、回收聚氯乙烯尾气。
1.变压吸附工艺过程变压吸附循环是吸附和再生的循环,吸附过程是吸附剂在加压时吸附混合气中的某些组份,未被吸附组份通过吸附器层流出,当吸附剂被强吸附组分饱和以后,吸附塔需要进入再生过程,也就是解吸或脱附过程。
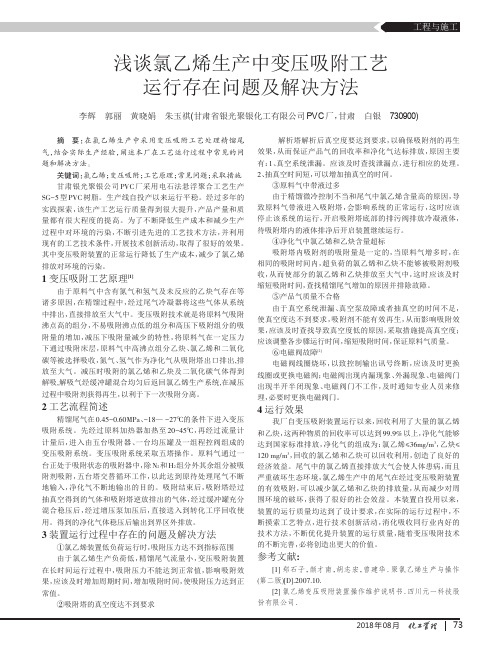
工艺过程中吸附器的压力变化如图所示。
真空解吸:升压过程(A-B):经真空解吸再生后的吸附器处于过程的最低压力P0、床内杂质吸留量为Q1(A点). 在此条件下用产品组分升压到吸附压力P3,床内杂质吸留量Q 1不变(B点)。
吸附过程(B-C):在恒定的吸附压力下原料气不断进入吸附器,同时输出产品组分. 吸附器内杂质组分的吸留量逐步增加,当到达规定的吸留量Q3时(C点)停止进入原料气,吸附终止. 此时吸附器内仍预留有一部分未吸附杂质的吸附剂(如吸附剂全部被吸附杂质,吸留量可为Q4,C’点)。
顺放过程(C-D):沿着进入原料气输出产品的方向降低压力,流出的气体仍为产品组分,用于别的吸附器升压或冲洗. 在此过程中,随床内压力不断下降,吸附剂上的杂质被不断解吸,解吸的杂质又继续被未充分吸附杂质的吸附剂吸附,因此杂质并未离开吸附器,床内杂质吸留量Q3不变. 当吸附器降压到D 点时,床内吸附剂全部被杂质占用,压力为P2。
逆放过程(D-E):开始逆着进入原料气输出产品的方向降低压力,直到变压吸附过程的最低压力P1(通常接近大气压力),床内大部分吸留的杂质随气流排出器外,床内杂质吸留量为Q2。
变压吸附制氢均压过程分析

变压吸附制氢均压过程分析殷文华;卜令兵;伍毅;张杰【摘要】The article constituted the model of the pressure equalizing process of PSA-H2 by 1D transient hydrodynamics, simulated the pressure equalizing process. The simulating result indicated that the pressure drop is asymmetric, the pres-sure drop is bigger and the velocity is higher in low-pressure side, the pressure drop of the valves accounted for 40% in some pressure equalization process.%建立了变压吸附制氢均压过程的一维瞬态模型,对均压过程系统的压力和速度进行了计算分析。
计算结果显示,系统的压力降呈非对称分布,低压侧的压力降大于高压侧的压力降,部分均压步骤中均压阀的压力降占到系统压力降的40%;均压时低压侧的速度大于高压侧的速度,且均压靠后步骤速度大于均压靠前步骤的速度。
【期刊名称】《低温与特气》【年(卷),期】2016(034)005【总页数】3页(P19-21)【关键词】变压吸附;均压过程;数值模拟;流体力学【作者】殷文华;卜令兵;伍毅;张杰【作者单位】四川天一科技股份有限公司变压吸附分离工程研究所,成都610225;四川天一科技股份有限公司变压吸附分离工程研究所,成都 610225;四川天一科技股份有限公司变压吸附分离工程研究所,成都 610225;四川天一科技股份有限公司变压吸附分离工程研究所,成都 610225【正文语种】中文【中图分类】TQ028.1变压吸附制氢作为氢气提纯与净化的一种重要手段,以其能耗低、投资省、操作方便灵活的特点,近年来得到快速发展,已经投入运行的变压吸附制氢装置最大规模已经达到280 000 Nm3/h,装置的运行压力达到4.5 MPa。
浅谈氯乙烯生产中变压吸附工艺运行存在问题及解决方法
2018年08月浅谈氯乙烯生产中变压吸附工艺运行存在问题及解决方法李辉郭丽黄晓娟朱玉祺(甘肃省银光聚银化工有限公司PVC 厂,甘肃白银730900)摘要:在氯乙烯生产中采用变压吸附工艺处理精馏尾气,结合实际生产经验,阐述本厂在工艺运行过程中常见的问题和解决方法。
关键词:氯乙烯;变压吸附;工艺原理;常见问题;采取措施甘肃银光聚银公司PVC 厂采用电石法悬浮聚合工艺生产SG-5型PVC 树脂。
生产线自投产以来运行平稳。
经过多年的实践探索,该生产工艺运行质量得到很大提升,产品产量和质量都有很大程度的提高。
为了不断降低生产成本和减少生产过程中对环境的污染,不断引进先进的工艺技术方法,并利用现有的工艺技术条件,开展技术创新活动,取得了很好的效果。
其中变压吸附装置的正常运行降低了生产成本,减少了氯乙烯排放对环境的污染。
1变压吸附工艺原理[1]由于原料气中含有氮气和氢气及未反应的乙炔气存在等诸多原因,在精馏过程中,经过尾气冷凝器将这些气体从系统中排出,直接排放至大气中。
变压吸附技术就是将原料气吸附沸点高的组分,不易吸附沸点低的组分和高压下吸附组分的吸附量的增加,减压下吸附量减少的特性,将原料气在一定压力下通过吸附床层,原料气中高沸点组分乙炔、氯乙烯和二氧化碳等被选择吸收,氮气、氢气作为净化气从吸附塔出口排出,排放至大气。
减压时吸附的氯乙烯和乙炔及二氧化碳气体得到解吸,解吸气经缓冲罐混合均匀后返回氯乙烯生产系统,在减压过程中吸附剂获得再生,以利于下一次吸附分离。
2工艺流程简述精馏尾气在0.45-0.60MPa 、-18—-27℃的条件下进入变压吸附系统。
先经过原料加热器加热至20-45℃,再经过流量计计量后,进入由五台吸附器、一台均压罐及一组程控阀组成的变压吸附系统。
变压吸附系统采取五塔操作。
原料气通过一台正处于吸附状态的吸附器中,除N 2和H 2组分外其余组分被吸附剂吸附,五台塔交替循环工作,以此达到原待处理尾气不断地输入,净化气不断地输出的目的。
变压吸附装置中均压设计的讨论概要

变压吸附装置中均压设计的讨论汤洪四川天一科技股份有限公司开发设计所成都 610225摘要论述均压在变压吸附装置中的作用 , 介绍均压差的计算以及均压次数的选择与效果评价的方法。
关键词变压吸附均压有效均压次数气体回收变压吸附气体分离技术是利用气体在吸附剂上的吸附容量随其分压变化 (即气体分压越高 , 吸附量越大 , 反之亦然的特性 , 在较高压力下吸附 , 而弱吸附组分(如提氢装置的氢气则直接通过吸附床输出 ; 通过降低吸附床的被吸附组分分压(降低吸附床压力 , 并用被吸附组分含量较低的气体对吸附床进行冲洗 , 或抽真空 , 使被吸附组分从吸附剂中解吸出来 , 吸附剂得到再生。
变压吸附气体分离技术与其他吸附分离技术的主要区别是吸附剂解吸再生时不需另加再生气源及外加能量(加热再生气用。
主要技术突破在于应用了均压的操作。
1 操作过程我们用简单的五塔二次均压操作工艺来说明变压吸附的操作过程。
五塔二次均压的操作时序如表 1所示。
表 1 五塔二次均压操作时序表分步骤 12345678910时间 , s 90909090909090909090 A 塔终压 , ata 10 210 27 24 22 71 21 24 27 210 2吸附床 A A1A2E1D E2D PP D P E 2R E1R FRB E1R FR A1A2E1D E2D PP D P E2RC P E2R E1R FR A1A2E1DE 2D PP DD PP D P E2R E1R FR A1A2E1D E2DE E1D E2D PP D P E2R E1R FR A1A2注 :A 吸附 Ei D 均压降 i PP 顺放 D 逆放 P 冲洗 EiR 均压升 i FR 终充以吸附床 A 为例说明变压吸附的工艺操作过程。
分步骤 1、 2, 吸附床 A 处于吸附状态 (A1、 A2 。
分步骤 3, 吸附床 A 吸附完成需降压再生 , 通过吸附床顶的程序控制阀与吸附床 C 连接 , 向吸附床 C 充压直至压力相等 , 吸附床 A 压力从 10 2ata 降至 7 2ata, 吸附床 C 压力从 4 2ata 升至 7 2ata, 吸附床 A 的步骤称为均压降 1 (E1D 。
变压吸附制氧工艺常见问题处理
升压 均 压后 吸 附器压 力仍 较低 ,利 用氧气 缓 冲罐 中 的产 品气 从顶 部送 入 吸附器 ,同时从 吸 附器 底部 引入 空气 ,对 吸 附器进 行升 压 。 以上 各步 骤循 环进 行 ,即可 实现 空气 的氧氮 分离 ,从 而得 到符 合要 求 的产 品氧气 。各 工作 步 骤 的切换 ,是 靠气 动切 换 阀来实 现 的 ,气 动 阀门
增 压 ,供造 气 岗位使 用 。
为 了连 续 获得氧 气 , 一 般 设两 个或 两个 以上
附器 从顶 部通 人气 体 ,同 时对吸 附器从 底部 继续
抽真 空 。
的吸 附器 ,一个 吸 附器 在较 高压力 下 吸附 空气 中
的氮气 ,从 吸 附器 出 口端获得 产 品氧气 ;其 他 的
关 键 词 :VP S A;氧 气 纯 度 ;产 量 ;吸 附 剂 中 图 分 类 号 :T Q1 1 6 . 1 9 文 献 标 志 码 :B 文 章 编 号 :1 0 0 3 6 4 9 0 ( 2 0 1 4 ) 0 2 — 0 0 2 3 — 0 3
S e t t l e me n t o f Co m mo n Pr o b l e ms i n VPS A Ox y g e n Pr o c e s s
第4 0卷 第 2期 2 0 1 4 年 4 月
化 工 设 计 通 讯
Ch e mi c a l Eng i ne e r i ng De s i g n Co m m uni c a t i o ns ・2 3 ・
变 压 吸 附 制 氧 工 艺 常 见 问题 处 理
收 稿 日期 :2 0 1 3 ~ 1 1 — 1 7
统 、吸 附系 统 、仪 表 控 制 系统 、电气 控 制 系统 、
4500 m3/h 变压吸附运行总结

4500 m3/h 变压吸附运行总结杨文斌【摘要】针对变压吸附投运后,由于阀门多,切换频繁,故障率高的现象,分析各种故障产生的原因,找出相应的解决办法。
%After the PSA unit being put into operation ,many valves switching between reach other frequently cause many failures . Analyze causes of all failures to find appropriate solutions .【期刊名称】《化工设计通讯》【年(卷),期】2014(000)003【总页数】2页(P36-37)【关键词】变压吸附;阀门;切换;故障;措施【作者】杨文斌【作者单位】山西兰花煤化工有限责任公司,山西晋城 048002【正文语种】中文【中图分类】TQ113.261 变压吸附系统简介变压吸附是近40年发展起来的用于气体分离和提纯的一项技术。
我国石化行业在20世纪70年代引进这一技术,从原料气中脱除CO2以制造高纯度的H2。
但运用变压吸附技术从变换气中脱除CO2是1991年才实现工业化的。
我公司2011年运用变压吸附对脱碳高闪气中的CO2进行脱除,装置设计规模为处理气量4 500m3/h,采用 VPSA 8-2-4工艺。
由于系统切换阀门较多,且切换频率较高,在运行期间,先后出现过阀门密封环气体冲刷磨损,液压阀活塞油封损坏,换向阀故障,阀头脱落等现象。
本文对这些问题进行总结与分析。
2 系统运行两年间出现的问题及处理方法2.1 密封环寿命短变压吸附装置自2011年5月投运以来,运行中出现的主要问题是,均压阀密封环使用寿命太短,自2011年8月份开始,累计更换一、二均密封环(DN100)30个,三、四均密封环(DN125)5个。
到2011年11月22日,平均使用20d左右,就出现逆放压力高,放空声音大的现象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
变压吸附装置中均压设计的讨论汤 洪 四川天一科技股份有限公司开发设计所 成都 610225摘要 论述 均压在变压吸附装置中的作用,介绍均压差的计算以及均压次数的选择与效果评价的方法。
关键词 变压吸附 均压 有效均压次数 气体回收变压吸附气体分离技术是利用气体在吸附剂上的吸附容量随其分压变化(即气体分压越高,吸附量越大,反之亦然)的特性,在较高压力下吸附,而弱吸附组分(如提氢装置的氢气)则直接通过吸附床输出;通过降低吸附床的被吸附组分分压(降低吸附床压力,并用被吸附组分含量较低的气体对吸附床进行冲洗,或抽真空),使被吸附组分从吸附剂中解吸出来,吸附剂得到再生。
变压吸附气体分离技术与其他吸附分离技术的主要区别是吸附剂解吸再生时不需另加再生气源及外加能量(加热再生气用)。
主要技术突破在于应用了 均压的操作。
1 操作过程我们用简单的五塔二次均压操作工艺来说明变压吸附的操作过程。
五塔二次均压的操作时序如表1所示。
表1 五塔二次均压操作时序表分步骤12345678910时间,s90909090909090909090 A塔终压,ata10 210 27 24 22 71 21 24 27 210 2吸附床A A1A2E1D E2D PP D P E2R E1R FRB E1R FR A1A2E1D E2D PP D P E2RC P E2R E1R FR A1A2E1D E2D PP DD PP D P E2R E1R FR A1A2E1D E2DE E1D E2D PP D P E2R E1R FR A1A2注:A吸附 Ei D均压降i PP顺放 D逆放 P冲洗 EiR均压升i FR终充以吸附床A为例说明变压吸附的工艺操作过程。
分步骤1、2,吸附床A处于吸附状态(A1、A2)。
分步骤3,吸附床A吸附完成需降压再生,通过吸附床顶的程序控制阀与吸附床C连接,向吸附床C充压直至压力相等,吸附床A压力从10 2ata降至7 2ata,吸附床C压力从4 2ata 升至7 2ata,吸附床A的步骤称为均压降1(E1D)。
分步骤4,吸附床A通过吸附床顶的程序控制阀与吸附床D连接,向吸附床D充压直至压力相等,吸附床A压力从7 2ata降至4 2ata,吸附床D压力从1 2ata升至4 2ata。
吸附床A 此步骤称为均压降2(E2D)。
分步骤5,吸附床A顺向(与吸附时气体流向相同)泄压(简称顺放,PP),吸附床A压力从4 2ata降至2 7ata,排出的气体作为冲洗气对152003,13(1) 汤 洪 变压吸附装置中均压设计的讨论汤 洪:高级工程师,总工程师,1982年毕业于浙江大学化学工程专业。
长期从事化工工艺设计工作。
联系电话:(028) 85961747。
降压完成吸附床E进行冲洗(P),降低床层被吸附组分的浓度,使吸附床E吸附剂得到更彻底的解吸再生。
分步骤6,吸附床A逆向(与吸附时气体流向相反)泄压(简称逆放,D),将气体排出系统,吸附床A压力从2 7ata降至1 2ata,完成降压过程。
分步骤7,用吸附床B的顺放气对吸附床A 进行冲洗(P),进一步降低床层A被吸附组分的浓度,并使吸附剂彻底解吸,吸附床A再生完成。
分步骤8,吸附床C向吸附床A充压,吸附床A压力从1 2ata升至4 2ata,吸附床A此步骤称为均压升2(E2R)。
分步骤9,吸附床D向吸附床A充压,吸附床A压力从4 2ata升至7 2ata,吸附床A此步骤称为均压升1(E1R)。
分步骤10,用产品气对吸附床A充压,吸附床A压力从7 2ata升至吸附压力10 2ata,充压完成。
吸附床A此步骤称为最终充压(简称终充,FR)。
2 均压的作用从变压吸附的工艺操作过程不难看出,所谓 均压就是需降压解吸的吸附床分别向需升压的不同的吸附床充压,需降压解吸的吸附床压力逐级下降,而需升压的吸附床的压力得到逐级升高,从而使吸附床降压排出的有用气体得到有效利用。
均压步骤的主要作用就是回收吸附床降压时排出的有用气体。
3 均压次数的影响我们再来看六塔三次均压操作工艺的时序如表2所示。
表2 六塔三次均压操作时序表分步骤123456789101112时间,s909090909090909090909090 A塔终压,ata10 210 27 955 73 452 451 21 23 455 77 9510 2吸附床A A1A2E1D E2D E3D PP D P E3R E2R E1R FRB E1R FR A1A2E1D E2D E3D PP D P E3R E2RC E3R E2R E1R FR A1A2E1D E2D E3D PP D PD D P E3R E2R E1R FR A1A2E1D E2D E3D PPE E3D PP D P E3R E2R E1R FR A1A2E1D E2DF E1D E2D E3D PP D P E3R E2R E1R FR A1A2回收的有用气体量可用吸附压力与最后一次均压降终压的差值来计算,从表2中A塔各步骤终压数据看,由于增加了1次均压,回收的有用气体量有所增加。
设V A为吸附床的死体积, m3,三次均压时,三均终压为3 45ata,每个吸附床降压时回收的气体量为(10 2-3 45)V A =6 75V A;而二次均压时,二均终压为4 2ata,每个吸附床降压时回收的气体量为(10 2-4 2) V A=6V A。
显然,三次均压回收的有用气体量比二次均压多。
一般说来,增加均压次数,可回收更多的有用气体,产品气的收率也就提高。
因为有了 均压操作步骤,变压吸附气体分离装置的产品气回收率得以大幅度提高,使得现在变压吸附气体分离技术的应用才会如此广泛。
然而,并不是说,均压次数越多越好。
首先,均压次数的增加需通过增加吸附床数来实现,而增加一个吸附床才能增加1次均压操作,故均压次数的增加必然造成装置投资的增加。
一般来说,从一次均压增加至二次均压、二次均压增加至三次均压时,有用气体的回收率增加比较明显,而由三次均压增加至四次均压,有用气体的回收率仅增加2~5个百分点,四次均压增加至五次均压,有用气体的回收率仅增加1 ~3个百分点。
其次,参照上述时序表可以看到,随着均压次数的增加,顺放初压(即最后一次均压降的终压)相应降低,使得作为冲洗气的顺放气中被吸16CHEMICAL ENGINEERING DESIGN 化工设计2003,13(1)附组分的浓度升高,同时顺放压差变小,因而吸附剂冲洗再生的效果变差,使吸附剂的动态吸附容量减少,导致吸附床吸附时间缩短、产品气的回收率也降低。
再次,由于压力越低,被吸附气体解吸越多,则均压降排出气体中的被吸附组分浓度也越高,故随着均压次数的增加,回收的低压气体中的有用气体含量相应降低,回收的价值也就小了。
因此,一般将均压降控制在2ata以上为宜。
4 均压差计算与均压效果评价方法实际上,以均压差(吸附压力-均压降1终压,或均压降i终压-均压降i+1终压)来描述有用气体回收效果更为直观。
因为终充压差正好与均压差相等,而终充是用产品气来充压,均压差的增加必然会造成产品气量的减少,有用气体的回收率也相应减少。
4 1 均压差计算一般正常的操作时序将顺放步骤设在所有均压降步骤之后,由于每级均压压力降(升)是相同的,均压差也就很容易算出。
设吸附压力为P A,再生压力为P B, 均压次数为n,则均压差为:P=(P A-P B)/(n+1)(1)例1 正常操作时序,顺放在所有均压降之后,吸附压力为19ata,再生压力为1 2ata,均压次数为3,均压差为:(19-1 2)/(3+1)=4 45ata这样,均压降1的终压为19-4 45= 14 55ata,均压降2的终压为14 55-4 45= 10 1ata,均压降3的终压为10 1-4 45= 5 65ata,无论均压次数多少,均压降的终压均可以按此方法计算。
在国内,为了增加均压 次数,常常采用一些将顺放步骤设在两次均压降之间的时序(俗称 夹心饼干),如早期的4-1-2/P时序和现在常用的6-2-3/P时序等。
这类操作时序也可以用简单的方法算出其均压差。
设吸附压力为P A,再生压力为P B,均压次数为n,顺放压差为 P1,则均压差为:P=(PA -P B-n P1)/(n+1)+ P1(2)例2 设定吸附压力为19ata,再生压力为1 2ata,均压次数为3,顺放在第3次均压降之前( 夹心饼干),顺放压差为2ata。
均压差为 P=(19-1 2-3!2)/(3+1)+2=4 95ata这样,均压降1的终压为19-4 95=14 05ata,均压降2的终压为14 05-4 95=9 1ata,均压降3的终压(压差为最后一次均压降与顺放压差之和)为9 1-4 95=4 15ata。
4 2 均压次数和均压效果比较例1和例2的计算结果,在吸附压力、再生压力相同, 均压次数也相同时,例2夹心饼干的均压差较大,即终充压差也较大,其回收有用气体的效果也将较差。
那么,均压次数相同,怎么判断其均压效果呢?我们引入 有效均压次数的概念。
由式(1)变形可得n=(P A-P B)/ P-1(3)我们将式(3)的计算结果称为 有效均压次数,实际上就等于正常时序时(顺放步骤设在所有均压降步骤之后)的均压次数。
均压差越大, 有效均压次数越小。
显然,当均压降不很低(如>2ata)时, 有效均压次数越多,均压效果(回收有用气体的效果)越好,有用气体回收率越高。
如例2,按 夹心饼干操作时序的 有效均压次数为:n=(19-1 2)/4 95-1=2 6(次)而且,顺放压差越大,其 有效均压次数越少。
如例2重设顺放压差 P1=3,其均压差为:P=(19-1 2-3!3)/(3+1)+3=5 2ata有效均压次数为n=(19-1 2)/5 2-1=2 42(次)。
而例1的正常操作时序的 有效均压次数就是3次,均压效果比 夹心饼干好。
由此可见, 有效均压次数是准确判断均压操作有用气体回收效果的一个重要指标。
特例:对于 夹心饼干操作时序,只有当其顺放压差很小时(此时无顺放、冲洗操作,吸附剂再生效果差),其 均压次数才接近 有效均压次数。
此外,还有一些靠均压缓冲罐来实现 多172003,13(1) 汤 洪 变压吸附装置中均压设计的讨论次均压的操作时序,也可以用 有效均压次数来判断其均压操作的有用气体回收效果。
例3 某变压吸附装置为 四次均压,其中两次均压借助均压缓冲罐完成。
吸附压力8 94ata,再生压力0 2ata,均压缓冲罐的容积为吸附塔死体积的4倍。
其均压差为1 9ata,而其 有效均压次数为:n=(8 94-0 2)/1 9-1=3 6(次)显然其 有效均压次数未达到4次。