精度等级对照
国家轴承精度等级对照表
国家轴承精度等级对照表之宇文皓月创作时间:2008-03-28 16:03精度TOLERANCE轴承的精度包含尺寸精度和旋转精度,尺寸精度是将轴承装置于轴或轴承箱时所要求的项目,它包含内径、外径、宽度、倒角尺寸公差或允许值。
几何精度包含内径偏差、平均内径差、外径偏差、平均外径差、套圈端面平行差的允许值。
旋转精度是规定旋转时振摆的,包含内圈及外圈径向摆动和轴向摆动,内圈侧摆及外径面垂直度公差范围。
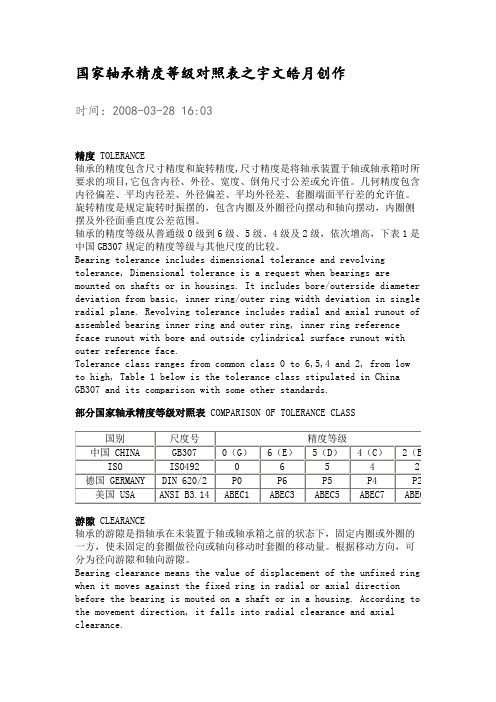
轴承的精度等级从普通级0级到6级、5级、4级及2级,依次增高,下表1是中国GB307规定的精度等级与其他尺度的比较。
Bearing tolerance includes dimensional tolerance and revolving tolerance, Dimensional tolerance is a request when bearings are mounted on shafts or in housings. It includes bore/outerside diameter deviation from basic, inner ring/outer ring width deviation in single radial plane. Revolving tolerance includes radial and axial runout of assembled bearing inner ring and outer ring, inner ring reference fcace runout with bore and outside cylindrical surface runout with outer reference face.Tolerance class ranges from common class 0 to 6,5,4 and 2, from low to high, Table 1 below is the tolerance class stipulated in ChinaGB307 and its comparison with some other standards.部分国家轴承精度等级对照表 COMPARISON OF TOLERANCE CLASS游隙CLEARANCE轴承的游隙是指轴承在未装置于轴或轴承箱之前的状态下,固定内圈或外圈的一方,使未固定的套圈做径向或轴向移动时套圈的移动量。
滚珠丝杠精度等级标准【必看版】
根据精度要求分为7个精度等级,即1、2、3、4、5、7和10级。
1级精度最高,依次递减。
P5是国内标准,精度等级是5级,任意300mm行程内行程变动量为0.023mm,这个精度一般表示成P5=0.023,国产丝杆使用多。
C7是JIS标准,精度等级是7级,任意300mm行程内行程变动量为0.050mm,也就是C7=0.050,一般日本,台湾产使用的表示方法。
由此可见滚珠丝杠的P5精度要比C7精度高··。
国内的等级精度分为P1,P2,P3,P4,P5,P7,P10这7个等级,JIS等级精度分为C0,C1,C3,C5,C7,C10这6种精度,不过现在台湾也出现C2和C6,这两种精度,P5的精度等级介于C5和C7之间,与出现的C6=0.025基本可以等同。
国内的等级精度分为P1,P2,P3,P4,P5,P7,P10这7个等级,JIS等级精度分为C0,C1,C3,C5,C7,C10这6种精度,各种螺杆长度之导程误差(单位为um)如下表所示:另外螺杆也有标示任意300mm长的精度,意即就是不论你的滾珠螺杆有多长,任取一段300mm內之的精度皆为规格中保证之精度以內,如下表所示:【机床定位精度要求与丝杠精度】滚珠丝杠的精度将直接影响数控机床各坐标轴的定位精度。
普通精度的数控机床,一般可选用D级,精密级数控机床选用C级精度滚珠丝杆。
丝杠精度中的导程误差对机床定位精度影响最明显。
而丝杠在运转中由于温升引起的丝杠伸长,将直接影响机床的定位精度。
当L为丝杠螺纹有效长度时,L即为方向目标值T,在丝杠图纸上标示为负值。
用户在定购滚珠丝杠时,必须提出滚珠丝杠的方向目标值。
【提高传动的精度和刚度】主要是提高进给系统中传动零件的精度和支承刚度。
首先是保证各个零件的加工精度,尤其是提高滚珠丝杠螺母副(直线进给系统)、蜗杆副(圆周进给系统)的传动精度。
另外,在进给传动链中加人减速齿轮传动副,对滚珠丝杠和轴承进行预紧,消除齿轮、蜗杆等传动件的间隙,从而提高进给系统的精度和刚度。
国家轴承精度等级对照表

国家轴承精度等级对照表时间:2008-03-28 16:03精度TOLERANCE轴承的精度包括尺寸精度和旋转精度,尺寸精度是将轴承安装于轴或轴承箱时所要求的项目,它包括内径、外径、宽度、倒角尺寸公差或允许值。
几何精度包括内径偏差、平均内径差、外径偏差、平均外径差、套圈端面平行差的允许值。
旋转精度是规定旋转时振摆的,包括内圈及外圈径向摆动和轴向摆动,内圈侧摆及外径面垂直度公差范围。
轴承的精度等级从普通级0级到6级、5级、4级及2级,依次增高,下表1是中国GB307规定的精度等级与其他标准的比较。
Bearing tolerance includes dimensional tolerance and revolving tolerance, Dimensional tolerance is a request when bearings are mounted on shafts or in housings. It includes bore/outerside diameter deviation from basic, inner ring/outer ring width deviation in single radial plane. Revolving tolerance includes radial and axial runout of assembled bearing inner ring and outer ring, inner ring reference fcace runout with bore and outside cylindrical surface runout with outer reference face. Tolerance class ranges from common class 0 to 6,5,4 and 2, from low to high, Table 1 below is the tolerance class stipulated in China GB307 and its comparison with some other standards.部分国家轴承精度等级对照表 COMPARISON OF TOLERANCE CLASS游隙CLEARANCE轴承的游隙是指轴承在未安装于轴或轴承箱之前的状态下,固定内圈或外圈的一方,使未固定的套圈做径向或轴向移动时套圈的移动量。
轴承等级标准对照表
轴承的等级标准对照表主要分为以下几类:精度等级:根据ISO标准和JIS标准,轴承的精度等级可以分为P0、P6、P5、P4、P2等。
不同精度等级的轴承有不同的尺寸精度和旋转精度要求。
尺寸系列:轴承的尺寸系列主要根据内径和外径的尺寸范围进行分类,包括7、8、9、0、1、2、3、4、5
等系列。
不同尺寸系列的轴承适用于不同的机械和设备。
类型:轴承的类型非常多样化,包括深沟球轴承、角接触球轴承、圆柱滚子轴承、圆锥滚子轴承等。
不同类型的轴承适用于不同的工作条件和载荷要求。
特殊等级:除了以上标准等级外,还有一些特殊等级的轴承,如高温轴承、低温轴承、防尘轴承等。
这些特殊等级的轴承适用于特定的环境和工况。
需要注意的是,在使用轴承时,需要根据具体的工作条件和载荷要求选择合适的轴承等级,以确保机械和设备的正常运行和使用寿命。
同时,也要注意维护和保养轴承,定期检查和更换润滑剂,保持轴承的良好运转状态。
常用加工精度对照表
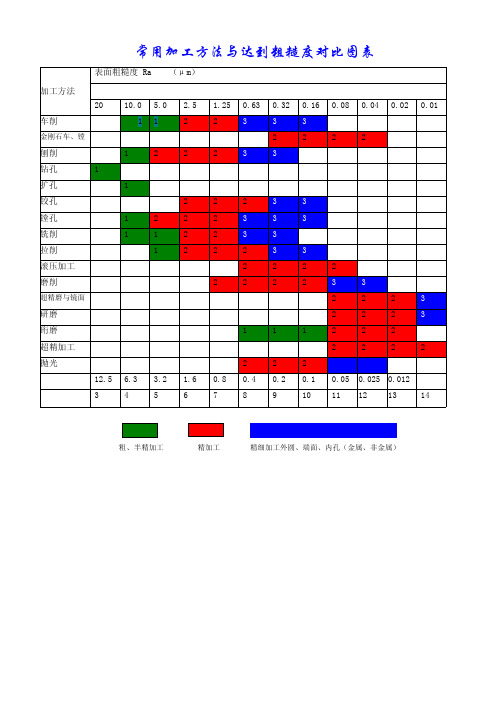
常用加工方法与达到粗糙度对比图表粗、半精加工精加工精细加工外圆、端面、内孔(金属、非金属)孔加工方案与经济公差序号加工方案经济公差等级表面粗糙度Ra(μm)适用范围1钻IT11-1320加工未淬火钢及铸铁的实心毛坯,也可用于加工有色金属(表面粗糙度稍差),孔径<(15-20)mm 2钻-铰IT8-9 5.0-2.53钻-粗铰-精铰IT7-8 2.5-1.254钻-扩IT1120-10.0同上,但孔径>(15-20)mm5钻-扩-铰IT8-9 5.0-2.56钻-扩-粗铰-精铰IT7 2.5-1.257钻-扩-机铰-手铰IT6-70.63-0.1608钻-(扩)-拉IT6-7 2.5-0.160大批大量生产(精度视)9粗镗(或扩孔)IT11-1320-10.0除淬火钢外各种材料,毛坯有铸出孔或锻出孔10粗镗(粗扩)-半精镗(精扩)IT8-9 5.0-2.511粗镗(扩)-半精镗(精扩)-精镗(铰)IT7-8 2.5-1.2512粗镗(扩)-半精镗(精扩)-精镗-浮动镗刀块精镗IT6-7 1.25-0.6313粗镗(扩)-半精镗-磨孔IT7-8 1.25-0.32主要用于加工淬火钢,也可用于不淬火钢,但不宜用于有色金属14粗镗(扩)-半精镗-粗磨-精磨IT6-70.32-0.16015粗镗-半精镗-精镗-金刚镗IT6-70.63-0.080主要用于精度要求较高的有色金属加工16钻-(扩)-粗铰-精铰-珩磨钻-(扩)-拉-珩磨粗镗-半精镗-精镗-珩磨IT6-70.32-0.040精度要求很高的孔17以研磨代替上述方案的珩磨IT6以上0.160-0.010平面加工方案与经济公差序号加工方案经济公差等级表面粗糙度Ra(μm)适用范围1粗车-半精车IT8-910-5.0端面2粗车-半精车-精车IT6-7 2.5-1.53粗车-半精车-磨削IT7-9 1.25-0.324粗刨(或粗铣)-精刨(或精铣)IT7-910.0-2.5一般不淬硬平面(端铣的表面粗糙度较好)5粗刨(或粗铣)-精刨(或精铣)-括研IT5-6 1.25-0.160精度要求较高的不淬硬平面批量较大时宜采用宽刃精刨方案6粗刨(或粗铣)-精刨(或精铣)-宽刃精刨IT6 1.25-0.327粗刨(或粗铣)-精刨(或精铣)-磨削IT6 1.25-0.32精度要求较高的淬硬平面或不淬硬平面8粗刨(或粗铣)-精刨(或精铣)-粗磨-精磨IT5-60.63-0.0409粗铣-拉IT6-9 1.25-0.32大量生产,较小的平面(精度视拉刀的精度而定)10粗铣-精铣-磨削-研磨IT5以上高精度平面外圆表面加工方案与经济公差序号加工方案经济公差等级表面粗糙度Ra(μm)适用范围1.粗车IT11-1380-20适用于淬火钢外的各种金属2.粗车-半精车IT8-910.0-5.03.粗车-半精车-精车IT6-7 2.5-1.254.粗车-半精车-精车-滚压(或抛光)IT6-70.32-0.0405.粗车-半精车-磨削IT6-7 1.25-0.63主要用于淬火钢,也可用于未淬火钢,但不宜加工有色金属6.粗车-半精车-粗磨-精磨IT5-60.63-0.1607.粗车-半精车-粗磨-精磨-超精加工(或轮式超精磨)IT50.160-0.0208.粗车-半精车-精车-金刚石车IT5-60.63-0.040主要用于要求较高的有色金属的加工9.粗车-半精车-粗磨-精磨-超精磨或镜面磨IT5以上0.040-0.010极高精度的外圆加工10.粗车-半精车-粗磨-精磨-研磨IT5以上0.160-0.010各种毛坯表面层厚度(mm)自由锻件模锻件铸件磁钢≤1.5磁钢≤1灰口铸铁1-4合金钢2-4合金钢≤0.5铸钢2-5。
常用加工精度对照表
常用加工方法与达到粗糙度对比图表粗、半精加工精加工精细加工外圆、端面、内孔(金属、非金属)孔加工方案与经济公差序号加工方案经济公差等级表面粗糙度Ra(μm)适用范围1钻IT11-1320加工未淬火钢及铸铁的实心毛坯,也可用于加工有色金属(表面粗糙度稍差),孔径<(15-20)mm 2钻-铰IT8-9 5.0-2.53钻-粗铰-精铰IT7-8 2.5-1.254钻-扩IT1120-10.0同上,但孔径>(15-20)mm5钻-扩-铰IT8-9 5.0-2.56钻-扩-粗铰-精铰IT7 2.5-1.257钻-扩-机铰-手铰IT6-70.63-0.1608钻-(扩)-拉IT6-7 2.5-0.160大批大量生产(精度视)9粗镗(或扩孔)IT11-1320-10.0除淬火钢外各种材料,毛坯有铸出孔或锻出孔10粗镗(粗扩)-半精镗(精扩)IT8-9 5.0-2.511粗镗(扩)-半精镗(精扩)-精镗(铰)IT7-8 2.5-1.2512粗镗(扩)-半精镗(精扩)-精镗-浮动镗刀块精镗IT6-7 1.25-0.6313粗镗(扩)-半精镗-磨孔IT7-8 1.25-0.32主要用于加工淬火钢,也可用于不淬火钢,但不宜用于有色金属14粗镗(扩)-半精镗-粗磨-精磨IT6-70.32-0.16015粗镗-半精镗-精镗-金刚镗IT6-70.63-0.080主要用于精度要求较高的有色金属加工16钻-(扩)-粗铰-精铰-珩磨钻-(扩)-拉-珩磨粗镗-半精镗-精镗-珩磨IT6-70.32-0.040精度要求很高的孔17以研磨代替上述方案的珩磨IT6以上0.160-0.010平面加工方案与经济公差序号加工方案经济公差等级表面粗糙度Ra(μm)适用范围1粗车-半精车IT8-910-5.0端面2粗车-半精车-精车IT6-7 2.5-1.53粗车-半精车-磨削IT7-9 1.25-0.324粗刨(或粗铣)-精刨(或精铣)IT7-910.0-2.5一般不淬硬平面(端铣的表面粗糙度较好)5粗刨(或粗铣)-精刨(或精铣)-括研IT5-6 1.25-0.160精度要求较高的不淬硬平面批量较大时宜采用宽刃精刨方案6粗刨(或粗铣)-精刨(或精铣)-宽刃精刨IT6 1.25-0.327粗刨(或粗铣)-精刨(或精铣)-磨削IT6 1.25-0.32精度要求较高的淬硬平面或不淬硬平面8粗刨(或粗铣)-精刨(或精铣)-粗磨-精磨IT5-60.63-0.0409粗铣-拉IT6-9 1.25-0.32大量生产,较小的平面(精度视拉刀的精度而定)10粗铣-精铣-磨削-研磨IT5以上高精度平面外圆表面加工方案与经济公差序号加工方案经济公差等级表面粗糙度Ra(μm)适用范围1.粗车IT11-1380-20适用于淬火钢外的各种金属2.粗车-半精车IT8-910.0-5.03.粗车-半精车-精车IT6-7 2.5-1.254.粗车-半精车-精车-滚压(或抛光)IT6-70.32-0.0405.粗车-半精车-磨削IT6-7 1.25-0.63主要用于淬火钢,也可用于未淬火钢,但不宜加工有色金属6.粗车-半精车-粗磨-精磨IT5-60.63-0.1607.粗车-半精车-粗磨-精磨-超精加工(或轮式超精磨)IT50.160-0.0208.粗车-半精车-精车-金刚石车IT5-60.63-0.040主要用于要求较高的有色金属的加工9.粗车-半精车-粗磨-精磨-超精磨或镜面磨IT5以上0.040-0.010极高精度的外圆加工10.粗车-半精车-粗磨-精磨-研磨IT5以上0.160-0.010各种毛坯表面层厚度(mm)自由锻件模锻件铸件磁钢≤1.5磁钢≤1灰口铸铁1-4合金钢2-4合金钢≤0.5铸钢2-5。
称重精度等级对照表

称重精度等级对照表
称重系统精度等级划分为一级秤、二级秤、三级秤和四级秤,具体的信息如下:
1、一级秤。
一级秤通常是指检定分度值达到十万分之一以上的电子天平,这类秤的量程也非常小,属于微量电子秤,主要用于科研实验室。
2、二级秤。
二级秤是指检定分度值在一万到十万之间的电子天平类产品,用于天平、电子秤。
3、三级秤。
三级秤为检定分度值在一千到一万之间的电子秤,较为常用,比如大、小地磅,还有电子台秤和电子吊秤都属于三级局悉秤。
4、四级秤。
四级秤是指电子秤检定分度值在一百到一千之间,答腊世用于商业,要求不高的场合。
精度配置都相对比较普通。
公差对照表
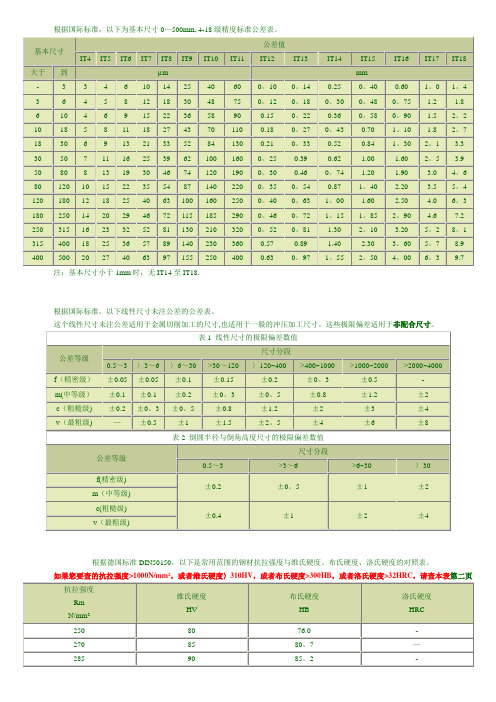
根据国际标准,以下为基本尺寸0—500mm, 4-18级精度标准公差表。
注:基本尺寸小于1mm时,无IT14至IT18.
根据国际标准,以下线性尺寸未注公差的公差表。
这个线性尺寸未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于非配合尺寸。
根据德国标准DIN50150,以下是常用范围的钢材抗拉强度与维氏硬度、布氏硬度、洛氏硬度的对照表。
如果您要查的抗拉强度>1000N/mm2,或者维氏硬度〉310HV,或者布氏硬度>300HB,或者洛氏硬度>32HRC,请查本表第二页
如果您要查的抗拉强度〈1000N/mm2,或者维氏硬度〈310HV,或者布氏硬度〈300HB,或者洛氏硬度〈32HRC,请查本表第一页。