航空发动机涡轮叶片相控阵超声检测
相控阵超声检测方案设计关键技术及其在航空航天领域的应用

相控阵超声检测方案设计关键技术及其在航空航天领域的应用周正干;李尚凝;李洋【摘要】Ultrasonic phased array (PA) testing is a multi-channel ultrasonic testing (UT) pared with the conventional singular-channel water-immersion ultrasonic testing method,the design of PA testing solution is more flexible and more complex.In the design of a PA testing solution for the structures with complex surface,some mistakes may lead to false detection or missing detection.To design an optimal PA testing solution for structures with complex surface in aerospace,this paper puts forward a design method of PA testing solution and introduces the involved essential techniques and its applications.Firstly,a general overview of the design framework is made to indicate its importance and necessity.Then,the essential techniques of five involved theoretical approaches and their applications are stly,a PA testing software and hardware platform based on the above techniques is established and applied to the typical structures in aerospace.The results show that the designed PA testing solution can accurately detect the embedded defects within the structure.The proposed design method and the adopted theoretical approaches can improve the design efficiency,and have theoretical significance and a broad application prospect on the detection of complex structures in aerospace and other important fields.%相控阵超声检测技术是一种多通道超声检测方法,与常规单通道水浸超声检测技术相比,检测方案的制定更加灵活也更加复杂.在针对复杂型面结构进行检测方案设计时,错误的检测方案将可能产生缺陷的误检、漏检等严重问题.为了针对航空航天领域广泛存在的复杂结构试件制定最优的相控阵超声检测方案,本文提出了一套针对复杂型面结构的相控阵超声检测方案设计流程,并对其中涉及的关键技术和应用进行介绍.首先,对流程框架进行总体概述,表明检测方案设计的重要性和必要性;然后针对其中涉及的5项关键理论方法的核心原理及用途进行介绍;最后搭建相控阵超声软硬件平台,实现上述关键理论方法,并用于航空航天典型结构件的检测研究.研究结果表明,所制定方案能够准确检出结构内部的预埋缺陷,满足被测对象的检测要求,并且所提出的检测方案设计流程及采用的关键理论方法有效地提高了检测方案的设计效率,对航空航天等重要领域复杂结构试件的检测应用具有一定的理论指导及应用价值.【期刊名称】《南京航空航天大学学报》【年(卷),期】2017(049)004【总页数】7页(P461-467)【关键词】相控阵超声检测;射线追踪;声场分析;成像算法【作者】周正干;李尚凝;李洋【作者单位】北京航空航天大学机械工程及自动化学院,北京,100083;北京航空航天大学机械工程及自动化学院,北京,100083;北京航空航天大学机械工程及自动化学院,北京,100083【正文语种】中文【中图分类】V262;TB553相控阵超声检测技术是一种基于阵列换能器的多通道检测法,可通过相位控制的手段使声波在试件内部的指定区域进行偏转聚焦。
GENX航空发动机复合材料叶片超声波检测

GENX航空发动机复合材料叶片超声波检测一、GENX发动机情况GEnx是由美国通用电气航空发动机公司开发的新一代低噪声、低污染、低成本的涡轮风扇发动机,它是基于成功驱动波音777的GE90发动机的经验开发的,是GE90的衍生型,在此基础上首创在风扇机匣以及风扇叶片上应用复合材料的先河,并在发动机涡轮材料应用上开展了多项创新。
GEnx风扇叶片的开发采用的是GE90–115B的设计方法,工艺包括:新的复合工艺造型、先进的传感器和数据采集系统、数据–信息转换技术、压缩成型工艺、高压固化工艺和模拟处理用的小尺度模型等。
由400层预浸料带制成,从叶根到叶尖铺层逐渐减薄。
由于尖锐边缘的复合材料有磨损的趋向,叶片的前缘、叶尖及后缘增包可以更换的钛包覆层。
这种叶片边缘也可以将外物打伤能量分散到风扇复合材料中去。
二、GENX发动机复合材料叶片鸟击损伤分层检查(一)超声波透射法原理采用两个探头,分别放置在试件两侧,一个将脉冲波发射到试件中,另一个接收穿透试件后的脉冲信号,依据脉冲波穿透程度来判断内部缺陷的情况,称为透射法。
(二)检测区域确定应首先对扇叶片、风扇旋转整流罩、支撑环、风扇低压压气机、气流通道垫圈和风扇低压压气机一级进口导向叶片进行特别详细的目视检查,评定损伤程度,及确定损伤区域。
(三)检测设备Boeing手册中给出了15种推荐设备,并将设备所需控制参数的初始设置,用表格的形式,附带在手册中,工作者可以灵活选择仪器,并根据表格内容调试仪器。
探头夹具P/N J0*****G01,两个球型超声波探头,P/N RP25HS–3。
超声波仪器及检测工具两个球型超声波探头,P/N RP25HS–3。
探头在夹具上有两种安装方向,以便能顺利的完成横向及纵向的检测工作,安装时要特别的区分。
安装时应使用提供的内六角进行拆装,注意保护橡胶外层。
(四)风扇叶片检查步骤确保仪器的增益是在扫查灵敏度水平(标定增益+18dB),调试设备使在试块上人工分层的信号足以触发蜂鸣警报。
浅谈超声红外热成像技术在航空发动机修理涡轮叶片裂纹检测应用

浅谈超声红外热成像技术在航空发动机修理涡轮叶片裂纹检测应用发布时间:2021-08-09T15:40:01.603Z 来源:《中国科技信息》2021年9月中作者:翟峰[导读] 发动机是航空装备的“心脏”。
航空发动机的设计与制造是多学科交叉、多部门参与、综合性极强的复杂系统工程,是当今尖端的、难度大的高科技技术的综合体现,是使用要求与条件最为严格和苛刻的动力装置。
中国航发西安航空发动机集团有限公司翟峰陕西省西安市 710021摘要:发动机是航空装备的“心脏”。
航空发动机的设计与制造是多学科交叉、多部门参与、综合性极强的复杂系统工程,是当今尖端的、难度大的高科技技术的综合体现,是使用要求与条件最为严格和苛刻的动力装置。
但发动机叶片经过长时间运行之后很容易出现裂缝甚至断裂,严重威胁着机体的安全稳定飞行。
鉴于此,本文旨在验证超声红外热成像技术是否适用于航空发动机叶片裂纹的检测,通过采集受到超声激励后的材料表面的温度变化,进而对材料表面进行初步的定损。
结果证明,该技术可以准确地采集到材料表面的热成像图并对裂纹等损伤进行有效判定。
关键词:航空;发动机;叶片裂纹;检测技术;应用引言航空发动机涡轮叶片长期工作在高温、高压、高转速的恶劣环境下,在气动、机械和热的共同作用下,其结构强度和振动等问题比较突出。
随着发动机性能的提高和空气流量的加大,工作叶片变得薄而长,很容易出现振动问题,并导致叶片出现裂纹甚至断裂。
1 研究工作的背景和意义航空发动机是航空飞行器中的重要组成部件,它的机械结构非常复杂,可以产生强大的动力支持飞行器的运行。
航空发动机的正常运行将直接决定飞行器的安稳运转,因此它直接影响了飞行器的性能,决定了此飞行器是否具有可靠性和安全性。
对于航空发动机而言,发动机叶片是其重要的组成部件之一,它直接决定了此发动机叶片能否继续使用、航空发动机能否继续安全地运行,也间接决定了此航空发动机的运行时长和寿命,因此针对涡轮叶片裂纹的检测研究具有十分重要的现实意义和安全意义,它可以及时预警发动机制造商对发动机叶片进行检修和维护,这有助于保障航空发动机安全地运行,延长其使用寿命[1]。
航空发动机涡轮叶片表面裂纹的超声红外热成像检测
航空发动机涡轮叶片表面裂纹的超声红外热成像检测
刘竞雄;崔旭东;马朝阳;张文宾;李文涛
【期刊名称】《无损检测》
【年(卷),期】2024(46)3
【摘要】为了验证超声红外热成像检测方法对航空发动机涡轮叶片表面不同分布类型的微裂纹缺陷的检测可行性及检测效果,采用理论分析和试验结合的方法,通过分析超声红外热成像检测原理,建立超声红外热成像检测系统;对含已知类型裂纹的涡轮叶片进行超声红外热成像检测,根据试验结果分析该方法的有效性以及裂纹分布对检测结果的影响。
结果表明,该方法能够快速判断叶片是否存在缺陷;对于裂纹独立分布的叶片,该方法能够准确检测出裂纹的大小和位置,而对于裂纹弥散分布的叶片,其虽然能快速检测出裂纹分布区域,但难以对裂纹数量做出定量分析。
【总页数】4页(P5-8)
【作者】刘竞雄;崔旭东;马朝阳;张文宾;李文涛
【作者单位】甘肃省特种设备检验检测研究院;兰州理工大学机电工程学院
【正文语种】中文
【中图分类】TG115.28
【相关文献】
1.航空发动机涡轮叶片裂纹红外热波无损检测研究
2.超声红外热像技术在航空发动机叶片裂纹检测中的应用
3.激光红外热成像铝合金表面裂纹检测表面处理的研究
4.
超声红外热成像技术在航空发动机叶片裂纹的对比研究5.基于超声红外热成像技术的涡轮叶片裂纹检测
因版权原因,仅展示原文概要,查看原文内容请购买。
复合材料叶片的超声相控阵检测技术
复合材料叶片的超声相控阵检测技术复合材料叶片的超声相控阵检测技术摘要:本文将介绍复合材料叶片的超声相控阵检测技术。
我们将了解复合材料叶片的定义和其在航空航天领域的重要性。
我们将详细介绍超声相控阵检测技术的原理、应用和优势。
我们将对该技术的未来发展进行展望,并提出个人观点和理解。
正文:1. 复合材料叶片的定义和重要性复合材料是由两种或两种以上的不同材料组合而成的新材料,具有轻质、高强度和耐腐蚀等优势。
航空航天领域使用复合材料制造叶片可以减轻飞机重量,提高飞行效率和燃油利用率,因此复合材料叶片在航空航天领域具有重要的应用价值。
2. 超声相控阵检测技术的原理超声相控阵检测技术是一种利用超声波检测材料内部缺陷和结构的方法。
其原理是在受测物体上布置一组由许多个小的超声发射器和接收器组成的阵列,通过控制每个发射器和接收器之间的相位差和幅度差,可以实现对受测物体内部缺陷的三维成像和定位。
3. 超声相控阵检测技术的应用和优势超声相控阵检测技术在复合材料叶片的检测中具有广泛应用和重要价值。
它可以非破坏性地检测叶片内部的缺陷,如气孔、孔洞、裂纹等。
相比传统的单点探头超声检测技术,超声相控阵检测技术可以提供更丰富和准确的信息,减少漏检和误检的概率。
超声相控阵技术还可以实现远程控制和自动化检测,提高生产效率和检测精度。
4. 超声相控阵检测技术的未来发展随着复合材料的广泛应用和技术的不断进步,超声相控阵检测技术也将取得更大的突破和发展。
未来,我们可以期待更高的分辨率、更广的频率范围和更灵活的成像模式。
人工智能和机器学习等领域的发展也将为超声相控阵检测技术带来更多的应用和优化方向。
5. 个人观点和理解作为一种非破坏性检测技术,超声相控阵检测技术在复合材料叶片的应用具有巨大潜力。
通过该技术,我们可以更准确地评估叶片的质量和性能,提前发现潜在的缺陷和问题。
然而,超声相控阵检测技术仍面临一些挑战,如信号干扰、数据处理等。
我们需要进一步的研究和创新来克服这些问题,以实现更可靠、高效和安全的检测方法。
航空发动机涡轮叶片缺陷的产生及无损检测
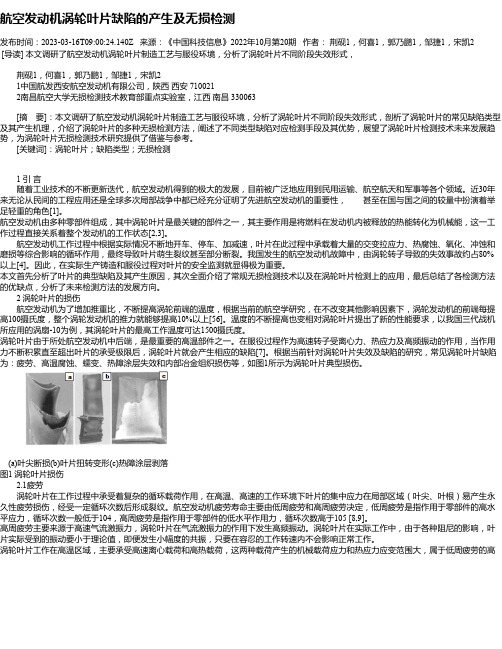
航空发动机涡轮叶片缺陷的产生及无损检测发布时间:2023-03-16T09:00:24.140Z 来源:《中国科技信息》2022年10月第20期作者:荆砚1,何喜1,郭乃鹏1,邹捷1,宋凯2[导读] 本文调研了航空发动机涡轮叶片制造工艺与服役环境,分析了涡轮叶片不同阶段失效形式,荆砚1,何喜1,郭乃鹏1,邹捷1,宋凯21中国航发西安航空发动机有限公司,陕西西安 7100212南昌航空大学无损检测技术教育部重点实验室,江西南昌 330063[摘要]:本文调研了航空发动机涡轮叶片制造工艺与服役环境,分析了涡轮叶片不同阶段失效形式,剖析了涡轮叶片的常见缺陷类型及其产生机理,介绍了涡轮叶片的多种无损检测方法,阐述了不同类型缺陷对应检测手段及其优势,展望了涡轮叶片检测技术未来发展趋势,为涡轮叶片无损检测技术研究提供了借鉴与参考。
[关键词]:涡轮叶片;缺陷类型;无损检测1 引言随着工业技术的不断更新迭代,航空发动机得到的极大的发展,目前被广泛地应用到民用运输、航空航天和军事等各个领域。
近30年来无论从民间的工程应用还是全球多次局部战争中都已经充分证明了先进航空发动机的重要性,甚至在国与国之间的较量中扮演着举足轻重的角色[1]。
航空发动机由多种零部件组成,其中涡轮叶片是最关键的部件之一,其主要作用是将燃料在发动机内被释放的热能转化为机械能,这一工作过程直接关系着整个发动机的工作状态[2,3]。
航空发动机工作过程中根据实际情况不断地开车、停车、加减速,叶片在此过程中承载着大量的交变拉应力、热腐蚀、氧化、冲蚀和磨损等综合影响的循环作用,最终导致叶片萌生裂纹甚至部分断裂。
我国发生的航空发动机故障中,由涡轮转子导致的失效事故约占80%以上[4]。
因此,在实际生产铸造和服役过程对叶片的安全监测就显得极为重要。
本文首先分析了叶片的典型缺陷及其产生原因,其次全面介绍了常规无损检测技术以及在涡轮叶片检测上的应用,最后总结了各检测方法的优缺点,分析了未来检测方法的发展方向。
一次讲透!这些超声无损检测新技术给航空制造业带来了什么!
一次讲透!这些超声无损检测新技术给航空制造业带来了什么!超声无损检测是通过超声波与试件相互作用,就反射、透射和散射的波进行研究,对试件进行宏观缺陷检测、几何特性测量、组织结构和力学性能变化的检测和表征,并进而对其特定应用性进行评价的技术。
机翼的超声波相控阵NDT检测超声波无损检测原理超声波检测过程分为四个阶段:①用某种方式向被检测试件中引入或激励超声波;②超声波在试件中传播并与试件材料和其中的物体相互作用,使其传播方向或特征改变;③改变后的超声波有通过检测设备被检测到,并对其进行分析处理;④根据接收的超声波的特征,评估试件本身及其内部存在的缺陷的特征。
超声波检测过程用于发现缺陷并进行评估的基本信息有:①来自材料内部各种不连续的反射信号的存在及其幅度;②入射信号与接收信号之间的声传播时间;③声波通过材料以后能量的衰减。
超声波无损检测的优点:适用于金属、非金属和复合材料等多种制件的无损检测;穿透能力强,可对较大厚度范围内的试件内部缺陷进行检测。
如对金属材料,可检测厚度为1~2mm的薄壁管材和板材,也可检测几米长的钢锻件;缺陷定位较准确;对面积型缺陷的检出率较高;灵敏度高,可检测试件内部尺寸很小的缺陷;检测成本低、速度快,设备轻便,对人体及环境无害,现场使用较方便。
超声波检测的局限性:对试件中的缺陷进行精确的定性、定量仍须作深入研究;对具有复杂形状或不规则外形的试件进行超声检测有困难;缺陷的位置、取向和形状对检测结果有一定影响;材质、晶粒度等对检测有较大影响;以常用的手工A型脉冲反射法检测时结果显示不直观,且检测结果无直接见证记录;需要耦合剂。
超声检测新技术近年来,为了满足新型飞机的零部件制造要求,飞机材料制造技术发展迅速,不断涌现出新材料、新结构和新工艺,常规超声检测技术已经难以满足飞机零构件的检测要求。
例如,目前广泛使用的常规超声技术难以检测型面或结构复杂的部件,部分复合材料不适合使用耦合剂,大型飞机结构难以进行自动、快速检测以及外场检测等。
基于超声红外热成像技术的航空发动机涡轮叶片裂纹检测
1超声红外热成像技术的检测原理超声红外热成像检测过程包括超声波能量产生和传播、裂纹摩擦生热、能量热扩散、涡轮叶片表面温度采集等。
超声红外热成像检测系统主要包括超声激励装置、红外热像仪、图像控制和处理系统、被测试件共4部分。
其检测原理是以超声波发生器产生的高频超声波(20~40 kHz)作为激励源,将高频超声波耦合到涡轮叶片内部,当高频超声波传播到涡轮叶片裂纹位置时,裂纹位置处由于塑性变形、摩擦作用、粘弹性效应等产生热量,温度升高;又由于三维热扩散,热量可从裂纹位置传播到涡轮叶片表面对应的位置,利用红外热像仪采集涡轮叶片表面的红外序列图像,对红外序列图像进行处理便可得到内部或者表面裂纹信息。
红外热成像技术中常用的热激励方式包括闪光灯激励、激光激励、卤素灯激励、超声激励等。
超声激励相对于其他激励方式,有如下特点:① 属于选择性激励,仅对裂纹缺陷区域激励,对非裂纹区域不激励,可避免缺陷周围热波信号的干扰;② 不用考虑热激励均匀性,对复杂异形结构试件可以取得较好的检测效果;③ 属于内部激励、体激励方式,而热激励是通过摩擦生热,发热区域比实际裂纹区域要大。
因此,超声激励方式将有助于微小裂纹的检测。
2试验系统与试验制备No.1 超声红外热成像系统超声红外热成像系统主要由超声激励系统、红外热像仪、预紧力系统、夹具、图像处理与控制系统组成;其中超声激励系统包括超声枪(由工具杆、换能器、调幅杆、枪头组成)和超声电源。
红外热像仪型号为FLIR A655sc,属于非制冷型红外热像仪,工作波段为7.5~14 μm,室温下等效噪声温差为0.04 K,图像分辨率为640×480。
超声激励系统最大功率为1200 W,超声频率为20 kHz,超声系统激励时间为0.2~20 s。
预紧力系统通过旋转预紧力手柄迫使预紧力单元向前移动,内部弹簧挤压对超声枪头产生压力,预紧力可调范围为0~1000 N。
夹具用于将超声换能器的能量耦合到涡轮叶片中,使涡轮叶片中的声场均匀分布,呈混沌状态,需要在激励头与叶片间施加恒定的初始静力。
航空发动机涡轮叶片的检测技术
航空发动机涡轮叶片的检测技术航空发动机的涡轮叶片主要有两部分组成,分别是进行动力工作的工作叶片和进行方向指引的导向叶片,这两部分设计的好坏至关重要,能够在一定的程度上提高发动机的推力,更有利于航空器的飞行。
对于涡轮叶片来说,因为其科技含量高,制造困难,我国在这方面的研究与国外有着一定的差距。
涡轮燃烧温度随着科技的发展在逐渐地提高,但是对于我国来说,由于科技方面存在着一定的短板,我国在涡轮增压方面并没有提高太高的温度。
而在国外涡轮发动机的发展过程中,其涡轮前的燃烧的温度有的已经达到了1700K以上温度。
就目前我国的涡轮叶片维修现状来看,若要进一步提升对涡轮叶片研制修理能力,必须要重视对涡轮叶片基本检测技术的研究。
涡轮叶片的工作环境恶劣,常在高温高压下工作,其工作环境又具有一定的腐蚀性,并且在其工作中又承受很大的缓冲力与拉应力,极易发生蠕变、断裂等。
在目前的涡轮叶片维修研究中,主要解决的是涡轮叶片的检测以及故障的维修。
对航空发动机的涡轮叶片检测技术研究主要有以下几个方面。
1 航空发动机涡轮叶片的清洗处理航空发动机在工作时,航空燃料会进行剧烈的燃烧。
在燃烧过后会有大量的燃料的废物,也就是说有大量的燃烧沉积物,这一部分的沉积物在高温的环境下会发生一定的氧化作用,其对基体有一定的腐蚀作用,这些沉积物在叶片的表面覆盖,并且杂质又覆盖在沉积物表面,在杂质的覆盖下叶片的厚度增加,叶片厚度的增加不利于对叶片进行安全性能的检测。
并且涡轮叶片在厚度增加的情况下可能会导致发动机出现堵塞的现象,导致发动机的运行效率降低。
因此对于航空器的涡轮叶片,在进行检测的时候要先进行一定的清理操作。
航空发动机涡轮叶片在工作中产生的杂质,也就是积碳,其形成的时候经过了高温高压的特殊的环境,导致杂质的质地比较坚硬,并且使得其与叶片结合非常良好。
因此,当前的科学界正在进行一些关于高效清洗剂的研究,在近几年的研究中有了一定的成果。
如美国在相关领域发明的无毒清洗技术,在该清洗技术中,运用的原理是通过碱性的物质来代替原来的氯氟烃溶剂,这样的清洗方式在实际中的清理的效果也是非常明显,并且这种清洗的技术对于一些顽固的粘着物有着一定的作用。
超声相控阵检查风扇叶片的探讨
超声相控阵检查风扇叶片的探讨作者:沈俊来源:《科学与财富》2018年第08期摘要:由于 TRENT700 发动机进厂修理的间隔太长,为了减少发动机在高速运行期间出现的风扇叶片断裂事件,要求NDT检测人员在不超出6000使用循环数的前提下利用超声波相控阵进行检查。
此方法可以探测到风扇叶片翼型表面下的异常,以降低空停或不正常事件的几率。
本文就发动机风扇叶片相控阵技术的操作方法展开探讨。
关键词:超声相控阵技术;风扇叶片;操作步骤1超声波相控阵的基本原理:超声波相控阵,简单地说就是将多个超声波单探头有机排列在一起使用,利用计算机技术控制每个晶片的激发顺序,对工件进行超声波扫查。
基于其对每个探头的激发可以精确控制,通过对每个单晶片激发顺序的调整还可以产生不同的方向,深度,聚焦点等。
2超声波相控阵检测的准备工作所需设备器材:相控阵检测设备套装;相控阵探测仪OmniScan mx2;超声偶合剂 OMat 655 (如下图1)首先须检查弹性楔形块表面有无缺陷,整个楔形块表面必须没有气泡。
然后检查楔形块罩底座,应该没有明显磨损,如发现楔形块两个前端底座的高小于18mm或者一个后端底座的高小于10mm,应立即更换该楔形块罩。
将足够的耦合剂涂抹在楔形块与叶片表面上。
用四个螺钉将楔形块罩底座固定在相控探头上并确认完全拧紧。
将探头连接到相控阵探测仪OmniScan2。
3超声波相控阵检测设备的标定3.1系统检查系统检查的目的:使用计量块来确认所有相控阵探头上的64个元件有一致的灵敏性。
计量块是一个200x120x6.5mm钛合金板。
它包括六个压模过的槽,以1mm为增量,深度从1mm到6mm。
在6.5mm板片和1mm厚度压模过的槽间是一个5.5mm的梯阶。
系统检查使用脉冲-回波信号,通过这5.5mm阶梯和相控阵探头上每一个元件,确保有一致的灵敏性。
执行系统检查步骤:(1)依次按下触摸屏File - Setup – Open,选择RR_T700FB_Probe_Check.ops,按下Open。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
baifm@。
第四期
江文文,等:航空发动机涡轮叶片相控阵超声检测研究
67
幅值的高低可以判别缺陷的大小和位置。
图 2 脉冲反射法 Fig.2 Pulse reflection method
2 相控阵超声检测
2.1 相控阵超声检测技术特点 随着工业对无损检测技术要求的不断提高,相
控阵超声检测技术以其常规超声检测技术所无法比 拟的优势而逐渐被广泛关注。与传统的超声检测技 术相比,相控阵超声检测技术[4]采用电子方法控制 声束聚焦和扫描,可以不移动或少移动探头的情况 下进行快捷的扫查来提高检测速度;具有良好的声 束可达性,能对复杂几何形状的工件进行探查;通过 优化控制焦点尺寸,焦区深度和声束方向,可使检测 分辨率,信噪比和灵敏度等性能得到提高。 2.2 相控阵超声检测原理
关键词:超声波检测;相控阵;发动机叶片;相位延迟
中图分类号: U464
文献标识码:A
文章编号:1672-9870 (2011) 04-0066-04
Phased Array Ultrasonic Nondestructive Testing for Aero-engine Turbine Blade
有表示缺陷波的回波 F。如图 2 所示,根据缺陷回波
收稿日期:2011-07-01
作者简介:江文文 (1987-),女,硕士研究生,主要从事检测技术与过程控制,E-mail:bingdongdeleishui1@。
通讯作者:柏逢明 (1956-),男,教授检测及无线电技术应用研究,E-mail:
第 34 卷第 4 期 2011 年 12 月
长春理工大学学报 (自然科学版)
Journal of Changchun University of Science and Technology (Natural Science Edition)
Vol.34 No.4 Dec.2011
航空发动机涡轮叶片相控阵超声检测研究
图 3 发射聚焦 Fig.3 Transmit focusing
发射相控偏转:阵列换能器各阵元得激励时序 是等间隔增加发射延迟,使得合成波阵面具有一个 指向角。如图 4 所示。
图 4 发射偏转 Fig.4 Transmit deflecting
图 1 超声波检测原理图 Fig.1 Ultrasonic testing schematic diagram
传统检测多用脉冲反射法。当工件完好时,超 声波可顺利传播到达底面,示波屏中只有表示发射 脉冲 T 和底波回波 B 两个信号。若工件中存在缺 陷,在示波屏中有表示发射脉冲 T 和底波回波 B,还
相控阵发射:多个换能器阵元按一定形状,尺寸 排列,构成超声阵列换能器,分别调整每个发射信号 的波形、幅度和相位延迟,使各阵元发射的超声子波 束在空间叠加合成,从而形成发射聚焦和声束偏转 等效果。
发射相控聚焦:阵列换能器各阵元得激励时序 是两端阵元先激励,逐渐向中间阵元加大延迟,使得 合成的波阵面指向一个曲率中心。如图 3 所示。
JIANG Wenwen,BAI Fengming
(School of Electronics and Information Engineering,Changchun University of Science and Technology,Changchun 130022)
Abstract: Ultrasonic Nondestructive Testing (UNT) is widely used in aviation component test .This paper adopts UNT in aero-engine turbine blade .Traditional detection uses reflection waveform and amplitude characteristic to check out flaw in engine turbine blade . Phased Array Ultrasonic nondestructive Testing (PAUT) takes advantage of phased delay to obtain phased effect and product clear image .Comparing with traditional ultrasonic detection,PAUT shows position and sharp of flaw more directly. Key words:ultrasonic testing;phased arrays;engine blade;phased delay
江文文,柏逢明
(长春理工大学 电子信息工程学院,长春 130022)
摘 要:超声波无损检测技术 (UNT) 是航空工件检测中应用较多的一种检测方法。本文对航空发动机涡轮叶片进行了超
声波无损检测;传统检测是用反射波形和波幅特征分析检测出发动机涡轮叶片缺陷;相控阵超声检测 (PAUT) 是利用相
位延迟达到相控效果,形成清晰的图像,和传统超声波检测相比,更能直观的显示缺陷的位置和形状。
蚀和磨损的问题。而叶片的生产成本很高,因此为
了节省经济成本,必须寻找有效的检测手段,及时检
测出飞机存在的危险因素。随着技术的发展,我们 还需要对涡轮叶片进行定性和定量的分析,确定缺 陷的大小和形状等。
超声波检测因其灵敏度高,穿透力强,分辨力 好,检验速度快,成本低,设备简单和对人体无害等 一系列优点广泛用于航空航天领域。
航空发动机的涡轮叶片裂纹是危害飞行安全的 重要因素,即使是微小的裂纹对飞机都可能造成无 法挽回的后果。航空发动机涡轮叶片除了承受巨大 的交变拉应力和扭转应力,还需要在高压腐蚀性燃 气的冲击下高速旋转。此外还存在高温氧化、热腐
1 传统超声波检测
传统超声波无损检测系统是由超声波换能器、 发射电路、回波接受电路、主控电路和显示装置组 成。超声波检测的基本原理[1]如图 1 所示。