复合材料超声检测
mil-hdbk-787(1993)复合材料的无损检测的超声波方法

mil-hdbk-787(1993)复合材料的无损检测
的超声波方法
我将介绍《MIL-HDBK-787(1993)》中关于复合材料无损检测超声波方法的内容。
该手册是一本由美国国防部发布的技术规范,用于指导军事航空和航天领域中复合材料的无损检测。
其中包含了多种无损检测方法,包括超声波方法。
超声波方法是一种常用的无损检测技术,适用于复合材料的质量评估和缺陷检测。
它利用超声波在材料中传播的特性来探测材料中的缺陷、异物或结构变化。
根据《MIL-HDBK-787(1993)》,超声波方法可以用于以下方面的检测:
1. 缺陷探测:通过发送超声波脉冲到材料中,然后检测回波信号来确定材料中的缺陷,如裂纹、夹杂物或气泡等。
2. 界面检测:用于检测复合材料中不同层之间的粘结情况,以及材料与环境之间的粘结情况。
3. 厚度测量:利用超声波的穿透能力,可以测量复合
材料中不同层的厚度。
4. 层析成像:通过多次扫描和记录回波信号,可以重建出材料内部的三维图像,以便更全面地评估材料的质量。
超声波方法在复合材料的无损检测中具有许多优势,例如非破坏性、高灵敏度和高分辨率等。
然而,使用超声波方法进行无损检测需要经过专业培训和丰富的经验。
总结起来,《MIL-HDBK-787(1993)》提供了关于复合材料无损检测超声波方法的详细指导,包括缺陷探测、界面检测、厚度测量和层析成像等方面的应用。
这些方法对于确保复合材料组件的质量和可靠性至关重要。
浅议复合材料构件的超声无损检测关键技术
浅议复合材料构件的超声无损检测关键技术摘要:随着复合材料的广泛应用,特别是在航空航天领域的大量应用,开发便携式、应用于复合材料大面积快速扫查的检测技术就显得很有必要。
超声检测作为一项比较成熟的检测技术,其衍生的各种检测新技术开始应用于复合材料的检测,有效地解决了复合材料的一些检测难题。
对于复合材料来说,超声检测主要应用于对服役构件的在役检测,以及对复合材料的性能无损表征。
文章主要分析了复合材料构件的超声无损检测关键技术及其应用。
关键词:复合材料;超声;无损检测;关键技术引言复合材料(Composite materials)是由两种及两种以上不同性质的材料,通过物理或化学的方法,在宏观尺度上组成的具有新性能的材料。
在复合材料的超声检测应用方面,相控阵超声检测技术可以有效检测出层压板分层及夹杂缺陷,碳纤维蒙皮铝蜂窝工件、带涂层以及不带涂层的碳纤维蒙皮纸蜂窝工件等蜂窝复合材料的内部脱粘缺陷,对复合材料的拐角(R区)等特殊部位也能很好地进行检测。
复合材料的超声C扫描检测通常采用多轴联动超声C扫描检测系统,对复合材料进行喷水穿透法、喷水脉冲反射法、水浸穿透法以及水浸脉冲反射法检测,如采用喷水穿透法对层压板和蜂窝结构粘接缺陷进行检测可得到清晰的超声C扫描图像。
多轴联动超声C扫描检测系统虽然可以对某些复合材料进行有效检测,但是受检测工件和检测场地的限制,不利于应用于在役飞机的快速扫查检测上,因此,笔者开发了适用于复合材料的大面积快速C扫描检测以及特殊位置的双轴定位C扫描检测系统。
1.复合材料构件的超声无损检测技术概述复合材料之所以能得到广泛的应用,除了其自身优异的性能外,还得益于与复合材料密切相关的配套技术的同步研究和发展,而质量控制是设计要求得以满足,产品质量得以保证的关键,其中无损检测技术发挥了十分重要的推动作用。
无损检测的目的和任务就是采用合理有效的方法、技术和检测手段,及时准确地发现和检测出材料内部的缺陷和损伤,从而为进一步评价材料、结构的可靠性奠定基础。
复合材料超声检测
试验八:复合材料工艺缺陷的空气耦合超声检测实验原理1.超声检测:利用超声波在介质中的传播特性对试件进行缺陷检测。
可检测表面、内部缺陷,对与试件表面平行的面状缺陷效果最佳。
对于复合材料,气孔、孔洞、层间开裂等都可以用超声法检测。
2.空气耦合:超声检测有接触式、液浸式、非接触式。
接触法是在探头和工件之间涂有专门的耦合剂层;浸液法是以水作耦合剂,将工件局部或全部浸没在液体中,无盲区。
空气耦合式1983年美国的一家公司研制的,核心是高强度发射和声阻抗匹配技术。
本实验采用空气耦合方式。
3.穿透法。
超声检测方法按原理分类可分为脉冲反射法和穿透法。
脉冲反射法灵敏度高、缺陷定位准确,适用于多种探伤技术;穿透法有两个探头,不存在探伤盲区、不受工件厚薄的限制,容易实现连续自动探伤,但不能定位缺陷深度。
实验材料和仪器设备1.实验仪器:NAUT21非接触空气耦合超声检测系统。
2.实验试样:手糊工艺、预浸料铺层、液态模塑、模压工艺制得的复合材料板各一块。
其中,手糊工艺和液态模塑的板是是玻纤聚酯,后一块板是碳纤维预浸料,最后一块板是碳纤聚酯。
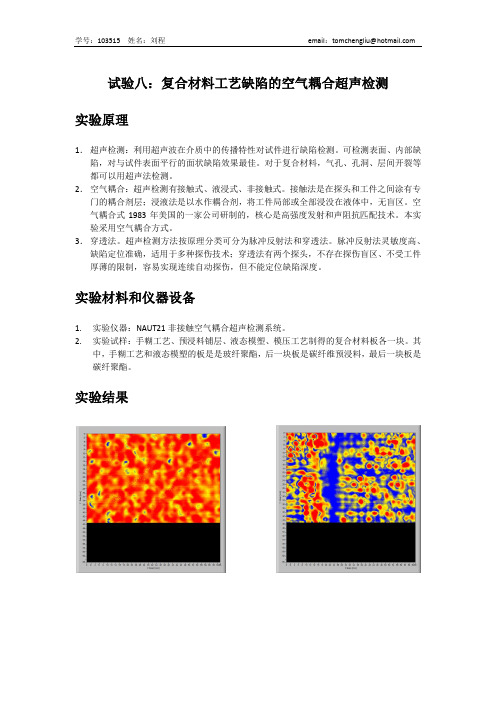
实验结果从上到下、从左到右依次是手糊、液态模塑、模压、预浸料铺层的板。
结果分析1、从图看出预浸料铺层的板效果最好,其次是模压的,然后是手糊的,最后的是液态模塑的。
但实际情况应该是液态模塑的必手糊的效果好。
原因是,在液态模塑工艺时,树脂现调现用,并没有抽真空或静置,就想一瓶刚打开的啤酒,带着无数的气泡,都被吸进复合材料的肚子里了。
缺陷能不多吗?2、实验的老师其实是挺漫不经心的。
在检测模压和预浸料铺层的板时,并未改变原先设置的参数,导致实验出现的结果是全都是蓝色的(即全都是缺陷)。
实际情况是二者材料不同,应当再放大波。
在此,我又有个疑问,看模压的板,大部分是黄色,是真的是过渡区,还是因为没调好参数?思考题见前一页的原理。
复材超声检测工艺卡

复材超声检测工艺卡复合材料是一种由多种不同材料组合而成的材料,具有轻量化、高强度、耐腐蚀、耐高温等优点,因此广泛应用于航空航天、汽车、建筑等领域。
然而,由于复合材料的特殊性质和复杂结构,其内部缺陷的检测成为一个重要的问题。
为了确保复合材料的质量和可靠性,复材超声检测工艺卡被广泛应用于复合材料制造过程中,以准确、高效地检测出缺陷。
复材超声检测工艺卡是一种用于指导复合材料超声检测的工具,它结合了超声检测的理论和实践,为复合材料超声检测操作员提供了详细的步骤和指导。
通过复材超声检测工艺卡,操作员可以了解具体的超声检测方法和参数,以及如何根据不同的应用场景和材料特性来选择合适的工艺。
在复材超声检测工艺卡中,通常包含以下内容:1. 超声检测原理:介绍超声检测的基本原理,包括超声波的传播以及与材料中缺陷的相互作用。
通过理解超声波在复合材料中的传播规律,可以更好地理解检测结果和缺陷的特征。
2. 超声检测设备和传感器:介绍超声检测的主要设备和传感器,包括超声波发射器和接收器、探头以及数据采集系统。
通过了解不同设备的特点和性能,可以选择合适的设备和传感器进行检测。
3. 超声检测方法和参数:详细介绍超声检测的方法和参数,包括脉冲回波超声检测和全场扫查超声检测。
还需要了解如何根据不同的复合材料结构和缺陷类型来选择合适的检测方法和参数。
4. 超声检测标准和规范:介绍复合材料超声检测的相关标准和规范,如ASTM、ISO等。
了解这些标准和规范可以帮助操作员更好地理解复合材料超声检测的要求和限制,以及相应的数据分析和评估方法。
5. 缺陷识别与评估:介绍如何通过超声检测来识别不同类型的缺陷,如气孔、夹杂、裂纹等,并对其进行评估。
通过学习实际案例和经验总结,可以提高对复合材料缺陷的识别和评估能力。
复材超声检测工艺卡的实际应用效果可以从以下几个方面进行评估和分析:1. 检测效率:复材超声检测工艺卡能够提供详细的操作步骤和指导,使得操作员能够快速准确地进行超声检测。
复合材料探伤方法

复合材料探伤方法
复合材料探伤方法是指用于检测复合材料中可能存在的缺陷或损伤的方法。
常用的复合材料探伤方法有以下几种:
1. 超声波探伤:通过超声波的传播和反射来检测材料内部的缺陷。
适用于检测复合材料的层间和层内缺陷。
2. 热红外成像:利用材料中缺陷的热传导性质来检测缺陷。
适用于检测复合材料中的局部缺陷。
3. X射线检测:利用X射线的透射和散射特性来检测材料的
缺陷和内部结构。
适用于检测复合材料中的金属缺陷和层间胶接质量。
4. 磁粉检测:通过在材料表面涂布磁粉,利用磁场的作用,观察磁粉在缺陷处积聚的情况,来检测材料的缺陷。
5. 声发射检测:利用材料在受到外力作用时会发生微小的声发射来检测材料的缺陷。
适用于检测复合材料的疲劳损伤和局部破裂。
6. 电磁波探测:利用电磁波的透射和反射特性来检测材料的缺陷。
可以应用于复合材料的层间和层内缺陷及电磁性能的检测。
以上是常用的复合材料探伤方法,其选择取决于复合材料的结构和要检测的缺陷类型。
不同的方法和设备可以相互补充和验证,提高探测的准确性和可靠性。
复合材料超声波检测技术的研究及其应用

复合材料超声波检测技术的研究及其应用近年来,由于复合材料在航空、航天、汽车等领域的广泛应用,对这种材料的质量检测也变得越来越重要。
而超声波检测技术由于其非破坏性、高精度、高效率等优点,正逐渐成为复合材料质量检测的主流技术之一。
本文旨在探讨复合材料超声波检测技术的研究及其在实际应用中的表现。
一、超声波检测原理超声波是指频率高于人类耳朵能够感知到的20kHz的一种声波。
在超声波检测中,探头会向被测物体发送超声波,被测物体会反射回一部分超声波。
根据反射波信号的强度和传播速度的差异,可以得知被测物体内部的结构和缺陷情况。
二、复合材料超声波检测技术的方法根据超声波检测的原理,可以分为以下常用方法:1、传统超声波检测法传统的超声波检测法采用单频段或者低频段超声波进行检测。
它主要是通过监测声波在被测物体中传播的时间和幅度变化,来判断被测物体的结构和缺陷情况。
该方法检测速度快,但是仅能发现表面的缺陷,对于内部的缺陷检测能力较差。
2、多频段超声波检测法多频段超声波检测法能够检测复合材料内部的缺陷。
该方法通过同时采用低频段和高频段的超声波对缺陷进行检测,可以得到更加精确的缺陷位置和大小信息。
同时,它还能够检测复合材料内部的孔洞和小裂纹等微小缺陷。
3、全波束超声波检测法全波束超声波检测法是一种高级的超声波检测方法。
它能够利用高分辨率的检测探头,通过数学计算和图像处理,从而获得复合材料内部的二维或三维图像信息。
该方法能够发现复合材料中的各种类型的缺陷,对于对材料质量进行全面评估非常有用。
三、复合材料超声波检测技术在实际应用中的表现复合材料超声波检测技术在航空、航天、汽车、船舶等领域的应用十分广泛。
以下分别就不同领域的应用情况进行介绍:1、航空领域航空领域对材料的高强度、高韧性和轻质化要求非常高。
而超声波检测技术能够非破坏性地对各种复合材料进行检测,发现其中的各种类型的缺陷,确保飞行安全。
例如,在飞机制造中,超声波检测技术可以用来确定飞机机身中的铆钉是否完整,以及蒸汽舵和方向舵的紧固情况等。
复合材料、板材和管材超声波探伤检测方法

7.2 铝及铝合金、钛及钛合金板材超声检测
7.2.1 铝及铝合金板材制造及常见缺陷 板材制造:铝锭→板坯→板材 ; 常见缺陷:气孔、夹杂、微细裂纹、厚板中可能有空腔。
7.2.2 铝及铝合金,钛及钛合金板材检测方法 1)检测方法:与钢板相同 2)探头与扫查方式 直探头、双晶直探头,频率2.5~5MHz; 扫查方式、扫查速度与钢板相同。 3)检测范围和灵敏度 检测范围:根据板厚与钢板相同; 检测灵敏度:基准灵敏度以完好部位B1=80%满幅。
≤10<25Ⅳ源自<150<100≤10
<25
Ⅴ
超过Ⅳ级者
注:Ⅳ级钢板主要用于与承压设备有关的支承件和结构件的制造安装。
4.1.8.2 在坡口预定线两侧各50mm(板厚大于100mm时,以 板厚的一半为准)内,缺陷的指示长度大于或等于50mm时, 应评为Ⅴ级。
4.1.8.3 在检测过程中,检测人员如确认钢板中有白点、裂纹 等危害性缺陷存在时,应评为Ⅴ级。
7.1 板材超声波探伤
7.1.6 质量等级判定:按JB/T4730-2005标准4.1.7条规定评定。
等级
单个缺陷 指示长度
mm
单个缺陷 指示面积
cm2
在任一1m×1m检测面 积内存在的缺陷面 积百分比%
以下单个缺陷 指示面积不计
cm2
Ⅰ
<80
<25
≤3
<9
Ⅱ
<100
<50
≤5
<15
Ⅲ
<120
<100
40mm以上钢板检测频率为2.5MHz。 晶片直径:Ф14~Ф25mm。 单晶直探头:适用于板厚δ较大的钢板检测; 双晶直探头:适用于板厚δ较薄的钢板检测。
板厚,mm 采用探头 公称频率,MHz
超声波 复合材料 标准

超声波复合材料标准引言超声波技术在材料科学领域有着广泛的应用,特别是在复合材料的检测和评估方面。
本文将详细介绍超声波复合材料标准,包括其定义、测试方法、参数设置、数据分析等内容,旨在为相关研究人员和工程师提供参考。
1.定义超声波复合材料标准是指对复合材料进行超声波检测时所遵循的一系列规范和要求。
其目的是通过超声波技术获取复合材料内部缺陷的信息,并对其性能和质量进行评估。
2.测试方法超声波复合材料的测试通常采用超声波传感器将超声波信号引入样品中,然后接收并分析回波信号。
常见的测试方法包括脉冲回波法(Pulse-Echo)、透射法(Through-Transmission)和相控阵法(Phased Array)等。
-脉冲回波法:该方法通过发送一个短脉冲信号,并在接收到回波信号后计算其传播时间和幅度来确定缺陷的位置和性质。
-透射法:该方法使用两个传感器,一个用于发送超声波信号,另一个用于接收。
通过比较两个传感器之间的信号差异来判断样品中的缺陷情况。
-相控阵法:该方法利用多个传感器组成的阵列,可以改变传感器之间的相对时延和振幅,从而实现对样品内部进行扫描和成像。
3.参数设置在进行超声波复合材料检测时,需要针对不同的样品和应用场景进行参数设置。
以下是一些常见的参数:-超声波频率:选择合适的频率可以在保证分辨率的同时克服信号衰减问题。
通常,高频率可以提供更好的分辨率,但其信号衰减较快。
-脉冲宽度:脉冲宽度决定了信号的能量和时间分辨率。
较窄的脉冲可以提供更好的时间分辨率,但会牺牲能量。
-接收增益:接收增益可以调整接收到的回波信号的幅度,以便更好地显示和分析缺陷。
4.数据分析超声波复合材料检测后,需要对得到的数据进行分析和解释。
以下是一些常见的数据分析方法:-Amplitude analysis:通过比较回波信号的幅度来判断缺陷的大小和类型。
较大的幅度通常表示较大的缺陷。
-Time-of-flight analysis:通过计算回波信号的传播时间来确定缺陷的位置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
试验八:复合材料工艺缺陷的空气耦合超声检测
实验原理
1.超声检测:利用超声波在介质中的传播特性对试件进行缺陷检测。
可检测表面、内部缺陷,对与试件表面平行的面状缺陷效果最佳。
对于复合材料,气孔、孔洞、层间开裂等都可以用超声法检测。
2.空气耦合:超声检测有接触式、液浸式、非接触式。
接触法是在探头和工件之间涂有专门的耦合剂层;浸液法是以水作耦合剂,将工件局部或全部浸没在液体中,无盲区。
空气耦合式1983年美国的一家公司研制的,核心是高强度发射和声阻抗匹配技术。
本实验采用空气耦合方式。
3.穿透法。
超声检测方法按原理分类可分为脉冲反射法和穿透法。
脉冲反射法灵敏度高、缺陷定位准确,适用于多种探伤技术;穿透法有两个探头,不存在探伤盲区、不受工件厚薄的限制,容易实现连续自动探伤,但不能定位缺陷深度。
实验材料和仪器设备
1.实验仪器:NAUT21非接触空气耦合超声检测系统。
2.实验试样:手糊工艺、预浸料铺层、液态模塑、模压工艺制得的复合材料板各一块。
其
中,手糊工艺和液态模塑的板是是玻纤聚酯,后一块板是碳纤维预浸料,最后一块板是碳纤聚酯。
实验结果
从上到下、从左到右依次是手糊、液态模塑、模压、预浸料铺层的板。
结果分析
1、从图看出预浸料铺层的板效果最好,其次是模压的,然后是手糊的,最后的是液态模塑
的。
但实际情况应该是液态模塑的必手糊的效果好。
原因是,在液态模塑工艺时,树脂现调现用,并没有抽真空或静置,就想一瓶刚打开的啤酒,带着无数的气泡,都被吸进复合材料的肚子里了。
缺陷能不多吗?
2、实验的老师其实是挺漫不经心的。
在检测模压和预浸料铺层的板时,并未改变原先设置
的参数,导致实验出现的结果是全都是蓝色的(即全都是缺陷)。
实际情况是二者材料不同,应当再放大波。
在此,我又有个疑问,看模压的板,大部分是黄色,是真的是过渡区,还是因为没调好参数?
思考题
见前一页的原理。