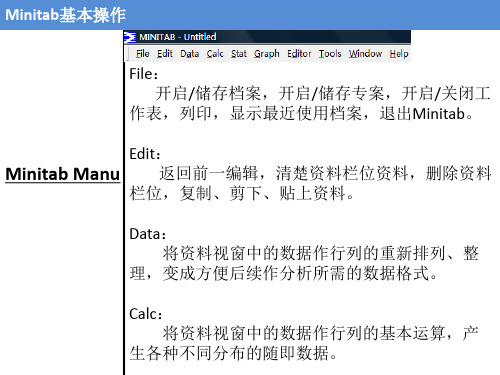
6sigma工具Minitab常用图表
合集下载
6sigma工具Minitab常用图表汇总

Barbara F. Ryan President & CEO
方式中最具有代表性的软件。
2. Full Frame & Basic Windows
结构和基本的视窗
基本窗口
基本窗口
快捷菜单
~ Minitab基本上以5个窗口(Window)组成.
相关文件
报告生成
5. 历史记录 4. 相关信息 3. 图形 2. 工作表 1. 文本窗口
3、图形变量“长度” 类别变量“供应商”
3.6 点图
4、出图如下,
来自两家供应商的凸轮轴的平均长度彼此接近。但是,供应商 B 提供的凸轮轴的长度呈现出更大的变异性。您可以对供应商 B 的工 艺流程进行更细致的调查。
3.7 时间序列图
时间序列图:观察特定时间内的数据变化趋势 作用: 1、监控一个或多个过程在一段时间的绩效以探测趋势或模式 4、追踪对预测趋势有用的信息
六西格玛工具百宝箱
—MINITAB操作
1. Minitab介绍
MINITAB
= Mini + Tabulator
= 小的 + 计算机
背景
•Minitab :
– 72年 Penn State最先开发统计软件. – 82年 个人电脑(Personal Computer)普及并广泛使用. – 6sigma 初创时,Motorola公司主要用 SAS方式, 至GE公司使用 MINITAB扩大到全世界. – 目前大部分先进 6 sigma 公司都使用 MINITAB. (GE, AlliedSignal, Motorola, Honeywell etc.) – 设计成使用者易学而简便使用,并已成为6sigma
PP、PPK
0.50
方式中最具有代表性的软件。
2. Full Frame & Basic Windows
结构和基本的视窗
基本窗口
基本窗口
快捷菜单
~ Minitab基本上以5个窗口(Window)组成.
相关文件
报告生成
5. 历史记录 4. 相关信息 3. 图形 2. 工作表 1. 文本窗口
3、图形变量“长度” 类别变量“供应商”
3.6 点图
4、出图如下,
来自两家供应商的凸轮轴的平均长度彼此接近。但是,供应商 B 提供的凸轮轴的长度呈现出更大的变异性。您可以对供应商 B 的工 艺流程进行更细致的调查。
3.7 时间序列图
时间序列图:观察特定时间内的数据变化趋势 作用: 1、监控一个或多个过程在一段时间的绩效以探测趋势或模式 4、追踪对预测趋势有用的信息
六西格玛工具百宝箱
—MINITAB操作
1. Minitab介绍
MINITAB
= Mini + Tabulator
= 小的 + 计算机
背景
•Minitab :
– 72年 Penn State最先开发统计软件. – 82年 个人电脑(Personal Computer)普及并广泛使用. – 6sigma 初创时,Motorola公司主要用 SAS方式, 至GE公司使用 MINITAB扩大到全世界. – 目前大部分先进 6 sigma 公司都使用 MINITAB. (GE, AlliedSignal, Motorola, Honeywell etc.) – 设计成使用者易学而简便使用,并已成为6sigma
PP、PPK
0.50
6sigma图表分析(PPT 62张)
• 通过对数据分布分析可以找出过程中X变量发生变动的原因
那好,现在开始通过事例 一起掌握图表的分布
确认基本统计量
Descriptive Statistics 可提供多种图表和数据的平均及标准偏差, 倾斜,峰度,置信区间,正态分布等信息,帮助我们确认基本统计量.
Stat > Basic Statistics > Display Descriptive Statistics
Graph > Dot plot (Multiple Do规格的异常状态的数据.
120
通过 Dot plot 可以看出供应商合同付款周期的散布比较大 , 同时平 均值出现严重的偏移.
Histogram直方图
•主要应用在了解数据的形状及形态. •便于掌握数据的集中倾向,位置,平均, 分布等.
S S
2
i 1
2 (X X ) /( n 1 ) i
Sx
Sx n
输出图表分析:
Descriptive Statistics
Variable: 合 同 付 款 期
Anderson-Darling Normality Test A-Squared: P-Value: Mean StDev Variance Skewness Kurtosis N Minimum 1st Quartile Median 3rd Quartile Maximum 1.481 0.001 57.4805 24.2588 588.490 0.252767 -5.1E-01 88 5.560 37.670 52.610 79.638 116.430
95% Confidence Interval for Mu 52.341
六西格玛统计过程控制及Minitab操作实例应用(PPT 页)

Pp
PP
USL-LSL
6LT
1. Pp和Ppk总是同 大差距可以通过调整
S
时使用
中心提高过程能力
Ppk Ppm k(P inp ,Pu)pl C 4
2. 确定过程是否实 3. C和P有较大差距暗 际上满足客户需求 示特殊原因存在
如果过程没有特殊原因的影响,这四个指标将会很接近
受控状态(In Control)和失控状态(Out of Control)
六西格玛统计过程控制 及Minitab操作实例应用
统计过程控制
统计 -- 基于概率的决策规则 过程 -- 任何重复的工作或步骤 控制 -- 监察过程的表现,提供反馈
流程波动的种类
50
40
30
20
10
0
-10
流程变差存在两种 普遍原因的波动
200
400
600
800
1000
波动是现有流程所固有的
特殊原因的波动
波动是由于外来因素的影响而发生的
普遍原因的波动
此类波动存在于每一个流程之中
利用现有技术是不能控制或减少这一类的波动
只有这一类波动存在的时候的流程能力是流程最好 的能力,也叫作短期能力,它反映了流程的技术能 力。
反映这一类波动大小的指标为σST 。
抽样的技术:合理子组
1. CP会小于CPK么? 2. CP什么情况下等于CPK? 3. 顾客为什么要求我们提供CP和CPK值呀? 4. CP和CPK为什么必须成对分析?
过程长期的波动
Cp和Cpk反映了过程的潜在的能力,但是随着时间的 进行,过程表现出来的波动往往要比普遍原因的波动 要大。
过程实际波动的大小σLT用来衡量。 过程实际的表现称为过程绩效指标(Process
精选6SIGMA项目管理软件Minitab操作教程gla

3. 与数据有关的三个窗口A.数据窗口(Data window) 数据窗口中的内容即为工作表中的数据列。当打开了多个工作表时,每个工作表都有其自己的数据窗口。
数据管理概要
注意:数据窗口不是电子表格 尽管数据窗口有行和列,但它不像EXCEL那样的电子表格,它的单元格数量是有限的。 而且单元格中的数值只能手工输入或者有命令生成,它不能包含有方程式,它的值不会随其他单元格的值变化而变化。例如:想要C3=C1+C2,首先必须用计算器计算C1+C2的值。如果改变C1的值,若不用计算器再计算的话,C3的值是不会改变的。换而言之,C3不随C1变而变。
进行一个典型的分析往往要经过很多步骤。以下六章讲的就是与此相关的基本分析步骤。每章节主要讲了那一步的一些基本、常见的分析内容。以下是各章节的列表及内容简述。
打开、保存、关闭PROJECT文件
■打开一个新的project文件,选择File New, 按Minitab Project, 再按 OK. ■打开一个已有的project文件,选择File Open Project. ■打开一个已有的project worksheet,选择File Open Worksheet. ■保存一个project文件,选择File Save Project ■关闭一个project文件,你必须打开一个新的project文件,或一个已有的 project文件,或者退出。 一个MINITAB Project文件包含了所有的工作:收集的数据、输出的文本、图形等。当保存一个project文件时,所有的东西都保存下来了。 但是一次只能打开一个project文件。Project文件里的各种工作表(data、work- sheet、graph等)可以单独进行处理---可以生成数据、图形,也可以从别的文件中通过拷贝的形式向一个project文件添加数据和图形。Project文件里的大部分窗口的内容都能够单独保存和打印。也可以忽略某些工作表或图形,这样的话,这些工作表和图形便不会保存到project文件中去。 每当保存一个project 文件时,保存了以下一些内容: 一. 所有窗口的内容,其中包括: 1. 每个数据窗口(Data window)的数据列。 2. 信息窗口(Info window)中的常量、矩阵。 3. 会话窗口(Session window)和历史窗口(History window)中 的所有的文本。 4 . 每个图形窗口(Graph window)。 二. 通过命令 FileProject Description 生成的 project 文件注解。 三. 通过命令 Editor Worksheet Descriptions 生成的对每个工作表的注 解。 四. 每个窗口的大小、位置和状态。
数据管理概要
注意:数据窗口不是电子表格 尽管数据窗口有行和列,但它不像EXCEL那样的电子表格,它的单元格数量是有限的。 而且单元格中的数值只能手工输入或者有命令生成,它不能包含有方程式,它的值不会随其他单元格的值变化而变化。例如:想要C3=C1+C2,首先必须用计算器计算C1+C2的值。如果改变C1的值,若不用计算器再计算的话,C3的值是不会改变的。换而言之,C3不随C1变而变。
进行一个典型的分析往往要经过很多步骤。以下六章讲的就是与此相关的基本分析步骤。每章节主要讲了那一步的一些基本、常见的分析内容。以下是各章节的列表及内容简述。
打开、保存、关闭PROJECT文件
■打开一个新的project文件,选择File New, 按Minitab Project, 再按 OK. ■打开一个已有的project文件,选择File Open Project. ■打开一个已有的project worksheet,选择File Open Worksheet. ■保存一个project文件,选择File Save Project ■关闭一个project文件,你必须打开一个新的project文件,或一个已有的 project文件,或者退出。 一个MINITAB Project文件包含了所有的工作:收集的数据、输出的文本、图形等。当保存一个project文件时,所有的东西都保存下来了。 但是一次只能打开一个project文件。Project文件里的各种工作表(data、work- sheet、graph等)可以单独进行处理---可以生成数据、图形,也可以从别的文件中通过拷贝的形式向一个project文件添加数据和图形。Project文件里的大部分窗口的内容都能够单独保存和打印。也可以忽略某些工作表或图形,这样的话,这些工作表和图形便不会保存到project文件中去。 每当保存一个project 文件时,保存了以下一些内容: 一. 所有窗口的内容,其中包括: 1. 每个数据窗口(Data window)的数据列。 2. 信息窗口(Info window)中的常量、矩阵。 3. 会话窗口(Session window)和历史窗口(History window)中 的所有的文本。 4 . 每个图形窗口(Graph window)。 二. 通过命令 FileProject Description 生成的 project 文件注解。 三. 通过命令 Editor Worksheet Descriptions 生成的对每个工作表的注 解。 四. 每个窗口的大小、位置和状态。
Minitab 在6Sigma的应用例

6 明根值6
Mincolns’
Multi-Vari Chart for Measure by Mold - Day
10.1
1
2
3
Shift
1
2
3
1
2
3
Mold
1 2 3 4
10.0
Measure
9.9
1
2
3
Day
12
明根值6 Mincolns’ 2003
明根值6 Mincolns’ 2003
Frequency
假設檢定
One-Sample T: Diameter
Test of mu = 10 vs mu not = 10
Variable N Mean StDev SE Mean
Diameter 11 10.0058 0.0078 0.0024
Variable
ቤተ መጻሕፍቲ ባይዱ
95.0% CI
TP
Diameter ( 10.0005, 10.0110) 2.45 0.034
Histogram of Diameter
(with Ho and 95% t-confidence interval for the mean)
3
2
1
0 9.990
9.995
_
Ho
X
[
10.000
10.005
Diameter
] 10.010
10.015
6 明根值6
Mincolns’
13
全因階實驗設計效應Pareto
• 其他
7
明根值6 Mincolns’ 2003
Gage R&R 分析
minitab常用图表解析

170以下占比 0.04% 0.11% 0.18% 0.05% 0.04% 0.06%
205以上占比 0.00% 0.11% 0.35% 0.05% 0.00% 0.00%
主轮时间 0 40 90 130 200 248
备注:散布图中两组变量的对应数至少在30个以上,最好50个,100个最佳。 此为示例。
常用工具栏和菜单栏
根据输入的格式丌同会显 示丌同的数列类型
柏拉图的使用
柏拉图主要用于分析,发现主要问题。
收集各项质量特性缺陷 列成表 输入到MINITAB中
MINITAB绘出图形
找出关键的Y特性
1. 数据录入表格内(手动输入或者粘貼的方式)
2. 选择柏拉图选项,并在弹出的对话框进行选择。
C2-T列 C3列
更深入的分析可以考虑制程能力分析。
正态分布图的使用
正态分布图的主要用于判定数组的集中性、均匀性,并综合评价其的能力水平。 我们一般用CPK值来评价过程的制程能力。 Cpk的评级标准:(可据此标准对计算出之制程能力指数做相应对策) A++级 Cpk≥2.0 特优 可考虑成本的降低
A+ 级 2.0 > Cpk ≥ 1.67 优 应当保持之
3. 生成图形并进行分析。
前三项不良为D级+破片、边缘、线痕,提供改善方向。
因果图的使用
因果图主要头脑风暴法找出可能的原因,进行改善。 例:以切片的掉片、掉棒为例。 数据组: 人
胶水配比出错
机
设备抖动严重
料
砂切割力弱,切 割深度丌均匀
法
切割深度过深
环
粘晶房温湿度超 标
胶层偏厚
晶棒、玻璃板表 面没有擦拭干净
砂浆冷却水异常, 胶水里存在异物 冷却效果差,切 割温度过高
6sigma图表分析精编版

Scatter plot Marginal plot, Matrix plot Time series plot
Multi-Vari Chart
分布的比较和构成
变量间的关系和时间的变化
多个变量的相关性
图表菜单
Minitab Ver.13 提供分析数据的图表工具
在工作表中输入数据或把EXCEL中的数据粘贴过来
输入要分析的数据的名称
请点击
Graph > Dot plot (Multiple Dot plot)
为什么境内供应商的合同付款期与境外相差这么大?另外境内供应商的合同付款期分布为什么这么宽?
通过Dot plot可以看出区域不同的供应商的合同付款期有很大的区别,特别是境内的散布特别宽.Multiple Dot plot的分布在数据很多的时候也很容易看出.
Box plot是比较数据间的分布差异,中位数和散布大小的比较.
Box plot
Graph > Box plot
利用A_01付款天数.mtv例子对境内和境外供应商的合同付款期进行比较,用Box plot图表分析.
Graph > Boxplot
输入相应的X和Y
编辑图表的颜色,形状等
Box plot的理解
- 变量间的关系,趋势等
- 明确输入变量之间的差异
- 选择更适合的图表 - 使用图表工具做出数据形态
图表的用途
掌握变量分布的形状,平均值的位置及方差比较各变量分布的特性明确两个以上的变量之间的差异比较变量相对重要度掌握变量数据随时间的变化
好的图表才能说明问题
通过 Dot plot可以看出供应商合同付款周期的散布比较大,同时平均值出现严重的偏移.
Minitab在6sigma中的应用精编版
计量值
Minitab在量测系统分析中的应用
Gage R&R
(Gaugelin.MTW)
计量值
准确性及线性
Stat>Quality Tools>Gage Study>Gage Linearity and Bias Study
13.17%>5%,线性NG
P-value<0.05,Bias显著,准确性NG
Minitab在量测系统分析中的应用
准确性评估
Mean:量测平均值
量测平均值的95%信赖区间
准确性判定结果
统计显著
No
Yes
技术显著
No
不需
不需
Yes
更多试验
需要
1、定义:a、精确性是透过重复量测真实产品产生的自 然变异。 b、重复性是评估在相同条件下重复量测同一 参数产生的变异,是评估量测设备及所定 义的量测方法“与生俱来”的变异。2、目的:定义量测设备固有的变异是否可接受而且在 此短期的量测数值是稳定的。3、判断:P/T Ratio(量测能力的量化指标,P/T越小越好) 手动量测设备:P/T ≤10% 自动量测设备: P/T ≤20%
单边规格
若P/T>30%,则表示再现性Fail若P/T≤30%,则必须进行以下的步骤
发现样品量测有显著异常的具体状况。
Minitab在量测系统分析中的应用
精确性评估
再现性评估
Graph>Boxplot
Minitab在量测系统分析中的应用
精确性评估
再现性评估
-Gage R&R是出了MCA以外,另一个针对量测系统变异评估的方法。
Gage R&R
计量值
计数值
Minitab在量测系统分析中的应用
Gage R&R
(Gaugelin.MTW)
计量值
准确性及线性
Stat>Quality Tools>Gage Study>Gage Linearity and Bias Study
13.17%>5%,线性NG
P-value<0.05,Bias显著,准确性NG
Minitab在量测系统分析中的应用
准确性评估
Mean:量测平均值
量测平均值的95%信赖区间
准确性判定结果
统计显著
No
Yes
技术显著
No
不需
不需
Yes
更多试验
需要
1、定义:a、精确性是透过重复量测真实产品产生的自 然变异。 b、重复性是评估在相同条件下重复量测同一 参数产生的变异,是评估量测设备及所定 义的量测方法“与生俱来”的变异。2、目的:定义量测设备固有的变异是否可接受而且在 此短期的量测数值是稳定的。3、判断:P/T Ratio(量测能力的量化指标,P/T越小越好) 手动量测设备:P/T ≤10% 自动量测设备: P/T ≤20%
单边规格
若P/T>30%,则表示再现性Fail若P/T≤30%,则必须进行以下的步骤
发现样品量测有显著异常的具体状况。
Minitab在量测系统分析中的应用
精确性评估
再现性评估
Graph>Boxplot
Minitab在量测系统分析中的应用
精确性评估
再现性评估
-Gage R&R是出了MCA以外,另一个针对量测系统变异评估的方法。
Gage R&R
计量值
计数值
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Boxplot of Week 1, Week 2, Week 3
2、选择 :统计>质量工具>属性一致性分析
3.4 MSA
选择对话框
[ Measure ]
会话框输出如下:
每个检验员的 评级 的属性一致性分析 准确性 》85% 每个检验员与标准评估一致性 合格 #检 #相 检验员 验数 符数 百分比 95 % 置信区间 Duncan 15 8 53.33 (26.59, 78.73) Hayes 15 13 86.67 (59.54, 98.34) Holmes 15 15 100.00 (81.90, 100.00) Montgomery 15 15 100.00 (81.90, 100.00) Simpson 15 14 93.33 (68.05, 99.83) 检验员之间评估一致性 #检 #相 验数 符数 百分比 95 % 置信区间 15 6 40.00 (16.34, 67.71)
4. 信息窗口
~ 将 Minitab的数据处理结果 以图像的形式展现
~ 工作表中数据的相关信息 - 名称(Column) - 所在列 - Data的个数 - 错误值的个数 - 概要的阐述Data Type等内容 (N:NUMBER, T:TEXT, D: DAY….)
Basic Window
5. 历史数据
Barbara F. Ryan President & CEO
方式中最具有代表性的软件。
2. Full Frame & Basic Windows
结构和基本的视窗
基本窗口
基本窗口
快捷菜单
~ Minitab基本上以5个窗口(Window)组成.
相关文件
报告生成
5. 历史记录 4. 相关信息 3. 图形 2. 工作表 1. 文本窗口
• 您负责评估烧结时间对三种不同金属的耐压强度的效应。在以下 每种烧结时间下对每种金属类型的五个样本测量了耐压强度: 100 分钟、150 分钟和 200 分钟。在您进行全面数据分析之前, 要通过创建多变异图来查看数据以了解是否有明显的趋势或交互 作用。数据输入如右下方:
3.5 多变量分析
1、选择 :统计>质量工具>多变异图
2、双击录入数据
3.5 多变量分析
3、结果说明
多变异图表明金属的类型与其烧结的时间长度之间存在交互作用。金属类 型 1 在烧结 100 分钟时获得最佳耐压强度,金属类型 2 在烧结 150 分钟时获 得,金属类型 3 在烧结 200 分钟时获得。 要量化此交互作用,可以使用如方差分析或一般线性模型等技术来进一步 分析此数据。
六西格玛工具百宝箱
—MINITAB操作
1. Minitab介绍
MINITAB
= Mini + Tabulator
= 小的 + 计算机
背景
•Minitab :
– 72年 Penn State最先开发统计软件. – 82年 个人电脑(Personal Computer)普及并广泛使用. – 6sigma 初创时,Motorola公司主要用 SAS方式, 至GE公司使用 MINITAB扩大到全世界. – 目前大部分先进 6 sigma 公司都使用 MINITAB. (GE, AlliedSignal, Motorola, Honeywell etc.) – 设计成使用者易学而简便使用,并已成为6sigma
20
测量系统只有 40%的可信度
Duncan Hayes Holmes 检 验员 Montgomery Simpson
0
3.5 多变量分析
多变量图(Multi-vari Chart)—直观地提供过程各影响因素之间的关系以及它们对 过程输出影响的图形工具。多变量图可以用来确定影响过程输出Y的主要因素。它一 般用在数据分析的早期阶段。
3.6 点图
您在一家汽车工厂工作,目前正面临所用凸轮轴长度的 变异性问题。您想了解由两家供应商提供的凸轮轴的质 量是否相当,因此从每家随机抽取 100 件凸轮轴测量其 长度。创建一个含堆叠组的点图来比较两家供应商的样 本。
工作表“凸轮轴 2.MTW”
3.6 点图
1、选择 :图形>点图>多变异图 2、单击含组、确定
观测的不良率 3.3
群内预想不良率 3.4
全体预想不良率 3.5
3.4 MSA
[ Measure ]
测量系统分析—计量型数据
汽车工业行动组织量具研究,选择了 10 个代表过程变
异预期范围的部件。3 名操作员以随机顺序测量这 10
个部件,每个部件测量 3 次
3.4 MSA
1、原始数据:汽车工业行动组织量具研究
过程数据 LSL 0.5 目标 0.55 USL 0.6 样本均值 0.54646 样本 N 100 标准差(组内) 0.0185477 标准差(整体) 0.0193414
组内 整体
潜在(组内)能力 Cp 0.90 CPL 0.83 CPU 0.96 Cpk 0.83 整体能力 Pp PPL PPU Ppk Cpm 0.86 0.80 0.92 0.80 0.85
环境
方法
机器
3.3 工程能力分析
Case 3:
一家线缆制造商希望评估线缆的直径是否符合规格。线
缆直径必须为 0.55 + 0.05 cm 才符合工程规格。分析 员评估过程的能力以确保其满足客户的要求,即 Ppk 为 1.33。分析员每小时从生产线中取 5 根连续的线缆 作为一个子组,并记录直径。
3.3 工程能力分析
4、图形输出如下:
测量 的量具 R & R ( 方差分析 )
量具名称: 研究日期:
变异分量
100
% 贡献 % 研究变异
报表人: 公差: 其他:
测量 à
2 0 -2
部件
百分比
50
0
量具 R&R
重复
再现性
部件间
1
2
3
4
5 部件
6
7
8
9
10
R 控制图(按 操作员)
A 1.0 B C UCL=0.880 _ R=0.342 LCL=0 2 0 -2 0.0 A
~ 显示在运用Minitab当中使用过的所有指令。
3.Minitab 常用图表
3.1 3.2 3.3 3.4 3.5
柏拉图 鱼骨图 工程能力分析
测量系统分析 多变量分析
3.6 3.7 3.8 3.9 4.0
点图 时间序列图图
1、原始数据如下:质量控制示例.MTW 2、选择 :统计>质量工具>Pareto 图
3、点击 :已整理成表格的缺陷数据
4、Minitab输出如下表:
缺陷数 的 P a r e t o 图
100 400 80 300
200 40 100
20
缺陷数 计数 百分比 累积 %
0
丢失的螺丝钉 缺少的线夹 274 59 64.8 13.9 64.8 78.7
漏油衬垫 43 10.2 88.9
有缺陷的外罩 不完整部件 19 10 4.5 2.4 93.4 95.7
数据收集
3.7 箱图
1、选择 :图形>箱线图 2、选择 :含组 确定
3.7 箱图
3、选择 :如图选择输入数据 确定
4、结果输出
该箱线图显示: ·对于机器 1,直径中位数和 变异性看来每周都在增加。 ·对于机器 2,直径中位数和 变异性在各周似乎都比较稳定。
3.7 箱图
箱图:用来分析中值和四分值关系 作用: 1、帮助识别极限数价值 2、体现数据中央趋势和数据分布
单击快捷键即可切换到相应窗口
基本窗口
1. 会话窗口
~ Minitab的命令,错误信息及数据处理结果用文本形式显示. 2. 工作表
~ 同时打开多个输入Data的窗口,可以不用直接输入数据, 拷贝EXCEL ,WORD 上的数据粘贴上去。 相同类型的数据,按列输入
Basic Window
3. 图形窗口
图形输出如下:
评估一致性
研究日期: 报表人: 产品名称: 其他:
检验员与标准
100
95.0% 置信区间 百分比
作业者之间判定 结果不一致,应 》 85% #检 #相 验数 符数 百分比 95 % 置信区间 15 6 40.00 (16.34, 67.71) 所有检验员与标准评估一致性
80
百分比
60
40
测量 à
操作员
样本极差
0.5
Xbar 控制图(按 操作员)
A 2 B C 2 _ _ UCL=0.351 X =0.001 LCL=-0.348
B 操作员
C
操作员 乘 部件 交互作用
操作员 A B
样本均值
平均
可区分的类别数 = 4
0
0
C
判定:≥5
-2 -2 1 2 3 4 5 6 部件 7 8 9 10
3、图形变量“长度” 类别变量“供应商”
3.6 点图
4、出图如下,
来自两家供应商的凸轮轴的平均长度彼此接近。但是,供应商 B 提供的凸轮轴的长度呈现出更大的变异性。您可以对供应商 B 的工 艺流程进行更细致的调查。
3.7 时间序列图
时间序列图:观察特定时间内的数据变化趋势 作用: 1、监控一个或多个过程在一段时间的绩效以探测趋势或模式 4、追踪对预测趋势有用的信息
路径:图形>时间序列图
Time
180 160 140 120
Series
Plot
of
身高
身高
100 80 60 40 20 1 2 3 4 5 6 年龄 10 12 15 20 25 30
3.7 箱图 您的公司生产塑料管件,您很关心直径的 一致性问题。您要测量每台机器在 3 周内生产 的管件,每周各测量 10 个管件。创建一个箱 线图来检验分布情况。
2、选择 :统计>质量工具>属性一致性分析
3.4 MSA
选择对话框
[ Measure ]
会话框输出如下:
每个检验员的 评级 的属性一致性分析 准确性 》85% 每个检验员与标准评估一致性 合格 #检 #相 检验员 验数 符数 百分比 95 % 置信区间 Duncan 15 8 53.33 (26.59, 78.73) Hayes 15 13 86.67 (59.54, 98.34) Holmes 15 15 100.00 (81.90, 100.00) Montgomery 15 15 100.00 (81.90, 100.00) Simpson 15 14 93.33 (68.05, 99.83) 检验员之间评估一致性 #检 #相 验数 符数 百分比 95 % 置信区间 15 6 40.00 (16.34, 67.71)
4. 信息窗口
~ 将 Minitab的数据处理结果 以图像的形式展现
~ 工作表中数据的相关信息 - 名称(Column) - 所在列 - Data的个数 - 错误值的个数 - 概要的阐述Data Type等内容 (N:NUMBER, T:TEXT, D: DAY….)
Basic Window
5. 历史数据
Barbara F. Ryan President & CEO
方式中最具有代表性的软件。
2. Full Frame & Basic Windows
结构和基本的视窗
基本窗口
基本窗口
快捷菜单
~ Minitab基本上以5个窗口(Window)组成.
相关文件
报告生成
5. 历史记录 4. 相关信息 3. 图形 2. 工作表 1. 文本窗口
• 您负责评估烧结时间对三种不同金属的耐压强度的效应。在以下 每种烧结时间下对每种金属类型的五个样本测量了耐压强度: 100 分钟、150 分钟和 200 分钟。在您进行全面数据分析之前, 要通过创建多变异图来查看数据以了解是否有明显的趋势或交互 作用。数据输入如右下方:
3.5 多变量分析
1、选择 :统计>质量工具>多变异图
2、双击录入数据
3.5 多变量分析
3、结果说明
多变异图表明金属的类型与其烧结的时间长度之间存在交互作用。金属类 型 1 在烧结 100 分钟时获得最佳耐压强度,金属类型 2 在烧结 150 分钟时获 得,金属类型 3 在烧结 200 分钟时获得。 要量化此交互作用,可以使用如方差分析或一般线性模型等技术来进一步 分析此数据。
六西格玛工具百宝箱
—MINITAB操作
1. Minitab介绍
MINITAB
= Mini + Tabulator
= 小的 + 计算机
背景
•Minitab :
– 72年 Penn State最先开发统计软件. – 82年 个人电脑(Personal Computer)普及并广泛使用. – 6sigma 初创时,Motorola公司主要用 SAS方式, 至GE公司使用 MINITAB扩大到全世界. – 目前大部分先进 6 sigma 公司都使用 MINITAB. (GE, AlliedSignal, Motorola, Honeywell etc.) – 设计成使用者易学而简便使用,并已成为6sigma
20
测量系统只有 40%的可信度
Duncan Hayes Holmes 检 验员 Montgomery Simpson
0
3.5 多变量分析
多变量图(Multi-vari Chart)—直观地提供过程各影响因素之间的关系以及它们对 过程输出影响的图形工具。多变量图可以用来确定影响过程输出Y的主要因素。它一 般用在数据分析的早期阶段。
3.6 点图
您在一家汽车工厂工作,目前正面临所用凸轮轴长度的 变异性问题。您想了解由两家供应商提供的凸轮轴的质 量是否相当,因此从每家随机抽取 100 件凸轮轴测量其 长度。创建一个含堆叠组的点图来比较两家供应商的样 本。
工作表“凸轮轴 2.MTW”
3.6 点图
1、选择 :图形>点图>多变异图 2、单击含组、确定
观测的不良率 3.3
群内预想不良率 3.4
全体预想不良率 3.5
3.4 MSA
[ Measure ]
测量系统分析—计量型数据
汽车工业行动组织量具研究,选择了 10 个代表过程变
异预期范围的部件。3 名操作员以随机顺序测量这 10
个部件,每个部件测量 3 次
3.4 MSA
1、原始数据:汽车工业行动组织量具研究
过程数据 LSL 0.5 目标 0.55 USL 0.6 样本均值 0.54646 样本 N 100 标准差(组内) 0.0185477 标准差(整体) 0.0193414
组内 整体
潜在(组内)能力 Cp 0.90 CPL 0.83 CPU 0.96 Cpk 0.83 整体能力 Pp PPL PPU Ppk Cpm 0.86 0.80 0.92 0.80 0.85
环境
方法
机器
3.3 工程能力分析
Case 3:
一家线缆制造商希望评估线缆的直径是否符合规格。线
缆直径必须为 0.55 + 0.05 cm 才符合工程规格。分析 员评估过程的能力以确保其满足客户的要求,即 Ppk 为 1.33。分析员每小时从生产线中取 5 根连续的线缆 作为一个子组,并记录直径。
3.3 工程能力分析
4、图形输出如下:
测量 的量具 R & R ( 方差分析 )
量具名称: 研究日期:
变异分量
100
% 贡献 % 研究变异
报表人: 公差: 其他:
测量 à
2 0 -2
部件
百分比
50
0
量具 R&R
重复
再现性
部件间
1
2
3
4
5 部件
6
7
8
9
10
R 控制图(按 操作员)
A 1.0 B C UCL=0.880 _ R=0.342 LCL=0 2 0 -2 0.0 A
~ 显示在运用Minitab当中使用过的所有指令。
3.Minitab 常用图表
3.1 3.2 3.3 3.4 3.5
柏拉图 鱼骨图 工程能力分析
测量系统分析 多变量分析
3.6 3.7 3.8 3.9 4.0
点图 时间序列图图
1、原始数据如下:质量控制示例.MTW 2、选择 :统计>质量工具>Pareto 图
3、点击 :已整理成表格的缺陷数据
4、Minitab输出如下表:
缺陷数 的 P a r e t o 图
100 400 80 300
200 40 100
20
缺陷数 计数 百分比 累积 %
0
丢失的螺丝钉 缺少的线夹 274 59 64.8 13.9 64.8 78.7
漏油衬垫 43 10.2 88.9
有缺陷的外罩 不完整部件 19 10 4.5 2.4 93.4 95.7
数据收集
3.7 箱图
1、选择 :图形>箱线图 2、选择 :含组 确定
3.7 箱图
3、选择 :如图选择输入数据 确定
4、结果输出
该箱线图显示: ·对于机器 1,直径中位数和 变异性看来每周都在增加。 ·对于机器 2,直径中位数和 变异性在各周似乎都比较稳定。
3.7 箱图
箱图:用来分析中值和四分值关系 作用: 1、帮助识别极限数价值 2、体现数据中央趋势和数据分布
单击快捷键即可切换到相应窗口
基本窗口
1. 会话窗口
~ Minitab的命令,错误信息及数据处理结果用文本形式显示. 2. 工作表
~ 同时打开多个输入Data的窗口,可以不用直接输入数据, 拷贝EXCEL ,WORD 上的数据粘贴上去。 相同类型的数据,按列输入
Basic Window
3. 图形窗口
图形输出如下:
评估一致性
研究日期: 报表人: 产品名称: 其他:
检验员与标准
100
95.0% 置信区间 百分比
作业者之间判定 结果不一致,应 》 85% #检 #相 验数 符数 百分比 95 % 置信区间 15 6 40.00 (16.34, 67.71) 所有检验员与标准评估一致性
80
百分比
60
40
测量 à
操作员
样本极差
0.5
Xbar 控制图(按 操作员)
A 2 B C 2 _ _ UCL=0.351 X =0.001 LCL=-0.348
B 操作员
C
操作员 乘 部件 交互作用
操作员 A B
样本均值
平均
可区分的类别数 = 4
0
0
C
判定:≥5
-2 -2 1 2 3 4 5 6 部件 7 8 9 10
3、图形变量“长度” 类别变量“供应商”
3.6 点图
4、出图如下,
来自两家供应商的凸轮轴的平均长度彼此接近。但是,供应商 B 提供的凸轮轴的长度呈现出更大的变异性。您可以对供应商 B 的工 艺流程进行更细致的调查。
3.7 时间序列图
时间序列图:观察特定时间内的数据变化趋势 作用: 1、监控一个或多个过程在一段时间的绩效以探测趋势或模式 4、追踪对预测趋势有用的信息
路径:图形>时间序列图
Time
180 160 140 120
Series
Plot
of
身高
身高
100 80 60 40 20 1 2 3 4 5 6 年龄 10 12 15 20 25 30
3.7 箱图 您的公司生产塑料管件,您很关心直径的 一致性问题。您要测量每台机器在 3 周内生产 的管件,每周各测量 10 个管件。创建一个箱 线图来检验分布情况。