埋弧焊焊丝焊剂选配
埋弧焊的焊接材料

表 4—2 常见焊剂用途及配用焊丝
焊剂型
用途
焊剂颗粒
配用焊丝
号
度(mm)
HJ130 低碳钢,普低钢
0 . 45 ~
H10Mn2
HJ131 Ni 基合金
2.5
Ni 基焊丝
HJ150 轧辊堆焊
0.3~2
2Cr13,3Cr2W8
HJ172 高 Cr 铁索体钢
0 . 45 ~ 相应钢种焊丝
HJ173 Mn—Al 高合金钢
含量
高硅 >30%
中硅 10%~
按 MnO 含量
焊剂类 型
含量
高锰 >20%
中锰 15%~
按 CaF2 含量
焊剂类 型
含量
高氟 >20%
中氟 10%~
低硅
30% <10%
低锰 无锰
30% 2%~ 15% <2%
低氟
30% <10%
(3)按焊剂化学性质分类, 1)氧化性焊剂 含大量 SiO2、MnO 或 FeO 的焊剂。 2)弱氧化性焊剂 含 SiO2、MnO、FeO 等氧化物较少。 3)惰性焊剂 含 Al2O3、CaO、MgO、CaF2 等,基本上 不含 SiO2、MnO、FeO 等。 3.焊剂型号编制方法 (1)熔炼焊剂 由 HJ 表示熔炼焊剂,后加三个阿拉伯数 字组成。 1)第一位数字表示焊剂中氧化锰的含量,1、2、3、4 代 表无锰、低锰、中锰、高锰焊剂。 2)第二位数字表示焊剂中二氧化硅、氟化钙的含量,1~ 9 依次代表低硅低氟、中硅低氟、高硅低氟、低硅中氟、中 硅中氟、高硅中氟、低硅高氟、中硅高氟和其它类型焊剂。 3)第三位数字表示同一类型焊剂的不同牌号,按 0、1、 2、…9 的顺序排列。 4)对同一牌号焊剂生产两种颗粒度时,在细颗粒焊剂牌
埋弧焊用碳钢焊丝和焊剂

表 J.0.7.1
包装尺寸和质量
焊丝尺寸,mm
焊丝净质量,kg
轴内径,mm
盘最大宽度,mm
盘最大外径,mm
1.6~6.0
10,25,30
带焊丝盘 305±3
65,120
445,430
2.5~6.0
45,70,90
供需双方协议确定
125
800
1.6~6.0
不带焊丝盘装按供需双方协议
1.6~6.0
桶装按供需双方协议
表 J.0.2.1
焊剂颗粒度要求
普通颗粒度
细颗粒度
<0.450 mm(40 目)
≤5%
<0.280 mm(60 目)
>2.50 mm(8 目)
≤2%
>2.00 mm(10 目)
≤5% ≤2%
2 焊剂含水量不大于 0.10%。
3 焊剂中机械夹杂物(碳粒、铁屑、原材料颗粒、铁合金凝珠及其他杂物)的质量百
2 当焊丝表面镀铜时,铜含量应不大于 0.35%。
3 根据供需双方协议,也可生产其他牌号的焊丝。
4 根据供需双方协议,H08A、H08E、H08C 非沸腾钢允许硅含量不大于 0.10%。
5 H08A、H08E、H08C 焊丝中锰含量按 GB/T 3429。
J.0.1.2 尺寸 焊丝尺寸应符合表 J.0.1.2 规定。
埋弧焊用碳钢焊丝和焊剂
J.0.1 焊丝
J.0.1.1 焊丝的化学成分应符合表 J.0.1.1 规定。
表 J.0.1.1
焊丝化学成分 %
焊丝牌号
C
Mn
Si
Cr
Ni
Cu
S
P
低锰焊丝
H08A H08E H08C
埋弧焊焊丝焊剂选配
牌号
渣系类别
碱度
主要成分(质量分数)(%)
配用焊丝
用途
使用电
源种类
SiO2+TiO2
CaO+MgO
Al2O3+MnO
CaF2
S
P
SJ101
氟碱
1.8
25
30
25
2.0
≤0.06
≤0.08
H08MnA,H08MnMoA
H08Mn2MoA,H10Mn2
多层焊、多丝焊、
—
6~9
—
≤1.0
1.5~3.0
≤0.05
≤0.08
—
镍基合金(薄板)
Ni基焊丝
交直流
HJ150
无锰中硅中氟
2~123
25~33
3~7
9~13
28~32
—
≤1.0
3
≤0.08
≤0.08
—
轧锟堆焊
2Cr13
直流
HJ172
无锰低硅高氟
3~6
45~55
2~5
—
28~35
1~2
≤0.8
3
≤0.05
≤0.05
H08MnA,H10Mn2
交直流
HJ250
低锰中硅中氟
18~22
23~30
4~8
12~16
18~23
5~8
≤1.5
3
≤0.05
≤0.05
—
低合金高强度钢
相应钢种焊丝
直流
HJ251
低锰中硅中氟
18~22
23~30
3~6
14~17
焊剂与焊丝的选配
焊剂与焊丝的选配焊剂的焊接工艺性能和化学冶金性能是决定焊缝金属化学成分和性能的主要因素之一,采用同样的焊丝和同样的焊接参数,而配用的焊剂不同,所得焊缝的性能将有很大的差别。
一种焊丝可与多种焊剂合理的组合,无论是在低碳钢还是在低合金钢上都有这种合理的组合。
1 对焊剂工艺性能及质量的要求(1)对焊剂的一般要求a、焊剂应具有良好的冶金性能,焊接时配以适当的焊丝和合理的焊接工艺,焊缝金属应能得到适宜的化学成分和良好的力学性能(与母材相适应的强度和较高的塑性、韧性)以及较强的抗冷裂纹和热裂纹的能力。
b、焊剂应具有良好的工艺性、电弧燃烧稳定、熔渣具有适宜的熔点、黏度和表面张力。
焊道与焊道间及焊道与母材间充分熔合,过渡平滑没有明显咬边,脱渣容易,焊缝表面成形良好,以及焊接过程中产生的有害气体少。
c、焊剂要有一定的颗粒度,并且应有一定的颗粒强度,以利于多次回收使用。
焊剂的颗粒度分为两种:普通颗粒度焊剂的粒度为2.5~0.45mm(8~40目),用于普通埋弧焊和电渣焊;细颗粒度焊剂的粒度为1.25~0.28mm(14~60目),适用于半自动或细丝埋弧焊。
其中小于规定粒度60止以下的细颗粒不大于5%,规定粒度14目以上的粗颗粒不大于2%。
d、焊剂应有较低的含水量和良好的抗潮性,出厂焊剂含水量的质量分数不得大于0.10%,焊剂在温度25℃、相对湿度70%的环境条件下,放置24h,其吸潮率不应大于0.15%。
e、焊剂中机械夹杂物(碳粒、生料、铁合金凝珠及其他杂质)的含量不得大于焊剂质量分数的0.30%;f、焊剂应有较低的S、P含量,一般为S≤0.06%,P≤0.08%。
(2)对电渣焊用焊剂的要求对于电渣焊用焊剂,为了使电渣过程能稳定进行并能得到良好的焊接接头,还应有以下特殊要求。
a、熔渣的电导率应适宜。
若电导率过低,焊接无法进行;若电导率过高,电阻热过低,影响电渣焊过程的顺利进行。
b、熔渣的黏度应适宜。
黏度过小,流动性过大,易造成熔渣和金属流失,使焊接过程中断;黏度过大、熔点过高,易形成咬边和夹渣。
埋弧焊焊接参数选择标准

本标准所引用的技术规范与标准分为“执行技术规范与标准”和“参考技术规范与标准”两部分。
2.1执行技术规范与标准2.1.1 GB50205-2002 《钢结构工程施工及验收规范》2.1.2 GB986-88 《埋弧焊焊缝坡口的基本形式和尺寸》2.1.3 JGJ81-2002 《建筑钢结构焊接技术规程》2.1.4 GB50205-2001 《钢结构工程施工质量验收规范》2.1.5 GB5293 《碳素钢埋弧焊用焊剂》2.2参考技术规范与标准2.2.1 《钢结构制作安装手册》2.2.2 《建筑钢结构施工手册》2.2.3 《焊接手册》2.2.4 《钢结构工程施工工艺标准》三部分:埋弧自动焊接技术3.1焊接原理:焊接电弧是在焊剂层下的焊丝与母材之间产生,电弧热使其周围的母材、焊丝和焊剂熔化以致部分蒸发,金属和焊剂的蒸发气体形成一个气泡,电弧就在这个气泡内燃烧。
气泡上部被一层熔化了的焊剂——熔渣构成的外膜所包围,这层外膜以及覆盖在上面的未熔化的焊剂共同对焊接起隔离空气、绝热、和屏蔽光辐射作用。
焊丝熔化的熔滴落下与已局部熔化的母材混合而构成金属熔池,部分熔渣因密度小而浮在熔池表面。
随着焊丝向前移动,电弧力将熔池中熔化金属推向熔池后方,在随后的冷却过程中,这部分熔化金属凝固成焊缝。
熔渣凝固成渣壳,覆盖在焊缝金属表面上。
在焊接过程中,熔渣除了对熔池和焊缝金属起机械保护作用外,还与熔化金属发生冶金反应(如脱氧、去杂质、渗合金等),从而影响焊缝金属的化学成分。
3.2埋弧焊焊接施工工艺流程3.3 焊前准备工作 3.3.1焊剂及焊丝的选择根据目前钢结构的钢材类型,常用埋弧焊丝和焊剂的选择如下表:表3.13.3.2焊接材料的保管和使用3.3.2.1焊剂的烘焙表3.23.3.2.2焊剂的保存焊接低碳钢的熔炼焊剂在使用中放置时间不超过24h;焊接低合金钢的熔炼焊剂在使用中放置时间不超过8h;烧结焊剂经高温烘焙后,应转入100~150℃的低温保温箱中存放,从保温箱中取出时间不超过4h。
埋弧焊时焊剂与焊丝的选配
埋弧焊时焊剂与焊丝的选配焊剂的焊接工艺性能和化学冶金性能是决定焊缝金属化学成分和性能的主要因素之一,采用同样的焊丝和同样的焊接参数,而配用的焊剂不同,所得焊缝的性能将有很大的差别。
一种焊丝可与多种焊剂合理的组合,无论是在低碳钢还是在低合金钢上都有这种合理的组合。
1 对焊剂工艺性能及质量的要求(1)对焊剂的一般要求a、焊剂应具有良好的冶金性能,焊接时配以适当的焊丝和合理的焊接工艺,焊缝金属应能得到适宜的化学成分和良好的力学性能(与母材相适应的强度和较高的塑性、韧性)以及较强的抗冷裂纹和热裂纹的能力。
b、焊剂应具有良好的工艺性、电弧燃烧稳定、熔渣具有适宜的熔点、黏度和表面张力。
焊道与焊道间及焊道与母材间充分熔合,过渡平滑没有明显咬边,脱渣容易,焊缝表面成形良好,以及焊接过程中产生的有害气体少。
c、焊剂要有一定的颗粒度,并且应有一定的颗粒强度,以利于多次回收使用。
焊剂的颗粒度分为两种:普通颗粒度焊剂的粒度为2.5~0.45mm(8~40目),用于普通埋弧焊和电渣焊;细颗粒度焊剂的粒度为1.25~0.28mm(14~60目),适用于半自动或细丝埋弧焊。
其中小于规定粒度60止以下的细颗粒不大于5%,规定粒度14目以上的粗颗粒不大于2%。
d、焊剂应有较低的含水量和良好的抗潮性,出厂焊剂含水量的质量分数不得大于0.10%,焊剂在温度25℃、相对湿度70%的环境条件下,放置24h,其吸潮率不应大于0.15%。
e、焊剂中机械夹杂物(碳粒、生料、铁合金凝珠及其他杂质)的含量不得大于焊剂质量分数的0.30%;f、焊剂应有较低的S、P含量,一般为S≤0.06%,P≤0.08%。
(2)对电渣焊用焊剂的要求对于电渣焊用焊剂,为了使电渣过程能稳定进行并能得到良好的焊接接头,还应有以下特殊要求。
a、熔渣的电导率应适宜。
若电导率过低,焊接无法进行;若电导率过高,电阻热过低,影响电渣焊过程的顺利进行。
b、熔渣的黏度应适宜。
黏度过小,流动性过大,易造成熔渣和金属流失,使焊接过程中断;黏度过大、熔点过高,易形成咬边和夹渣。
焊丝焊剂的选择

合
H08 Mn2SiA ≤0.11 1.80~2.10 0.65~0.95
金
H10 MnSi
≤0.14 0.80~1.10 0.60~0.90
结
H10 MnSiMo ≤0.14 0.90~1.20 0.70~1.10
构
H10 MnSiMoTiA 0.08~0.12 1.00~1.30 0.40~0.70
构 H08 MnA
≤0.10 0.80~1.10 ≤0.07
钢
H15A
0.11~0.18 0.35~0.65 ≤0.03
H15 Mn 0.11~0.18 0.80~1.10 ≤0.07
H10 Mn2
≤0.12 1.50~1.90 ≤0.07
H08 Mn2Si ≤0.11 1.70~2.10 0.65~0.95
H08 Mn2MoVA 0.06~0.11 1.60~1.90 ≤0.25
H10 Mn2MoVA 0.08~0.13 1.70~2.00 ≤0.40
H08CrMoA
≤0.10 0.40~0.70 0.15~0.35
H13CrMoA 0.11~0.16 0.40~0.70 0.15~0.35
H18CrMoA 0.15~0.22 0.40~0.70 0.15~0.35
≤0.08 ≤0.60 1.00~2.50 ≤0.30 ≤0.20 20.00~22.50 25.00~28.00
≤0.08 ≤0.60 1.00~2.50 ≤0.30 ≤0.20 11.00~14.00 18.00~20.00
≤0.03 ≤0.60 1.00~2.50 ≤0.30 ≤0.20 11.00~14.00 18.00~20.00
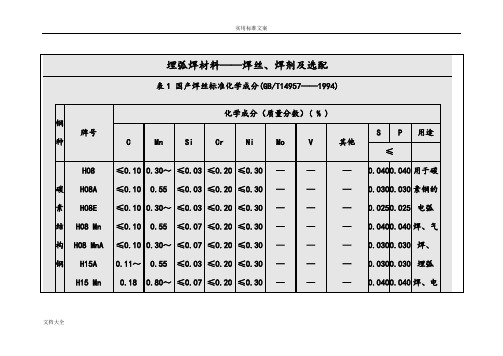
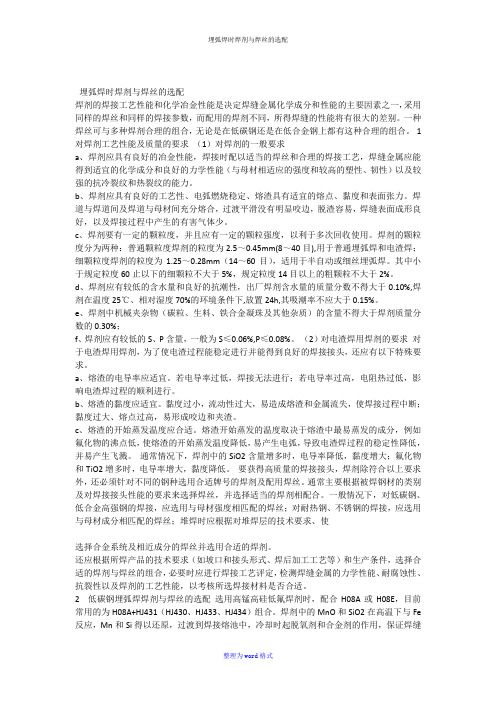
成分。 表 1 国产焊丝标准化学成分(GB/T14957——1994)[19]
埋弧焊丝和焊剂的匹配

埋弧焊丝和焊剂的匹配摘要:一、引言二、埋弧焊丝与焊剂的匹配原则1.焊丝性质与焊剂的适应性2.焊接工艺参数的匹配3.焊缝成形与质量的要求三、常见埋弧焊丝与焊剂的匹配案例1.碳钢埋弧焊2.低合金钢埋弧焊3.奥氏体不锈钢埋弧焊四、匹配过程中应注意的问题1.焊丝直径的选择2.焊剂类型的选择3.焊接电流与电压的调整五、总结正文:一、引言埋弧焊是一种高效、高质量的焊接方法,它离不开焊丝与焊剂的合理匹配。
焊丝是焊接过程中的填充材料,而焊剂则起着保护熔池、改善焊缝成形的作用。
本文将详细介绍埋弧焊丝与焊剂的匹配方法,以帮助读者更好地掌握这一关键技术。
二、埋弧焊丝与焊剂的匹配原则1.焊丝性质与焊剂的适应性在选择焊丝与焊剂时,首先要考虑焊丝的性质与焊剂的适应性。
一般来说,焊丝的熔敷金属成分应与焊剂的成分相匹配,以保证焊接过程的稳定性和焊缝质量。
例如,对于碳含量较高的钢材,应选择适合的高碳焊丝和相应的焊剂。
2.焊接工艺参数的匹配焊接工艺参数是影响焊接质量的重要因素,主要包括焊接电流、电压、焊接速度等。
在匹配焊丝与焊剂时,应根据实际情况调整工艺参数,以保证焊接过程的稳定性和焊缝成形。
例如,在焊接薄板时,可采用小电流、高速度的焊接参数,以获得良好的焊缝成形。
3.焊缝成形与质量的要求根据焊缝成形和质量要求,选择合适的焊丝和焊剂。
对于要求较高的焊缝,可选用活性较强的焊剂,以提高焊缝的抗裂性能;对于要求较低的焊缝,可选用活性较弱的焊剂,以降低焊缝成本。
三、常见埋弧焊丝与焊剂的匹配案例1.碳钢埋弧焊碳钢埋弧焊时,可选用直径为1.2mm的碳钢焊丝(如ER50-6)和碱性焊剂(如SJ101)。
焊接工艺参数为:焊接电流150-200A,电压28-35V,焊接速度30-50cm/min。
2.低合金钢埋弧焊低合金钢埋弧焊时,可选用直径为1.2mm的低合金钢焊丝(如ER55-6)和中性焊剂(如SJ204)。
焊接工艺参数为:焊接电流180-220A,电压30-35V,焊接速度30-50cm/min。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢
H15A
0.11~
0.55
≤0.03
≤0.20
≤0.30
—
—
—
0.030
0.030
埋弧
H15 Mn
0.18
0.80~
≤0.07
≤0.20
≤0.30
—
—
—
0.040
0 .040
焊、电
0.11~
0.18
渣 焊和气 体保护 焊等
合
H10 Mn2
≤0.12
1.50~
≤0.07
≤0.20
≤0.30
—
—
—
1.10
0.70~
≤0.20
≤0.30
0.40
—
Ti0.15(*)
0.030
0.030
H08 Mn2MoA
0.06~
0.90~
1.10
≤0.20
≤0.30
0.30~
—
Ti0.15(*)
0.030
0.030
H10 Mn2MoA
0.11
1.20
0.40~
≤0.20
≤0.30
0.50
0.06~
Ti0.15(*)
0.65
0.50~
0.35
0.70
0.30
0.70
0.10
0.40~
0.90~
0.20~
0.70
1.20
0.40
0.40~
0.15~
—
0.70
0.35
0.40~
0.50~
0.60
0.85
表6焊剂的分类
(2)焊剂的型号和牌号的编制方法
1)焊剂的型号 焊剂的型号是按照国家标准划分的, 我国的现行GB5293—1999《埋弧焊用碳钢焊丝和焊剂》中规
—
—
—
0.030
0.030
素钢的
素
H08E
≤0.10
0.30~
≤0.03
≤0.20
≤0.30
—
—
—
0.025
0.025
电弧
结
H08 Mn
≤0.10
0.55
≤0.07
≤0.20
≤0.30
—
—
—
0.040
0.040
焊、气
构
H08 MnA
≤0.10
0.30~
≤0.07
≤0.20
≤0.30
—
—
—
0.030
0.030
定:焊剂型号划分原则是依据埋弧焊焊缝金属的力学性能
焊剂型号的表示方法如下:
尾部的“H×××”表示焊接试板时与焊剂匹配的焊丝牌号,按GBl300—1977《焊接用钢丝》的规定选用
表7焊接型号中的第一位数字的含义
×1
抗拉强度σb/MPa
屈服点σs/MPa
伸长率δ(%)
3
410~550
≤303
≤22.0
4
0.040
0.040
金
H08 Mn2Si
≤0.11
1.90
0.65~
≤0.20
≤0.30
0.040
0.040
结
H08 Mn2SiA
≤0.11
1.70~
0.95
≤0.20
≤0.30
0.030
0.030
构
H10 MnSi
≤0.14
2.10
0.65~
≤0.20
≤0.30
0.030
0.040
钢
H10 MnSiMo
Al2O3
MnO
FeO
K2O+Na2O
S
P
其他
HJ130
无锰高
硅低氟
35~
40
4~7
10~
18
14~
19
12~
16
—
0~2
—
≤0.05
≤0.05
TiO2
7~11
低碳钢、低合
钢
H10Mn2
交
直
流
HJ131
无锰高
硅低氟
34~
38
2.5~
4.5
48~
55
—
6~9
—
≤1.0
1.5~
3.0
≤0.05
≤0.08
≤0.14
1.80~
0.95
≤0.20
≤0.30
0.15~
0.030
0.040
H10
0.08~
2.10
0.60~
≤0.20
≤0.30
0.25
—
Ti0.05~
0.025
0.030
MnSiMoTiA
0.12
0.80~
0.90
≤0.20
≤0.30
0.20~
—
0.15
0.030
0.030
H08MnMoA
≤0.10
(2)焊剂的牌号 通用的焊剂统一牌号在形式上与焊剂型号相同,但是牌号中数字的含义与焊剂型号是不 相同的。因此在使用中极易混淆,应当特别引起注意。
1.2
国产焊剂牌号、成分及使用围,见表12、表13所示。
牌号①
成分类
型
组成成分(质量分数)
(%)
用途
配用焊丝
适
用 电 源 种 类
SiO2
CaF2
CaO
MgO
≤0.25
1.10
≤0.300.60~0.来自2—0.030
0.030
H13CrMoA
0.11
1.60
≤0.40
0.80~
≤0.30
0.80
—
—
0.025
0.030
H18CrMoA
0.08~
1.60~
≤0.25
1.10
≤0.30
0.50~
—
—
0.030
0.030
H08CrMoVA
0.13
1.90
≤0.40
0.15~
1.30
≤0.30
0.40~
—
—
0.15~
1.90
0.35
0.70~
0.60
—
0.22
1.70~
0.15~
1.00
0.40~
—
≤0.10
2.00
0.35
0.80~
0.60
0.05~
0.40~
0.15~
1.10
0.15~
0.10
0.70
0.35
0.45~
0.25
0.25~
0.40~
0.10~
0.80~
1.40~
0.70
—
—
0.025
0.025
H08CrNi2MoA
≤0.10
1.70~
0.15~
1.10
1.80
0.60~
0.15~
—
0.025
0.030
H30CrMoSiA
0.11~
2.00
0.35
1.00~
≤0.30
0.80
0.35
—
0.030
0 .030
H10MoCrA
0.16
1.60~
埋弧焊材料——焊丝、焊剂及选配
表1国产焊丝标准化学成分(GB/T14957——1994)
钢
种
化学成分(质量分数)
(%)
牌号
C
Mn
Si
Cr
Ni
Mo
V
其他
S
P
用途
≤
H08
≤0.10
0.30~
≤0.03
≤0.20
≤0.30
—
—
—
0.040
0.040
用于碳
碳
H08A
≤0.10
0.55
≤0.03
≤0.20
≤0.30
0.030
0.030
H08 Mn2MoV
A0 .08~
1.00~
0.70
≤0.20
≤0.30
0.50~
0.12
Ti0.15(*)
0.030
0.030
H10 Mn2MoV
A0.13
1.30
≤0.25
0.80~
≤0.30
0.70
0.60~
Ti0.15(*)
0.030
0.030
H08CrMoA
0.06~
1.20~
—
镍基合金(薄
板)
Ni基焊丝
交
直
流
[18]
50
1
中氟 锰中 无硅
2~
123
7~
3
9~13
~2
83
2
—
0
1≤
3
—
轧锟堆
直
流
~O22Z
低 锰锰 无
~
8
2
4
铁 高
直
2
1
氟高硅
6~
3
5
5~
5
4
5~
2
—
35
2~
1
8
0≤
3
F3
钢
种焊丝 钢 相
流
低锰 无
~
3
1
~
2
2
金合高 铝 锰
直
HJ173
140~550
≤330
≤22.0
5
480~650
≤437
≤22.0