压铸制造工艺流程图
压铸工艺流程图示资料

一、压铸(BODY)工艺流程图示1,压铸机调试2,压铸模安装4,模具预热、涂料7,合型(合模)10浇注压射11,保压12,开模、抽芯取件14,清理(整修)17,终检验3,压铸模设计与制造5,涂料配制6,模具清理8,合金熔炼保温9,嵌件准备13,表面质量检查15,时效处理16,铸件浸渗、喷丸处理二、压射压力P3 P4压力P2P1 P2P1T1 t2 t3 t4 保压时间升压充填增压注:t1 金属液在压室中未承受压力的时间;P1为一级(慢速)t2 金属液于压室中在压射冲头的作用下,通过内浇口充填型腔的时间;P2为二级(快速)t3 充填刚刚结束时的舜间;P3为三级(增压)t4 最终静压力;P4为补充压实铸件4P yP b=Лd2式中:P b 比压(Mpa); Py 机器的压射力(N);(压射力=压射缸直径×蓄压器压射时间最小压力)d 压室(冲头)直径(MM)选择比压考虑的的主要因素上海旭东压铸技术咨询培训资料压铸工艺参数比压因素选择条件高低壁厚薄壁厚壁压铸件结构形状复杂简单工艺性差些好些结晶温度范围大小压铸合金特性流动性差好密度大小比强度大小阻力大小浇注系统散热速度快慢公布合理不太合理排溢系统截面积大小内浇口速度快慢温度合金与压铸模具温度大小压铸各种合金常用比压表(Mpa)铸件壁厚≤3(mm) 铸件壁厚>3(mm)合金结构简单结构复杂结构简单结构复杂锌合金20-30 30-40 40-50 50-60 铝硅、铝铜合金25-35 35-45 45-60 60-70铝、镁合金30-40 40-50 50-65 65-75 镁合金30-40 40-50 50-65 65-80铜合金40-50 50-60 60-70 70-80 压力损失折算系数K直浇道导入口截面F1,K值与内浇铸口截面F2之比>1 =1 <1立式冷室压铸机0.66-0.70 0.72-0.74 0.76-0.78卧式冷室压铸机0.88压射速度浇注金属液量占压室容积百分数(%) 压射速度(cm/s)≤30 30-4030-60 20-30>60 10-20高压速度计算公式:VVh= ×[1+(n-1)×0.1]1/4Лd2T式中:Vh 高速压射速度(CM/S);V 型腔容积(CM3);N 型腔数;D 冲头直径(CM);T 适当的充填时间。
压铸生产作业流程图
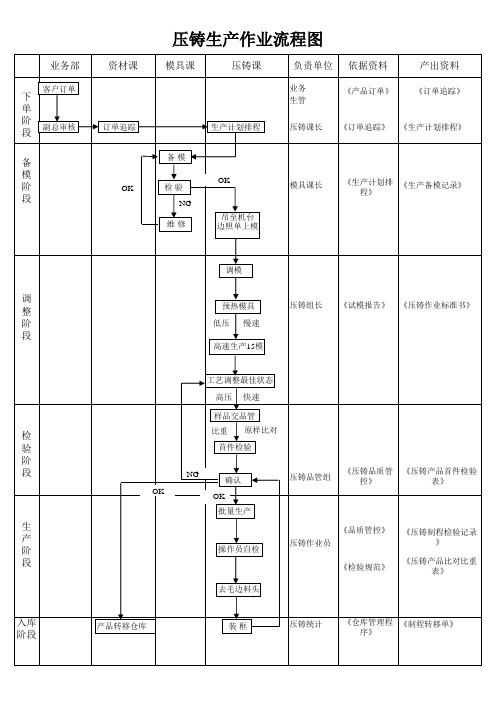
业务部 下 单 阶 段 备 模 阶 段
客户订单
资材课
模具课
压铸课
负责单位
业务 生管
依据资料
《产品订单》
产出资料
《订单追踪》
副总审核
订单追踪
生产计划排程
压铸课长
《订单追踪》
《生产计划排程》
备模 OK 模具课长 《生产计划排 《生产备模记录》 程》
OK
检验 NG 维修
吊至机台 边照单上模
《压铸制程检验记录 》 《压铸产品比对比重 表》
入库 阶段
产品转移仓库
装框
压铸统计
《仓库管理程序》 《制程转移单》
调模
调 整 阶 段
Байду номын сангаас
预热模具 低压 慢速
压铸组长
《试模报告》
《压铸作业标准书》
高速生产15模
工艺调整最佳状态 高压 快速
样品交品管
检 验 阶 段
OK
比重
原样比对
首件检验 NG 压铸品管组 《压铸品质管控》 《压铸产品首件检验 表》
确认 OK 批量生产
生 产 阶 段
《品质管控》 操作员自检 压铸作业员 《检验规范》 去毛边料头
压铸工艺流程图示
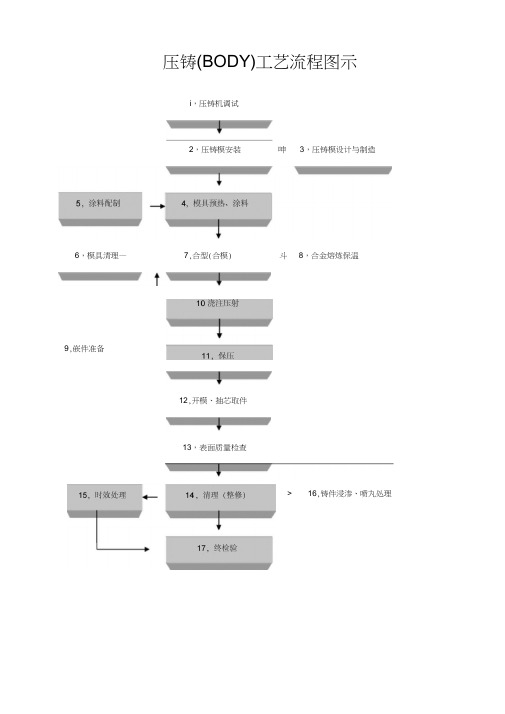
压铸(BODY)工艺流程图示i,压铸机调试2,压铸模安装呻3,压铸模设计与制造斗8,合金熔炼保温6,模具清理—7,合型(合模)9,嵌件准备12,开模、抽芯取件13,表面质量检查> 16,铸件浸渗、喷丸处理d压室(冲头)直径(MM )1、压射压力注:t1 ------ 金属液在压室中未承受压力的时间;P1为一级(慢速) t2 ----- 金属液于压室中在压射冲头的作用下, 通过内浇口充填型腔的时间;P2为二级(快速)t3 ------ 充填刚刚结束时的舜间; P3为三级(增压) t4 ------ 最终静压力;P4为补充压实铸件4P yP b =刃d 2式中:Pb ------ 比压(Mpa ) ; Py --------- 机器的压射力(N ); (压射力=压射缸直径x蓄压器压射时间最小压力)选择比压考虑的的主要因素艺参数压铸各种合金常用比压表( Mpa)压力损失折算系数K压射速度浇注金属液量占压室容积百分数 (%)压射速度(cm/s)< 30 30-40 30-60 20-30 >6010-20高压速度计算公式VVh= -----------2__1/4 刃 dTx [1+(n-1) x 0.1]压铸合金 铸件壁厚v 2.5MM铸件壁厚〉2,5〜6MM 锌合金 1〜2 3〜7 铝合金 1〜2 3〜8 镁合金 1〜2 3〜8 铜合金2〜35〜10式中:oCM/S);留模时间浇注温度②含铝的锌合金温度不宜超过不去450C,否则结晶粗大。
压铸模温度T m=3式中:Tm -------------------- 压铸模所需的工作温度(C);Th ------- 合金浇注温度(C);△ t ----- 温度控制公差(一般为25C)压铸涂料润滑剂,咼温粘附剂、咼温成膜剂、乳化剂、极压添加1,改善环境污染2,除润滑、脱膜作用外水基涂膜剂齐9、防腐杀菌剂、分散剂、可冷却压铸模,提高生产型腔和冲头润滑剂、抗氧剂率3,用喷枪喷涂4,便于自动化生产自配涂料。
铝合金压铸件机加工工艺流程制作-PPT课件

3点组成一个平面
与C基准面平行
定位孔选取
• B)定位孔选取,这里叙述的定位孔是广义 的,部分产品用两孔定位,部分产品用侧 面定位,不管哪种方式,只要和定位面能 限制产品被加工工件6个自由度即可 • (1)部分产品在设计时,就规定压铸基准, 直接选取即可如图2所示,X,Y基准,X一点, Y两点,并是上面叙述的侧面定位 • (2)有的产品在设计时,没有规定压铸基 准,必须自己选取
图B1,压紧力沿铅垂方向,在加工过程中水平分力 导致工件有微小位移,影响加工精度
压紧力方向垂直工件表面,在压紧 过程中,压紧力直接把工件压到位
是否需要辅助支撑
• 1)薄壁大平面工件加工,需要增加辅助支 撑(如,N0901/02/03M)见图C1 • 2)局部切削力较大的产品,需要增加辅助 支撑(如S3002/03M)见图C2 • 3.加工部位与定位点悬伸力臂太大的产品, 需要增加辅助支撑,见图C3 • 4.局部位置比较薄弱的产品,需要增加辅助 支撑,见图C4
4)确定加工定位面,定位孔,和压紧位置, 并确定是否需要辅助支撑
• • • • A)加工定位面选取 (1)必须和加工尺寸关联 (2)定位面必须足够大 (3)定位面最好由3点组成,每个点选取要足够 小 • (4)定位面最好变形小,最好是铸件定模面,否 则,夹具设计必须注
1)仔细阅读图纸,将图纸上基准标 出
A)用色笔标出基准面和基准孔,如图示1,A,B 基准 孔和C基准面,并分清压铸基准和加工基准,一般 压铸基准是加工定位用,A,B,C全部为加工基 准,如图示2中X,Y,Z为压铸基准,机加工定位 用,压铸基准除定位外,还可控制加工尺寸和与 铸件外形偏移 B)分清整体基准和局部基准,整体基准和所有尺寸 都有关系,如图示1和2中的A,B,C;局部基准 只和局部位置有关系,如图示2种的D,E,H,J,M等
过程流程图-铝压铸产品

机械加工工艺流程卡/Turning Process control card
3 尺寸¢8.74 用卡尺测量控制 /Dimension¢8.74 measure with M caliper
□
去油物 /Degreasing
喷砂处理/ Sand blasting
零件号 /Part No.
零件描 述 /Descr iption: 图样更 改等级
工序号 制造◇ /SN /MFG
3800100300
MOTOR COVER
A
搬运○ /Transit
储存△ /Store
检验□ /Inspect
过程描述 /Process Description
过程流程图
Process Flow Chart
文件编号: 创建日期:
BL 20101202 20101202
修改日期:
责任人:
特殊特 性/S.C
过程特性控制/Process Control Point
产品特性控制 /Production CC
控制方法/Control Plan
10
□ 进货检验/IQC
供应商提供材质证明/Supplier support material certificate
表面粗糙度25μ-45 μ/Anchor profile 25μ-45μ
用粗糙计测量控制/mearsure with roughmeter
铬酸盐处理指导书/ Chromating Process Guide Card
物料储存、搬运收发管理流程 /Store flow chart
检验作业指导书/Inspection WI
压铸企业基本工艺流程及知识简介.ppt
压铸工艺的劣势
1).压铸时由于液态金属充填型腔速度高,流态不稳 定,故采用一般压铸法,铸件易产生气孔,不容易 进行热处理;
2). 对内凹复杂的铸件,压铸较为困难; 3). 压铸模寿命较低,铝合金,镁合金的模具寿命约
8万模次,高熔点合金如铜,黑色金属等则理低; 4). 不宜小批量生产,主要原因是压铸型制造成本高
铸机专有); 自动喷雾机-喷涂脱模剂涂料到模具上; 自动取件机-开模后自动将工件夹出放置在输送设备
上; 输送设备-输送产品到切边机; 变频器-节能设备; 空压机-提供压缩空气;
压铸机及周边设备布局
后加工工艺及设备
冲切水口
压铸出来的产品需要切除料头及水口, 去除大部分多余的材料。
设备: 油压冲床,气动冲床等
• 3,模具的加工设备:铣床, CNC 加工中心,线切割(慢走丝),( 镜面)火花机,磨床,车床,焊补 设备 。
压铸周边设备
模温机-控制模具温度,尤其对手机等薄壁产品质量 至关重要;
自动加料机-自动将烘过的金属锭加入熔炉; 熔化炉-熔化金属锭,镁合金锌合金会传送汤液到压
铸机; 自动给汤机-将熔化的铝汤传送到压铸机(铝合金压
镁合金上应用范围很窄; 阳极氧化-铝合金压铸产品可以实现多种颜色而且
金属质感不会被掩盖,但目前压铸铝合金上受限较 多; 喷砂-可以较好实现粗糙的富有质感的表面。
谢谢!
• 9、春去春又回,新桃换旧符。在那桃花盛开的地方,在这醉人芬芳的季节,愿你生活像春天一样阳光,心情像桃花一样美丽,日子像桃子一样甜蜜。 2020/11/82020/11/8Sunday, November 08, 2020
压铸金属材料
• 主要压铸用合金材料有锡、铅、锌、铝、镁、铜 等。以锌、铝合金应用最广,镁、铜合金次之。 当前在电子行业用的以锌,铝,镁合金为主。
压铸工艺卡
名 称距 离速 度阀开度处数XX机械有限公司编制/日期会签/日期审核/日期批准/日期客户代码操作车间设备编号产能(件/班)页 码产品名称产品图号工序编号材料牌号表单编号/版本工艺路线熔炼→压铸→锯料头→打砂→去毛刺→抛丸→喷塑→机加一序→机加二序→机加三序→机加四序→超声波清洗→检验、包装→入库→发运铸造图示压铸机压铸机型号力劲900T 材料牌号LM6压室直径∅100压射位置下档模具模具编号法兰尺寸Φ200X20液压抽芯有顶杆先复位有涂料冲头油牌号/脱模剂牌号花野935冲头油类型颗粒脱模剂配比1:100镶嵌件/工艺活块名称活块材质H13图号数量1料柄厚度(mm )25±5顶回延时(s )4铝液温度/C°670±20压射时间(s )6模具温度/C°220±20冷却时间(s )取件方式自动熔炼温度/C°800±20喷雾方式自动新、旧料配比7:3顶出延时(s)310压机工作流程图快压流量2圈顶出时间(s )3增压流量7圈吹气时间(s )6热模时间10-15min增压预热模数10pcs产品要点常规要求快压压力(bar )140喷雾时间(s )8增压压力(bar )130冷模预热模数20pcs 1.操作人员上岗前必须穿戴好劳保用品;2.日期章按照周期更换并符合当前年月;3.产品各项尺寸检验符合检验规定;4.熔炼参数在控制范围内;(熔炼工艺点检记录表)5.压铸参数在控制范围内;(压铸工艺点检记录表)6.确保设备状态稳定;(设备点检记录表);7.作业按工艺流程模块化运作;(流程图);8.作业场地整洁,干净,安全;(5S 要求);参数压射0位快压启动点增压启动点料头保压点冲头跟踪位置0mm 340mm 关键点编号12345———压铸工艺参数增压选择420mm 480mm 550mm 0.5m/s2.5m/s 3m/s 3m/s 0.5m/s1.外观:不允许有开裂或严重冷隔、拉模、缺料、变形等缺陷;2.气孔:按照ASTM-E505 5/8 3级执行;锯床剖切或X-ray 探伤;3.重量:毛坯重量3.16Kg±0.02Kg ,整模重量6.148Kg±0.02Kg4.拉模:检查孔内不允许严重拉模,注意喷雾位置;5.印痕:不允许有严重流痕或阶梯痕迹;6.合模:确保每次合模到位,每4小时全面清理1次模具分型面的杂物;7.产品整齐摆放在托盘上,层与层之间用隔板隔开;8.填写生产流程卡,标明生产信息;签名/日期异常处理管理流程更改标记更改内容样件试生产量产工艺参数异常停机报告压铸主管领班按要求执行压铸主管判定参数正确继续生产是否压铸工艺卡用木榔头把料柄(黄色标识)敲掉,内浇口残留要求凸出≥0.3mm ,凹进≤0.3mm,不允许缺料;敲完后注意查看是否严重变形,检查进料部位是否冲浇口严重。
压铸基本工艺流程图
压铸工艺流程图
压铸简介:压铸的实质是将熔化好的合金铝水或锌水通过压铸机的压射冲头高速,高压运动而迅速充满模具型腔内,采用
模具运水进行循环冷却而快速获得铸件。
由于采用金属模具,生产出来的铸件具有光滑的表面,能保持铸件的尺寸精度及能生
产各类形状结构复杂的零件。
因而被世界各地广泛采用于生产制造汽车,摩托车配件,航天航空通讯器材,医疗器材,电子产
品及建材装鉓类等金属加工工艺。
铝定入厂铝锭贮存铝锭检验熔化铝水铝水检验压铸铸件检验去毛刺水口铸件检验包装入库。
压铸企业基本工艺流程及知识简介22页PPT
35、不要以为自己成功一次就可以了 ,也不 要以为 过去的 光荣可 以被永 远肯定 。
1、最灵繁的人也看不见自勇气承担命运这才是英雄好汉。——黑塞 4、与肝胆人共事,无字句处读书。——周恩来 5、阅读使人充实,会谈使人敏捷,写作使人精确。——培根
压铸企业基本工艺流程及知 识简介
31、别人笑我太疯癫,我笑他人看不 穿。(名 言网) 32、我不想听失意者的哭泣,抱怨者 的牢骚 ,这是 羊群中 的瘟疫 ,我不 能被它 传染。 我要尽 量避免 绝望, 辛勤耕 耘,忍 受苦楚 。我一 试再试 ,争取 每天的 成功, 避免以 失败收 常在别 人停滞 不前时 ,我继 续拼搏 。
锌合金压铸生产工艺
1
钢丝绳压铸设备操作流程
一、 生产操作流程:
设备安装调式完毕(注意液压泵转向方向和冷却泵旋转方向)和日常使用过程中,必须遵循;
1.1、接通控制箱边上的断路器,设备处于待操作状态;
2.1、打开【电源开关】,稍等 30 秒左右,等待触摸屏打开后,旋转【预约 加温】旋钮至【加温】位置,触摸屏会自动跳转至温控界面, 此时坩埚开始加温,炉嘴暂时不加温,等到坩埚温度到达 350℃ 后,炉
嘴
会自动加温,(注3.1
、待温度上升至所需温度并锅内的锌合金已经融化,将【手动自动】旋钮旋至【手动】界面,点击触摸屏上面的,【手动上升】,将
模具上升
到4.1、将模具安装好,冷却管插在模具上,不要有漏水现象,注意: 此时将【射料允许】调至【灯灭】状态,在按【手动合模】开关, 和模后不要有缝隙现象,在循环几次,确认模具安装无误!
5.1最后将射料【允许开关】打开,就可以自动工作了,
注意:下班之前将锅内的锌合金料尧至低于活塞缸套平面到一公分位置最佳;(这样对干锅的寿命延长很多倍)开机时请将泄压阀(电机接线盒旁边的旋钮)拧紧!维修时一定要打开泄压阀,将压力完全泄掉!
二、保养和维护:
2.1、定期检查冷却管路有无漏水和堵塞;
2.2、定期检查螺钉是否松动,并应拧紧;
2.3、定期检查加热圈、加热管是否正常工作;
2.4、每天必需给模具、导套、铜套加油润滑;
2.5、每年给油箱更换液压油,请使用46#抗磨液压
油;
2.6、设备关节处每班加油2 次以上,防止卡死;
2.7、每班检查油缸密封圈是否有漏油现象,并及时
修复;
2.8、定期检查继电器、接触器触点工作是否正常;
2。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
滑块2 Slide 2
定模 fixed mold (Cover)
Parting line
滑块1 Slide 1
动模 Moving mold
(Ejector)
Die casting tool layout
滑块2 Slide 2
滑块1 Slide 1
Open issues list
问题 Issue
1.图纸中29.5,29.74 尺寸标注不明确。 Dimension 29.5 and 29.74 are not clearly
外观 Appearance
1.轮廓仪 Profile measure 2.CMM 3. 塞规 Pin gauge
目视 Vvisual
去毛刺 Deburr
去毛刺工作台 Deburring table
锉刀 、倒角刀 chamfer tool
外观 Appearance
目视 Visual
Die casting tool layout
Process plan
Casting process flow chart
检验 Inspection
检验 Inspection
检验 Inspection
镁合金 Ingot
熔化 Melting
压铸 Casting
冲切 Trimming
检验 Inspection
去毛刺 Deburring
检验 Inspection
3D 610741-C3D1
• Part name
Gear Keyless
• Annual Volume 517 K
• Alloy
AZ91D
• DCM
300T
• Cavity :
2 Cavities (Die casting)
• Quoted Weight 0.109Kg
• Customer
SBD
Version 4.2
位 置
建议 Proposal
答复 Confirmation
2.3D 模型上红色圆圈内的孔有倒角,但实际模具无法做出这样的倒角,样品上也 是没有倒角的。我们希望以样品为标准来生产。
The hold in the red circle showed on 3D mold பைடு நூலகம்as chamfer ,but this feature can’t be
检测方法 Measurement
OP10 OP20 OP30 OP40
熔炼/Melting
熔炼炉/ Melting furnace
镁合金成分,密度 Material composition , consistency
光谱分析仪,密度计 Spectrometer,densimeter
压铸 /Diecasting
610741-CAT1 Project report
- Gear keyless 610741-CAT1
Dunan technical department Updated 2017-10-10
General information
• Drawing Number MACHINED 2D 610741-CAT1
存储 Storage
检验 Inspection
包装 Packing
化成 Chemical treat
Die casting
Casting process flow chart
工序号 Process
工序名称 Process
设备名称 Machine
辅助设备 Fixture
控制项目 Control items
length 450 1200
wideth 400 900
height 200 1200
quantity 48pcs/box 1152pcs/box
weight 7.5kg/box 250kg/box
12 pcs each layer,4 layers per box,48 pcs per box
6 boxes ach layer,4 layers per pallet, 24 boxes/pallet
300T 压铸机/300T Die 模具/special
casting machine
mold
1.形状 Profile 2.位置度、 Position, 3.尺寸公差 Dimension tolerance
冲切 / Trim
20T 油压机 20T oil pressure
专用切边模
Special Trim die
made by tooling, and the sample didn’t has the chamfer .So we would like produce as
the sample
3D mold
Sample
packing information details description
box parllet
Thank you!