无铅焊点可靠性分析与经典案例
无铅焊点可靠性分析
无铅焊点可靠性分析单位:姓名:时间:无铅焊点可靠性分析摘要:主要介绍了Sn-Ag-Cu合金焊接点发生失效的各种表现形式,探讨失效发生与影响可靠性的各种原因及如保在设计及制程上进行改进以,改善焊点的可靠性,提高产品的质量。
关键词:焊点;失效;质量;可靠性前言:电子产品的“轻、薄、短、小”化对元器件的微型化和组装密度提出了更高的要求。
在这样的要求下,如何保证焊点质量是一个重要的问题。
焊点作为焊接的直接结果,它的质量与可靠性决定了电子产品的质量。
也就是说,在生产过程中,组装的质量最终表现为焊接的质量。
目前,环保问题也受到人们的广泛关注,在电子行业中,无铅焊料的研究取得很大进展,在世界范围内已开始推广应用,无铅焊料与有铅焊料相比,其润湿性差、焊接温度,形成的焊点外观粗糙等不利因素。
因此对其焊点品质也是一个大家很关注的问题。
中将就Sn-Ag-Cu焊料合金的焊点质量和可靠性问题进行探讨。
一、无铅焊点的外观评价在印刷电路板上焊点主要起两方面作用。
一是电连接,二是机械连接。
良好的焊点就是应该是在电子产品的使用寿命周期内,其机械和电气性能都不发生失效。
良好的焊点外观表现为:(1)良好的润湿;(2)适当的焊料,完全覆盖焊盘和焊接部位;(3)焊接部件的焊点饱满且有顺畅连接的边缘;二、寿命周期内焊点的失效形式产品在其整个寿命期间内各个时期的故障率是不同的, 其故障率随时间变化的曲线称为寿命的曲线, 也称浴盆曲线(见下图)如上图所示,产品寿命的曲线总共分为三个阶段早期故障期,偶然故障期,耗损故障期。
1)、早期故障期:在产品投入使用的初期,产品的故障率较高,且具有迅速下降的特征。
这一阶段产品的故障主要是设计与制造中的缺陷,如设计不当、材料缺陷、加工缺陷、安装调整不当等,产品投入使用后很容易较快暴露出来。
可以通过加强质量管理及采用筛选等办法来减少甚至消灭早期故障。
2)、偶然故障期:在产品投入使用一段时间后,产品的故障率可降到一个较低的水平,且基本处于平稳状态,可以近似认为故障率为常数,这一阶段就是偶然故障期。
无铅焊点的可靠性及其验证试验

无铅焊点的可靠性及其验证试验编辑: panda-liu无铅焊点的可靠性及其验证试验by John H. Lau Agilent Technologies, Inc. EMA摘要本研究中对RoHS符合产品的可靠性进行了研究,重点是无铅焊点的可靠性。
焊料在电子组装中是一个电的和机械的―胶水‖。
无铅焊料提供的特性是否会让业界在未来一直依赖它?本文无法给出结论!然而,我们试图帮助所有从事这项工作的人更好地理解为什么或应该如何去做,以便他们在未来能够找出答案。
引言R oHS中规定禁止使用铅(Pb),汞(Hg),镉(Cd),六价铬(Cr6+),PBB(多溴联苯),PBDE(多溴二苯醚)等6 种有害物质,实施日期是2006年7月1日。
这意味着,从这天起,所有的EEE(电气、电子设备),除那些豁免的之外[1,2,3],如果他们含有这6种禁用物质,都不能在欧盟市场上销售。
无-X (如无- 铅)的定义是什么?这6种禁用物质在任何一个EEE的均匀材质中所允许的最大浓度值(MCV)已在EU公报上公布,并在2005 年8月18日立法[4]。
它陈述:条款5(1)(a)规定,铅、汞、六价铬、多溴联苯(PBB),多溴二苯醚(PBDE)均匀材质的MCV 为0.1%重量百分比,镉的MCV为0.01%。
简单地讲,以无铅为例,定义为任何一个EEE在所有的(单个的)均匀材质中,铅含量小于0.1wt%。
什么是均匀材料?它定义为不能进一步分解成不同材料的单一材料。
更多的―均匀材料‖解释,请参看[5]。
本文重点仅讨论Pb有害物质。
当今,焊料合金多半使用的是63Sn37Pb,熔点183℃。
不久前,多于1 0 0种无铅焊料合金存在于世,如[6]中表3.1 所示。
然而,今天电子业界主要的无铅焊料是Sn(3-4)wt%Ag(0.5-0.7)wt%Cu (或简称SAC),熔点217 ℃,比铅锡焊料合金的熔点高34℃。
印制电路板组装采用SAC焊料(替代SnPb)时,元件和PCB将承受更高的焊接温度,且他们在成本、性能和可靠性方面有很大的不同[10]。
无铅焊点可靠性及验证试验
・
9 2・
装
备
环
境
工ห้องสมุดไป่ตู้
程
2 1 年 l 月 00 2
接工 艺 。机器 焊 接 工 艺 中 , 常会 遇 到焊 盘 焊料 不 通
ji r nrd cd h o cp n et to fla -rejitrl bly weeit d cd f m ed f esle on on weeit u e.T ecn eta d t h d o d f on e ait t o s me e e i i r nr ue r l -r odr it o o a e j
结 合 目前 的生 产情 况 , 考 在 该 领 域处 于领 先 参
个 影 响 电气 系统 整 体 寿 命 的 次要 因素 , 当使 用 国外 地 位 的安捷 伦 、 创力 、 电 、 为 的研究 模式 , 论 伟 旭 华 讨 进 口的纯 锡 镀层 无 铅 器 件 时 , 器 件 焊点 可 能 会 在 采 用有 铅焊 料 焊接 无 铅器 件形 成 的无 铅焊 点 的可 靠 该 5a内 因 锡 须 的 生 长 而 短 路 失 效 , 0 0年 发 生 的 性及 验证 试验 的相 关 内容 。 20
1 焊 点 的可 靠 性
足 、 度 曲线设 置 不 当等 问题 。就无铅 焊接 而 言 , 温 再
流焊 工 艺 温度 曲线 的 优化 至 为 重要 , 良的工艺 既 优
焊点 的可 靠性 定义 为 焊点 在规 定 的时 间和条 件 可保 证 形 成 高 可靠 性 的焊接 , 可保 持尽 可 能 低 的 又 下, 完成规定功能而不失效 的能力 。 峰值 温度 。手 工 焊接 工艺 中 , 键 问题是 焊接 温度 、 关 搪锡 与否 、 接 时间等 的控 制 , 焊 手工 焊 的焊接参 数漂 移较 大 , 人为 因素 占很 大 比重 , 手 工焊接 在 局部返 但
无铅焊料表面贴装焊点的可靠性
无铅焊料表面贴装焊点的可靠性新闻推荐相关评论无铅焊料表面贴装焊点的可靠性Reliability of SMT welding spot■上海微系统与信息技术研究所肖克罗乐由于Pb对人体及环境的危害,在不久的将来必将禁止Pb在电子工业中的使用。
为寻求在电子封装工业中应用广泛的共晶或近共晶SnPb钎料的替代品,国际上对无Pb钎料进行了广泛研究。
其中,共晶SnAg和共晶SnAgCu钎料作为潜在的无Pb钎料,具有剪切强度、抗蠕变能力、热疲劳寿命好等特点。
在焊接过程中,熔融的钎料与焊接衬底接触时,在界面会形成一层金属间化合物(IMC)。
其形成不但受回流焊接过程中温度、时间的控制,而且在后期的服役过程中其厚度也会随着时间的延长而增加。
研究表明界面上的金属间化合物是影响焊点可靠性的一个关键因素。
过厚的金属间化合物层会导致焊点断裂韧性和抗低周疲劳能力下降,从而导致焊点可靠性的下降。
由于无铅焊料和传统的SnPb焊料的成分不同,因此它和焊接基板如Cu、Ni和AgPd 等的反应速率以及反应产物就有可能不同,从而表现出不同的焊点可靠性。
本所全面而系统地研究了Sn96.5Ag3.5、Sn95.5Ag3.8Cu0.7和Sn95Sb5等无铅焊料和多种基板及器件所形成表面贴装焊点的可靠性,现就一些研究成果做一简要介绍。
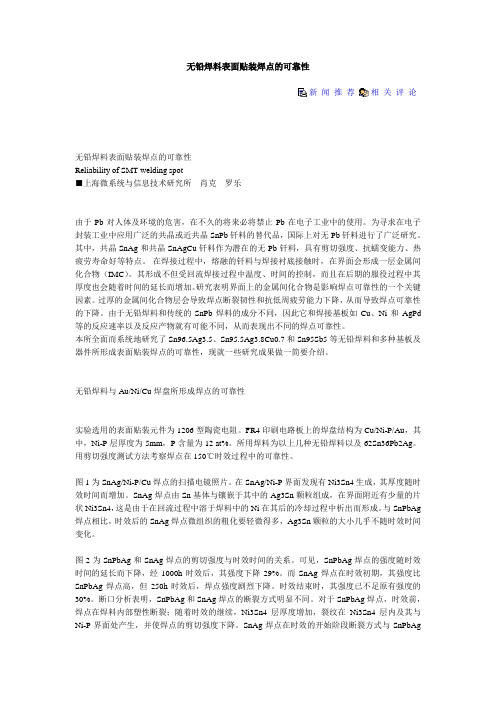
无铅焊料与Au/Ni/Cu焊盘所形成焊点的可靠性实验选用的表面贴装元件为1206型陶瓷电阻。
FR4印刷电路板上的焊盘结构为Cu/Ni-P/Au,其中,Ni-P层厚度为5mm,P含量为12 at%。
所用焊料为以上几种无铅焊料以及62Sn36Pb2Ag。
用剪切强度测试方法考察焊点在150℃时效过程中的可靠性。
图1为SnAg/Ni-P/Cu焊点的扫描电镜照片。
在SnAg/Ni-P界面发现有Ni3Sn4生成,其厚度随时效时间而增加。
SnAg焊点由Sn基体与镶嵌于其中的Ag3Sn颗粒组成,在界面附近有少量的片状Ni3Sn4,这是由于在回流过程中溶于焊料中的Ni在其后的冷却过程中析出而形成。
无铅焊料表面贴装焊点的可靠性
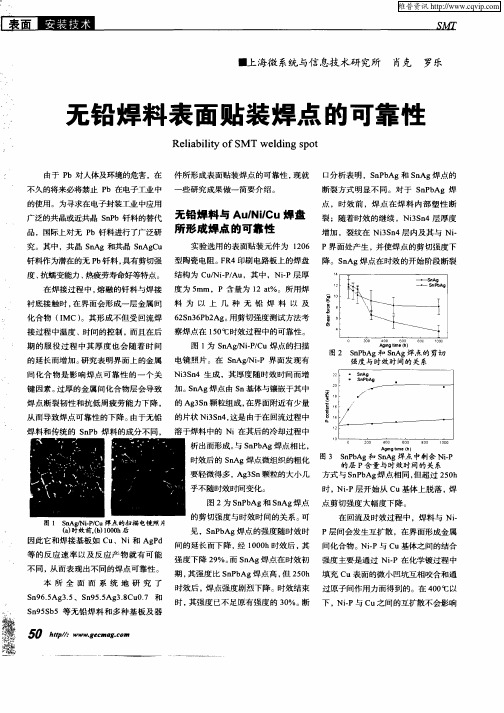
在回流及时效过程中,焊料与 Ni .
P层 间会 发生互 扩 散 ,在 界 面形成 金属 因此它 和焊 接 基板 如 C u、Ni Ag d 和 P
间的延 长 而下 降 , 1 0 h 效后 , 经 O0 时 其 间化合 物 。 . Ni P与 C 基 体之 间 的结合 u 强 度下 降 2 %。 S A 焊 点在 时效 初 强 度 主要是 通过 Ni 9 而 n g . P在 化学 镀过 程 中 期, 其强 度 比 S P Ag 点高 , 2 0 填 充 C nb 焊 但 5h u表面 的微小 凹坑 互相 咬合 和通 时效后, 焊点 强 度剧 烈下 降 。时效结 束 过原 子间作 用力 而得 到 的。在 4 0 0 ℃以
接 过程 中温 度 、时间 的控 制 , 且在 后 察 焊点 在 1 0 C 而  ̄ 时效 过 程中 的可靠 性 。 5
期 的服 役 过 程 中其 厚 度 也 会 随 着 时 间
图 1 S g i /u焊点 的扫描 为 n m .C A P
A n i gigt me( ) h
A n / . P 的延长 而增 加 。 研究 表 明界 面上 的金 属 电 镜 照 片。在 S gNi 界 面 发现 有
图 2 S P Ag和 S A nb n g焊点的剪切
强度与 时效时间的 关系
。
.
iS 4 间化合物是影响焊点可靠性的一个关 N 3 n 生 成 ,其厚 度随 时 效时 间而 增 S A 焊 n 键 因素 。 厚 的金属 间 化合 物层 会导 致 加 。 n g 点 由 S 基 体与 镶嵌 于其 中 过 焊 点 断裂 韧性 和 抗低 周 疲劳 能 力下 降 , 的 A 3 n 粒组 成 , 界面 附近有 少量 g 颗 S 在
无铅焊接的质量和可靠性分析

无铅焊接的质量和可靠性分析无铅焊接是一种替代传统铅焊接的技术,在电子制造业中越来越受欢迎。
它被广泛应用于手机、计算机、汽车电子等领域,并在一定程度上改善了环境和健康安全问题。
本文将对无铅焊接的质量和可靠性进行分析。
首先,无铅焊接的质量主要取决于焊接接头的可靠性。
与传统的铅焊接相比,无铅焊接在焊接接头的物理性能上存在一些差异。
无铅焊料的熔点较高,焊接温度也相应提高,这可能导致焊接接头出现焊缺、毛刺和冷焊等问题。
因此,在无铅焊接的过程中,需要严格控制焊接的温度和时间,确保焊缝的完整性和连接的可靠性。
其次,无铅焊接的质量还与焊接材料的选择和焊接工艺的优化有关。
无铅焊料种类繁多,包括有机铅、无铅合金等。
正确选择合适的焊料是保证焊接质量的关键。
此外,优化的焊接工艺可以提高焊接接头的可靠性。
例如,合理调整焊接参数、采用预热和后热等措施可以减少焊接应力和应变,提高焊接质量。
关于无铅焊接的可靠性,一些研究已经针对其使用寿命和耐久性进行了分析。
无铅焊接与铅焊接相比,无铅焊接的接头强度和耐久性较差。
然而,通过合适的设计和工艺控制,可以提高焊接接头的可靠性。
例如,结构设计上的考虑、扬声器布置等可减少焊接接头的应力集中,增强接头的耐久性。
此外,研究者还发现适当增大焊料的量,以及利用辅助材料(如球墨铸铁)等措施可以增加焊接接头的寿命。
综上所述,无铅焊接的质量和可靠性与焊接接头的设计、焊接材料的选择和焊接工艺的优化密切相关。
通过合理控制焊接参数,采取适当的焊接工艺和辅助措施,可以有效提高无铅焊接的质量和可靠性。
然而,仍需要进一步研究和改进,以推动无铅焊接技术的发展和应用。
接着上文所述,下面将继续探讨无铅焊接的质量和可靠性的相关内容。
除了焊接接头的可靠性外,无铅焊接的质量还与焊接过程中产生的焊接缺陷有关。
无铅焊接常见的缺陷包括焊接裂纹、焊接虹吸缺陷和焊接气孔等。
这些缺陷可能导致焊接接头的破裂或失效,降低焊接质量和可靠性。
因此,在无铅焊接过程中,及时检测和修复焊接缺陷是保证焊接质量的重要步骤。
无铅焊及焊接点的可靠性实验
无铅焊及焊接点的可靠性实验(1、株式会社力世科,东京都日野市日野本町1-15-17街191-0011;2、上海市虹桥路2328弄2号楼504室,200336)摘要:随着电子装置的小型化的发展,欧盟(EU.)的WEEE和RoHS提出禁止使用Sn-Pb焊锡。
这将导致一系列的工业革新,如部件体积和重量的减少,各种各样无铅产品的出现,改变现有的焊接生产线等。
参照国际标准(IEC,ISO)和日本国家标准(JIS),并根据这些标准做了一系列的试验,通过试验对无铅焊润湿性、强度、耐久性等可靠性的评价方法进行说明。
关键词:无铅焊,润湿性,接触角,耐久性中图分类号:T605 文献标识码:A 文章标码:1004-4507(2005)12-0051-05手机、数字照相机、笔记本电脑等产品的小型化、轻量化发展的同时,欧盟出台了关于废弃电气电子仪器(WEEE:Waste El ectrical and Electronic Equipment)法案及特定有害物质的使用限制(RoHS:Restriction of the use of certain Hazardous Substances)之规定。
即,2006年7月1日之后,对在电子仪器及封装业中,广泛使用的,不可缺的Sn-Pb系列焊锡将全面禁止。
为此,在电子产业界,对封装部件的小型化,无铅焊锡的开发,生产线的变更等等技术改造和变革将迫在眉睫。
本文将依据国际标准IEC、ISO、JIS,通过实际测量结果,对无铅焊的润湿性、强度、耐久性等可靠性的评价方法进行说明。
1 各种标准(无铅焊相关的)对Sn-Pb系列焊锡,我们有各种各样的标准。
无铅焊从定义、种类、组成等也有其对应的IEC、ISO、JIS等国际标准,并正在进一步完善。
如各标准对无铅的定义(铅的含量)、种类的一致性也还在进行调整,在日本国内使用的JIS标准,于2004年3月与IEC标准也进行了一致性的调整(例焊锡试验方法(平衡法)JIS C 0053→JIS C 60068-2-54)。
无铅焊点可靠性评价技术
14
通常引用的Testing Specifications
-40~125oC, one hour per cycle
升/降温速率(1...10K/min)的温度循环 Dwell Time停留时间 t1=15...30 min.
15
PDF 文件使用 "pdfFactory Pro" 试用版本创建
1
PDF 文件使用 "pdfFactory Pro" 试用版本创建
主要内容
v v v v
可靠性绪论 焊点可靠性评价的内容 可靠性评价案例分析 可靠性检测方法介绍
2
PDF 文件使用 "pdfFactory Pro" 试用版本创建
1.外观及表面检查 2.金相切片分析 3. 焊点强度测试 4.染色试验
A-3
Vibration Test (振动试验 )
无铅PCBA(3) 有铅PCBA(3)
A-4
通过可靠性试验后
无铅PCBA与 有铅PCBA
4.PCBA 功能测试
17
PDF 文件使用 "pdfFactory Pro" 试用版本创建
5
PDF 文件使用 "pdfFactory Pro" 试用版本创建
1.3 焊点可靠性的主要研究内容
n
n
n
可靠性设计DFR: 依据IPC-D-279等类似的DFR规 范,输入焊点寿命、失效率等要求和产品使用温度变化 范围(△T)等,结合基础数据库,进行电气的、机械 的、热学的等模型来推算焊点和组装寿命,再与产品的 可靠性要求比较,通过重新设计或修改来保证设计的可 靠。 可靠性测试和寿命数据分析Reliability Test and Data Analysis:可靠性设计的水平,需要选取一定数量的样 品,在能够模拟或者可加速的环境下进行可靠性测试, 获得样品的失效分布情况。通过对失效分布的分析,就 可得到产品或焊点的可靠性数据。 失效分析Failure Analysis: 对可靠性测试中出现的失 效进行分析,找出失效的root cause,以便于开展下一 个DFR、RT循环。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.3 主要的可靠性试验方法
类别 热应力
电化学 应力 机械应力
可能的环境应力 (规定的条件)
日夜与季节导致的温度变化 使用与非使用状态的温度变化 使用与转移现场温度的快速变化 贮存期间的热应力 高温高湿的工作环境
Reliability Makes Classic
R
电迁移试验 ECM-失效案例
Reliability Makes Classic
2.4 可靠性试验案例(1)
Solder Joint Reliability Qualification for XXX
1.3 焊点主要失效模式的失效机理
主要失效机理:热疲劳!
Reliability Makes Classic
热疲劳如何导致焊点失效?
•引线脚 •焊料 •可焊性镀层 •铜箔 •有机基材
Joint Materials CTE不匹配!
Reliability Makes Classic
IPC- 9701 Performance Test Methods and Qualification Requirements for Surface Mount Solder Attachments 表面安装焊件性能试验方法与鉴定要求
IPC-TM- 650 Test Methods Manual 实验方法手册
Reliability Makes Classic
2.4 可靠性试验案例(2)
鼠标与键盘主板无铅过渡可靠性测试矩阵
鉴定测试项目 温度循环
高温高湿
单体跌落
推拉力
样品数量 Sample size
测试条件 Conditions
试验时间 Durations
Reliability Makes Classic
2.3.8 电迁移试验 ECM
绝 缘 电 阻 ( Ω )
时间(t/h)
试验标准:IPC-TM-650 2.6.14:85℃,85%RH,500h,Via 10 V DC 失效判据:电阻下降到低于原来的1/10,无枝晶生长,焊点无腐蚀。
失效数据采集与监控系统: •事件检测:Event Detector(>1000×1,10) •电阻连续检测:Resistance Monitor,+20%(Ceprei)
Reliability Makes Classic
2.3.2 振动试验 Vibration Test
跌落 车载使用 按键与不准确的把握与移动
试验项目与方法
温度循环Temperature Cycling
温度冲击 Thermal Shock 高温贮存(老化) 湿热加电试验(ECM) 高压蒸煮试验 机械跌落 Mechanical Drop 随机振动 Random Vibration 三点弯曲 Three-Point Bending
Test Method 1000 cycles TCX (-40C to 85C, 15 min. ramp/ 15 min. dwell) 500 hours @ 85C/85RH 500 hours @ 85C Per Intel specification* Per Intel specification* Per Intel specification** (applies to matte-Sn and SnCu alloys only)
如果无法或没有确认涂层的合金成分,元器件的供应商必须证明 其与工艺过程的兼容性与适用性。
下表指示了为了特定合金的焊点的可靠性而需要做的可靠性试 验,这些试验是现有元器件日常管理与鉴定的一个补充。
Test Temp Cycling Temp Humidity Bake Shock Vibe Tin Whisker
第2章 焊点的可靠性试验方法
焊点可靠性测试的基本内容 主要的可靠性试验方法 焊点可靠性试验中的检测方法
Reliability Makes Classic
2.1 可靠性试验的基本内容
根据焊点的主要失效模式与可能遇到的环境 应力来确定:
N/A
Reliability Makes Classic
2.4 可靠性试验案例(2)
鼠标与键盘主板无铅过渡可靠性测试矩阵(续)
鉴定测试项目
温度循环
高温高湿
单体跌落
推拉力
切片测试: samples
功能测试 与 失效标准 Functional test & Failure criteria
2.3.4 弯曲试验
三点弯曲试验的原理与过程
Reliability Makes Classic
2.3.5 剪切强度测试-BGA球推力
Shear Ram
Shear Direction
Ram Height
Solder Ball Substrate
Ram Height-----
> 50 μm (2 mils) ≤ 25% of Ball Height
Ram Width----about the ball size
Reliability Makes Classic
BGA球剪切强度测试示例
控制原理图
参考试验标准:JESD-22-A110-B, GB2423.11,IPC-TM-65. 2.6.9
Reliability Makes Classic
2.3.3 机械跌落试验 Drop Test
Loading Condition Drop Height Impact Axis Testing Mode
Failure Criteria
Guided Free-fall
1.0~1.3 m
Y-axis~10×方向
Tested until failure. Sample classified as pass if no failure within 30 times of impact,或10个方 向×1次,无失效
无铅焊点可靠性分析与经典案例
中国赛宝实验室 罗道军
0086-2087237161, luodj@
第一章 焊点可靠性概论
焊点的基本作用 焊点的主要失效模式 焊点的主要失效机理
Reliability Makes Classic
10 times of initial daisy chain resistance value, 或无超过标准的开裂
Y X
PCB with PBGA mounted
1.0~ 1.3 m
参考标准:GB2423
Reliability Makes Classic
Reliability Makes Classic
2.3.1 热疲劳试验方法介绍-温度循环01
- 40℃
Reliability Makes Classic
热疲劳试验方法介绍-温度循环02
Corrosion 腐蚀 Insulation resistance 绝缘电阻下降
Reliability Makes Classic
2.2 焊点的可靠性试验标准
IPC- SM-785 Guidelines for Accelerated Reliability Testing of Surface Mount Attachments 表面安装焊接件 加速可靠性试验导则
如果焊点不可靠。。。
Reliability Makes Classic
1.2 焊点的主要失效模式
对于检测合格的焊点,其主要失效模式:
•断裂开路失效 •腐蚀失效 •电迁移失效
主要失效模式:机械与热 应力导致的开路失效!
Reliability Makes Classic
Thermo mechanical reliabilitity 机械与热应力导致的可靠性
Electrochemical reliability 电化学可靠性
Static fracture静态断裂 Thermal Fatigue fracture 热疲劳断裂 Creep fracture蠕变断裂 Vibration fracture振动断裂 Electrochemical Migration电化学迁移
DAGE 4000
Reliability Makes Classic
2.3.6 剪切强度测试-PCBA焊点推力
Reliability Makes Classic
2.3.7 抗拉强度测试-焊点拉力
跌落试验方法解析
Drop Tower
Daisy Chain Monitoring System
Velocity Monitoring System
Video System
Strain Measuring System
Reliability Makes Classic
2 components per type
(capacitor, resistor, BGA, gall-wing lead, DIP)
1.1 焊点基本作用-互联
Reliability Makes Classic
焊点的基本作用-连接
机械连接:固定元器件 电气连接:传导电信号
Reliability Makes Classic
Pull the gull-wing lead upwards at 45ºangle with a speed of 10mm/min.For leadless component push the component away from the pad. Record the force value.
in 10 orientations, height as per product specs For keyboard, in 10 orientations height as per product specs N/A