车床几何精度检验
车床几何精度检验
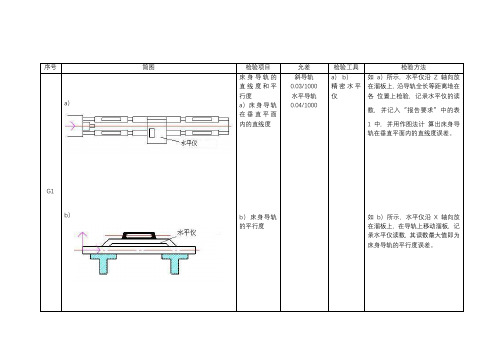
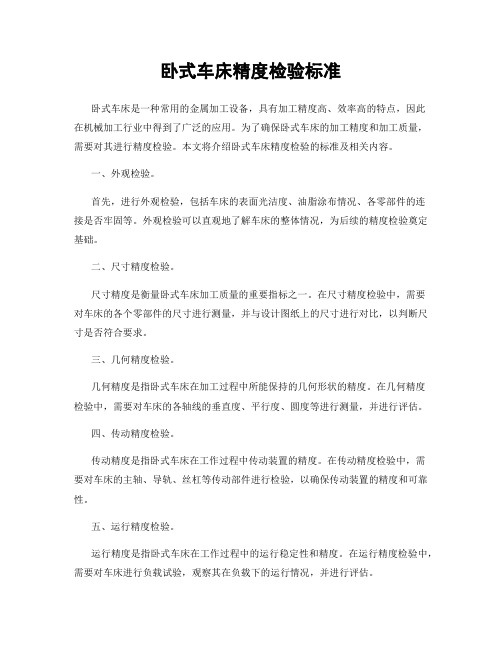
序号简图检验项目允差检验工具检验方法G1a)b)床身导轨的直线度和平行度a)床身导轨在垂直平面内的直线度b)床身导轨的平行度斜导轨0.03/1000水平导轨0.04/1000a)b)精密水平仪如 a)所示,水平仪沿 Z 轴向放在溜板上,沿导轨全长等距离地在各位置上检验,记录水平仪的读数,并记入“报告要求”中的表1 中,并用作图法计算出床身导轨在垂直平面内的直线度误差。
如 b)所示,水平仪沿 X 轴向放在溜板上,在导轨上移动溜板,记录水平仪读数,其读数最大值即为床身导轨的平行度误差。
序号简图检验项目允差检验工具检验方法G2 溜板在水平面内移动的直线度DC≤500:0.015DC<500~1000:0.02最大允差:0.03指示器和检验棒,百分表和平尺如图所示,将直验棒顶在主轴和尾座顶尖上;再将百分表固定在溜板上,百分表水平触及验棒母线;全程移动溜板,调整尾座,使百分表在行程两端读数相等,检测溜板移动在水平面内的直线度误差。
G3 尾座移动对溜板移动的平行度a)垂直平面内尾座移动对溜板移动的平行度b)水平面内尾座移动对溜板移动的平行度a)0.015/300b)0.02/300百分表如图所示,将尾座套筒伸出后,按正常工作状态锁紧,同时使尾座尽可能的靠近溜板,把安装在溜板上的第二个百分表相对于尾座套筒的端面调整为零;溜板移动时也要手动移动尾座直至第二个百分表的读数为零,使尾座与溜板相对距离保持不变。
按此法使溜板和尾座全行程移动,只要第二个百分表的读数始终为零,则第一个百分表相应指示出平行度误差。
或沿行程在每隔 300mm 处记录第一个百分表读数,百分表读数的最大差值即为平行度误差。
第一个指示器分别在图中 ab 位置测量,误差单独计算。
序号简图检验项目允差检验工具检验方法G4 主轴跳动a)主轴的轴向窜动b)主轴的轴肩支承面的跳动a:0.01b:0.02百分表和专用装置如图所示,用专用装置在主轴线上加力 F ( F 的值为消除轴向间隙的最小值),把百2分表安装在机床固定部件上,然后使百分表测头沿主轴轴线分别触及专用装置的钢球和主轴轴肩支承面;旋转主轴,百分表读数最大差值即为主轴的轴向窜动误差和主轴轴肩支承面的跳动误差G5 主轴定心轴颈的径向跳动0.01 百分表如图所示,把百分表安装在机床固定部件上,使百分表测头垂直于主轴定心轴颈并触及主轴定心轴颈;旋转主轴,百分表读数最大差值即为主轴定心轴颈的径向跳动误差序号简图检验项目允差检验工具检验方法G6 主轴锥孔轴线的径向跳动a)靠近主轴端部b)距主轴端部300mm处a)0.01b)0.02百分表和检验棒如图所示,将检验棒插在主轴锥孔内,把百分表安装在机床固定部件上,使百分表测头垂直触及被测表面,旋转主轴,记录百分表的最大读数差值,在 a、 b 处分别测量。
简述数控车床主轴主要几何精度检测项目

简述数控车床主轴主要几何精度检测项目摘要:一、数控车床主轴简介二、数控车床主轴主要几何精度检测项目1.轴向窜动2.径向跳动3.端面跳动4.轴向刚度5.径向刚度三、检测方法及注意事项四、提高数控车床主轴几何精度的措施正文:数控车床主轴是数控车床的核心部件,承担着加工过程中刀具的旋转、工件的输送以及切削力的传递等重要任务。
主轴几何精度是衡量数控车床性能的重要指标,它直接影响到加工零件的精度和质量。
本文将对数控车床主轴主要几何精度检测项目进行简述,以期为大家提供参考。
一、数控车床主轴简介数控车床主轴通常由高精度轴承、电机、变速装置、润滑系统等组成。
主轴在高速旋转过程中,需要具备高精度、高刚度、高平稳性等特点。
为了确保这些性能,对主轴的几何精度进行检测是十分必要的。
二、数控车床主轴主要几何精度检测项目1.轴向窜动:轴向窜动是指主轴在轴向方向上的位移。
过大的轴向窜动会导致加工过程中刀具与工件的相对位置发生变化,从而影响加工精度。
2.径向跳动:径向跳动是指主轴在径向方向上的振动。
径向跳动会影响刀具的切削稳定性和工件的加工精度。
3.端面跳动:端面跳动是指主轴端面在加工过程中产生的振动。
端面跳动会导致工件表面质量下降,影响加工精度。
4.轴向刚度:轴向刚度是指主轴在轴向载荷作用下的变形能力。
提高轴向刚度有利于保证加工过程中刀具与工件的相对稳定性。
5.径向刚度:径向刚度是指主轴在径向载荷作用下的变形能力。
提高径向刚度有助于保证加工过程中刀具的切削稳定性。
三、检测方法及注意事项1.检测方法:采用光学投影仪、测振仪、激光干涉仪等设备对主轴几何精度进行检测。
2.注意事项:检测过程中应确保主轴充分冷却,避免温度变化对检测结果产生影响。
同时,检测设备应定期校准,确保检测数据的准确性。
四、提高数控车床主轴几何精度的措施1.选用高精度轴承,提高主轴的旋转精度。
2.优化主轴变速装置,降低轴向窜动。
3.加强主轴润滑系统的维护,提高主轴的平稳性。
数控机床精度检验内容

数控机床精度检验内容数控机床是一种高精度、高效率的加工设备,其精度直接影响着加工零件的质量和精度。
因此,对数控机床的精度进行检验是非常重要的。
下面将介绍数控机床精度检验的内容。
首先,数控机床的精度检验包括几个方面,几何精度、运动精度和位置精度。
几何精度是指机床各轴线的几何误差,包括直线度、平行度、垂直度等;运动精度是指机床在运动过程中的动态精度,包括加工速度、加速度、减速度等;位置精度是指机床在停止状态下的定位精度,包括定位误差、重复定位精度等。
这些精度指标直接影响着数控机床加工零件的精度和表面质量。
其次,数控机床精度检验的方法主要包括几种,静态检验、动态检验和综合检验。
静态检验是指在机床停止状态下对各轴线的几何精度进行检测,可以通过测量仪器进行测量,如千分尺、角尺等;动态检验是指在机床运动状态下对运动精度进行检测,可以通过加工模拟零件进行加工,然后进行测量分析;综合检验是指将静态检验和动态检验相结合,对机床的整体精度进行评估。
另外,数控机床精度检验的标准主要包括国家标准和行业标准。
国家标准是指由国家相关部门颁布的针对数控机床精度的检验标准,如GB/T19001-2008《数控机床检验标准》等;行业标准是指由行业协会或企业制定的针对特定类型数控机床的检验标准,如《数控车床精度检验标准》等。
在进行数控机床精度检验时,需要严格按照相关标准进行检验,以确保检验结果的准确性和可靠性。
最后,数控机床精度检验的意义在于保证机床加工零件的精度和质量,提高加工效率和加工精度,降低加工成本,提高产品的竞争力。
通过定期对数控机床进行精度检验,可以及时发现机床的精度问题,进行调整和维护,确保机床的稳定性和可靠性,延长机床的使用寿命。
综上所述,数控机床精度检验内容包括几何精度、运动精度和位置精度,检验方法包括静态检验、动态检验和综合检验,检验标准包括国家标准和行业标准。
通过精度检验可以保证机床的加工精度和质量,提高产品的竞争力,具有重要的意义和价值。
普通卧式车床几何精度检测表道客巴巴
普通卧式车床几何精度检测表1. 引言普通卧式车床是一种常用的机械加工设备,广泛应用于各个行业中的零部件加工。
为了保证加工精度和产品质量,对车床的几何精度进行检测是非常重要的。
本文将详细介绍普通卧式车床几何精度检测表的内容和要求。
2. 检测内容普通卧式车床几何精度检测表主要包括以下几个方面的内容:2.1 几何精度参数几何精度参数是衡量车床几何精度的重要指标,包括轴线误差、回转精度、平行度、垂直度等。
检测表中需要列出这些参数的具体数值,并标明其允许的误差范围。
2.2 检测方法对于每个几何精度参数,需要详细说明相应的检测方法。
例如,对于轴线误差的检测,可以采用测量两个相对位置的方法,通过测量不同位置的两个标记点之间的距离差来计算轴线误差。
2.3 检测工具几何精度检测需要使用一些专用的工具,例如测量仪器、角度尺、平行尺等。
检测表中需要列出所需的检测工具,并说明其使用方法和注意事项。
2.4 检测记录检测表中应有一个检测记录的部分,用于记录每次检测的结果。
记录内容包括检测日期、检测人员、检测参数的具体数值和误差范围等。
检测记录可以用表格的形式呈现,方便查阅和比对。
3. 检测要求普通卧式车床几何精度检测表的编制需要满足以下要求:3.1 全面详细检测表中需要包含所有与几何精度相关的参数和内容,不能遗漏任何重要信息。
每个参数的检测方法和要求都需要详细描述,确保检测人员能够按照规定的步骤进行检测。
3.2 完整准确检测表中的参数数值和误差范围需要准确无误,不能出现错误的数据。
检测方法和要求的描述也需要准确明确,避免产生歧义。
3.3 深入细致对于每个几何精度参数,检测表中需要提供详细的检测方法和注意事项,确保检测的深度和细致度。
例如,对于轴线误差的检测,需要说明如何选择标记点的位置,如何测量距离差等。
3.4 整洁美观检测表的排版需要整洁美观,语句通顺,排列有序。
可以使用合适的标题和分段来组织内容,使用表格和图表来展示数据和结果。
普通车床几何精度检测定稿
普通车床几何精度检验实验一、实验目的1、了解本实验中所检验的车床精度有关项目的内容及其和加工精度的关系。
2、了解车床精度的检验方法及有关仪器的使用。
3、掌握所测得的实验数据处理方法和检验结果的曲线绘制及分析。
二、主要仪器设备1、实验机床:CA6140普通车床2、测量仪器:合象水平仪、千分表、钢尺、磁力表座、圆柱长检验棒。
三、实验基本原理根据普通车床精度检验标准,本实验进行其中的五项。
第一、二、三项是检验溜板移动时的轨迹,由于床身导轨的制造误差或因长期使用后的磨损及变形,使得溜板移动轨迹不是一条直线,而是一条空间曲线,这一条空间曲线可以用这三项精度来表示:第一项:溜板移动在垂直平面内的不直度,检验方法,在溜板上靠近床身前导轨处放一个和床身导轨平行的水平仪,移动溜板,每隔200mm记录一次水平仪读数,在溜板上的全行程检验,见图一。
图一第一项精度检验示意图根据所测得的各段水平仪读数,绘制溜板移动的运动曲线,以运动曲线二端点的联线作为基准线,由曲线上各点作基准线的平行线,其中相距最近的二根平行线之间的纵座标距离即为其不直度误差。
溜板移动的运动曲线作法如下:以溜板行程为1500mm,溜板长度为500mm的车床为例,水平仪纵向安放在溜板平面上,当溜板处于近主轴端的极限位置时,记录一个水平仪读数,如+a (格)(“+”代表水平仪气泡移动方向与溜板移动方向相同,如相反,则为“-”)移动溜板,每隔500mm就记录一次读数,到移动行程为1500mm时得出三个读数,如为+b、-c、-d。
以导轨长度(即溜板各段行程所在的导轨位置)为横座标,水平仪读数为纵座标,根据水平仪读数依次画出各折线段,并使每一折线段的起点与前一折线段的终点相重合,即得出运动曲线。
(见图二)联接曲线二端点OD,作为基准线,量出曲线上的B点到OD线的纵座标距离δ全为最远,即为溜板在全行程内的不直度误差,如果要求1000mm行程内的不直度误差,则把每个行程为1000mm之间的二端点相连,作为该1000mm行程中的基准线,找出这1000mm行程中的不直度误差,然后取各个1000mm行程的不直度误差中的最大值,即为1000mm行程内的不直度误差,如图二中的δm1>δm2,则δm1即为1000mm行程内的不直度误差。
机床几何精度检验实验报告
河北师范大学机床几何精度检验实验指导书专业__________班级________实验小组成员_______________________________________一、实验目的1、熟悉机床几何精度检验的内容原理和方法和步骤。
2、掌握仪器的使用以及实验数据的处理,误差曲线的绘制等。
3、通过实验了解被实验机床几何精度情况及与加工精度的关系,掌握机床几何精度检验方法。
4、深刻理解加工精度的概念,认识机床精度的重要性。
二、实验设备和仪器设备:CA6140车床1台,C620-1车床两台仪器:框式水平仪1个,验棒2个,千分表3个,磁力表座3个。
三、实验内容四、实验方法及步骤(一)床身导轨的直线度和导轨在同一平面在内1、床身导轨在垂直平面内的直线度将水平仪纵向放置在溜板上靠近和床身结合点前导轨处,从刀架处于主轴箱一端的极限位置开始,自左向右一次移动溜板,每次移动的距离应等于或接近于检验局部误差的长度。
记录溜板在每一位置时水平仪的读数。
2、床身导轨在同一平面内检验方法同上,但水平仪横向放置在两导轨间的流板上。
(二)溜板移动在水平面内的直线度在前后顶尖顶紧一根检验棒,刀架上装一千分表,使其测头转在检验棒的側母线上。
调整尾座,使千分表在检验棒的两端相等。
然后移动溜板检验,千分表在溜板全部行程上的读数的最大代数值差,就是溜板移动在水平面内直线度误差。
(三)主轴定心轴颈的跳动将千分表安装在机床固定部件上,使千分表测头垂直于主轴定心轴颈并触及主轴定心轴颈;旋转主轴,千分表读数最大差值即为主轴定心轴颈的径向跳动误差。
(四)主轴锥孔中心线的径向跳动将检验棒插在主轴锥孔内,把千分表安装在机床固定部件上,使千分表测头垂直触及被测表面,旋转主轴,记录千分表的最大读数差值,在a、b 处分别测量。
标记检棒与主轴的圆周方向的相对位置,取下检棒,同向分别旋转检棒90 度、180 度、270 度后重新插入主轴锥孔,在每个位置分别检测。
卧式车床精度检验标准
卧式车床精度检验标准卧式车床是一种常用的金属加工设备,具有加工精度高、效率高的特点,因此在机械加工行业中得到了广泛的应用。
为了确保卧式车床的加工精度和加工质量,需要对其进行精度检验。
本文将介绍卧式车床精度检验的标准及相关内容。
一、外观检验。
首先,进行外观检验,包括车床的表面光洁度、油脂涂布情况、各零部件的连接是否牢固等。
外观检验可以直观地了解车床的整体情况,为后续的精度检验奠定基础。
二、尺寸精度检验。
尺寸精度是衡量卧式车床加工质量的重要指标之一。
在尺寸精度检验中,需要对车床的各个零部件的尺寸进行测量,并与设计图纸上的尺寸进行对比,以判断尺寸是否符合要求。
三、几何精度检验。
几何精度是指卧式车床在加工过程中所能保持的几何形状的精度。
在几何精度检验中,需要对车床的各轴线的垂直度、平行度、圆度等进行测量,并进行评估。
四、传动精度检验。
传动精度是指卧式车床在工作过程中传动装置的精度。
在传动精度检验中,需要对车床的主轴、导轨、丝杠等传动部件进行检验,以确保传动装置的精度和可靠性。
五、运行精度检验。
运行精度是指卧式车床在工作过程中的运行稳定性和精度。
在运行精度检验中,需要对车床进行负载试验,观察其在负载下的运行情况,并进行评估。
六、维护保养。
在精度检验之后,需要对卧式车床进行维护保养,包括润滑、清洁、紧固等工作,以确保车床的长期稳定性和精度。
综上所述,卧式车床精度检验标准涉及外观检验、尺寸精度检验、几何精度检验、传动精度检验、运行精度检验等内容,通过对这些内容的全面检验,可以确保卧式车床的加工精度和加工质量,提高生产效率,降低生产成本。
同时,定期的维护保养工作也是确保车床长期稳定性和精度的重要措施。
希望本文能够对卧式车床的精度检验工作有所帮助。
数控卧式车床精度检验标准
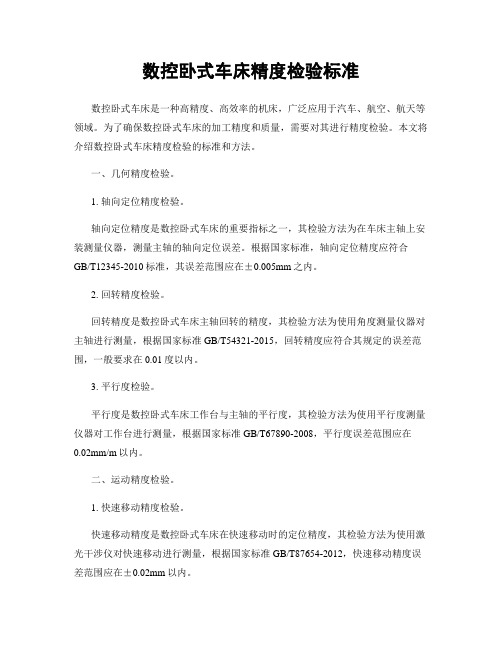
数控卧式车床精度检验标准数控卧式车床是一种高精度、高效率的机床,广泛应用于汽车、航空、航天等领域。
为了确保数控卧式车床的加工精度和质量,需要对其进行精度检验。
本文将介绍数控卧式车床精度检验的标准和方法。
一、几何精度检验。
1. 轴向定位精度检验。
轴向定位精度是数控卧式车床的重要指标之一,其检验方法为在车床主轴上安装测量仪器,测量主轴的轴向定位误差。
根据国家标准,轴向定位精度应符合GB/T12345-2010标准,其误差范围应在±0.005mm之内。
2. 回转精度检验。
回转精度是数控卧式车床主轴回转的精度,其检验方法为使用角度测量仪器对主轴进行测量,根据国家标准GB/T54321-2015,回转精度应符合其规定的误差范围,一般要求在0.01度以内。
3. 平行度检验。
平行度是数控卧式车床工作台与主轴的平行度,其检验方法为使用平行度测量仪器对工作台进行测量,根据国家标准GB/T67890-2008,平行度误差范围应在0.02mm/m以内。
二、运动精度检验。
1. 快速移动精度检验。
快速移动精度是数控卧式车床在快速移动时的定位精度,其检验方法为使用激光干涉仪对快速移动进行测量,根据国家标准GB/T87654-2012,快速移动精度误差范围应在±0.02mm以内。
2. 加工精度检验。
加工精度是数控卧式车床在加工过程中的定位精度,其检验方法为使用测量仪器对加工件进行测量,根据国家标准GB/T34567-2009,加工精度误差范围应在±0.01mm以内。
三、维护保养。
1. 定期检查润滑系统,确保润滑油清洁,并及时更换。
2. 定期检查数控系统,确保系统正常运行,并及时清理系统内部灰尘。
3. 定期检查主轴和导轨,确保其表面光洁,无损伤和变形。
四、结论。
数控卧式车床精度检验是确保其加工精度和质量的重要手段,通过对其几何精度和运动精度的检验,可以及时发现问题并进行维修保养,以保证其正常运行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
G1
a)
b) 床身导轨的直
线度和平行度
a)床身导轨
在垂直平面内的
直线度
b )床身导轨
的平行度
斜导轨
0.03/1000
水平导轨
0.04/1000
a) b) 精密
水平仪
如a )所示,水平仪沿Z 轴向放在溜
板上,沿导轨全长等距离地在各位置
上检验,记录水平仪的读数,并记入
“报告要求”中的表1 中,并用作图法
计算出床身导轨在垂直平面内的直线
度误差。
如b )所示,水平仪沿X 轴向放在溜板
上,在导轨上移动溜板,记录水平仪
读数,其读数最大值即为床身导轨的
平行度误差。
序号简图检验项目允差检验工具检验方法
G2 溜板在水平面
内移动的直线
度
DC≤500:0.015
DC<500~1000 :
0.02
最大允差:0.03
指示器和检
验棒,百分
表和平尺
如图所示,将直验棒顶在主轴和尾座
顶尖上;再将百分表固定在溜板上,
百分表水平触及验棒母线;全程移动
溜板,调整尾座,使百分表在行程两
端读数相等,检测溜板移动在水平面
内的直线度误差。
G3 尾座移动对溜
板移动的平行
度a)垂直平面
内尾座移动对
溜板移动的平
行度
a)0.015/300
b)0.02/300
百分表
b)水平面内尾
座移动对溜板
移动的平行度
如图所示,将尾座套筒伸出后,按正
常工作状态锁紧,同时使尾座尽可能
的靠近溜板,把安装在溜板上的第二
个百分表相对于尾座套筒的端面调整为
零;溜板移动时也要手动移动尾座直
至第二个百分表的读数为零,使尾座
与溜板相对距离保持不变。
按此法使
溜板和尾座全行程移动,只要第二个
百分表的读数始终为零,则第一个百
分表相应指示出平行度误差。
或沿行
程在每隔300mm 处记录第一个百分表
读数,百分表读数的最大差值即为平行
度误差。
第一个指示器分别在图中ab
位置测量,误差单独计算。
序号简图检验项目允差检验工具检验方法
G4 主轴跳动a:0.01
a )主轴的轴b:0.02
向窜动
b)主轴的轴肩支承面的跳动
百分表和专
用装置
如图所示,用专用装置在主轴线上加
力F (F 的值为消除轴向间隙的最
小值),把百2 分表安装在机床固定
部件上,然后使百分表测头沿主轴轴
线分别触及专用装置的钢球和主轴轴
肩支承面;旋转主轴,百分表读数最
大差值即为主轴的轴向窜动误差和主
轴轴肩支承面的跳动误差
G5 主轴定心轴0.01 颈的径向跳
动
百分表如图所示,把百分表安装在机床固定
部件上,使百分表测头垂直于主轴定
心轴颈并触及主轴定心轴颈;旋转主
轴,百分表读数最大差值即为主轴定
心轴颈的径向跳动误差
序号简图检验项目允差检验工具检验方法
序号 简图 检验项目 允差 检验工具 检验方法
如图所示, 将检验棒插在主轴锥孔 内,把百分表安装在溜板 (或刀架) 上,然后:(1)使百分表测头垂 直在平面触及被测表面(验棒) , 移动溜板, 记录百分表的最大读数 差值及方向;旋转主轴 180 度, 重复测量一次, 取两次读数的算术 平均值作为在垂直平面内主轴轴 线对溜板移动的平行度误差; (2) 使百分表测头在水平平面内垂直
触及被测表面 (验棒),按上述(1) 的方法重复测量一次, 即得水平平 面内主轴轴线对溜板移动的平行 度误差
G6 主轴锥孔轴 线的径向跳 动
a )靠 近 主 轴
端部
b )距 主 轴 端
部 300mm 处
a )0.01
b )0.02
百分表和 检验棒
如图所示, 将检验棒插在主轴锥孔 内,把百分表安装在机床固定部件 上,使百分表测头垂直触及被测表 面,旋转主轴, 记录百分表的最大 读数差值, 在 a 、 b 处分别测量。
标记检棒与主轴的圆周方向的相 对位置, 取下检棒, 同向分别旋转 检棒 90 度、 180 度、 270 度后 重新插入主轴锥孔, 在每个位置分 别检测。
取4次检测的平均值即为 主轴锥孔轴线的径向跳动误差
G7
主轴轴线对 a )在 300 测量
溜板移动的
长度上为 0.02 平行度
(向上)
a )垂直平面
b )在 300 测量
内主轴轴线 长度上为
对溜板移动 0.015 (偏向刀
的平行度
具)
b )水平平面 内
主轴轴线 对溜板移动 的平行度误
差
百分表和 检验棒
G8 G9 主轴顶尖的跳
动
尾座套筒轴
线对溜板移动
的平行度a)在
水平面内
b)在垂直平
面内
0.013
a)在100 测量
长度上为0.01
(偏向刀具)
b)在100 测量
长度上为
0.01| (向上)
百分表和专
用顶尖
百分表
如图所示,将专用顶尖插在主轴锥孔
内,把百分表安装在机床固定部件
上,使百分表测头垂直触及被测表
面,旋转主轴,记录百分表的最大
得数差值。
如图所示,将尾座套筒伸出有效长度
后,按正常工作状态锁紧。
百分表安
装在溜板(或刀架上),然后:
(1)使百分表测头在垂直平面内垂直
触及被测表面(尾座筒套),移动溜
板,记录百分表的最大读数差值及方
向;即得在垂直平面内尾座套筒轴线对
溜板移动的平行度误差;(2)使百分
表测头在水平平面内垂直触及被测表面
(尾座套筒),按上述(1)的方法重
复测量一次,即得在水平平面内尾座套
筒轴线对溜板移动的平行度误差
序号简图检验项目允差检验工具检验方法
G10 尾座套筒锥孔
轴线对溜板移
动的平行度
☆ 垂直平面内
尾座套筒锥孔
轴线对溜板移
动的平行度
在300 测量长
度上为0.03
百分表和验
棒
G11 ☆ 水平平面内
尾座套筒锥孔
轴线对溜板移
动的平行度
床头和尾座0.04
两顶尖的等尾座顶尖高于
高度主轴顶尖
百分表和验
棒
如图所示,尾座套筒不伸出并按正常工
作状态锁紧;将检验棒插在尾座套筒锥
孔内,指示器安装在溜板(或刀架)
上,然后:(1)把百分表测头在垂直
平面内垂直触及被测表面(尾座套
筒),移动溜板,记录百分表的最大读
数差值及方向;取下验棒,旋转验棒
180 度后重新插入尾座套孔,重复测
量一次,取两次读数的算术平均值作为
在垂直平面内尾座套筒锥孔轴线对溜板
移动的平行度误差;(2)把百分表测
头在水平平面内垂直触及被测表面,按
上述(1)的方法重复测量一次,即得
在水平平面内尾座套筒锥孔轴线对溜板
移动的平行度误差
如图所示,将检验棒顶在床头和尾座
两顶尖上,把百分表安装在溜板(或
刀架)上,使百分表测头在垂直平面
内垂直触及被测表面(检验棒),然
后移动溜板至行程两端,移动小拖板
(X轴),记录百分表在行程两端的
最大读数值的差值,即为床头和尾座两
顶尖的等高度。
测量时注意方向
序号简图检验项目允差检验工具检验方法
百分 表和 如图所示,把百分表安装在机床固 验棒
定部件上, 使百分表测头垂直触及 被测表面(检具) ,在回转刀架的 中心行程处记录读数, 用自动循环 程序使刀架退回,转位 360 度, 最后返回原来的位置, 记录新的读 数。
误差以
回转刀架至少回转三周 的最大和最小读数差值计。
对回转 刀架的每一个位置都应重复进行 检验,并对每一个位置百分表都应 调到零
G12 刀架横向移 动对主轴轴 线的垂直度
0.02/300
偏差方向
α≥ 90 °
百分表、圆 盘、平尺
如图所示, 将圆盘安装在主轴锥孔 内,百分表安装在刀架上, 使百分 表测头在水平平面内垂直触及被 测表面(圆盘) ,再沿X轴向移动 刀架,记录百分表的最大读数差值 及方向;将圆盘旋转 180 度,重 新测量一次, 取两次读数的算术平 均值作为横刀架横向移动对主轴 轴线的垂直度误差
G13
刀架转位的 重复定位精 度、刀架转位 X 轴方 向回 转重复定位 精度。