齿轮公法线测量
齿轮公法线测量

齿轮公法线测量一、实验目的1.熟悉齿轮公法线长度及其变动的测量方法;2.熟悉齿轮公法线平均长度偏差的测量方法;3.练习齿轮公差表格的查阅。
二、测量原理与器具公法线长度变动ΔFw是指在齿轮一周范围内,实际公法线长度的最大值Wmax与最小值Wmin之差。
测量ΔFw可以得到齿距累积误差ΔFp中的切向误差部分,这一误差主要是由于齿轮加工机床传动中分度蜗轮的回转中心与机床主轴(或工作台)的旋转中心不重合而产生的(通常称作运动偏心)。
它使得同一齿轮上的基节或基圆齿厚不均匀,从而影响齿轮在传动中传动比变化的准确性。
ΔFw主要反映由于运动偏心而造成的齿轮切向长周期误差。
图1 用公法线指示卡规测量公法线长度图2 用公法线百分尺测量公法线长度公法线平均长度Δwm则是指在齿轮一周范围内,公法线实际长度的平均值与公称值之差。
因公法线长度是由若干个基节Pb和一个基圆齿厚Ss组成,而基节偏差比齿厚偏差小得多,故公法线平均长度偏差Δwm主要反映被测齿轮的齿侧间隙。
公法线长度可用公法线千分尺(如图1)、公法线指示卡规(图2)或万能测齿仪等测量。
本实验采用公法线百分尺测量。
公法线千分尺是在普通千分尺上安装两个大平面测头,其读数方法与普通千分尺相同。
三、测量步骤1、确定被测齿轮的跨齿数K,并计算公法线公称长度W。
当测量一压力角为20°的非变位直齿圆柱齿轮时:W= m·[ 1.4761×(2K – 1) + 0.014Z]式中:m——模数Z——齿数K——跨齿数跨齿数K = Z / 9 + 0.5或按下表选取:齿数Z10~1819~2728~3637~45……跨齿数K2345……3、测量公法线长度:根据选定的跨齿数K用公法线千分尺测量沿被测齿轮圆周均布的5条公法线长度。
4、计算公法线平均长度偏差Δwm:取所测5个实际公法线长度的平均值W后减去公称公法线长度,即为公法线平均长度偏差Δwm。
5、计算公法线长度变动ΔFw:取5个实际公法线长度中的最大值与最小值之差,为公法线平均长度变动ΔFw。
塑胶模具齿轮测量具体操作规程
塑胶模具齿轮测量具体操作规程齿轮齿单个齿距偏差与齿距累积总偏差的测量 一、实验目的熟悉测量齿轮单个齿距偏差与齿距累积总偏差的方法。
加深理解单个齿距偏差与齿距累积总偏差的定义。
二、实验内容1. 用周节仪或万能测齿仪测量圆柱齿轮齿距相对偏差。
2. 用列表计算法或作图法求解齿距累积总偏差。
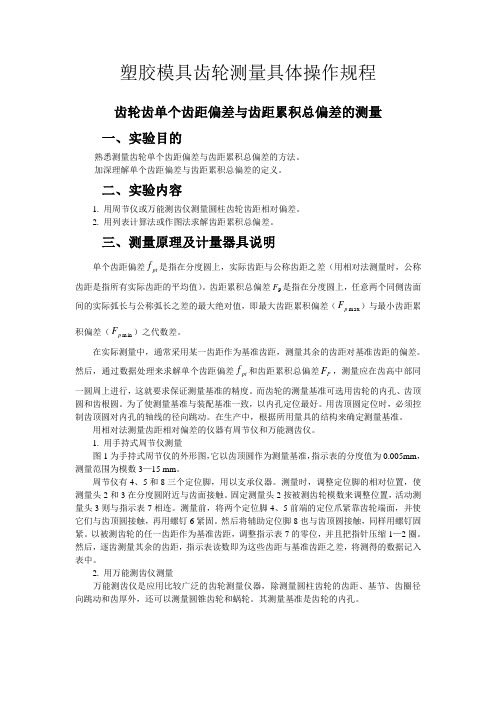
三、测量原理及计量器具说明单个齿距偏差pt f 是指在分度圆上,实际齿距与公称齿距之差(用相对法测量时,公称齿距是指所有实际齿距的平均值)。
齿距累积总偏差F p 是指在分度圆上,任意两个同侧齿面间的实际弧长与公称弧长之差的最大绝对值,即最大齿距累积偏差(max p F )与最小齿距累积偏差(min p F )之代数差。
在实际测量中,通常采用某一齿距作为基准齿距,测量其余的齿距对基准齿距的偏差。
然后,通过数据处理来求解单个齿距偏差pt f 和齿距累积总偏差P F ,测量应在齿高中部同一圆周上进行,这就要求保证测量基准的精度。
而齿轮的测量基准可选用齿轮的内孔、齿顶圆和齿根圆。
为了使测量基准与装配基准一致,以内孔定位最好。
用齿顶圆定位时,必须控制齿顶圆对内孔的轴线的径向跳动。
在生产中,根据所用量具的结构来确定测量基准。
用相对法测量齿距相对偏差的仪器有周节仪和万能测齿仪。
1. 用手持式周节仪测量图1为手持式周节仪的外形图,它以齿顶圆作为测量基准,指示表的分度值为0.005mm ,测量范围为模数3—15 mm 。
周节仪有4、5和8三个定位脚,用以支承仪器。
测量时,调整定位脚的相对位置,使测量头2和3在分度圆附近与齿面接触。
固定测量头2按被测齿轮模数来调整位置,活动测量头3则与指示表7相连。
测量前,将两个定位脚4、5前端的定位爪紧靠齿轮端面,并使它们与齿顶圆接触,再用螺钉6紧固。
然后将辅助定位脚8也与齿顶圆接触,同样用螺钉固紧。
以被测齿轮的任一齿距作为基准齿距,调整指示表7的零位,并且把指针压缩1—2圈。
然后,逐齿测量其余的齿距,指示表读数即为这些齿距与基准齿距之差,将测得的数据记入表中。
应用机器视觉技术的齿轮测量方法

*唐山市博硕资金资助项目(项目编号:03204501A-3)收稿日期:2004年7月应用机器视觉技术的齿轮测量方法刘兆妮 雷振山 蒙 丽 侯荣涛唐山学院摘 要:应用IMAQ Vision 工具包在LabVIEW 虚拟仪器平台上可以快速、灵活地开发齿轮测量的机器视觉系统。
采用阈值分析进行图像分割、用形态学方法改进图像质量是齿轮测量的基础。
采用图像分析的方法进行齿轮主要几何参数的测量,通过实际测试数据分析,讨论了机器视觉技术在齿轮测量中的实用价值和发展前景。
关键词:机器视觉, 图像分割, 齿轮测量, 虚拟仪器Research of Gear Measurement with Machine V ision TechniqueLiu Zhaoni Lei Zhenshan Meng Li et alAbstract:Machine vision system to measure gears is developed quickly and flexibly in LabVIEW(a virtual instrument plat form)wi th IMAQ vision toolset.The foundation of gear measuring is image segmenting by threshold and image processing by mor phology.T he major geometry parameters of a gear are measured by image analysis.By analyzing the test data,the practicality and applicati on in the future of machine vision technique in gear measuring are discussed.Keywords:machine vision, image segmentation, gear measurement, virtual instrument1 引言作为一种广泛应用的机械零件,齿轮的精度对于机械产品性能有着重要影响。
变位斜齿轮满足公法线长度测量的有效齿宽的正确计算

变位斜齿轮满足公法线长度测量的有效齿宽的正确计算(102400) 北京煤矿机械厂 周万峰 摘要不论斜齿轮变位与否,测量公法线长度用的有效齿宽都用同一个公式(b>W kn sin B)计算是不合理的。
本文对此进行了剖析,并给出了正确的计算方法。
关键词变位斜齿轮公法线长度齿宽螺旋角1 公式b>W kn sin B只适用于标准斜齿轮,对变位斜齿轮是不适用的大家知道,测量斜齿轮的公法线长度时,轮齿必须有足够的宽度,否则公法线长度是无法测量的。
目前不论斜齿轮变位与否,满足公法线长度测量的有效齿宽的计算式都采用b>W kn sin B(1)式中W kn——斜齿轮的公法线长度B——斜齿轮分度圆螺旋角图2 输送量计算用断面图令oD=p=R cosH12oE=q=r cos H2则盘槽圆弧方程x21+(y1-p)2=R2(5)物料堆积圆弧的方程x22+(y2-q)2=r2(6)令l=R sin(H1/2)=r sin H2(即A o)则得物料断面面积A=R22sin H1+R2H12+2p R sinH12+r22sin2H2+r2H2+2qr sin H2(7)2.3 计算输送量将断面面积A与物料密度C及带速v相乘可得输送量Q=A C v(8)3 设计步骤从以上的分析计算可以看出,如果已知输送机的输送量(由用户提出)及所输送物料的特性,就能很快求出输送机的各种参数,如带宽、气室盘槽的圆弧半径等,从而完成整个输送机的设计。
具体步骤概括如下:(1)根据所输送的物料确定物料密度(t/m3)及物料堆积角,一般为5°~15°小于物料的安息角;(2)选择合适的带速。
(3)由式(8)求出断面面积;(4)再由式(7)求出带宽。
在输送量、输送距离、倾角、物料特性等已知条件下,确定了输送带带宽、带速后即可算出整机运行阻力、轴功率及应配置的电机功率,从而完成整机的设计。
作者简介 滕凯芝,33岁,工程师,毕业于上海交通大学机械系,曾从事气垫带式输送机的设计研究,现在《起重运输机械文摘》编辑部从事编辑工作。
测量齿轮公法线工装的设计

网址: 电邮:*******************2021年第6期测量齿轮公法线工装的设计秦少东(辽宁忠旺集团有限公司,辽宁辽阳111003)0引言齿轮是一种具有传递功率范围大、传动效率高、传动比准确、工作可靠等优点的传动机构,广泛用于各类机械设备中。
公法线长度是齿轮在测绘过程中一项重要参数[1]。
在测绘过程中通过测量公法线长度,经过计算后基本可以确定齿轮的模数、压力角、基圆齿距、齿厚和变位系数。
在实际维修过程中,需测绘的齿轮种类繁多,公法线长度范围较大且部分齿轮拆卸不便,经常需要携带多个测量工具到现场测量,对测量工作造成很大不便。
本文通过分析游标卡尺和公法线千分尺这2种目前常用的公法线测量工具各自的特点,在此基础上设计一种简单便捷的公法线测量工装。
1公法线的定义及测绘中的应用齿轮的公法线即基圆上的切线,如图1所示,作渐开右齿廓交于、B 两点,根据渐开线性质可知,基A B 必为两侧齿廓的[2]。
跨过k 个(k >1,图中为k =2和k =的情况),A B 之间的距离A D 两点间的距离即为公用W k 表示。
在测量公法线时,应首先确定跨齿数k 。
当齿轮齿数Z 一定时,如果跨齿数太多,测量卡爪就可能与齿轮顶部的棱角接触;如果跨齿数太少,卡爪就可能与齿根部的非渐开线接触,其测量结果都不不是真正的公法线。
为了使卡爪与分度圆附近的渐开线齿廓接触,对于标准齿轮,其跨齿数计算公式为k =αz /180+0.5。
(1)对于变位齿轮,其跨齿数计算公式为k =z 180arccos z cos αz +2x+0.5。
(2)计算的跨齿数k 值均应按照四舍五入的原则取整。
在对齿轮进行测绘时,我们需要测量出两相邻齿公法线的长度W k 和W k +1(k 为跨齿数),从图1可以看出,公法线长度每增加1个跨齿,就增加1个基圆齿距P b ,所以其计算公式为P b =W k +1-W k 。
(3)计算出基圆齿距后,我们便可以通过进一步的计算得到齿轮的模数m 、压力角α、基圆齿厚S b 、变位系数x 等参数。
实验 齿轮公法线长度偏差测量_学生用
取测量次数 n=5
序号(均匀测量)
1 2 3 45
测量记录
公法线局部实际长度(mm)
4.适用性结论
1)求实测数据的最大值 Wmax 和最小值 Wmin,算出公法线长度变动量 ∆Fbn=Wmax–Wmin。 根据合格条件 ∆Fbn≤Fbn,进行判断
2)求实测数据平均值,得公法线平均长度W 。算出公法线长度偏差 ∆Ebn=W -W 公
30 4
7526
42 5
8728
19 3
6464
31 4
7666
43 5
8868
20 3
6604
32 4
7806
44
5
13.9008
21 3
6744
33 4
7946
45
6
16.8670
22 3
6884
34 4
8086
46 6
8881
23 3
7024
35 4
10.8226
47 6
8950
24 3
7165
当α f =200,变位系数 ξ=0 时,则W = m[1.476(2n −1) + 0.014Z ], n = 0.111Z + 0.5
W 和 n 值也可以从表 1 查出。
2. 按公法线长度的公称尺寸组合量块。 3. 用组合好的量块组调节固定卡脚 3 与活动卡脚 6 之间的距离,使指示表 8 的指针压 缩一圈后再对零。然后压紧按钮 10,使活动卡脚退开,取下量块组。 4. 在公法线卡规的两个卡脚中卡入齿轮,沿齿圈的不同方位测量 4—5 个以上的值(最 好测量全齿圈值)。测量时应轻轻摆动卡规,按指针移动的转折点(最小值)进行读数。读 数的值就是公法线长度偏差。 5. 将所有的读数值平均,它们的平均值即为公法线长度偏差 ∆Ebn。 按齿轮图样标注的技术要求,确定公法线长度上偏差 Ebns、和下偏差 Ebni,并判断被测 齿轮的适用性。
公法线长度测量在齿轮检测和测绘中的应用

公法线长度测量在齿轮检测和测绘中的应用Application of Common Normal Length Measurement in Gear Inspectionand MappingLI Shao-junHarbin Measuring &Cutting Tool Group Co., Ltd., Harbin 150040,China摘要:随着时代的快速发展,对测量工具的要求越来越高。
无论是测量的工具还是测量的方法原理都需要符合当前时代的操作要求。
公法线长度测量是一种较为精确的齿轮检测方法,测量的精度较高,这种测量方法较为快捷,能够满足当前的齿轮生产需求,需要具体了解公法线测量的基本方法和原理掌握。
With the rapid development of the times, the requirements for measuring tools are higher and higher. Both measuring tools and measuring methods and principles need to meet the operational requirements of the current era. The common normal length measurement is a more accurate gear detection method with high measurement accuracy. This measurement method is relatively fast and can meet the current demand of gear production. It is necessary to understand the basic method and principle of common normal length measurement.关键词:公法线长度测量;齿轮检测;应用common normal length measurement; gear detection; application【中图分类号】TG86 【文献标志码】A 【文章编号】1引言公法线长度测量的方法在时代的发展过程中,也在不断地转变,并且有了一些新的方法和体验,能够提升公法线测量的效率和公法线的长度较为简便和准确,在齿轮中得到广泛的应用。
内齿公法线测量[整理版]
![内齿公法线测量[整理版]](https://img.taocdn.com/s3/m/c25b1a186d85ec3a87c24028915f804d2b1687d1.png)
内齿圈齿廓的加工及测量4.1内齿圈齿廓的范成加工目前,在推杆减速器的批量生产中,其内齿圈齿廓的加工采用的都是范成加工方法,加工的夹具及刀具的相对运动完全模拟减速器的运动。
激波器的偏心距e 由一个偏心轴的偏心距e来实现,激波器的半径T b与内滚子半径T z之和由偏心轴的几何中心至固定点的距离R来实现,传动比由挂轮的传动比来实现,如图4.1所示。
范成加工法具有快速、简易、经济的优点,其加式装置可作为附件加装在现有的滚齿机上。
缺点是刀具必须完全与推杆外滚子直径相同,而且对于推杆减速器的每一和中不同规格都要更换工装,不利于产品系列化生产。
尽管加工装置本身可以调整得很精确,但常因刀具的磨损、进刀深度掌握不当,以及刀具轴线沿内齿圈径向出现偏距等问题给被加工的齿圈带来很大误差。
4.2内齿圈齿廓的数控加工内齿圈齿廓可用数控铣进行粗加工,用数控磨进行精加工。
本节主要讨论在Y54非圆搂控插齿机上的加工方法。
4.2.1Y54数控插齿机加工齿廓曲线的原理经Y54插齿机改造成的非圆数控加工机床,由X、C、D三轴联动来实现对给定曲线的数控加工,如图4.2所示,D轴是刀具的回转中心轴,加工齿廓曲线时,采用圆形插刀,插刀一边绕D轴旋转,一边沿D轴作上下往复运动。
C 轴是工作台回转轴,被加工的工件加在工作台上。
沿X 轴的移动保证了沿齿深方向的进刀量。
X轴始终在刀具回转中心D轴及工作台回转中心C轴的连线上。
这三个轴分别由被脉冲信号驱动的三个不同步进电机所带动。
根据被加工齿廓曲线的方程式,根据被加工齿廓曲线的方程式,可得出刀具中心轨迹方程,把它分解为沿X 轴方向的进刀及绕工件C轴的旋转两个分量,即可实现对齿廓的数控加工。
4.2.2刀具中心的轨迹由上面可知,用数控加工齿廓时,应求出圆插刀中心的轨迹,它是被加工内齿圈齿廓曲线的内法向等距线,如图4.3所示。
圆插刀的半径可不等于实际推杆减速器中滚子的半径,只要刀具半径T d小于内齿圈齿廓在齿根部的最小曲率半径,在加工过程中不会发生切削干涉即可。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
齿轮公法线测量
一、实验目的
1.熟悉齿轮公法线长度及其变动的测量方法;
2.熟悉齿轮公法线平均长度偏差的测量方法;
3.练习齿轮公差表格的查阅。
二、测量原理与器具
公法线长度变动ΔFw就是指在齿轮一周范围内,实际公法线长度的最大值Wmax与最小值Wmin之差。
测量ΔFw可以得到齿距累积误差ΔFp中的切向误差部分,这一误差主要就是由于齿轮加工机床传动中分度蜗轮的回转中心与机床主轴(或工作台)的旋转中心不重合而产生的(通常称作运动偏心)。
它使得同一齿轮上的基节或基圆齿厚不均匀,从而影响齿轮在传动中传动比变化的准确性。
ΔFw主要反映由于运动偏心而造成的齿轮切向长周期误差。
图1 用公法线指示卡规测量公法线长度图2 用公法线百分尺测量公法线长度公法线平均长度Δwm则就是指在齿轮一周范围内,公法线实际长度的平均值与公称值之差。
因公法线长度就是由若干个基节Pb与一个基圆齿厚Ss组成,而基节偏差比齿厚偏差小得多,故公法线平均长度偏差Δwm主要反映被测齿轮的齿侧间隙。
公法线长度可用公法线千分尺(如图1)、公法线指示卡规(图2)或万能测齿仪等测量。
本实验采用公法线百分尺测量。
公法线千分尺就是在普通千分尺上安装两个大平面测头,其读数方法与普通千分尺相同。
三、测量步骤
1、确定被测齿轮的跨齿数K,并计算公法线公称长度W。
当测量一压力角为20°的非变位直齿圆柱齿轮时:
W= m·[ 1、4761×(2K – 1) + 0、014Z]
式中: m——模数Z——齿数K——跨齿数
齿数Z 10~18 19~27 28~36 37~45 ……
跨齿数K 2 3 4 5 ……
2、根据公法线公称长度W选取适当规格的分法线千分尺并校对零位。
3、测量公法线长度:根据选定的跨齿数K用公法线千分尺测量沿被测齿轮圆周均布的5条公法线长度。
4、计算公法线平均长度偏差Δwm:取所测5个实际公法线长度的平均值W后减去公称公法线长度,即为公法线平均长度偏差Δwm。
5、计算公法线长度变动ΔFw:取5个实际公法线长度中的最大值与最小值之差,为公法线平均长度变动ΔFw。
6、查表确定所测齿轮的精度等级。