整理安川伺服电机参数基本调整
安川伺服参数设定说明

安川伺服参数设定说明一、参数设置前的准备工作在进行参数设定之前,我们需要先了解一些基本的概念和参数含义,以便更好地理解和应用参数。
1.1速度环和位置环安川伺服驱动器中有两个重要的环称为速度环和位置环。
速度环控制驱动器的速度输出,而位置环控制驱动器的位置输出。
1.2速度环参数a)P增益:是速度环的比例增益,用于调节速度环的灵敏度。
b)I增益:是速度环的积分增益,用于调节速度环的稳定性。
c)D增益:是速度环的微分增益,用于调节速度环的响应速度。
1.3位置环参数a)P增益:是位置环的比例增益,用于调节位置环的灵敏度。
b)I增益:是位置环的积分增益,用于调节位置环的稳定性。
c)D增益:是位置环的微分增益,用于调节位置环的响应速度。
二、参数设定步骤进行安川伺服参数设定的一般步骤如下:2.1设置速度环参数a)调整P增益:从一个较小的值开始逐渐增大,直到达到理想的速度响应。
b)调整I增益:从一个较小的值开始逐渐增大,直到达到理想的速度稳定性。
c)调整D增益:根据实际应用需求进行微调,以达到更好的速度控制效果。
2.2设置位置环参数a)调整P增益:从一个较小的值开始逐渐增大,直到达到理想的位置响应。
b)调整I增益:从一个较小的值开始逐渐增大,直到达到理想的位置稳定性。
c)调整D增益:根据实际应用需求进行微调,以达到更好的位置控制效果。
2.3保存参数在完成参数设定后,需要将参数进行保存,以便下次使用时可以直接加载使用。
三、注意事项在进行安川伺服参数设定时,需要注意以下几点:3.1应用类型选择根据实际应用需求选择伺服驱动器的应用类型,包括位置控制、速度控制和力矩控制等。
3.2参数范围设置根据实际系统的特点和要求,设置参数的合理范围,避免参数设定过大或过小导致的系统不稳定。
3.3参数调整顺序在进行参数调整时,一般先调整速度环参数,再调整位置环参数。
因为速度环是位置环的基础,速度环参数设定好后再进行位置环参数的调整会更加方便和稳定。
整理安川伺服电机参数基本调整

安川伺服电机参数基本调整动态参数调整步骤:步骤一. 设定系统刚性(Fn 001)Kp : 位置回路比例增益(机床Kp 建议值30-90 /sec)Kv : 速度回路比例增益(机床Kv 建议值30-120 Hz)Ti : 速度回路积分增益(机床Ti 建议值10-30 ms)范例: 以机床大小选择不同刚性(1米加工中心机建议Fn001设定5 )步骤二. 自动调协(auto turning) 寻找马达与机床惯性比自动调协目的,主要是在计算马达与机床整合后有些动态参数会受到影响ex: 马达负载惯性比…,如果不先将相关参数找出速度回路的表现会与Kv/Ti 设置的结果不一致自动调协操作步骤:1.参数Pn110设11。
(打开在线自动调谐功能) 2.手动Jog床台让床台来回往复多次运行。
3.手动Jog床台时如发生共振现象,请立即压下紧急停止按钮,将驱动器参数Pn408设1(打开共振抑制功能),然受修正Pn409(共振抑制频率)设定,1米加工中心机建议Pn409设定200。
4.将Fn007内容写入EEPROM。
(按Mode键至Fn000→按Up或Down键至Fn007→持续按Data 键1秒显示负载贯性比→持续按Set键1秒后Fn007内容显示之负载贯量比即可写入EEPROM)5.参数Pn110设12。
(关闭在线自动调谐功能) 步骤三. 起动并设定驱动器抑制共振功能相关参数(Pn408设1即打开共振抑制功能,Pn409可设定共振抑制频率)马达与机床结合后,除了马达选用太小,无法达到高响应之外,有时也会发生马达扭力够,但是因为机床床台传动刚性较差,会产生共振而无法达到高响应又平顺的控制目标,此时,除了加强机床的传动刚性外,可利用控制器抑制共振功能,而得到高响应的结果 .步骤四. 将速度回路增益参数再调高就位置回路控制而言,速度回路是内回路,内回路响应越高,外回路(位置回路)表现越如预期,比较不会受到外界切削力,磨擦力的影响,所以在切削应用场合,请将速度回路增益尽量调高,以得到更好的切削质量YASKAWA伺服參數設定說明:备注: 1、带* 为驱动器必须设定的参数,马达才能正常运转!2、首先设置驱动器的电子齿轮比Pn202 / Pn203和需要马达转一圈回授的脉冲数Pn201 计算方法如下:伺服电机编码器类型的回授脉冲数327682比特17中设所需精度单位)通常新代控制器所设精度单位1um/Pules (可在系统参数17倍(可在系统参数通常新代控制器所设的倍频数是4 81~100中所设轴卡的倍频)计算公式:负载转一圈移动量脉÷( 4 ××M﹞﹝编码器的脉冲数电子齿轮比Pn202 / Pn203 =N )×冲数N是指马达和工作台传动侧的机械齿轮比M和控马达转一圈回授的脉冲数新代系统参数61~63 = Pn201 = 负载转一圈移动量脉冲数÷制器内部所设的倍频4************ ex:比特采用直传连轴器C 10mm 当螺杆的节距是马达选用型17 那齿轮比计算如下:4 Pules = 负载转一圈移动量脉冲数10mm÷1um/Pules =10M / N = 1 / 1 4 8192 / 625 = ÷(10×1 ) 4Pn202 / Pn203 = (32768××1 )4 2500 Pules 4 = Pn201 = 10 ÷为上面公式根据实际情、Pn203Pn202、设定上表中的驱动器参数,值为后面的设定值;2 Pn201、、况计算出来的值;Pn100、Pn101Pn102先不修改数值,为出厂值;数值Fn001Z 轴的来回运动,通过增大驱动器参数值,按加1Y3、调整机台的刚性,先进行X、、ZY、增大;通常调节到机台出现震动或有声音后,降回原一级。
安川伺服电机参数基本调整

安川伺服电机参数基本调整安川伺服电机是一种常见的电机控制设备,广泛应用于机械设备中。
在使用过程中,需要根据具体的应用需求对伺服电机的参数进行基本调整,以实现更好的运动性能和控制效果。
下面将介绍一些常见的安川伺服电机参数基本调整方法。
1.转矩限制参数调整:转矩限制参数是指电机在运行中所能输出的最大转矩。
根据实际需求,可以适当调整转矩限制参数,以达到所需的运动效果。
一般来说,如果转矩限制设置得过大,容易导致电机过载;而设置得过小,则可能无法满足实际应用需求。
因此,在进行参数调整时,需要根据具体应用场景进行合理设置。
2.速度限制参数调整:速度限制参数是指电机在运行中所能达到的最大速度。
在使用伺服电机时,常常需要对其运动速度进行控制,以满足实际需求。
通过调整速度限制参数,可以控制电机的最大速度。
一般来说,速度限制设置得过大,可能会导致电机运行不稳定;设置得过小,则无法满足实际要求。
因此,在进行参数调整时,需要综合考虑电机的性能和实际需求。
3.比例增益参数调整:比例增益是伺服电机控制中的重要参数,用于控制电机响应速度和稳定性。
在进行比例增益参数调整时,需要注意以下几点:首先,增益设置得太小,可能会导致电机响应迟钝;设置得太大,则容易导致电机振荡或不稳定。
其次,在调整时应尽量使电机响应速度和运动稳定性达到一个合理的平衡。
最后,比例增益参数一般需要根据具体应用需求进行调整。
4.调整滤波时间常数参数:滤波时间常数参数是伺服电机控制中的一个重要参数,用于抑制电机输出信号的高频噪声。
在进行滤波时间常数参数调整时,需要注意以下几点:首先,滤波时间常数设置得过小,可能会导致电机输出信号的噪声没有得到有效抑制;设置得过大,则会影响电机的运行性能。
其次,应根据具体应用需求进行合理调整,以满足实际要求。
5.调整位置环参数:位置环是伺服电机控制中的一个重要环节,用于实现位置的准确控制。
在进行位置环参数调整时,需要注意以下几点:首先,位置环控制的稳定性对电机性能影响较大,因此在设置参数时应尽量提高稳定性。
安川伺服参数设定

安川伺服参数设定首先,通常需要进行的参数设定包括:电机参数、控制模式、速度控制参数、位置控制参数、力矩控制参数等。
这些参数的具体设定方法可能会因不同的安川伺服驱动器型号而有所不同,所以在进行参数设定时一定要仔细查阅相关的设备手册和技术资料,并根据实际情况进行调整。
在设定安川伺服参数时,一般需要通过电脑连接伺服驱动器的调试口进行操作。
需要注意的是,这一步骤需要有专业的技术人员进行操作,以避免错误或损坏设备。
接下来,需要根据实际应用的要求进行参数调整。
例如,如果需要进行速度控制,则需要设定速度环控制参数,包括速度环增益、速度环带宽等;如果需要进行位置控制,则需要设定位置环控制参数,包括位置环增益、位置环带宽等。
在进行参数设定时,需要根据实际情况进行试验和调整。
可以通过改变参数的值,观察伺服驱动器的响应和输出,以确定参数的合理范围和最佳值,并实现所需的运动控制效果。
此外,在进行安川伺服参数设定时,还需要注意以下几个方面:1.起步操作:在设定参数之前,需要先进行伺服驱动器的起步操作,包括电机的接线、电源的连接等。
只有在起步操作正确完成后,才能进行参数设定。
3.参数保存和备份:在设定完参数后,一定要将参数保存和备份,以便在需要时可以恢复到之前的参数设定。
可以通过将参数导出到电脑或使用参数备份器等方式进行保存和备份。
4.参数调整和优化:参数设定不是一次性的工作,在实际应用中可能需要多次调整和优化。
可以根据实际需求进行参数调整,满足不同应用场景的要求。
总结起来,安川伺服参数设定是一个比较复杂和技术含量较高的工作,需要有一定的专业知识和经验。
在进行参数设定时,要仔细查阅设备手册和技术资料,进行试验和调整,并注意保存和备份参数。
只有经过正确的参数设定,伺服驱动器才能正常运行并满足实际应用的要求。
安川伺服里面有很多个全参数但是其中只有几个全参数需要调

安川伺服里面有很多个全参数但是其中只有几个全参数需要调安川伺服里面有很多个参数但是其中只有几个参数需要调:Pn100 Pn101Pn102 Pn103Pn401 Pn110Pn000Pn200 Pn201 Pn202 Pn203 Pn50A其中Pn100 Pn101 Pn102受到Fn001刚性的控制,一般情况下刚性调到5那么速度增益,位置增益,积分时间就自动调好了将Pn110调到0运动机器那么Fn007里面就会出现机器的惯量把惯量放到Pn103里就可以了Pn200=n.0004Pn201=2500Pn202=32768Pn203=2500Pn50A=n,8100Fn001为机械刚性Pn100为速度增益Pn101为速度积分时间Pn102为位置增益Pn401为扭矩滤波器时间当Fn001动了之后Pn100 Pn101 Pn102就会一起动Pn110为自动调谐,调谐的是Pn103积分比,驱动器会将积分比储存到Fn007中Pn200为指令脉冲形态Pn201为PG分频比设定Pn202为电子齿轮比分子Pn203为电子齿轮比分母Pn50A为输入信号选择1 安川伺服驱动器和凯恩帝数控系统相配时,只需设定以下参数(见参数表);其余参数,一般情况下,不用修改。
Pn000 功能选择n.0010(设定值) 第0位:设定电机旋转方向;设“1”改变电机旋转反向。
第1位:设定控制方式为:“1”位置控制方式。
Pn200 指令脉冲输入方式功能选择n.0101(设定值) “1”正反双路脉冲指令(正逻辑电平)(设定从控制器送给驱动器的指令脉冲的类型) Pn202电子齿轮比(分子)Pn203 电子齿轮比(分母)根据不同螺距的丝杆与带轮比计算确定,计算方法如下:Pn202/Pn203=编码器条纹数(32768)X4 / 丝杠螺距×带轮比×1000参数设置范围: 1/100≤分子/分母≤100注:1. KND 系统内的电子齿轮比需设置为:CMR/CMD=1:1 (确保0.001 的分辨率);2. 如果是数控车床,X 轴用直径编程,则以上计算公式中,分母还应乘以2,即:丝杠螺距×带轮比×1000×2。
安川伺服电机伺服调整步骤
安川伺服電機在線自動調諧設定用戶常數的步驟:
1:開機將機械剛性Fn001設定為4,慣性比Pn103設定為0 ;
2:運行常時調諧設定Pn110.0為1 ;
3:以常運行時速度,手動移動,來回移動約5分鐘;
4:若運行不良,有震動,則調整粘性摩擦補償功能選擇Pn110.2為1(粘性摩擦補償:小),按照步驟3試運行;
5:若運行不良,調整機械剛性設定Fn001,範圍為1-10,重複步驟3進行試運行,直至運行較好后進行下一步驟;
5:將在線自動調諧結果保存,保存步驟為:按下MODE/SET鍵選擇F007后,按下DATA/SHFIT鍵后按下MODE/SET鍵,DONE 閃爍1秒鐘,即保存完畢。
6:按照步驟3試運行電機,若有震動響聲,將Pn110.0設定為2(不進行在線自動調諧)后,將扭矩指令濾波器時間常數Pn401(單位0.01ms)設置為500 7:若有疑問,請查閱說明書章節6.3.1, 6.3.2,6.3.3,6.3.4, 6.1.5。
安川伺服里面有很多个全参数但是其中只有几个全参数需要调

安川伺服里面有很多个参数但是其中只有几个参数需要调:Pn100 Pn101Pn102 Pn103Pn401 Pn110Pn000Pn200 Pn201 Pn202 Pn203 Pn50A其中Pn100 Pn101 Pn102受到Fn001刚性的控制,一般情况下刚性调到5那么增益,位置增益,积分时间就自动调好了将Pn110调到0运动机器那么Fn007里面就会出现机器的惯量把惯量放到Pn103里就可以了Pn200=n.0004Pn201=2500Pn202=32768Pn203=2500Pn50A=n,8100Fn001为机械刚性Pn100为增益Pn101为积分时间Pn102为位置增益Pn401为扭矩滤波器时间当Fn001动了之后Pn100 Pn101 Pn102就会一起动Pn110为自动调谐,调谐的是Pn103积分比,驱动器会将积分比储存到Fn007中Pn200为指令脉冲形态Pn201为PG分频比设定Pn202为电子齿轮比分子Pn203为电子齿轮比分母Pn50A为输入信号选择1安川伺服驱动器和凯恩帝数控系统相配时,只需设定以下参数(见参数表);其余参数,一般情况下,不用修改。
Pn000 功能选择 n.0010(设定值) 第0位:设定电机旋转方向;设“1”改变电机旋转反向。
第1位:设定控制方式为:“1”位置控制方式。
Pn200 指令脉冲输入方式功能选择 n.0101(设定值) “1”正反双路脉冲指令(正逻辑电平)(设定从控制器送给驱动器的指令脉冲的类型)Pn202电子齿轮比(分子)Pn203 电子齿轮比(分母)根据不同螺距的丝杆与带轮比计算确定,计算方法如下:Pn202/Pn203=编码器条纹数(32768)X4 / 丝杠螺距×带轮比×1000参数设置范围: 1/100≤分子/分母≤100注:1. KND 系统内的电子齿轮比需设置为:CMR/CMD=1:1 (确保0.001 的分辨率);2. 如果是数控车床,X 轴用直径编程,则以上计算公式中,分母还应乘以2,即:丝杠螺距×带轮比×1000×2。
安川伺服电机PID参数调整流程
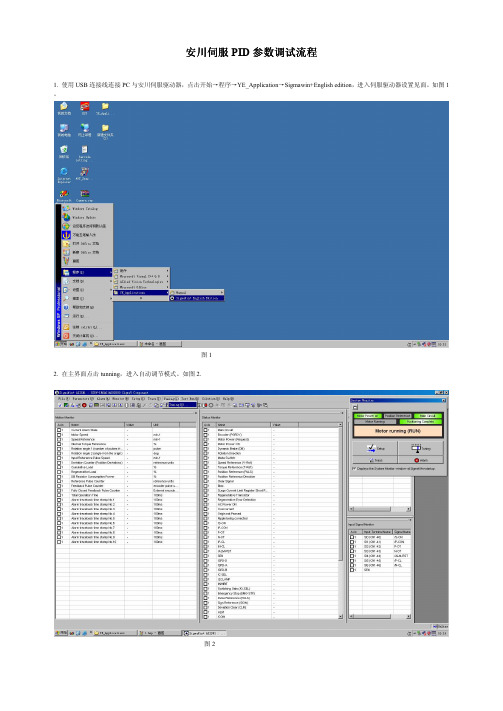
安川伺服PID参数调试流程1. 使用USB连接线连接PC与安川伺服驱动器,点击开始→程序→YE_Application→Sigmawin+English edition,进入伺服驱动器设置见面。
如图1 。
图12. 在主界面点击tunning,进入自动调节模式。
如图2.3.点击执行按钮,进入惯性调试界面,如图4所示,使用默认设置,点击NEXT,进入下一界面。
如图5所示。
图44.在图5界面,点击START ,再点击NEXT进入下一界面。
注意该步由于电机会自行运动距离,所以在运动前,需要确定电机在运动轴的中间位置。
图55.点击Servo On按钮,再交替点击Forward按钮和Reverse按钮,电机会进行正反运动,将会对机械惯量进行自动计算。
完成以后,两个按钮变灰,不能使用,在右下角将会显示计算出来的新的惯量值。
点击NEXT,进入下一步设置。
如图6所示图66. 在图7所示界面,点击writing result,把惯量参数写驱动器。
图77. 写入完成,将进入如下界面。
如图8所示,点击选择NO reference input选项,再点击AUTOTUNING按钮,进入下一步调试。
图88. 如图9所示,在distance框下,设置运动范围,默认为24*1000,当确定运行距离足够大的时候保持默认值,当运行距离小于该值的时候,请设置该值到20*1000,并勾选TUNING PARAMETERS框的选项。
点击下一步。
图99. 点击Servo ON,再点击Start tuning,伺服运动系统将在一定距离上来回运动,整过过程电机可能发出震动的噪音,为正常现象,自动调整完成后,点击finish,参数将自动写入驱动器。
如图10所示。
图1010. 当参数不满足性能要求的时候,点击parameters→edit parameters,从驱动器下载参数显示界面,如图11所示。
图1111.根据情况调整参数pn100,pn101,pn102,pn103,如图12所示,具体参数意义及调整方法见下面说明。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
安川伺服电机参数基本调整动态参数调整步骤:
步骤一. 设定系统刚性(Fn 001)
Kp : 位置回路比例增益(机床Kp 建议值30-90 /sec)
Kv : 速度回路比例增益(机床Kv 建议值30-120 Hz)
Ti : 速度回路积分增益(机床Ti 建议值10-30 ms)
范例: 以机床大小选择不同刚性(1米加工中心机建议Fn001设定5 )
步骤二. 自动调协(auto turning) 寻找马达与机床惯性比自动调协目的,主要是在计算马达与机床整合后有些动态参数会受到影响ex: 马达负载惯性比…,如果不先将相关参数找出速度回路的表现会与Kv/Ti 设置的结果不一致自动调协操作步骤:1.参数Pn110设11。
(打开在线自动调谐功能) 2.手动Jog床台让床台来回往复多次运行。
3.手动Jog床台时如发生共振现象,请立即压下紧急停止按钮,将驱动器参数Pn408设1(打开共振抑制功能),然受修正Pn409(共振抑制频率)设定,1米加工中心机建议Pn409设定200。
4.将Fn007内容写入EEPROM。
(按Mode键至Fn000→按Up或Down键至Fn007
→持续按Data 键1秒显示负载贯性比→持续按Set键1秒后Fn007内容显示之负载贯量比即可写入EEPROM)
5.参数Pn110设12。
(关闭在线自动调谐功能) 步骤三. 起动并设定驱动器抑制共振功能相关参数(Pn408设1即打开共振抑制功能,Pn409可设定共振抑制频率)
马达与机床结合后,除了马达选用太小,无法达到高响应之外,有时也会发生马达扭力够,但是因为机床床台传动刚性较差,会产生共振而无法达到高响应又平顺的控制目标,此时,除了加强机床的传动刚性外,可利用控制器抑制共振功能,而得到高响应的结果 .
步骤四. 将速度回路增益参数再调高
就位置回路控制而言,速度回路是内回路,内回路响应越高,外回路(位置回路)表现越如预期,比较不会受到外界切削力,磨擦力的影响,所以在切削应用场合,请将速度回路增益尽量调高,以得到更好的切削质量
YASKAWA伺服參數設定說明:
备注: 1、带* 为驱动器必须设定的参数,马达才能正常运转!
2、首先设置驱动器的电子齿轮比Pn202 / Pn203和需要马达转一圈回授的脉冲数Pn201 计算方法如下:
伺服电机编码器类型的回授脉冲数
32768
2
比特17
中设所需精度单位)通常新代控制器所设精度单位1um/Pules (可在系统参数17
倍(可在系统参数通常新代控制器所设的倍频数是4 81~100中所设轴卡的倍频)
计算公式:
负载转一圈移动量脉÷( 4 ××M﹞﹝编码器的脉冲数电子齿轮比Pn202 / Pn203 =
N )
×冲数N是指马达和工作台传动侧的机械齿轮比M和控马达转一圈回授的脉冲数新代系统参数61~63 = Pn201 = 负载转一圈移动量脉冲数÷制器内部所设的倍频4******
****** ex:
比特采用直传连轴器C 10mm 当螺杆的节距是马达选用型17 那齿轮比计算如下:4 Pules = 负载转一圈移动量脉冲数10mm÷1um/Pules =10M / N = 1 / 1 4 8192 / 625 = ÷(10×1 ) 4Pn202 / Pn203 = (32768××1 )
4 2500 Pules 4 = Pn201 = 10 ÷
为上面公式根据实际情、Pn203Pn202、设定上表中的驱动器参数,值为后面的设定值;2 Pn201、、况计算出来的值;Pn100、Pn101Pn102先不修改数值,为出厂值;数值Fn001Z 轴的来回运动,通过增大驱动器参数值,按加1Y3、调整机台的刚性,先进行X、、ZY、增大;通常调节到机台出现震动或有声音后,降回原一级。
注意一点:调完后,需把X、设成一样大;的位置增益Pn102
注意:齿轮比设错,编码器会无回授,同时控制器发遗失位置命令、严重追随误差警报。
倍比)(位置脉冲形式为型编码器伺服马达配C(32768pulse/REV),控制精度。