焊接过程确认记录
焊接特殊过程确认表
确认人员:
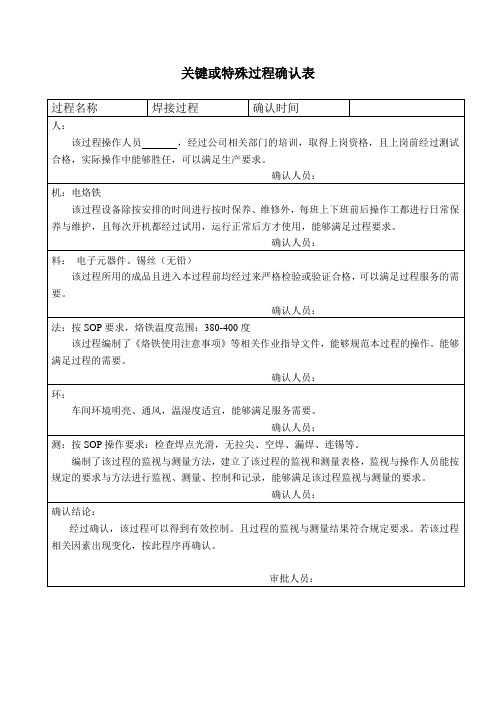
测:按SOP操作要求:检查焊点光滑,无拉尖、空焊、漏焊、连锡等。
编制了该过程的监视与测量方法,建立了该过程的监视和测量表格,监视与操作人员能按规定的要求与方法进行监视、测量、控制和记录,能够满足该过程监视与测量的要求。
确认人员:
确认结论:
经过确认,该过程可以得到有效控制。且过程的监视与测量结果符合规定要求。若该过程相关因素出现变化,按此程序再确认。
确认人员:
料:电子元器件、锡丝(无铅)
该过程所用的成品且进入本过程前均经过来严格检验或验证合格,可以满足过程服务的需要。
确认人员:
法:按SOP要求,烙铁温度范围:380-400度
该过程编制了《烙铁使用注意事项》等相关作业指导文件,能够规范本过程的操作。能够满足过程的需要。
确认人员:
环:
车间环境明亮、通风,温湿度适宜,能够满足服务需要。
关键或特殊过程确认表
过程名称
焊接过程
确认时间
人:
该过程操作人员,经过公司相关部门的培训,取得上岗资格,且上岗前经过测试合格,实际操作中能够胜任,可以满足生产要求。
确认人员:
机:电烙铁
该过程设备除按安排的时间进行按时保养、维修外,每班上下班前后操作工都进行日常保养与维护,且每次开机都经过试用,运行正常后方才使用,能够满பைடு நூலகம்过程要求。
特殊过程确认记录
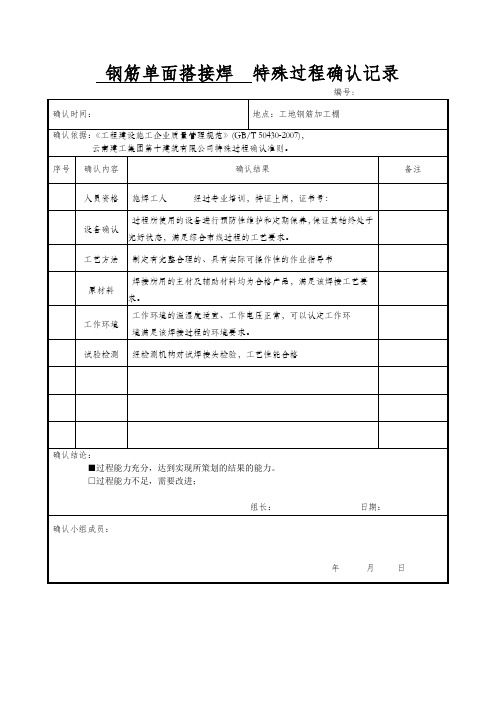
钢筋单面搭接焊特殊过程确认记录编号:钢筋闪光对焊特殊过程确认记录编号:钢筋电渣压力焊特殊过程确认记录编号:钢筋机械连接特殊过程确认记录编号:填写说明:1.表头部分必须填写齐全,可机打,也可以手填。
2.监控人应为项目部的质量员或项目部指定的专人。
3.施工过程记录应字迹清晰,填写内容齐全完备,主要内容包括:施工的详细部位、施工的主要做法、使用的机械设备状况、作业人员的能力水平、执行标准规范要求情况、现场实际完成情况以及各单位、部门的检查验收情况、检验试验情况等,都要填写完整。
4.特殊过程监控记录应经过相应人员的确认,签字后作为资料予以保存。
填写说明:1.表头部分必须填写齐全,可机打,也可以手填。
2.监控人应为项目部的质量员或项目部指定的专人。
3.施工过程记录应字迹清晰,填写内容齐全完备,主要内容包括:施工的详细部位、施工的主要做法、使用的机械设备状况、作业人员的能力水平、执行标准规范要求情况、现场实际完成情况以及各单位、部门的检查验收情况、检验试验情况等,都要填写完整。
4.特殊过程监控记录应经过相应人员的确认,签字后作为资料予以保存。
填写说明:1.表头部分必须填写齐全,可机打,也可以手填。
2.监控人应为项目部的质量员或项目部指定的专人。
3.施工过程记录应字迹清晰,填写内容齐全完备,主要内容包括:施工的详细部位、施工的主要做法、使用的机械设备状况、作业人员的能力水平、执行标准规范要求情况、现场实际完成情况以及各单位、部门的检查验收情况、检验试验情况等,都要填写完整。
4.特殊过程监控记录应经过相应人员的确认,签字后作为资料予以保存。
填写说明:1.表头部分必须填写齐全,可机打,也可以手填。
2.监控人应为项目部的质量员或项目部指定的专人。
3.施工过程记录应字迹清晰,填写内容齐全完备,主要内容包括:施工的详细部位、施工的主要做法、使用的机械设备状况、作业人员的能力水平、执行标准规范要求情况、现场实际完成情况以及各单位、部门的检查验收情况、检验试验情况等,都要填写完整。
焊接特殊过程确认表

焊接特殊过程确认表
1. 认证资料
认证机构认证日期有效期
ISO9001 2020-01-01 未知
2. 概述
本认证表适用于焊接特殊过程的确认,以保证其符合ISO 3834-2的相关要求。
确认表的内容包括:焊接特殊过程描述、检查方法、质量记录、标识措施等。
3. 焊接特殊过程描述
焊接特殊过程的描述应包括以下内容:
•焊接方法
•焊接材料
•焊接设备
•焊接工艺参数
4. 检查方法
焊接特殊过程应采用适当的检查方法,以确保其符合标准要求。
以下方法可供
参考:
•视觉检查
•尺寸量测
•超声波检测
•磁粉检测
•涡流检测
5. 质量记录
焊接特殊过程的质量记录应包括以下内容:
•焊接记录(焊接设备、焊接材料、焊接工艺参数)
•检测记录(检测方法、检测结果)
•报告记录(检测结果分析、报告)
6. 标识措施
焊接特殊过程应采取适当的标识措施,以确保其可被追溯和辨识。
以下措施可
供参考:
•焊接特殊过程代码标识
•焊接设备代码标识
•焊接材料代码标识
•检测记录代码标识
7.
焊接特殊过程确认表的运行应遵循ISO 3834-2的相关要求。
通过该表的确认,可以确保焊接特殊过程的质量达到规定要求。
焊接特殊过程能力确认记录
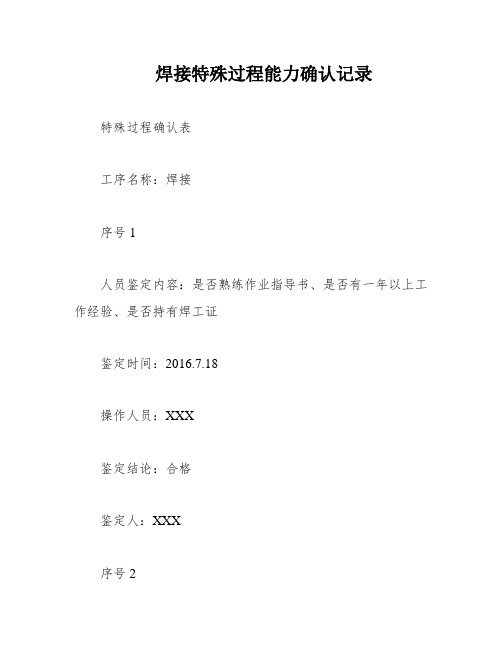
焊接特殊过程能力确认记录
特殊过程确认表
工序名称:焊接
序号 1
人员鉴定内容:是否熟练作业指导书、是否有一年以上工作经验、是否持有焊工证
鉴定时间:2016.7.18
操作人员:XXX
鉴定结论:合格
鉴定人:XXX
序号 2
设备鉴定内容:设备是否完好状态、气压表是否检定合格、是否编制了操作规程
鉴定时间:2016.6.18
测试鉴定时间:-
鉴定结论:合格
鉴定人:XXX
序号 3
焊丝检查:焊丝夹头是否破损、焊丝规格是否φ1.6-2.0
过程参数内容:电压220-380V、焊接电流设置180-200A
鉴定时间:2016.7.18
鉴定结论:合格
鉴定人:XXX
产品检验:
产品质量符合要求,产品合格。
结论:
设备能够正常生产,产品质量合格,能够达到生产和质量要求。
人员能够了解工艺及产品质量要求,能够正确操作设备,使用的工艺参数适宜。
注:首先要对特殊过程进行识别,然后对一个特殊过程分别进行能力评定。
能力评定一般从人员能力、设备及其过程参数等三方面进行。
人员能力:首先是审查其上岗资格,从事本过程的丰富经验和业绩。
设备能力:审查是否满足工艺方案和质量保证措施的要求。
关键过程确认记录

4)其他(如有可将相关内容附在此报告后)。
确认结论:
■过程能力满足要求。
□过程能力不满足要求。
□其他。
应采取措施:
无
确认参加人会签:
批准人签名/日期:
关键过程确认记录
XZC/QR4.0-05序号:
关键过程名称:油漆过程
确认类别:□首次确认■再确认
再确认原因:■周期例行确认□异常追加确认
确认主持人:
确认时间:
确认地点:车间
书面确认
过程所使用的主要设备、工装
设备编号
设备名称
设备编号
设备名称
设备编号
设备名称
过程所使用的作业指导书
文件号
文件名称
文件号
文件名称
过程所涉及的人员能力
姓名
岗位
能力证明资料
是否合格
油漆
培训合格上岗
合格
确认内容:
1)有无作业指导书。■有□无
1)近期有无发生与本过程相关的重大顾客投诉或退货?□有■无
2)近期与本过程可能有关的返工返修情况?■正常□异常
3)近期有无与本过程有关的重大过程因素变更(人机料法环)?□有■无
4)其他(如有可将相关内容附在此报告后)。
确认结论:
■过程能力满足要求。
□过程能力不满足要求。
□其他。
应采取措施:
无
确认参加人会签:
2)设备、工装是否通过验收检定。■通过□没通过
3)是否规定并实施对设备、工装的保养和检查。■是□否
4)过程的员工是否持证/培训上岗。■是□否
5)现场观察、小样试验结果是否合格。■合格□不合格
ISO9001质量体系管理评审焊接过程特殊过程确认表

作业指导书已发入到现场;
工作环境
没特殊要求
确认结果:
■能满足特殊过程的运行要求■同意,请相关部门按确认结果的要求实施。
□不满足特殊过程的运行要求
□需对该特殊过程的有关设备进行重新确认/鉴定
□需重新建立适宜的操作方法/行为规范/检查考核方法
□需重新对相关人员进行培训/评价
□其他结果数:电流0.3A,电压:220V,温度:330±20度;
原材料:锡线
与特殊过程有关的人员的资格鉴定
公司现有从事焊接过程操作的人员有2人,人员均是经过国家相关机构培训考试合格取得焊接资格证书,在到公司前已有3年的操作经验和同类工作经历。进入公司后每年都进行相关的培训,经课堂提问和实际操作的有效性评价,证实他们能满足现有焊接过程的操作。到目前为止,未出现过任何重大质量问题。他们的能力满足焊接过程的操作。
特殊过程名称
焊接过程
确认地点/时间
责任部门
生产部
参加确认评审操作人员签到
与特殊过程有关的设备的鉴定
公司用于焊接过程的设备主要是烙铁,型号规格:ESDSAFE,公司目前将其确定为重要关键设备,每天进行有效保养和定期检修,设备未出现任何质量问题和设备故障问题,这些设备工艺参数和设备能力均能满足焊接工艺要求
焊接过程特殊过程确认记录表

焊接过程特殊过程确认
记录表
文档编制序号:[KK8UY-LL9IO69-TTO6M3-MTOL89-FTT688]
特殊过程确认记录表
附件一
焊接工上岗考核试卷
姓名:得分:
问答题:第5和9题每题各15分,其他每题10分.
一、焊接机在开机之前要检查哪些事项?
二、如何对机器进行清理?
三、操作过程中要注意哪些安全事项?
四、如何对不同的产品进行标识别?
五、怎么判断产品是符合客户要求的?你在操作的过程中多如何去做了?
六、发生品质问题是如何处理的?
七、机器的日常保养都要做哪些工作?
八、关闭机器后要确认哪些事项?
九、解释什么是5S,以及作好5S的好处?。
过程确认记录

路面压实度
路面压实度工作人员:刘云辉
经过确认,这些员工经过培训,具备从事软基础处理工作的工作经验,能满足该岗位的技能要求
根据建筑企业施工过程的特点,公司依据施工的要求针对施工过程制定了《过程控制程序》、《施工作业指导书汇编》并严格依据文件组织生产。
经过确认,路面压实度使用的施工机械电子天平、灌沙筒,最大干密度、最佳含水率等质量验收合格标准
根据建筑企业施工过程的特点,公司依据施工的要求针对防水施工过程制定了《过程控制程序》、《施工作业指导书汇编》并严格依据文件组织生产。
经过确认墙体预埋施工作业不需使用设备
经过确认,墙体预埋作业人员工作认真负责,能完整地按工程技术人员的安全技术交底施工,并经质量验收符合质量标准《墙体预埋分项工程施工质量验收评定表》
经过确认,路面压实度人员工作认真负责,能完整地按工程技术人员的安全技术交底施工,并经质量验收符合质量标准《路面压实度分项工程施工质量验收评定表》
6
沥清摊铺过程
沥清摊铺过程的工作人员为:李刚
经过确认,这些员工经过培训,具备实施混凝土施工工作经验,能满足该岗位的技能要求
根据建筑企业施工过程的特点,公司依据施工的要求针对施工过程制定了《过程控制程序》、《施工作业指导书汇编》并严格依据文件组织生产。
经过确认,钢筋焊接作业所使用的设备(电焊机)均经过项目部按照《设备管理控制程序》的规定进行进场验收合格,并在使用过程中进行维护保养,符合钢筋焊接作业使用要求
经过确认,钢筋焊接作业人员严格依据《施工作业指导书汇编》文件组织施工,对施工情况做记录,形成《钢筋焊接实验报告》
2
防水工程
防水施工过程的工作人员为:罗成
8
管涵施工管道安装
管涵施工管道安装施工过程的工作人员为:黄兵
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
员
能
力
胡 俊
86
合格
焊接满足产品要求
周宝臣
90
合格
焊接满足产品要求
焊接过程确认记录表
编号:JL-7.5-04
确认工序/产品名称
焊接
设备型号/编号
电焊机/BX1-500
操作者
胡俊、付余
类别
确认内容
最终确认数据
确认结论(对产品检验)
过
程
参
数
焊件厚度
1-2
2-3
3-4
合格
焊条直径
2
2.5
3.2
合格
直流电(A)
40-60
60-80
90-120
合格
交流电(A)
50-70
70-90
100-130
合格
检
查
小
组
(签字)
部门
职务
姓名/时间
质检部
质检员
王勇2010.1.15
类别
确认内容
最终确认数据
确认结论
设
备
能
力
完好
完好
产品特性满足规范要求
确
认
小
组
(签字)
部门
职务
姓名/时间
质技部
部长
刘强2010.1.15
生产部
部长
赵善强2010.1.15
类别
姓名
最终确认数据
确认结论(小组)
理论成绩
操作成绩
jl7504确认工序产品名称设备型号编号电焊机bx1500操作者类别确认内容最终确认数据确认结论对产品检验焊件厚度122334合格焊条直径2532合格直流电a4060608090120合格交流电a50707090100130合格签字部门职务姓名时间质检部质检员王勇2010115类别确认内容最终确认数据确认结论完好完好产品特性满足规范要求签字部门职务姓名时间部长刘强2010115生产部部长赵善强2010115类别姓名最终确认数据确认结论小组理论成绩操作成绩86合格焊接满足产品要求90合格焊接满足产品要求