VDF-850D 立式加工中心 使用说明书 机械部分
立式加工中心操作规程
立式加工中心操作规程《立式加工中心操作规程》一、概述立式加工中心是一种高精度、高效率的加工设备,广泛应用于航空航天、汽车制造、模具制造等领域。
为了保证立式加工中心的安全操作和稳定运行,制定了以下操作规程。
二、操作流程1. 操作前,对立式加工中心进行检查,确认设备各部位零部件齐全、无损伤、无异响。
2. 启动系统前,检查冷却液、润滑油等液体是否充足。
3. 用户登录操控系统,输入加工程序,进行参数设置。
4. 安装工件和刀具,进行刀具的预设和工件的夹持。
5. 启动立式加工中心,进行自动定位、校准和调试。
6. 进行加工操作,监控加工过程中的各项参数,确保加工质量。
7. 完成加工后,清理工作区域,关闭立式加工中心。
三、操作要点1. 操作人员必须穿着工作服和防护装备,禁止穿拖鞋、长发等。
2. 在操作过程中严禁触碰旋转部件和尖锐工具。
3. 加工过程中,注意机床的温度变化和润滑油的使用情况,及时调整和补充。
4. 加工过程中如果出现异常情况,立即停止操作并上报维修人员。
5. 操作结束后,清理工作区域,保持机床整洁。
四、安全注意事项1. 禁止非专业人员擅自操作立式加工中心。
2. 加工过程中不得观察旋转部件,以免发生伤害。
3. 加工零件时,严禁用手触摸加工零件和夹紧工件。
4. 手动操作时,要确保周围人员和设备不会受到伤害。
5. 发现设备异常状况,应立即停机排除故障。
五、结语立式加工中心是一种高精度的加工设备,严格的操作规程可以确保其安全稳定的运行。
操作人员在操作过程中一定要严格遵守规程,提高安全意识,保证设备和人员的安全。
立式加工中心操作规程

文件编号:版本号:1/A第 1 页 共 3页立式加工中心操作规程本规程规定了立式加工中心的操作规程。
本规程适用于XXXX 公司 1 机床准备 1.1激活机床打开开关按钮,此时机床和控制器指示灯变亮。
检查急停按钮是否松开至状态,若未松开,按急停按钮,将其松开。
1.2机床回参考点检查操作面板上方式选择旋钮是否在回零模式,若是,则已进入回原点模式;若不是,则操作模式旋钮,使之切换到回原点模式。
1) X 轴回参考点:按手动轴选择旋钮,选择X 轴,按“+”将X 轴回参考点,回到参考点之后,X 轴的回零灯变亮,CRT 上的X 坐标变为“0.000”; 2) Y 轴回参考点,Z 轴回参考点操作方法与X 轴一样 2 对刀数控程序一般按工件坐标系编程,对刀的过程就是建立工件坐标系与机床坐标系之间关系的过程。
其中将工件上表面中心点设为工件坐标系原点。
将工件上其它点设为工件坐标系原点的对刀方法类似。
2.1 立式加工中心对刀立式加工中心在选择刀具后,刀具被放置在刀库中心。
对刀时,首先要使用基准工具在X ,Y 轴方向对刀,再拆除基准工具,将所需刀具装载在主轴上,在Z 轴方向对刀。
1、X 、Y 轴对刀:加工中心在X 、Y 方向对刀时使用的基准工具是寻边器。
寻边器:有固定端和测量端两部分组成。
固定端由刀具夹头夹持在机床主轴上,中心线与主轴轴线重合。
在测量时,主轴以400-600rpm 旋转。
通过手动方式,使寻边器向工件基准面移动靠近,让测量端接触基准面。
在测量端未接触工件时,固定端与测量端的中心线不重合,两者呈偏心状态。
当测量端与工件接触后,偏心距减小,这时使用点动方式或手轮方式微调进给,寻边器继续向工件移动,偏心距逐渐减小。
当测量端和固定端的中心线重合的瞬间,测量端会明显的偏出,出现明显的偏心状态。
这是主轴中心位置距离工件基准面的距离等于测量端的半径。
1) X 轴方向对刀:将操作面板上的方式选择旋钮设为“手动”,进入“手动”方式;按MDI 键盘上的“POS ”按钮,使CRT 界面上显示坐标值;适当使用手动轴选择旋钮和按手动移动“+”、“-”,将机床移动到如图(一)所示的大致位置,按操作面板上的主轴 “启动”按钮,使主轴转动。
850使用说明书

1机械部分1.1主要用途和适用范围高速立式加工中心(V850)是配有CNC系统的三轴联动的加工中心。
该机床可实现铣削、镗孔、扩孔、铰孔、钻孔等多工序的自动工作循环;可精确、高效地完成平面内各种复杂曲线的凸轮、样板、压模、弧形槽等零件的自动加工。
本机床是钻、铣、镗多功能为一体的金属加工机床。
本机床控制部分采用SIEMENS802D交流伺服数控系统或三菱E60S交流伺服数控系统。
运动轴均采用精度较高有预紧力的零间隙滚珠丝杆,机床输出力矩大,工作稳定可靠,机床主轴转速高,运动轴除自动外还可手动操作。
本机床基本上能满足百分之八十左右零件的铣削、钻削要求。
机床适用性广泛,对各种较复杂曲线的凸轮、模板、模具、工具和刀具等零件的半精加工和精加工尤为适宜。
本机床三轴联动,并可控制第四轴,含有RS232接口,可与计算机联接加工复杂工件。
本机床适用于工业机械制造、仪器仪表、纺织、轻工等行业。
1.2机床的基本参数工作台面积(长×宽)mm 1025mm×525mm刀库 BT40-16主轴锥度 ISO.40(BT40)工作台纵向行程 800mm工作台横向行程 500mm工作台垂向行程 500mm主轴转速范围 200-8000rpm主轴最高转速 10000rpmX、Y、Z快速移动速度 10000mm/minX、Y、Z进给速度 10-3000mm/minT型槽宽×槽数(mm) 18×3主电机功率 7.5kW进给电机 X、Z向1.5KW(伺服),Y向2KW(伺服)最小设定单位 0.005/0.001mm定位精度 0.01mm重复定位精度± 0.005mm工作气压 0.4-0.6MPa机床最大承载重量 400kg机床外形尺寸(长×宽×高) 3060mm×1900mm×2200mm机床重量 4200kg1.3高速雕刻基本参数(选件)高速电主轴转速范围:3000-25000r/min功率: 3KW安装夹头 ER201.4激光切割、雕刻基本参数(选件)1.5.1主轴传动说明主轴运动由主轴伺服电机直接由主轴伺服驱动控制电机轴,通过同步带轮驱动主轴旋转,使传速从200-10000rev/min范围内无级调速。
立式加工中心操作指导书

立式加工中心操作指导书(ISO9001-2015)一、安全操作规程1.1机床通电后,检查各开关、按键是否正常、灵活,机床有无异常现象。
1.2检查电压、气压、油压是否正常,有手动润滑的部位要先进行手动润滑。
1.3各坐标轴手动回零(机械原点)。
1.4在进行工作台回转交换时,台面上、护罩上、导轨上不得有异物。
1.5机床空运转十五分钟以上,以使机床达到热平衡状态。
1.6程序输入后,应认真核对,保证无误。
1.7按工艺规程安装、找正夹具。
1.8正确测量和计算工件坐标系。
1.9将工件坐标系输入到机床,认真核对。
1.10未装工件前,空运行一次程序,看程序能否顺利执行,刀具长度选取和夹具安装是否合理,有无超程现象。
1.11刀具补偿值(刀长、半径)输入后,要对刀补号、补偿值、正负号、小数点进行认真核对。
1.12注意螺钉压板、工件是否妨碍刀具运动。
1.13检查各刀头的安装方向及各刀具旋转方向是否符合程序要求。
1.14检查各刀具形状和尺寸是否符合加工工艺要求,是否碰撞工件和夹具。
1.15镗刀头尾部露出刀杆直径部分,必须小于刀尖露出刀杆直径部分。
1.16检查每把刀柄在主轴孔中是否都能拉紧。
1.17不管是首件试切,还是周期性重复加工,第一件都必须对照图纸、工艺规程和刀具调整卡,进行逐把刀具、逐段程序的试切。
1.18试切时,快速进给和切削进给速度倍率开关必须打到低档。
1.19每把刀首次使用时,必须先确定它的实际长度与所给刀具补偿值是否一致。
1.20在程序运行中,要重点观察显示屏上的坐标显示,工作寄存器和缓冲寄存器显示,主程序和子程序显示。
1.21试切进刀时,在刀具运行至工件表面30~50mm处,必须在进给保持下,验证Z轴剩余坐标值和X、Y轴坐标值与程序数据是否一致。
1.22对一些有试切要求的刀具,采用“渐进”的方法,如镗孔,可先试镗一小段,检查合格后,再继续加工。
使用刀具半径补偿功能时,可边试切边修改补偿值。
1.23刃磨刀具和更换刀具后,要重新测量刀长并修改刀补值和刀补号。
立式加工中心VDF-850

VDF850立式加工中心售前技术资料目录第一部分VDF-850立式加工中心简介 (3)一、VDF-850主体构成 (3)二、VDF-850主要性能和特点 (3)三、VDF-850立式加工中心主要技术参数 (5)四、VDF-850机床标准配置 (5)五、VDF-850机床选择配置 (6)六、VDF-850立式加工中心主要配套件一览表 (6)七、VDF-850立式加工中心随机附件清单 (7)八、VDF-850立式加工中心随机工具清单 (7)九、VDF-850立式加工中心随机资料清单 (8)十、VDF-850机床工作条件 (8)第二部分机床外观图 (9)第三部分机床安装图 (10)第四部分精度检验标准 (12)第五部分部分标准配置图表 (12)第六部分部分选择配置图表 (13)第一部分VDF-850立式加工中心简介一、VDF-850主体构成二、VDF-850主要性能和特点VDF-850立式加工中心是大连机床集团公司引进先进技术生产的新一代数控机床,该机床独特坚稳持久的刚性结构,经由工程力学的反复仿真与计算,设计坚稳的床身结构,达到刚性倍增而质量精简的工程需求。
全面硬化处理的移动滑轨,搭配精密的研磨加工,组合出令人满意的精度品质。
不仅适用于板类、盘类、壳体类、精密零件的加工,而且适用于模具加工。
机床带有自动刀具交换系统,全封闭式防护罩,自动润滑系统、冷却系统、自动排屑装置、手动喷枪及便携式手动操作装置(MPG)。
零件一次装夹后可完成铣、镗、钻、扩、铰、攻丝等多工序加工,具有自动化程度高、可靠性强、操作简单、方便、宜人,整体造型美观大方、机电一体化程度高等优点。
1、机床底座、立柱、主轴箱体、十字滑台、工作台等基础件全部采用高强度铸铁,组织稳定,永久确保品质。
铸件结构均经过机床动力学分析和有限元分析,合理的结构程度与加强筋的搭配,保证了基础件的高刚性。
宽实的机床底座,箱形腔立柱、负荷全支撑的十字滑台可确保加工时的重负载能力。
VDF-850加工中心主轴单元结构分析
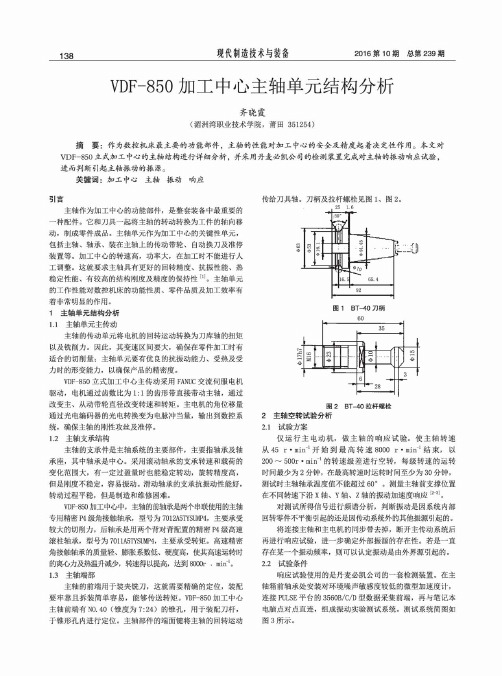
传给刀具轴。刀柄及拉杆螺栓见图1、图 2 。
2 主轴空转试验分析 2 . 1 试验方案
仅 运 行 主 电 动 机 ,做 主 轴 的 响 应 试 验 。使 主 轴 转 速 从 45 r . mirf1 开 始 到 最 高 转 速 8000 r . mirf1 结 束 , 以 2 0 0 〜 500r •mirf1 的 转 速 级 差 进 行 空 转 ,每 级 转 速 的 运 转 时 间 最 少 为 2 分钟,在最高转速时运转时间至少为3 0 分 钟 , 测试时主轴轴承温度值不能超过6 0 ° 。测量主轴前支撑位置 在 不同转速下沿X 轴 、Y 轴 、Z 轴的振动加速度响应%3]。
主 轴 的 支 承 件 是 主 轴 系 统 的 主 要 部 件 ,主 要 指 轴 承 及 轴 承 座 ,其中轴承是中心。采用滚动轴承的支承转速和载荷的 变 化 范 围 大 ,有 一 定 过 盈 量 时 也 能 稳 定 转 动 ,旋 转 精 度 髙 , 但 是 刚 度 不 稳 定 ,容 易 振 动 。滑 动 轴 承 的 支 承 抗 振 动 性 能 好 , 转 动 过 程 平 稳 ,但 是 制 造 和 维 修 困 难 。
138
现代制造技术与裝备
2016第 10期 总 第 239期
VDF-850加工中心主轴单元结构分析
齐晓霞
(湄洲湾职业技术学院,莆 田 351254)
摘 要 :作 为 数 控 机 床 最 主 要 的 功 能 部 件 ,主 轴 的 性 能 对 加 工 中 心 的 安 全 及 精 度 起 着 决 定 性 作 用 。本 文 对 V D F - 8 5 0 立 式 加 工 中 心 的 主 轴 结 构 进 行 详 细 分 析 ,并 采 用 丹 麦 必 凯 公 司 的 检 测 装 置 完 成 对 主 轴 的 振 动 响 应 试 验 , 进而判断引起主轴振动的振源。
850使用说明书
1机械部分1.1主要用途和适用范围高速立式加工中心(V850)是配有CNC系统的三轴联动的加工中心。
该机床可实现铣削、镗孔、扩孔、铰孔、钻孔等多工序的自动工作循环;可精确、高效地完成平面内各种复杂曲线的凸轮、样板、压模、弧形槽等零件的自动加工。
本机床是钻、铣、镗多功能为一体的金属加工机床。
本机床控制部分采用SIEMENS802D交流伺服数控系统或三菱E60S交流伺服数控系统。
运动轴均采用精度较高有预紧力的零间隙滚珠丝杆,机床输出力矩大,工作稳定可靠,机床主轴转速高,运动轴除自动外还可手动操作。
本机床基本上能满足百分之八十左右零件的铣削、钻削要求。
机床适用性广泛,对各种较复杂曲线的凸轮、模板、模具、工具和刀具等零件的半精加工和精加工尤为适宜。
本机床三轴联动,并可控制第四轴,含有RS232接口,可与计算机联接加工复杂工件。
本机床适用于工业机械制造、仪器仪表、纺织、轻工等行业。
1.2机床的基本参数工作台面积(长×宽)mm 1025mm×525mm刀库 BT40-16主轴锥度 ISO.40(BT40)工作台纵向行程 800mm工作台横向行程 500mm工作台垂向行程 500mm主轴转速范围 200-8000rpm主轴最高转速 10000rpmX、Y、Z快速移动速度 10000mm/minX、Y、Z进给速度 10-3000mm/minT型槽宽×槽数(mm) 18×3主电机功率 7.5kW进给电机 X、Z向1.5KW(伺服),Y向2KW(伺服)最小设定单位 0.005/0.001mm定位精度 0.01mm重复定位精度± 0.005mm工作气压 0.4-0.6MPa机床最大承载重量 400kg机床外形尺寸(长×宽×高) 3060mm×1900mm×2200mm机床重量 4200kg1.3高速雕刻基本参数(选件)高速电主轴转速范围:3000-25000r/min功率: 3KW安装夹头 ER201.4激光切割、雕刻基本参数(选件)1.5.1主轴传动说明主轴运动由主轴伺服电机直接由主轴伺服驱动控制电机轴,通过同步带轮驱动主轴旋转,使传速从200-10000rev/min范围内无级调速。
加工中心cnc850使用说明书
加工中心CNC850说明书1机械部分1.1主要用途和适用范围高速立式加工中心(V850)是配有CNC系统的三轴联动的加工中心。
该机床可实现铣削、镗孔、扩孔、铰孔、钻孔等多工序的自动工作循环;可精确、高效地完成平面内各种复杂曲线的凸轮、样板、压模、弧形槽等零件的自动加工。
本机床是钻、铣、镗多功能为一体的金属加工机床。
本机床控制部分采用SIEMENS802D交流伺服数控系统或三菱E60S交流伺服数控系统。
运动轴均采用精度较高有预紧力的零间隙滚珠丝杆,机床输出力矩大,工作稳定可靠,机床主轴转速高,运动轴除自动外还可手动操作。
本机床基本上能满足百分之八十左右零件的铣削、钻削要求。
机床适用性广泛,对各种较复杂曲线的凸轮、模板、模具、工具和刀具等零件的半精加工和精加工尤为适宜。
本机床三轴联动,并可控制第四轴,含有RS232接口,可与计算机联接加工复杂工件。
本机床适用于工业机械制造、仪器仪表、纺织、轻工等行业。
1.2机床的基本参数单机功率 18KW总功率 36KW工作台面积(长×宽)mm 1025mm×525mm刀库 BT40-16主轴锥度 ISO.40(BT40)工作台纵向行程 800mm工作台横向行程 500mm工作台垂向行程 500mm主轴转速范围 200-8000rpm主轴最高转速 10000rpmX 、Y 、Z 快速移动速度 10000mm/minX 、Y 、Z 进给速度 10-3000mm/minT 型槽宽×槽数(mm ) 18×3主电机功率 7.5kW进给电机 X 、Z 向1.5KW(伺服),Y 向2KW(伺服)最小设定单位 0.005/0.001mm定位精度 0.01mm重复定位精度 ± 0.005mm工作气压 0.4-0.6MPa机床最大承载重量 400kg机床外形尺寸(长×宽×高) 3060mm ×1900mm ×2200mm机床重量 4200kg1. 3高速雕刻基本参数(选件)高速电主轴 转速范围:3000-25000r/min功率: 3KW安装夹头 ER201.4激光切割、雕刻基本参数(选件)1.5机床的传动系统1.5.1主轴传动说明主轴运动由主轴伺服电机直接由主轴伺服驱动控制电机轴,通过同步带轮驱动主轴旋转,使传速从200-10000rev/min 范围内无级调速。
加工中心CNC850使用说明书(DOC)
加工中心CNC850说明书1机械部分1.1主要用途和适用范围高速立式加工中心(V850)是配有CNC系统的三轴联动的加工中心。
该机床可实现铣削、镗孔、扩孔、铰孔、钻孔等多工序的自动工作循环;可精确、高效地完成平面内各种复杂曲线的凸轮、样板、压模、弧形槽等零件的自动加工。
本机床是钻、铣、镗多功能为一体的金属加工机床。
本机床控制部分采用SIEMENS802D交流伺服数控系统或三菱E60S交流伺服数控系统。
运动轴均采用精度较高有预紧力的零间隙滚珠丝杆,机床输出力矩大,工作稳定可靠,机床主轴转速高,运动轴除自动外还可手动操作。
本机床基本上能满足百分之八十左右零件的铣削、钻削要求。
机床适用性广泛,对各种较复杂曲线的凸轮、模板、模具、工具和刀具等零件的半精加工和精加工尤为适宜。
本机床三轴联动,并可控制第四轴,含有RS232接口,可与计算机联接加工复杂工件。
本机床适用于工业机械制造、仪器仪表、纺织、轻工等行业。
1.2机床的基本参数单机功率 18KW总功率 36KW工作台面积(长×宽)mm 1025mm×525mm刀库 BT40-16主轴锥度 ISO.40(BT40)工作台纵向行程 800mm工作台横向行程 500mm工作台垂向行程 500mm主轴转速范围 200-8000rpm主轴最高转速 10000rpmX、Y、Z快速移动速度 10000mm/minX、Y、Z进给速度 10-3000mm/minT型槽宽×槽数(mm) 18×3主电机功率 7.5kW进给电机 X、Z向1.5KW(伺服),Y向2KW(伺服)最小设定单位 0.005/0.001mm定位精度 0.01mm重复定位精度± 0.005mm工作气压 0.4-0.6MPa机床最大承载重量 400kg机床外形尺寸(长×宽×高) 3060mm×1900mm×2200mm机床重量 4200kg1.3高速雕刻基本参数(选件)高速电主轴转速范围:3000-25000r/min功率: 3KW安装夹头 ER201.4激光切割、雕刻基本参数(选件)1.5.1主轴传动说明主轴运动由主轴伺服电机直接由主轴伺服驱动控制电机轴,通过同步带轮驱动主轴旋转,使传速从200-10000rev/min范围内无级调速。
850数控加工中心机械说明书 中英文
VIII 目录 Catalog B………………………………….
使用说明书 Operating instruction Operating manual
电气说明书 electrical operating instruction Electrical operating manual
1. 产品、说明书中相关事项
Related matters in machine and manual book
本说明书中未记载的事项,请解释为“不可以”。 If the matters do not specified in this book, please explain “cannot”. 在编写本说明书时,是假定为附加了所有的选配功能。在使用时,请通过机械制 造商所刊行的规格书加以确认。 When editing this book, we assume all the optional functions are attached. When using the machine, it should be subject to the sale contract. 能够使用的画面及功能,因各 NC 系统(或版名)而异。在使用前,务必对规格 加以确认。 According to different NC system (or version), the panel and function will be different. Please be sure to confirm before using.
2. 设置、组装相关事项 Related matters in setting up and assembling