Deform软件在实心轴开式冷挤压单位挤压力求解中的应用
DEFORM-3D在温挤压中的应用
Deform-3D在温挤压中的应用林喜佳(广东工业大学,材料与能源学院,广东省广州市,510006)摘要:Deform(Design Environment for Forming)是一套基于有限元分析的工艺仿真系统,用于分析金属成形及相关工业的各种成形工艺和热处理工艺。
本文通过利用Deform 3D有限元软件对泵盖的挤压进行数值模拟,通过网格划分、有限元方法(FEM)求解器和点追踪等功能的应用,对速度、应力和应变进行分析,从而得到金属成形过程的流动规律,温度场、力学场分布以及成形件可能存在的问题。
关键词:Deform;金属成形;温挤压Deform是一套基于有限元分析的工艺仿真系统,用于分析金属成形及相关工业的各种成形工艺和热处理工艺。
通过在计算机上模拟整个加工过程,可减少昂贵的现场试验成本,提高工模具设计效率,降低生产和材料成本,缩短新产品的研究开发周期。
随着新工艺、新技术、新设备和新产品的不断更新,挤压工艺面临着越来越大的挑战。
与此同时,各行业对成形件的质量和精度的要求也越来越高,生产的成本越来越低。
于是,计算机辅助工程分析作为计算机分析方法已成为共识,它是提高挤压水平的重要技术手段。
1 Deform概况及功能Deform不同于其他有限元程序,它是专为金属成形设计的。
它具有非常友好的图形用户界面,帮助用户很方便地进行准备数据和成形分析。
这样工程师便可把精力主要集中在工艺分析上,而不是去学习繁琐的计算机系统。
Deform专为大变形问题设计了一个全自动的、优化的网格再划分系统。
Deform是一个高度模块化、集成化的有限元模拟软件,它主要包括前处理器、模拟器、后处理器三大模块。
前处理器处理模具和坯料的材料信息及集合信息的输入、成形条件的输入,建立边界条件,还包括有限元网格自动生成器;模拟器是集弹性、弹塑性、刚塑性、热传导于一体的有限元求解器;后处理器是将模拟结果可视化,并输出模拟结果数Deform的功能主要包括成形分析和热处理两部分:⑴成形分析:①冷、温、热锻的成形和热传导耦合分析,提供材料流动、模具充填、成形载荷、模具应力、纤维流向、缺陷形成和韧性破裂等信息;②丰富的材料数据库,包括各种钢、铝合金、铜合金、钛合金等,用户还可以自行输入材料参数;③刚性、塑性和热粘塑性材料模型,特别适用于大变形成形分析;弹塑性材料适用于分析残余应力和回弹问题。
谈谈国内花键轴轴向挤压的发展方向
谈谈国内花键轴轴向挤压的发展方向聂兰启;王国林;钱进浩【摘要】主要介绍了花键挤压的优点和国内花键挤压成形技术现状,展示了国内已经在研发生产的矩形花键和各种渐开线齿形花键,如摩托车起动机构主轴和副轴,农用车、轿车、微型车半轴和汽车变速器传动轴等,花键的材料有20Cr,20CrMo,45钢,40Cr,42CrMo,Gr15钢和不锈钢.最后叙述了应该大力研究花键轴在轴向挤压时,挤压坯料的硬度、挤压温度、挤压模入模口半锥角、模口圆角、凹模模口轮廓形状等参数与挤压成形的关系.【期刊名称】《精密成形工程》【年(卷),期】2013(005)001【总页数】6页(P41-46)【关键词】花键;轴向挤压;发展【作者】聂兰启;王国林;钱进浩【作者单位】山东红旗机电有限公司,山东潍坊261031;山东交通职业学院机电工程学院,山东潍坊261100;苏州银涛精密锻造有限公司,江苏苏州215132【正文语种】中文【中图分类】TG376花键连接与一般的键连接相比为多键连接。
由于花键连接具有接触面积大,承载能力高,定心性好,导向性好,齿根较浅,应力集中较小,轴与毂的强度削弱较小等优点,在动力传动中得到了广泛的应用。
例如应用于汽车动力传动装置、轿车手动变速箱倒档装置、摩托车启动电机中的驱动装置等众多领域。
1 花键加工工艺我国大多数厂家依旧采用铣削加工工艺生产花键,如河北、山东、青海等地还有不少工厂生产花键铣床。
国内仅重庆、江苏等地有少数厂家应用了塑性成形工艺如冷挤压成形进行花键生产加工。
冷挤压工艺是在冷态下,将金属毛坯放入模具型腔中,在较大的压力和一定的速度作用下,迫使金属从凹模型腔中挤出,从而获得所需的形状、尺寸以及具有一定力学性能的挤压件。
冷挤压加工花键轴和传统的加工工艺比较有如下优点。
1)精度高。
用冷挤压法加工花键,所有齿形一次挤出。
齿形精度由凹模决定,产品质量稳定,花键饱满,轮廓清晰,工件出模回弹量较小,表面粗糙度Ra 可达 0.4 μm。
DEFORM_3D有限元软件在冷挤压工艺模拟中的应用_王斌

DEFORM -3D 有限元软件在冷挤压工艺模拟中的应用王斌1,2,何柏林1,江民华1,宋燕1(1.华东交通大学机电工程学院,江西南昌330013;2.华东交通大学理工学院,江西南昌330100)摘要:要提高冷挤压产品的质量、提高材料利用率、提高模具寿命、减少锤击次数、节约能源、缩短产品开发周期,必须提高冷挤压模具设计的科学性。
模拟技术可以用来优化设计方案,降低生产成本,保证设计的合理性。
通过实例分析介绍了DEFORM-3D 软件在载荷计算、应力应变分布、缺陷分析和预防、流线查看等方面的应用。
关键词:DEFORM-3D ;应力分布;优化设计;流线查看;冷挤压中图分类号:TG376文献标识码:A文章编号:1000-8365(2013)04-0474-03Application of DEFORM -3D Software in Simulation of Cold Extrusion ProcessWANG Bin 1,2,HE Bolin 1,JIANG Minhua 1,SONG Yan 1(1.School of Mechanical &Electrical Engineering,East China Jiaotong University,Nanchang 330013,China;2.Institute of Technology,East China Jiaotong University,Nanchang 330100,China)Abstract :To improve the quality of cold extrusion products,increase material utilization,improve die life,reduce hammering times and energy conservation,shorten the development cycle of product,the scientific of cold extrusion dies in design must be improved.Simulation technology can be used to optimize the design program of dies,reduce production costs,and ensure the rationality of the die design.The applications of DEFORM-3D software were introduced by examples in load calculation,stress and strain distribution,defect analysis and prevention,stream line view,etc.Key words :DEFORM-3D;stress distribution;optimal design;streamline view;cold extrusion在我国,高等院校在锻造成形的数值模拟与物理模拟应用较好,并通过产学研结合方式,应用并解决了大量工程实际问题。
基于Deform_3D的传动齿轮冷挤压成形工艺研究_王广卉

3.1 两种成形方案模拟结果 方案Ⅰ与方案Ⅱ经过冷挤压模拟后最终成形的
形状如图 2(a)、(b)所示。 方案Ⅰ中模拟共进行了 158 步,方案Ⅱ中的模拟共进行了 97 步。 在冷挤压成形 工艺中,零件的最终形状由模具内腔保证,如果零件 与 模 具 内 腔 贴 合 完 全 , 则 可 形 成 尺 寸 准 确 的 制 件 [8]。 经过 Deform 后处理中的 contact 功能显示, 可以看 出,方案Ⅱ成形零件贴靠模具,与方案Ⅰ比较,完全 可以满足零件尺寸要求,获得合格的产品,证明了方 案Ⅱ的可行性。
(a)方 案 Ⅰ
(b)方 案 Ⅱ
图 2 两种成形方案零件的最终挤压形状 Fig.2 The final extrusion shape of the part in two kinds of
forming schemes
在 Deform 后处理中查看模拟数值云图, 方案 Ⅰ和方案Ⅱ的应变场、 应力场和速度场, 分别如图 3、4 所示。 从等效应变图可以看出,在方案Ⅰ中零件 最大等效应变为 7.34,方案Ⅱ中为 5.17;在等效应力 图中, 零件获得的最大等效应力在方案Ⅰ中为 914
析。 模拟结果表明,一次复合挤压成形同样可以得到形状精确的传动齿轮,而且具有更好的金属流动性能,说明传动齿
轮一次冷挤压成形是可行的。
关键词:冷挤压工艺; Deform; 传动齿轮; 数值模拟
中 图 分 类 号 :TG376.3
文 献 标 识 码 :A
文 章 编 号 :1001-3814(2014)23-0154-03
F D
B
G
B
(a)等 效 应 变 分 布
A=0.000
G
E
基于Deform轴类零件台阶圆角开式冷挤压工艺有限元模拟
基于 轴类零件台阶圆角 D e f o r m 开式冷挤压工艺有限元模拟裴未迟,张玉强,孟宪举( 河北联合大学机械工程学院,唐山 063009)摘要:研究了电机轴台阶圆角开式冷挤压过程中金属的流动规律以及不同工艺组合下的变形程度值和轴向镦粗情况,并与实验结果进行对比验证,从而得到完全成形和基本成形时的变形程度和圆角半径的取值范围,给出了阶梯轴开式 冷挤压成形有关过渡圆角挤压的可行范围。
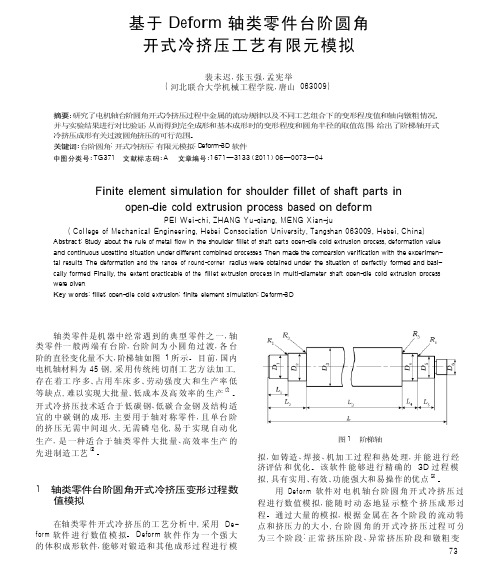
关键词:台阶圆角; 开式冷挤压; 有限元模拟; D eform-3D 软件 中图分类号:TG371 文献标志码:A 文章编号:1671—3133(2011)06—0073—04F i n i t e e l e m e n t s i mu l a t i o n f o r s h o u l d e r f ill e t of s h a ft p a r t s i no p e n -d i e co l d e x t r u s i o n p r oc ess based on d e f o r mP E I W e i -c h i ,Z HA NG Y u-q i a n g ,M E NG X i a n-j u( C o ll ege of M ec h a n i ca l E n g i n ee r i n g ,H ebe i C o n soc i a t i o n Un i v e r s i ty ,T a n gs h a n 063009,H ebe i ,Ch i n a)Ab s tr ac t : Study abo ut t he r u l e of m e t a l f l o w in t he s h o u l d e r f ill e t of shaft parts o p e n-d i e co l d e xt r u s i o n p r ocess ,d e f o r m a t i o n v a l u e and co nt i nu o u s up se tt i n g s i tu a t i o n under d i ff e r e nt co mb i n e d p r ocesses . Then mad e the co mp a r s i o n v e r i f i ca t i o n w i th the e xp e r i m e n- t a l r es u l t s . The d e f o r m a t i o n and the range of round-corner r a d i u s were o bt a i n e d under the s i tu a t i o n of p e r f ec t l y formed and b as i - ca ll y f o r m e d . F i n a ll y ,th e extent p r ac t i ca b l e of the f ill e t e xt r u s i o n p r ocess in mu l t i -d i a m e t e r shaft o p e n-d i e co l d e xt r u s i o n p r ocess wer e g i v e n .K e y w o r d s : f ill e t ; o p e n-d i e co l d e xt r u s i o n ; f i n i t e e l e m e nt s i mu l a t i o n ; D e f o r m-3D轴类零件是机器中经常遇到的典型零件之一,轴 类零件一般两端有台阶,台阶间为小圆角过渡,各台 阶的直径变化量不大,阶梯轴如图 1 所示。
综合运用HyperMesh和Deform的汽车顶杆有限元分析
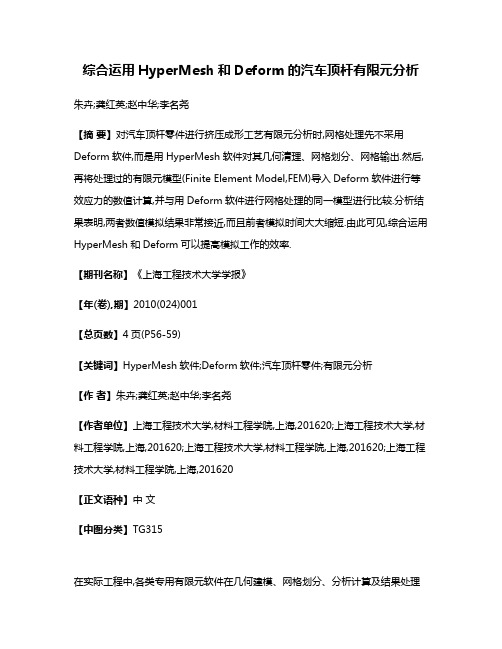
综合运用HyperMesh和Deform的汽车顶杆有限元分析朱卉;龚红英;赵中华;李名尧【摘要】对汽车顶杆零件进行挤压成形工艺有限元分析时,网格处理先不采用Deform软件,而是用HyperMesh软件对其几何清理、网格划分、网格输出.然后,再将处理过的有限元模型(Finite Element Model,FEM)导入Deform软件进行等效应力的数值计算,并与用Deform软件进行网格处理的同一模型进行比较.分析结果表明,两者数值模拟结果非常接近,而且前者模拟时间大大缩短.由此可见,综合运用HyperMesh和Deform可以提高模拟工作的效率.【期刊名称】《上海工程技术大学学报》【年(卷),期】2010(024)001【总页数】4页(P56-59)【关键词】HyperMesh软件;Deform软件;汽车顶杆零件;有限元分析【作者】朱卉;龚红英;赵中华;李名尧【作者单位】上海工程技术大学,材料工程学院,上海,201620;上海工程技术大学,材料工程学院,上海,201620;上海工程技术大学,材料工程学院,上海,201620;上海工程技术大学,材料工程学院,上海,201620【正文语种】中文【中图分类】TG315在实际工程中,各类专用有限元软件在几何建模、网格划分、分析计算及结果处理方面各有专长.虽然大多数情况下,只需单一软件就能完成整个有限元分析过程,但过程往往比较复杂,效率不高,顾此失彼,达不到预期效果.所以,结合各软件的长处,灵活运用就显得尤为必要.汽车顶杆采用冷挤压成形,挤压工艺有限元分析比较主流软件之一是Deform.它是美国SF TC(Scientific Forming Technologies Corporation)公司开发的具有2D/3D模拟功能的专业金属成形CAE软件,拥有基于有限元分析方法的工艺仿真系统,广泛用于分析金属成形及其相关的各种成形工艺及热处理工艺[1].但其前处理模块几何建模和网格划分功能较差,且操作较为不便,尤其是对于比较复杂的结构更为困难.汽车顶杆零件的几何建模选择UG.UG软件是美国EDS公司的产品,是采用基于约束的特征建模和传统几何建模为一体的复合建模技术,建模高速高效,在曲面造型方面特别强[2].网格处理时,采用 HyperMesh软件应用于Deform的前处理,可以提高模拟质量和效率,节省整个分析流程的时间.HyperMesh是Altair HyperWorks的应用模块之一,广泛应用于汽车行业有限元分析领域.它是一个创新、开放的企业级CAE平台,集成设计与分析所需各种工具,具有卓越性能以及高度的开放性、灵活性和友好的用户界面.HyperMesh特点在于:有限元网格划分操作简单方便,网格划分速度快;有限元网格划分有限元单元质量非常好,便于修改网格,满足实际工程分析需要;与其他多种CAD和CAE软件有良好的接口[3-4].1 使用HyperMesh处理网格利用HyperMesh作为Deform的网格处理工具,其实现过程主要为几何清理、网格划分和网格输出.1.1 几何特征的清理FEM模型是只需要简化的几何模型,要求对模型部件的一些细节进行简化,如倒圆角、小孔等.但有时几何模型导入过程中也会出错,比如曲面间存有缝隙、重叠、边界错位等.在FEM 模型建立过程中,几何清理极其重要,原因在于:1)几何清理是划分网格的根本,几何清理的好坏直接影响到网格质量.2)几何清理降低分析人员的工作量,对于一些不影响整体功能的小特征给予适当抑制,在减少工作量的同时也提高了网格质量.3)几何清理有助于提高网格的美观程度.采用UG软件建立汽车顶杆零件3D几何模型后,以 .iges格式导入HyperMesh,对导入的模型进行几何特征的清理.汽车顶杆零件的几何造型相对简单,不需要太多的简化模型.若针对其他较为复杂的几何模型,则可用HyperMesh中“defeature”模块的“pinhole”功能项删除小孔,“surf fillets”功能项删除面倒圆,“edge fillet”功能项删除边倒圆等.这里主要是对导入的模型进行几何模型的检查与修复. 将汽车顶杆零件3D几何模型导入HyperMesh时,并没有以实体的形式显示,只是呈现出一些封闭的曲线,在结合了HyperMesh中的“auto clean”等检查后,发现无异常曲线存在,且曲线间连接正常.汽车顶杆的分析与手机外壳等薄板类零件不同,故抽取中面的分析方法用在此处不合适[5].1.2 网格划分HyperMesh模块具有强大的网格划分能力.页面菜单提供强大的2D,3D网格划分功能,HyperMesh的“automesh”模块是一个智能的网格生成工具.该模块会根据用户指定的单元大小自动地对分析区域生成的粗略网格进行有限元求解,从求解结果判断求解区域梯度高低,再在该处局部细化网格,如此反复进行,直至网格密度分布合理为止.鉴于汽车顶杆是回转体对称结构,对模型实体化之后取其中1/4进行分析,生成网格后,用“reflect”面板将其对称还原即可.遵循HyperMesh软件划分网格的一般原则,先画2D三角形网格,然后,通过3D页面菜单进入“tetramesh”,借助“volume tetra”子选项由平面三角形网格生成四面体网格[5].在此过程中的技术要点如下:1)在“interactive”模式下,曲面自动生成网格,发现曲面连接处网格与实体贴合不理想,可以及时补充节点,在增加了3个节点之后,网格变细,较好地贴合实体轮廓,如图1所示.图1 增加网格节点后网格更贴合几何体轮廓Fig.1 Mesh more fitting profile geometry by inereasing nodes2)划分完2D网格之后,要及时查看网格质量 ,可以结合“check element”和“qualityindex”等工具检查,调整单元质量.对于2D网格来说,“aspect ratio”,“skew”,“min size” ,“min angle tria”和“max angle tria”等指标特别重要,可以将“check element”面板中的“standard”改为“assign plot”,不同的网格色块会直观地反映网格质量,对个别质量较差的单元,反复使用“check elem”,“failed save”和“mask”等功能,或者用“edit element”调整单元.最后,根据质量指标(QI)值对全部单元标准指标进行评判,理论上来说QI值越小越好,如图2所示.HyperMesh软件无法直接对3D网格模型进行调节,所以,要严格控制2D网格单元的质量,以便生成优质3D网格单元.3D网格单元质量中,比较重要的指标是雅可比(Jacobian)值,一般要求该值大于0.6.图2 通过QI改善网格质量Fig.2 Improving mesh quality By QI3)经过反复测试,采用HyperMesh软件对单元网格进行整体连接检查时,会生成一些其他的层,如“face”等,在最后导出网格时,要求删除 2D网格层和其他不需要的图层,将所有信息合并到3D网格所在的唯一层,否则,网格无法导入Deform软件进行后续分析.1.3 网格输出HyperMesh软件导出FEM模型比较方便,导出时注意导出文件类型为“custome”,同时,加载“templates\feoutput\Deform\fea.key”临时文件即可,此时的有限元文件格式就是Deform软件中的求解器可以识别的文件格式.在Deform软件的“mesh”选项中,一次性将几何实体与网格一起导入Deform软件,结果如图3所示.图3 四面体网格Fig.3 Tetrahedral mesh2 使用Deform计算等效应力将HyperMesh划分好网格的顶杆有限元模型编号为1,由Deform自带的前处理器划分网格(网格数控制为相同)的汽车顶杆有限元模型编号为2.因为汽车顶杆是在室温下挤压成形的,故无需考虑温度制度.同时,零件上下两部分接口处受3向压力作用,受力情况复杂,取得该处的等效应力数值有利于改善模具设计以及调整设备功率.在Deform模拟时,两者设置同样的凹凸挤压模、顶杆材质、步长(一般为最小网格长度的1/3)和增量、定位关系和上模运动速率.在边界条件的设置中,选择cold forming(steel dies)库仑摩擦因数为0.12,与模具的接触容差设为0.0218,生成全部的接触点[6-7].等待运行结束后,在模拟文件Log中分别提取结果,如图4所示.图4 2个模型模拟结果文本文件Fig.4 Text files of 2 model simulation results 从文本文件可以读出1号模型的过程顺利,没有网格质量问题,模拟总耗时为363 s.而2号模型出现“program stopped because of bad element shaped”,进行了一段时间的remeshing,总共耗时557 s.后处理中,分别在2个汽车顶杆零件上下连接处选取不同位置的3点进行等效应力数值比较,发现1号模型的 3点受力分别为15.9,15.3和9.01 MPa,2号模型的3点受力分别为16.1,15.7和9.8 MPa.计算得出的等效应力值比较接近,如图5所示.两模型其他部分的受力情况大体相当,从顶部往底部应力减少,挤压后期,杆部基本不受应力作用.2个模型模拟结果说明,经过HyperMesh划分网格的模型可以成功地导入Deform,计算结果精确、计算速度快. 图5 模型3点等效应力追踪结果Fig.5 Equivalent stress tracking results ofthree points on each model3 结语改进单一采用Deform软件进行冷挤压过程模拟的传统方式,利用HyperMesh强大的网格划分能力和丰富便捷的软件接口,对前处理具有重要影响.将Deform功能较弱的网格划分转移到HyperMesh进行,通过控制2D网格质量生成高质量的3D 网格,再导入Deform中求解计算,避免了Deform只能在模拟过程发现低质网格,无法运算时再重新分网的现状,提高了网格质量,节省了模拟时间.总之,综合运用各类软件的长处,将有限元前处理和求解过程分别放在不同的专业有限元软件中进行处理的措施,极大地提高CAE的分析效率.参考文献:[1] 李传民,王向丽,闫华军,等.DEFORM5.03金属成形有限元分析实例指导教程[M].北京:机械工业出版社,2007.[2] 褚忠,石云波,郝国祥.UGNX5.0模具设计一册通[M].北京:电子工业出版社,2008.[3] 边弘晔,李鹤,闻邦椿.HyperMesh有限元处理关键技术研究[J].机床与液压,2008,36(4):160-164.[4] 叶寅,刘新田,黄虎.轿车后副车驾有限元分析[J].上海工程技术大学学报,2009,23(4):308-311.[5] 刘荣军,吴新跃,郑建华.有限元建模中的几何清理问题[J].机械设计与制造,2005,9(9):145-147.[6] 周勇,傅蔡安.基于DEFORM-3D的微型螺钉冷成形过程有限元分析[J].机械设计与制造,2008(3):109-111.[7] 谭险峰,周庆,刘霞.基于Deform-3d的等通转角挤压变形过程的计算机模拟[J].金属铸锻焊技术,2009,38(9):66-68.。
Deform-3D在挤压中的应用1

Deform-3D在挤压中的应用挤压就是对放在容器(挤压筒)内的金属锭坯从一端施加外力,强迫其从特定的模孔中流出,获得所需要的断面形状和尺寸的制品的一种塑性成型方法。
挤压过程分为开始(填充)挤压阶段、基本(平流)挤压阶段和终了(紊流)挤压三个阶段。
在填充挤压阶段:金属发生横向流动,出现单鼓或双鼓变形。
随着挤压杆的向前移动,挤压力呈直线上升。
随着填充过程中锭坯直径增大,在锭坯的表面层出现了阻碍其自由增大的周向附加拉应力。
随着填充过程进行,锭坯长度缩短,直径增大,中间部分首先与挤压筒壁接触,由于摩擦作用,从而在表面层出现了阻碍金属向前后两个空间流动的纵向附加拉应力。
在基本挤压阶段:金属不发生横向流动。
挤压力随挤压杆向前移动几乎呈直线下降。
在终了挤压阶段:金属的横向流动剧烈增加,并产生环流,挤压力增加,产生挤压缩尾。
这些因素使其变形机理非常复杂,很难用准确的数学关系式进行描述,从而导致生产过程中对产品质量控制的难度增大。
采用DEFORM软件对大变形生产工序进行模拟分析和控制,能有效地对挤压生产进行指导。
这里主要介绍DEFORM塑性成形模拟的基本过程和方法。
关键字:DEFORM 挤压塑性成形DEFORM软件模拟塑性成形的基本流程:(1)几何模型的建立。
DEFORM-3D不具有三维造型功能,所以物理模型要在其他三维软件中建立。
例如用CAD,Pro/e,UG等三维造型软件造型,然后,通过另存为STL格式,实现模型与数值模拟软件间的数据转换。
(2)网格的划分与重划分。
划分网格是将问题的几何模型转化成离散化的有限元网格。
分网时要根据问题本身的特点选择适当的单元类型。
根据问题的几何和受力状态的特点,尽可能的选用比较简单的的单元类型。
网格划分的方法有映射法或称为结构化的方法和自由的或非结构化的方法两种,根据不同问题类型应选用合适的方法划分网格。
网格划分太大则模拟精度降低;网格划分太小模拟准确性上升,但是模拟时间增加,效率降低。
Deform软件在实心轴开式冷挤压单位挤压力求解中的应用_李军
The Application of Deform Software in Solving the Unit Extrusion Pressure of Solid Axis’Open-die Cold Extrusion
LI Jun1, ZHANG Yu-qiang1, MENG Xian-ju1, KONG De-ming2 (1.Institute of Mechanical Engineering,Hebei Polytechnic University, Tangshan 063009, China; 2. No.2 Factory, Shijiazhuang Dongfeng
制造业信息化
仿真 / 建模 / CAD/ CAM/ CAE/ CAPP MANUFACTURING INFORMATIZATION
华中世纪星数控系统用户宏程序的编程技巧
苏亚辉 (宝鸡职业技术学院,陕西 宝鸡 721000)
摘 要:介绍了华中世纪星数控系统用户宏程序功能,结合实际加工环境阐述了宏程序编程的思路和技巧,通过宏程序
在华中数控系统中的宏变量用“#”和变量号表示:#i (i=1,2,3…)。变量种类有 3 种:(1)局部变量:华中数控
系统可以子程序嵌调用,调用的深度最多有 9 层,每一层 子程序都有自己独立的局部变量,变量个数为 50。如当 前局部变量为 #0~#49;第一层局部变量为 #200~#249;依 次类推。(2)全局变量:用户可以自由使用 #50~#199,它 对于由主程序调用的各子程序及各宏程序来说是可以公 用的,可以人工赋值,有断电为空与断电记忆两种。(3)系 统变量定义为有固定用途的变量,它的值决定系统的状 态。系统变量包括刀具偏置变量、接口的输入/输出信号 变量、位置信号变量等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
在宏程序中的各运算符、函数将实现丰富的宏功能, 在华中数控系统中的运算符有:
(1)算术运算符:+、-、*、/ (2)条件运算符:EQ(=)、NE(≠)、GT(>)、GE(≥)、LT (<)、LE(≤)。 (3)逻辑运算符:AND(与)、OR(或)、NOT(非)。 (4)函数:SIN(正弦)、COS(余弦)、TAN(正切)、ATAN (反正切-90°~90°)、ABS (绝对值)、INT (取整)、ATAN2 (反正切-180°~180°)、SIGN (取符号)、SQRT (平方根)、
收稿日期:2009-11-28
机械工程师 2010 年第 2 期 99
挤压示意图如图 1
所示 : [3]
图 1 实心轴开式冷挤压示意图 1.凸模 2.挤压件 3.凹模
文中建模采用 的是与实验模具一 致的模型,利用
SolidWorks 软件建立的工件形状为直径 20.745mm,长度
50mm 的圆柱体,凹模倾角为 8°,然后生成 Deform 软件
可读的 STL 格式的文件,导入 Deform 软件中进行分析。
华中世纪星(HNC)数控系统是基于 PC 的 CNC 数控 装置,是武汉华中数控股份有限公司在华中 I 型(HNC1)高性能数控装置的基础上,满足市场要求开发的高性 能经济型数控装置。该系统适用于各种车、铣床加工中心 等机床的控制,具有开放性好、结构紧凑、集成度高、可靠 性好、性能价格比高、操作维护方便等特点。目前已广泛 用于车、铣、加工中心、车铣复合、磨、锻、齿轮、仿形、激光 加工、纺织机械、玻璃机械、医疗机械等设备。而且为用户 配备了强有力的用户宏程序功能,可以编制各种复杂的 零件加工程序,取得了显著的社会和经济效益。 1 华中数控系统用户宏程序概述 1.1 变量及常量
单位选择国际单位制(SI),温度选择室温 20℃,由于本文
工件材料为 20 钢,故选择材料库中与之对应的型号
AISI-1020,网格采取默认的即可满足要求,最后生成结
点数为 1506、网格数量为 1620。上模和下模均采用型号
为 AISI-H-13 的模具材料。油或石油润滑对钢的摩擦系
数 为 0.08 ~0.10,故
Thermal Power Co., Shijiazhuang 050061, China)
Abstract: The method of using Deform software to get the unit extrusion pressure of solid axis' open-die cold extrusion is discussed and compared with the experimental results. The results show that the data obtained by using Deform software are closed to the true value, and can be used in manufacture. Key words: open-die cold extrusion; deform; unit extrusion pressure
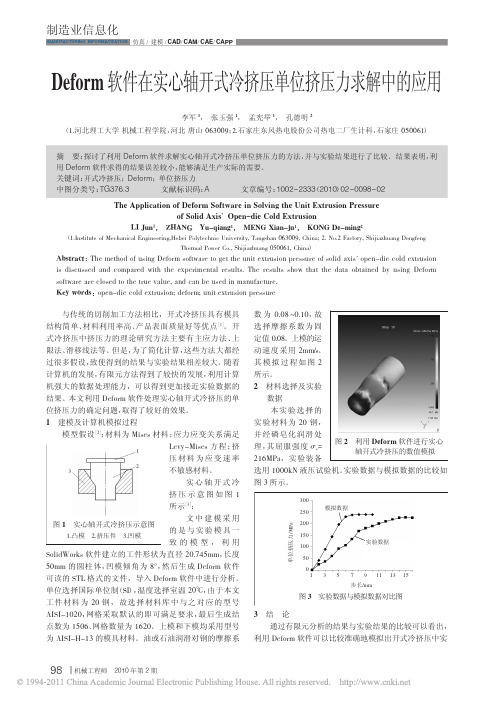
图 3 所示。
单位挤压力/MPa
300 模拟数据
250
200
1503 5 7 9 11 13 15 步长/mm
图 3 实验数据与模拟数据对比图
3结论 通过有限元分析的结果与实验结果的比较可以看出,
利用 Deform 软件可以比较准确地模拟出开式冷挤压中实
98 机械工程师 2010 年第 2 期
制造业信息化
仿真 / 建模 / CAD/ CAM/ CAE/ CAPP MANUFACTURING INFORMATIZATION
华中世纪星数控系统用户宏程序的编程技巧
苏亚辉 (宝鸡职业技术学院,陕西 宝鸡 721000)
摘 要:介绍了华中世纪星数控系统用户宏程序功能,结合实际加工环境阐述了宏程序编程的思路和技巧,通过宏程序
用户宏程序功能是数控加工技术的重要发展,将变 量、表达式和参数方程引入加工程序,并允许在加工程序 中使用逻辑判断语句、循环语句等,将有规律的形状或尺 寸用最短的程序段表示出来,具有极好的易读性和易修 改性,编写出的程序非常简洁,逻辑严密,通用性强,对于 中等难度的零件,使用宏程序进行编程加工要比自动编 程加工快得多。
制造业信息化
MANUFACTURING INFORMATIZATION 仿真 / 建模 / CAD/ CAM/ CAE/ CAPP
Deform 软件在实心轴开式冷挤压单位挤压力求解中的应用
李军 1, 张玉强 1, 孟宪举 1, 孔德明 2 (1.河北理工大学 机械工程学院,河北 唐山 063009;2.石家庄东风热电股份公司热电二厂生计科,石家庄 050061)
心轴单位挤压力随时间的变化规律,实验中单位挤压力最 终 稳 定 在 225MPa 左 右 ,而 利 用 Deform 软 件 结 果 为 238.2MPa,误差仅为 5.9%,远低于利用主应力法的 10%左 右的误差水平。从图 3 中可以看出,模拟数据中单位挤压 力达到最大所需时间要小于实验数据,这主要是由于数值 模拟中所取的步长要大于实验中的真实步长造成的。
机强大的数据处理能力,可以得到更加接近实验数据的
结果。本文利用 Deform 软件处理实心轴开式冷挤压的单
位挤压力的确定问题,取得了较好的效果。
1 建模及计算机模拟过程
模型假设[2]:材料为 Mises 材料;应力应变关系满足
Levy-Mises 方程;挤
1
压材料为应变速率
3
2
不敏感材料。
实心轴开式冷
[参考文献] [1] 汪大年.金属塑性成形原理[M].北京:机械工业出版社,1986.
[2] 洪深泽.冷挤压工艺及模具设计[M].安徽:安徽科学技术出版
社,1985.
[3] 李军.开式冷挤压成型的理论建模及工艺参数的应用研究[D].
天津大学,1997.
(编辑 明 涛)
作者简介:李军(1958-),男,博士学位,教授,硕士生导师,研究方向 为冷锻、开式冷挤压成型理论、工艺设备及塑性成型模拟 技术。
摘 要:探讨了利用 Deform 软件求解实心轴开式冷挤压单位挤压力的方法,并与实验结果进行了比较。结果表明,利
用 Deform 软件求得的结果误差较小,能够满足生产实际的需要。
关键词:开式冷挤压;Deform;单位挤压力
中图分类号:TG376.3
文献标识码:A
文章编号:1002-2333(2010)02-0098-02
The Application of Deform Software in Solving the Unit Extrusion Pressure of Solid Axis’Open-die Cold Extrusion
LI Jun1, ZHANG Yu-qiang1, MENG Xian-ju1, KONG De-ming2 (1.Institute of Mechanical Engineering,Hebei Polytechnic University, Tangshan 063009, China; 2. No.2 Factory, Shijiazhuang Dongfeng
选择摩擦系数为固
定值 0.08。上模的运
动速度采用 2mm/s。
其模拟过程如图 2
所示。
2 材料选择及实验
数据
本实验选择的
实验材料为 20 钢,
并经磷皂化润滑处 理,其屈服强度 σs= 216MPa,实验装备
图 2 利用 Deform 软件进行实心 轴开式冷挤压的数值模拟
选用 1000kN 液压试验机。实验数据与模拟数据的比较如
在华中数控系统中的宏变量用“#”和变量号表示:#i (i=1,2,3…)。变量种类有 3 种:(1)局部变量:华中数控
系统可以子程序嵌调用,调用的深度最多有 9 层,每一层 子程序都有自己独立的局部变量,变量个数为 50。如当 前局部变量为 #0~#49;第一层局部变量为 #200~#249;依 次类推。(2)全局变量:用户可以自由使用 #50~#199,它 对于由主程序调用的各子程序及各宏程序来说是可以公 用的,可以人工赋值,有断电为空与断电记忆两种。(3)系 统变量定义为有固定用途的变量,它的值决定系统的状 态。系统变量包括刀具偏置变量、接口的输入/输出信号 变量、位置信号变量等。
(Baoji Vocational Technology College, Baoji 721000, China)
Abstract: This essay introduced the macro program functions of the Huazhong CNC system and illustrated the programming train of thought and skills of the macro program with the practical process environment. Meanwhile, the essay also discussed the fulfillment function for some common process by using macro program skillfully and logically. Key words: HuaZhong CNC system; macro program; program
可以实现普通加工难以实现的功能,而且程序简练,逻辑性强。
关键词:华中数控系统;宏程序;编程
中图分类号:TG659
文献标识码:A
文章编号:1002-2333(2010)02-0099-02