Samkoon远程控制AKR触摸屏功能操作说明
安川机器人远程控制总结 _机器人端

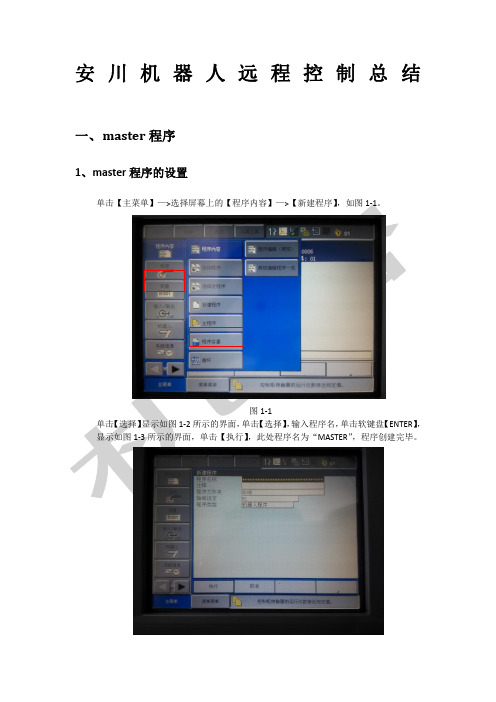
安川机器人远程控制总结一、m aster程序1、master程序的设置单击【主菜单】—>选择屏幕上的【程序内容】—>【新建程序】,如图1-1。
图1-1单击【选择】显示如图1-2所示的界面,单击【选择】,输入程序名,单击软键盘【ENTER】,显示如图1-3所示的界面,单击【执行】,此处程序名为“MASTER”,程序创建完毕。
图1-2图1-3单击【主菜单】—>选择屏幕上的【程序内容】—>【主程序】,如图1-4。
图1-4单击【选择】,显示如图1-5所示的设置主程序界面。
图1-5单击【选择】,出现如图1-6所示的界面,单击【向下】选择“设置主程序”。
图1-6显示如图1-7所示的界面,单击【向下】选择“MASTER”单击【选择】。
如图1-7主程序设置完毕。
2、MASTER程序的编辑单击【主菜单】—>选择【程序内容】—>【选择程序】—>【选择】,出现如图1-7所示的界面,单击【向下】,选择“MSATER”,单击【选择】。
在如图2-1所示的界面下编辑主程序。
图2-1此处以2个工位,每个工位3种工件的工作站为例创建主程序内容,需要熟悉机器人示教器的基本操作(如【命令一览】【插入】【回车】【选择】)。
插入DOUT OT#(1) OFF程序举例:光标定位在左侧行号处,如图2-2,如图单击【命令一览】,选择【I/O】,单击【选择】,选择【DOUT】,如图2-3所示的界面图2-2图2-3单击【选择】,显示如图2-4所示的界面,光标定位在“DOUT”上,单击【选择】,显示如图2-5所示的界面,光标定位到“数据”行的ON,单击【选择】,切换成“OFF”,单击两次【回车】则可出入该指令。
需要指出的是在光标定位处插入指令是向下插入。
图2-4图2-5程序内容如下(安装在机器人中的MASTER程序见附件MASTER):第二行的NAME才是机器人控制器登录的程序名,单纯的修改文件名不能改变程序名/JOB//NAME MASTER//POS///NPOS 0,0,0,0,0,0//INST///DATE 2016/06/01 17:13///ATTR SC,RW///GROUP1 RB1NOP''=初始化=DOUT OT#(1) OFFDOUT OT#(2) OFF'=初始化=''=主程序=*MAIN'***工位1判断***JUMP *JOB1 IF IN#(6)=ON'***工位2判断***JUMP *JOB2 IF IN#(7)=ON'***无工位被选中***JUMP *MAIN'=主程序=''=工位1工件选择程序=*JOB1'***把IGH#(1)的4位赋给B000***DIN B000 IGH#(1)'***当B000=1跳到*JOB1-1标签*** JUMP *JOB1-1 IF B000=1'***当B000=2跳到*JOB1-2标签*** JUMP *JOB1-2 IF B000=2'***当B000=3跳到*JOB1-3标签*** JUMP *JOB1-3 IF B000=3 '***当无工件被选中,暂停***PAUSEJUMP *MAIN'=工位1工件选择程序=''=工位2工件选择程序=*JOB2'***把IGH#(1)的4位赋给B000***DIN B000 IGH#(1)'***当B000=1跳到*JOB2-1标签*** JUMP *JOB2-1 IF B000=1'***当B000=2跳到*JOB2-2标签*** JUMP *JOB2-2 IF B000=2'***当B000=3跳到*JOB2-3标签***JUMP *JOB2-3 IF B000=3'***当无工件被选中,暂停***PAUSEJUMP *MAIN'=工位2工件选择程序=''=工位1的1#工件焊接调用=*JOB1-1DOUT OT#(1) ONCALL JOB:JOB1-1DOUT OT#(1) OFFJUMP *MAIN'=工位1的1#工件焊接调用=''=工位1的2#工件焊接调用=*JOB1-2DOUT OT#(1) ONCALL JOB:JOB1-2DOUT OT#(1) OFFJUMP *MAIN'=工位1的2#工件焊接调用=''=工位1的3#工件焊接调用=*JOB1-3DOUT OT#(1) ONCALL JOB:JOB1-3DOUT OT#(1) OFFJUMP *MAIN'=工位1的3#工件焊接调用=''=工位2的1#工件焊接调用=*JOB2-1DOUT OT#(2) ONCALL JOB:JOB2-1DOUT OT#(2) OFFJUMP *MAIN'=工位2的1#工件焊接调用=''=工位2的2#工件焊接调用=*JOB2-2DOUT OT#(2) ONCALL JOB:JOB2-2DOUT OT#(2) OFFJUMP *MAIN'=工位2的2#工件焊接调用=''=工位2的3#工件焊接调用=*JOB2-3DOUT OT#(2) ONCALL JOB:JOB2-3DOUT OT#(2) OFFJUMP *MAIN'=工位2的3#工件焊接调用=END指令含义如下:IGH#()指令包含4个点,IGH#(1)包含IN#(1)—IN#(4),依次类推二、安川IO基板及端子台1、IO基板和端子台介绍机器人控制柜标配后面板4个机器人通用IO基板CN306~CN309(共40个IO,但是通用IO只有24个,其余16个作为专用IO,IO均是NPN信号,其中的CN307上的OUT17---OUT24为继电器输出,注意订货时端子板和数据连接线是否需另外购买。
机械手触摸屏说明
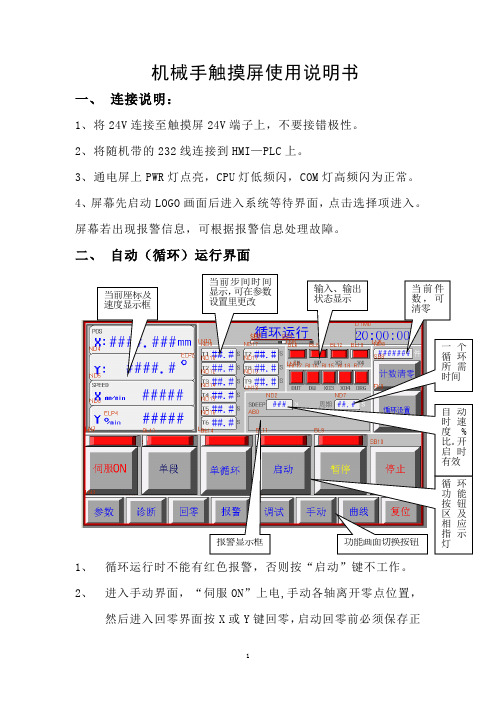
机械手触摸屏使用说明书一、 连接说明:1、将24V 连接至触摸屏24V 端子上,不要接错极性。
2、将随机带的232线连接到HMI —PLC 上。
3、通电屏上PWR 灯点亮,CPU 灯低频闪,COM 灯高频闪为正常。
4、屏幕先启动LOGO 画面后进入系统等待界面,点击选择项进入。
屏幕若出现报警信息,可根据报警信息处理故障。
二、 自动(循环)运行界面1、循环运行时不能有红色报警,否则按“启动”键不工作。
2、 进入手动界面,“伺服ON ”上电,手动各轴离开零点位置,然后进入回零界面按X 或Y 键回零,启动回零前必须保存正确的零点坐标。
步进时间在参数设置界面里,不用延时为0。
3、 运行参数:X 轴行程-500~500最高运行速度80000mm/min,Y轴-360度~360度最高30000度/min 。
加减速No1: 500ms No2:1000ms ,其它值默认。
4、 “暂停”键按下循环暂停等待,再按下“启动”键工作。
5、 “单循环”键按下时,经过一次循环后停止,用于调试或工作结束回到起点。
单循环有周期显示,超过设定周期会报警。
6、 “单段”键主要用于步进调试,再按下“单段“键恢复循环。
7、 按循环设置键可转到各轴循环座标点及速度的设定。
8、 停止时按“停止”键,若再按“启动”键就要从起始点运行。
停止时吸盘等会保持当前状态,如果需要复位点击 “复位”键。
循环运行时进入手动界面各动作键操作无效。
三、手动操作界面1、 手动各轴。
在不回零时也可运行,但不会显示座标,回零后才能显示。
2、 在参数设置界面可预置手动速度值,再经过手动倍率开关选择运行速度,指针是指示速度的倍率,有12种倍率选择。
3、 手动动作状态键只有在循环停止后才有动作输出。
四、 回零操作界面1、 座标栏的数都置零,回零后当前座标显示栏XY 值都应是0,然后手动移动各轴找到机械手的初始位置,将此时显示座标输入至零位座标栏并保存,再次回零后就是零点座标,也就确定了工作循环的初始位置。
触摸屏控制器使用说明书
一. 触摸屏控制器型号:FX-TK04U;FX-TK04R;FX-TK05U;FX-TK05R信息发布内容:1)深圳方显科技触摸屏控制器可用于任何四线、五线电阻屏,11位AD转换,分辨率可到2048*2048。
RS232/USB接口可选。
简单的通讯指令即可实现触摸功能。
支持操作系统:MS-DOS,WINDOWS3.X/9X/ME/NT/2000/XP/CE,LINUX单片机专用触摸屏控制器,车载专用触摸屏控制器,直接提供菜单式操作,大大节约嵌入式MCU资源;MCU专用接口,使您的产品无须改动直接接入触摸屏控制。
2) 深圳方显科技4线触摸屏控制器产品概述FX-TK04R/FX-TK04U触摸屏分辨率:2048x20484点定位25点定位支援鼠标右键支援画线测试驱动程序包括:Windows 98, 2000, NT4, Me, XP, XP Tablet Edition, CE 2.12, CE 3.0, , Linux, DOS & iMac多语系的操作窗口支援多个监视器具备视觉旋转度触摸屏通讯接口:RS232 或USB计算机通讯接口:Pin Header电气参数电源要求: +5VDC ( Maximum 100mA, typical 70mA, 50mV peak to peak maximum ripple)工作温度: 0 to 50℃贮存温度: -40 to 80℃湿度: 95% at 60℃通讯协定:RS232 Model: 9600 bauds, None parity, 8 data bits, 1 stop bitUSB Model: USB 1.1 Low speed采样速度:RS232 Model: Max. 160 points/secUSB Model: Max. 160 points/sec最大按压延迟时间: Max. 35 ms出线顺序: X+, Y+, X-, Y-电阻范围: 200 ~ 900 ohm ( pin to pin on the same layer3) 单片机专用触摸屏控制器FX-TK04RMCU深圳方显科技是国内著名显示及触控产品的专业厂商。
Akko Multi-modes Plus 用户手册说明书

用户手册User ManualMulti-modesPlus规格参数1目录Technical SpecificationsHotKeysSystem Commands (Windows)System Commands (Mac)Backlight SettingsBluetooth Feature OverviewBluetooth Setup Instruction 1Bluetooth Setup Instruction 2Key/Lighting Effects Customization Instruction Akko Warranty and Service Statement 11 12 13 14 15 16 17 18 19 20Menu1规格参数约335*146*42mm约0.88kg中国机械键盘2.4G模式或者有线模式均可搭配驱动实现自定义支持支持PBT材质蓝牙 / 无线 / 有线Type-C To USB2500mAh组合键功能23系统功能(Windows)Fn + 左Win 锁Win键长按 Fn + ~ 5秒恢复出厂设置长按Fn + 右Ctrl 3秒将Ctrl变成Menu (App)键音量/ 灯光亮度_+旋钮功能按下切换4系统功能(Mac)F1 F2 F3 F4降低显示屏亮度增加显示屏亮度开放任务控制呼出SiriF7F8F9F10向后跳(音频)暂停/播放(音频)向前跳过(音频)静音F11F12左Win左Alt调低音量调高音量OptionCommand右Alt Command背光调节5 ArrayCaps Lock电量指示灯锁Win6蓝牙使用指南1.切换到蓝牙模式① 键盘不插USB线未连接电脑使用的状态下,底部电源拨动开关或往左进入Windows系统/或往右进入Mac系统,长按Fn + E / R / T可进行蓝牙匹配,E / R / T按键上蓝灯快闪,即可进入蓝牙匹配模式。
深圳显控触摸屏用户手册

深圳显控 SamDraw 组态软件
用户手册 V3.3
注意 (1) 未经同意,不得对本书的部分或全部内容进行转载、复制。 (2) 本手册的内容,包括规格会有所变动,恕不另行通知。 (3) 本书力求严谨,若您发现不明、错误之处,请与手册卷末公司地址联络,并告知手 册封面上的编号
关于商标等事项 ●Windows 是美国Microsoft 公司的注册商标。 ●可编程序控制器(PLC)名称为各公司的产品。
安全注意事项 在此将安全注意事项分为[危险]、[注意]两种。 危险:误操作会引起险情,有可能造成死亡或重伤。 注意:误操作会引起险情,有可能造成中度损伤或轻伤。 但标记为注意的事项在某种场合会造成严重事故。 请务必遵守记载事项。
警 告
● 在安装、拆卸、连接导线、保养或检测之前,请将电源关闭,否则会导致触电、误操 作或故障发生。 ● 请在触摸屏外部设置紧急停止回路、连锁装置等。否则触摸屏发生故障会引起机械损 坏或造成事故。 ● 通电时请不要触摸端子等有电部分。否则会引起触电。
注 意
● 请不要使用在开箱时发现已损坏或变形的产品,否则会导致故障或误操作。 ● 请不要使本机受到如坠落或翻倒等类似冲击,否则会造成产品损坏、故障。 ● 请在操作说明书及使用手册规定的环境下保管及使用。 在高温、多湿、结霜、灰尘、腐蚀性气体、油污、有机溶剂、润滑剂、大振动、冲击 等环境下保管及使用,有可能造成触电、火灾、误动作等故障。 ● 请在确保安全的情况下,在运行中传送画面数据。否则有可能因误操作造成机械破损 或故障。 ● 在软件工作中(与连接设备通讯)请不要关闭电源,否则会造成数据丢失、机器损坏 或故障。 ● 请在手册中规定的软件动作环境下使用及操作。否则会造成故障、误动作。 ● 确实连接通信电缆并紧固。否则有可能造成故障、误动作。
安川机器人远程控制总结机器人端
安川机器人远程控制总结一、m aster程序1、master程序的设置单击【主菜单】—>选择屏幕上的【程序内容】—>【新建程序】,如图1-1。
图1-1单击【选择】显示如图1-2所示的界面,单击【选择】,输入程序名,单击软键盘【ENTER】,显示如图1-3所示的界面,单击【执行】,此处程序名为“MASTER”,程序创建完毕。
图1-2图1-3单击【主菜单】—>选择屏幕上的【程序内容】—>【主程序】,如图1-4。
图1-4单击【选择】,显示如图1-5所示的设置主程序界面。
图1-5单击【选择】,出现如图1-6所示的界面,单击【向下】选择“设置主程序”。
图1-6显示如图1-7所示的界面,单击【向下】选择“MASTER”单击【选择】。
如图1-7主程序设置完毕。
2、MASTER程序的编辑单击【主菜单】—>选择【程序内容】—>【选择程序】—>【选择】,出现如图1-7所示的界面,单击【向下】,选择“MSATER”,单击【选择】。
在如图2-1所示的界面下编辑主程序。
图2-1此处以2个工位,每个工位3种工件的工作站为例创建主程序内容,需要熟悉机器人示教器的基本操作(如【命令一览】【插入】【回车】【选择】)。
插入DOUT OT#(1) OFF程序举例:光标定位在左侧行号处,如图2-2,如图单击【命令一览】,选择【I/O】,单击【选择】,选择【DOUT】,如图2-3所示的界面图2-2图2-3单击【选择】,显示如图2-4所示的界面,光标定位在“DOUT”上,单击【选择】,显示如图2-5所示的界面,光标定位到“数据”行的ON,单击【选择】,切换成“OFF”,单击两次【回车】则可出入该指令。
需要指出的是在光标定位处插入指令是向下插入。
图2-4图2-5程序内容如下(安装在机器人中的MASTER程序见附件MASTER):第二行的NAME才是机器人控制器登录的程序名,单纯的修改文件名不能改变程序名/JOB//NAME MASTER//POS///NPOS 0,0,0,0,0,0//INST///DATE 2016/06/01 17:13///ATTR SC,RW///GROUP1 RB1NOP''=初始化=DOUT OT#(1) OFFDOUT OT#(2) OFF'=初始化=''=主程序=''=工位2工件选择程序=*JOB2'***把IGH#(1)的4位赋给B000***DIN B000 IGH#(1)'***当B000=1跳到*JOB2-1标签*** JUMP *JOB2-1 IF B000=1'***当B000=2跳到*JOB2-2标签*** JUMP *JOB2-2 IF B000=2'***当B000=3跳到*JOB2-3标签***JUMP *JOB2-3 IF B000=3'***当无工件被选中,暂停***PAUSEJUMP *MAIN'=工位2工件选择程序=''=工位1的1#工件焊接调用=*JOB1-1DOUT OT#(1) ONCALL JOB:JOB1-1DOUT OT#(1) OFFDOUT OT#(2) OFFJUMP *MAIN'=工位2的1#工件焊接调用=''=工位2的2#工件焊接调用=*JOB2-2DOUT OT#(2) ONCALL JOB:JOB2-2DOUT OT#(2) OFFJUMP *MAIN'=工位2的2#工件焊接调用=''=工位2的3#工件焊接调用=*JOB2-3DOUT OT#(2) ONCALL JOB:JOB2-3DOUT OT#(2) OFFJUMP *MAIN'=工位2的3#工件焊接调用=END指令含义如下:IGH#()指令包含4个点,IGH#(1)包含IN#(1)—IN#(4),依次类推二、安川IO基板及端子台1、IO基板和端子台介绍机器人控制柜标配后面板4个机器人通用IO基板CN306~CN309(共40个IO,但是通用IO只有24个,其余16个作为专用IO,IO均是NPN信号,其中的CN307上的OUT17---OUT24为继电器输出,注意订货时端子板和数据连接线是否需另外购买。
步科触摸屏使用说明
步科组态使用说明、创建一个简单的工程“便用便捷"迪EV 3DDD粗恚软件的最大优点.在罐里我忙寒通过演视作一牛只包廿牛开美整劃无伶的工他IE橙朋£V5W0工程的前单狮方也£1此榨舟本书榊瑚L而其它鮎的制惮肓注山花*开知网作方是基本上类此2.1#-#•首克’空白的工程1.鱼翱 EV5OO0 就忡辰ft[ Jf jft]/[fiff]/ [eri w]/I £V3OOO_IW“ 税刑应駅< 3TJ30a-H u«封Vnki^dl罩!!i*uim_nt;. a・3. M•单亦】里的[砒工皐血鼻出知下然话怪 *\MMx&SMl*・:t也可 d点来进矗您庚建文特的徹難.在魁我忙命名为杯3』1**・点击I建立]即可.王选吕耀于爭心巴換乔绘号.诧其范入工程结构羞匚=汝开蓋呵•密学&虹下对话框;T.适当移动HKI 和PLC 的位置.将连接瑞口靠近延採线匚乞意一堆•僵可農眦利把它们连接起亲° 注意=连接愷用的端口号要与实际的勒理连接一致u 这样就诫功的在PLC 与HMI 之闾建立了连接. 拉呐战I 威涓'M L 惶查迤接线星否浙幵.如:杲不斯幵嵐我朮連接成及°4.选样懋所需的通讯连接方式P MT5000立持串口・以太网连接,点击元件库窗口里社通讯连接* 选中您所需的连接方式拖入工程结构窗口申即可. ■^200 町以选择水平或垂也方式施亦•山:水乎还是垂宜便用桓摸屏.然后点由“or^认* 6选羟您需姿违线的卩戊类型‘拖入工屈纷构瞬U3U 如卞图所示:.t'MIU.tOMlIcOPLCOO ■&然后网击HMTO图标;就会奔Hi下图所不的对话框『■ s屯"在此对话框中瞬的IP 地址和第口号.srjRifc 便用的基覃机系読"且不押s 组售車囘接在叙篠拟"JW 可沈平必險賈此窗口.如果总便用了以克朋赛机互联或趾衣网下戟显 迤鶴功能* illM!卷所在的尺域PTM 編给您他魅摸弄甘配唯一% :F 毘士. IT 果期堵内役有沖先・建加禺*心孟血⑺ 斟如 在萍屮王一浪1 .風性:框里切操剰【率口 I口 1茕參£; f 如慈想的PLC 连蚁情尢*谡畫遡汽类翅曲HS2H2+ KS483^W 疏RS4S5-2W ・胖匹 与PLC 二H 的谀 #*i ■(砒和皎验d 垢亡也暉■性.户.TR 移塞&场*乩収击PLL 左*>黒PLX 逆揍在WMD* 竝——一虹站号沖幅应的PM 站号,亦I«* 1P ] 1 - Z —din Ut^ VISUAL 口。
显控(samkoon)HMI人机界面在五轴喷涂机上运用

Samkoon触摸屏在五轴喷涂机上的应用
该设备完全数字化电脑操作,可记忆存储资料参数,图形显示界面人性化,喷涂调试简单,一般工件调试在15分钟内完成,程序编写是以工件某一个表面作为一个整体程序段,避免了以往繁琐的程序清单。
在该设备中选用深圳显控(Samkoon)双串口人机界面作为上位监控系统,松下FP-X,三菱1S系列PLC作为下位机。
设备总共2个PLC,6轴脉冲输出,两套PLC程序要同时相互兼容运行,配方参数多,配方数据2个PLC要同时用并且要求参数同步。
使用深圳显控(Samkoon)双串口人机界面直接通讯2台PLC,COM1通过RS232通讯松下FP-X系列PLC,COM2通过RS422通讯三菱1S系列PLC。
通过资料传输功能,可以使2台PLC的参数通用。
其中P轴的脉冲参数是松下FP-X里面的地址传送给三菱1S的地址的。
配方功能强大,通过一键式按钮,可以在当前画面显示不同的配方参数,操作简单方便。
通过RWI0配方索引地址改变配方编号,就可以在当前画面的配方地址RWI1地址显示不同的配方参数。
在配方数据较多的情况下,显示全部配方参数简单直接。
提供现成的配方功能按钮包括下载配方到PLC、上载PLC配方到HMI、保存当前配方等
等。
为配方组态提供简洁高效的方法。
同时,还可以通过内部地址LB4013和LB4014来分别显示当前配方下载和上载的状态。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
S a m k o o n远程控制A K R触摸屏功能操作
说明
文档编制序号:[KKIDT-LLE0828-LLETD298-POI08]
Samkoon远程控制(AK-R触摸屏)功能操作说明
一、概述
远程控制主要用于HMI与PLC的1:1串口连接,支持RS232/422/485,然后将单一设备引入工厂系统,实现物联网及广域
网的控制。
其原理是将HMI串口连接到远程控制器的COM1,PLC
串口连接到远程控制器的COM2口,原理图如下:
二、远程PC(或手机APP)监控功能
1、打开“RemoteHMI”软件,双击“COM配置”,配置远程控制器(或
HMI选择远程客户端)参数,配置远程控制器连接的PLC及参
数,配置IP参数(客户端在HMI参数设置里配置),指定远程
控制器的IP,添加到指定的WIFI(如更换WIFI,需要在此指定
配置后下载)
2、新建画面,可添加连接设备或PLC的相关变量进行监控和控制操
作,如下图:
3、然后,找到RemoteHMI安装后的位置,点击打开“”文件,这样PC
才能通过服务器远程监控数据,如下图:
4、打开浏览器,输入:,如没有用户,请先注册用户再行登录,如
下图:
5、登录后,添加远程控制器(AK-HMI则是背后的SN序列号)的
SN,一般远程控制器正上部会贴有“RG+12位数字”,输入后,在
远程控制器上插入U盘,点击获取验证码,正常情况下,会听到
“滴”的一声,说明获取验证码成功,拔出U盘,插入电脑,打开
U盘里“”文件,提取验证码,输入到浏览器,确定添加设备成功,
如下图:
浏览器添加设备
提取U盘的验证码
6、下载对应的HMI组态工程项目到HMI,PLC程序到PLC,一切配
置成功,我们就可以通过PC打开“pcAppsys”或者手机APP打开
“HMI Client”远程监控PLC的数据了,如下图:
7、这样即可进入对应画面远程监控PLC数据。
注意这儿的监控画面
是独立于HMI工程画面,对关键参数的监控,需要独立编程组
态。
8、VNC模式,是对HMI全部工程画面的监控,需要数据量、通信速
率较高,目前也在持续开发中。
三、通过远程控制器下载上传PLC程序及监视PLC
1、首先配置虚拟串口,需要安装“”软件,安装后,打开“Configure
Virtual Serial Port Driver”快捷方式,如下图:
Add pair 添加配置了一组虚拟串口,案例中添加了COM1,2
2、在RemoteHMI,新建开关控件,关联功能“下载PLC程序”,如下
图:
3、下载到远程控制器,然后运行“PcAppSys”,点击“下载PLC程
序”,配置COM口,这边选1,则PLC那边选择COM2,测试通
信这样就可以下载PLC程序了,如下图:
远程监控运行后,配置为COM1
PLC软件里配置为COM2,通信测试正常,就可以下载PLC程序了。
上载PLC也是一样,通信建立后亦可对PLC程序进行在线监控。
四、通过AK-R触摸屏连接外网下载HMI组态程序
1、在RemoteHMI软件,新建工程,COM配置选择“远程客户端”,组态开关控件,关联“下载组态程序”(HMI组态工程文件)
配置成功后,首先下载到远程控制器;
2、然后打开“AKWorkshop”软件打开要下载的工程,下载—选择U
盘下载—转存为“”文件,点击“下载”即可存储到相应的位置,如下图:
3、然后PC上运行“pcAppsys”,选择对应的HMI进入监控画面,点
击刚配置的“下载HMI程序”按钮,选择“”下载到HMI(PC可和远程控制器不在同一网络下,即远程控制器为手机4G路由wifi,PC采用公司电信网络)。
4、上传HMI组态也是一样
五、备注
深圳显控自动化
2015-12-18。