纠偏说明书
ZXTEC GK-61型光电自动纠偏控制器 说明书

GK-61 型光电自动纠偏控制器使用说明书瑞安市中星工控设备有限公司地 址:浙江省瑞安经济开发区朝阳路87号电 话:0577-65608165 65608162传 真:0577-65608163-815网 址:W W W.Z X T E C.C N邮 箱:z x t e c@z x t e c.c n邮 编:325200三、纠偏控制部分(按上图编号1-14):一、概述: 本纠偏控制器配合同步电机、光电眼、滚珠丝杆能对印刷后的薄膜、纸张等进行自动跟踪纠偏。
其控制面板采用微触开关,控制线路采用单片机智能化控制,可选单光电/双光电控制,单电眼可设置同步电机响应速度,消除了以往纠偏控制器单电眼工作时的噪声与震动过大现象,另外增加了外接方向和状态接口使纠偏操作更为便捷。
二、面板及开关示意图:电眼 单 双 SINGLE DOUBLE 极性 POLARITYELECT.EYE 自动 AUTO 手动 HANDWORKSPEED3514131312126798241、点动开关:分别按此两个开关可以点动同步电机使其正转或 反转,不论纠偏控制器工作状态在自动或手动。
2、电眼选择开关:按此开关可以选择控制器工作于单电眼状态 或双电眼状态。
一般单电眼用来跟踪印刷线和材料靠边 跟踪,而双电眼主要用来跟踪左右对称印刷图案(见下 事例图)。
3、电眼选择指示灯:分别指示电眼选择于单电眼状态或双电眼 状态。
电眼跟踪图案电眼跟踪图案割刀双电眼图案跟踪图案割刀单电眼靠边跟踪单电眼跟踪印刷线电眼靠边跟踪不规则图案4、极性选择开关:按此开关可以选择电眼的取极方式,即亮动 作或暗动作(见下事例图)。
5、极性选择指示灯:分别指示跟踪电眼的取极方式。
6、自动开关:按此开关控制器将进行自动纠偏状态。
此时,同 步电机的正转或反转则由电眼检测到的色标是否偏离目 标而控制。
浅色电眼跟踪内浅色深色浅色深色极性为“ ”极性为“ ”四、纠偏架示意图:7、自动状态指示灯:当纠偏控制器处于自动工作状态时,此指 示灯亮。
纠偏说明书

K50纠偏控制系统(请务必在使用之前阅读)为了安全使用本产品▲在安装和使用之前,请务必详细阅读本说 明书,一定要注意安全,正确使用本产品, 并遵守本说明书中的各种规定。
▲本纠偏控制器是采用CPU 控制的机电设备, 用来纠正卷材的偏移,所以要严格遵守机电 设备有关规定和法则,适用标准,进行搬运、安装操作和维护。
在打开控制器准备安装和接线之前要断开控制器电源至少要5分钟。
正确的配置和安装是控制器正常运行的前提。
对以下几点要特别注意:● 安装工作必须在无电状态下进行。
●容许保护等级:保护接地,只有正确连接保护接地,才能减少外界电磁干扰。
●与电网断开后,要等电容放电完毕,才可进行操作。
●不要让任何异物进入控制器内。
●在使用前,要除去所有覆盖物,以防止控制器过热。
●切勿在易燃易爆等危险环境中使用。
●请勿将本产品安装在高温、潮湿等恶劣环境下。
● 请勿将产品直接安装在易受震动冲击的环境中。
● 任何单位部门(Kortis 和Kortis 指定公司除外)未经允许不得擅自拆卸、修理及更改产品。
※注意:Kortis对由于不遵守本说明或适用规则而造成的损坏概不负责。
※注意:因产品更新换代迅速,说明书有变动之处,恕不另行通知,本公司对此保留最终解释权。
危险如果错误操作,将会产生危险情况,导致伤亡。
注意如果错误操作,将会产生危险情况,造成设备损坏及财产损失。
设计注意事项目 录1.1 概述1.2 功能及特点1.3 操作界面第一章 系统概述112第二章 安装与配线2.1 控制器安装2.2 超声波传感器安装2.3 控制器基本配线34第三章 编程方法3.1 控制器菜单画面3.2 编程方法3.3 画面说明及参数设置678第四章 调试运行4.1 调试步骤4.2 控制器内部菜单4.3 调试方法99155.1 技术参数5.2 环境规格5.3 外形尺寸161617第五章 规格及维护5.4 系统维护1951.1 概述K50纠偏控制系统广泛应用于印刷、包装、造纸、纺织、机械等行业中,需要卷取纠偏、放卷纠偏或中间导向纠偏的场合。
EL DO8221纠偏说明书
EL DO8221纠偏说明书
一、安装
1.EL DO822传感器安装在距材料表面25mm-30mm处,传感器镜头侧上仰,使传感器以30度左右夹角照射材料表面。
2.一定确保驱动器与导轨平行安装,连接孔紧配安装:
3.确保机械行程大于纠偏驱动器行程:
4.控制器远离电磁干扰源(如动力线、变频器等)。
二、连接
1.控制器接通24VDC直流电源(注意电源正负极性,确保可靠接地。
中间框架纠偏采用6A/24V DC开关电源,收放卷纠偏采用10-15A/24VDC 开关电源。
控制器不能接入220V或更高电压,否则系统会损坏):
2.驱动器线缆连接到控制器CN100端口,传感器连接到控制器
CN101/CN104端口(默认为CN101);注:CN101接口使用S1传感器、CN104接口使用S2传感器、对中模式时设置成S3即S1与S2同时使用。
3.开关电源接通220V交流电源(确保可靠接地)。
三、主菜单操作
按ESC进入菜单页面:
1.选择0K=Sensor按OK、传感器设置
2.选择0K=center按OK、驱动器居中
3.选择OK=setup按OK、系统参数设置。
纠偏BF-3000说明书
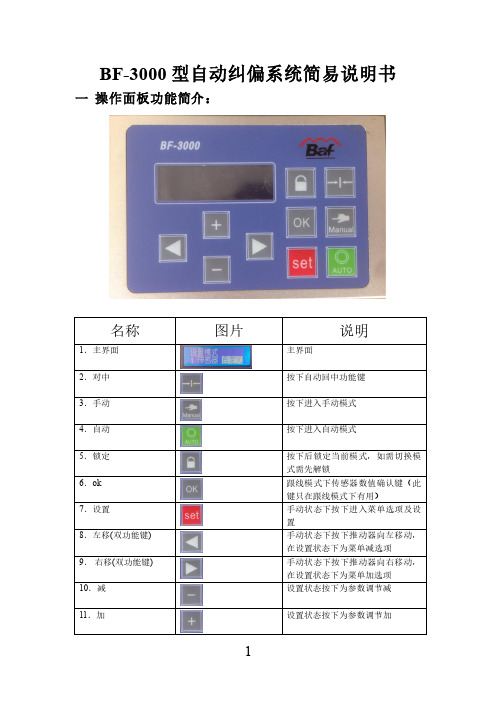
BF-3000型自动纠偏系统简易说明书一操作面板功能简介:
二.安装尺寸
三.菜单及参数说明
四.U形对射式传感器跟边跟边操作步骤1.跟边操作步骤
按下手动键
2 按下设置键
3
4 5 6
8
10 11 12
13
14
15
16 18
五.同轴反射式传感器跟线与跟边操作步骤1
按下手动键
2 按下设置键
3
4
5
6
7
8
9
10
2.1跟线AD上限与AD下限的设置
光斑
光斑AD下限的设置AD上限的设置
说明:先照在材料的空白位置设置AD上限值,再照在材料的线上设置AD下限值。
2.2跟边AD上限与AD下限的设置
光斑
光斑AD下限的设置AD上限的设置
说明:先照在导辊上设置AD上限,再照在材料上设置AD下限。
跟线事光斑照在线的左右两边,跟边时光斑一半照在材料上,一半照在导辊上。
常见异常现像解析:
联系方式:4008808630
注意:请务必保管好此操作说明书,以便需要时查阅,谢谢合作!。
印刷E+L纠偏说明书LPC&EPC综合说明书_P21-27_

断续线感测
连续线( )及断续线( )感测
边缘( )及色差( )感测
五、按装方式
FE 5002 为 E+L 最新款高感度电眼,故按装时须特别注意其感测角度以及需要非常稳固之机械连杆。
1.按装角度示意图如下:
位置设定
材料 材料
校正规
感测轮
材料
调整螺丝
角度相同
校正规定位点
22
Erhardt + Leimer (Hangzhou) Co.,Ltd
二、外部结构
请参阅下图所示:
导正标准
线条感测 (深线白底)
线条感测 (浅线深底)
光学镜头 扩散灯
高光度 LED 灯
边缘感测 色差感测
操作面板
电眼连接线插座
三、指示光点说明
FE 5002 电眼(传感器)会在下方投射出三道橙色光点及一道红色光点,如下图所示:
1.橙色光点: 用来指示 FE5002 电眼感测区域。如果被测点或线超出此范围,则电眼 无法对被测点或线进行感测。
2.红色光点: 用来指示被测点或线位置。如果被测点或线在工作区域内左/右移动, 则红色光点会跟随被测点或线左/右移动。
橙色光点 红色光点
21
Erhardt + Leimer (Hangzhou) Co.,Ltd
LPC & EPC 综合说明书
四、运用范例
FE 5002 电眼可做线条感测追踪(深线白底/浅线深底)、边缘/色差追踪(由于被测边缘在感测轮上,故被测边缘 与感测轮即形成色差面),一般运用范例如下图所示:
Erhardt + Leimer (Hangzhou) Co.,Ltd
LPC & EPC 综合说明书
E+L EPC纠偏系统说明书

E+L-EPC纠偏系统说明书本说明适用于德国E+L纠偏常规产品目录E+L-EPC纠偏系统说明书 (1)一、E+L-EPC纠偏系统总体说明 (3)二、E+L-EPC纠偏系统所需零件说明 (4)三、E+L-EPC纠偏系统机械安装说明 (5)3.1、控制器的安装 (5)3.2、电眼的安装 (5)3.2.1、通过EPC纠偏应用场合确认电眼安装位置 (5)3.2.2电眼的安装要求 (6)3.3、电机的安装 (6)3.3.1、确定电机型号 (6)3.3.2、确定电机机械中心 (7)3.3.3、调整电机机械中心 (7)3.3.4、安装电机 (7)3.4接近开关的安装 (7)3.4.1、接近开关感应片 (7)3.4.2、接近开关安装位置 (7)四、E+L-EPC纠偏系统配线说明 (10)4.1确认电压 (10)4.2、电机线布线要求 (10)4.3、E+L布线要求 (10)五、E+L-EPC纠偏面板说明 (10)六、E+L-EPC纠偏系统参数设定 (11)6.1、CAN网络群组地址设定 (11)6.1.1、RK4004地址设定 (11)6.1.2、FR5001电眼地址设定 (12)6.2、RK4004参数设定 (13)七、E+L-EPC纠偏系统试车 (15)八、E+L-EPC纠偏系统维护及故障说明 (15)8.1、EPC纠偏系统日常维护 (15)8.2、通过RK4004错误码信息来解决故障 (15)8.3、通过FR5001电眼错误码信息来解决故障 (16)九、附件 (17)附件一、电机尺寸图附件二、电机参数值附件三、EPC标准接线图纸附件四、RK4004控制板参数设定手册一、E+L-EPC纠偏系统总体说明我们将用一个电眼检测材料边缘来纠偏的纠偏系统称为EPC(Edge psoition control),以下简称EPC。
我们将用两个电眼检测材料中心来纠偏的纠偏系统成为CPC(Center position control),以下简称CPC。
epc-2000a纠偏说明书
epc-2000a纠偏说明书
按EPC-200模拟型无刷直流纠偏控制器中心(CENT)模式按键,使驱动器移动到中心停止位置。
将EPC-200模拟型无刷直流纠偏控制器模拟/数字选择(ANAL/ DIGI)按键转换到DIGI状态(D指示灯亮)长按传感器设置(SETUP)按键约5S,使数码管显示H 字符,调节传感器支架,不要让任何物料遮挡传感器发光位置。
再按向上(UP)或者向下(DOWN)按键,使H字符闪烁几下。
此时传感器记录下无物料遮挡时的信号。
按传感器设置(SETUP)按键,使数码管显示L字符,调节传感器支架,将所要跟踪的物料移动到传感器里面,将发光位置全遮挡住。
按向上(UP)或向下(DOWN)按键,使L字符闪烁几下。
此时传感器记录下有物料遮挡时的信号。
按传感器设置(SETUP)按键,使数码管显示E字符时,再按向上(UP)或向下(DOWN))按键,退出设置。
用刚刚设置的材料去挡和不挡传感器发光位置,观察传感器上R、L指示灯是否交替转换。
如果转换表示已设置好,如果不转换需重新设置。
el纠偏控制器说明书

el纠偏控制器说明书标题:EL纠偏控制器说明书一、引言EL纠偏控制器是一种先进的电子设备,可广泛应用于印刷、纺织、制药等行业中的卷材自动化生产过程中。
本文将全面介绍EL纠偏控制器的原理、功能和使用方法,以帮助用户正确有效地使用该设备。
二、原理及功能1.原理:EL纠偏控制器采用先进的传感技术,能够实时监测卷材的位置偏差,并通过精确的调整控制,使其保持正常的位置。
2.功能:(1)位置检测:EL纠偏控制器能够准确地识别卷材位置的偏差,并以高精度传感器的形式将数据反馈给控制系统。
(2)自动调整:根据位置偏差数据,EL纠偏控制器能够自动调整卷材的运动轨迹,使其恢复正常位置。
(3)速度控制:EL纠偏控制器可根据实际情况灵活调整卷材的运动速度,确保其在高速运行中仍能保持正常位置。
(4)报警功能:EL纠偏控制器配备了智能警报系统,当控制过程中出现异常情况时,能够及时报警,并停止卷材运动,确保生产安全。
三、使用方法1.安装:将EL纠偏控制器正确安装在卷材自动化生产设备中,并确保传感器与卷材的接触良好。
2.参数设置:根据实际生产需要,按照操作手册指导,设置合适的参数,包括位置偏差范围、控制灵敏度等。
3.启动和校准:按照操作手册的说明,正确启动EL纠偏控制器,并进行设备校准,确保其工作准确。
4.监测和调整:在卷材生产过程中,及时监测EL纠偏控制器的工作状态,如发现异常,及时调整参数或联系维修人员进行检修。
5.维护与保养:定期对EL纠偏控制器进行维护保养,保持设备的正常工作状态,防止灰尘、水分等对设备的影响。
四、注意事项1.请勿随意更改参数:不得随意更改EL纠偏控制器的参数,以避免引起不必要的错误。
2.权威人员操作:使用EL纠偏控制器时,请确保由经过培训并具备相关知识的专业人员操作,以确保安全和设备正常运行。
3.防止外力干扰:请注意防止外界因素对EL纠偏控制器的影响,避免撞击、水淋等情况。
4.异常情况报警:若EL纠偏控制器发出报警,请立即停止卷材运动,并进行排查处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
9.自动 对 中 键
[1] 编程键:用这四个键可以进行各种菜单的选择或设定的确认。 返回键 :按下此键可以返回到上一级菜单或返回到运行画面。 递增键 :菜单向上翻页或参数设置值加。 递减键 :菜单向下翻页或参数设置值减。 确认键 :进入编程菜单或确认设定参数。
[2] 手动纠偏模式键 按下 此键, 控 制器面 板 上手动 纠 偏指示 灯 (6) 亮 ,控制 器 进入手 动 纠偏模 式 。
[3] 执行机构:正常使用请按左 图所示接线。
外壳 接 地端子 进 行D类接地 。 其他使用功能请参阅说明 书的相关章节。
外壳上接地端
注意
切 勿 接 入A C 2 2 0 V或 3 8 0 V否 则 损 坏 产 品 。
WEB GUIDING CONTROLLER
·5·
第三章 编程方法
3.1 控制器菜单画面
·4·
第二章 安装与配线
2 . 3、 控 制 器 基 本 配 线
使 用K 5 0纠 偏 控 制 器,基 本 配 线 如 下 图 所 示 :
DATA+ 01 DATA- 02
+7V 03 COM 04 1RECE+ 05 1RECE- 06 1TRAM+ 07 1TRAM- 08 1LED+ 09 1LED- 10 SHIELD 11 2RECE+ 12 2RECE- 13 2TRAM+ 14 2TRAM- 15 2LED+ 16 2LED- 17
1、传感器 选择
本 纠 偏控制 器可以 配 合使用 多 种传感 器 :CC D光 电传感 器 、超 声 波传感 器 、红 外线传感器等。
初 始 设置为 :超声 波A。
01传感器选择
K50 ESC.取消 OK.确定
按键
01传感器选择 CCD成像
K50 ESC.取消 OK.确定
[1] 选择“01传感器选择”菜单,按 键进入单位选 择 画 面.
蓝色 黄色 绿色 红色 屏蔽线 黑色 白色
CCD光电传感器线缆 超 声 波A传 感 器 线 缆
超 声 波B传 感 器线 缆
执行机构连接线缆
熔丝
24VDC 4A
[1] 工 作 电 源 : 在 端 子29、30之 间接 入24VDC 电 源 , 电 流 容 量 不 小 于4A,极性 不可接 反。
[2] 传感器:正常 使 用 请 按 左 图 所示接线。
9
4.3 调试方法
15
第五章 规格及维护
5.1 技术参数
16
5.2 环境规格
16
5.3 外形尺寸
17
5.4 系统维护
19
WEB GUIDING CONTROLLER
第一章 系统概述
1.1 概述
K 5 0纠 偏控制 系 统广 泛 应用于 印 刷、包 装 、造纸 、 纺织、 机 械等行 业 中,需要卷 取纠偏、放卷纠偏或中间导向纠偏的场合。具有分辨率高、稳定性好、响应速度 快、抗干扰能力强、结构简单等优点。
WEB GUIDING CONTROLLER
·6·
第三章 编程方法
3.2 编程方法
电 源ON
Web Guide Contorl
[1] 接 通 电 源 ,电 源 指示 灯 (3) 点亮。
[2] 控制器根据断电前的记忆, L C D显 示 手 动 纠 偏 模 式 界 面、自动纠偏模式界面或自 动对中模式界面。
L
D
传感器,安装在 卷取小车上
2、放卷纠 偏
超 声 波传感 器 必须固 定 在机器 支 架上,而且 安 装位置 要 尽量靠 近 导开卷 处 的滚 筒在导开小车和传感器之间的所有附加滚筒都要和导开小车一起移动。
脱 开 间距:L=(0.5~1 . 0)×物 料 最大宽 度
L
WEB GUIDING CONTROLLER
A
显示控制器目前的工作状态为手动纠偏模式。
此时,按下 键或 者 键可以 调节 执 行机 构的位 置,同时 屏幕 显示执行机构的运动方向。
[3] 自动对中模式画面 自动对中
A
显示执行机构正在进行自动对中。
[4] 菜单选择画面
01传感器选择 CCD成像 K50 ESC.取消 OK.确定
菜单项指示光标,按 键,即选中此栏菜单。
ESC.取消 OK.确定
10超声波B校准 SP = 0
ESC.取消 OK.确定
05手动驱动速度 SP= 80
ESC.取消 OK.确定
11通电模式设定 预设值 = 20%
ESC.取消 OK.确定
06超声波A选择 SP = 2
ESC.取消 OK.确定
12传感器模式设定 SP = 1
ESC.取消 OK.确定 ESC.取消 OK.确定
·1·
第一章 系统概述
1.3 操作界面
控制器面板图:
5.自动对中 指 示 灯
7.报警指示 灯
2.LCD显示窗 口 3.电源指 示 灯 4.自动 纠偏 指示 灯
6.手动纠 偏指示灯
自动纠偏 A
10.手动 纠 偏模式 键 11.手 动纠 偏 左移键 12.手 动 纠偏右 移 键
1.编程 键
8.自动 纠 偏 模 式键
此时不受内部设定参数控制,按 键和 键直接改变执行机构的位移。
[3] 自动纠偏模式键 按下 此键, 控 制器进 入 自动纠 偏 模式, 此 时面板 上 自动纠 偏 指示 灯 (4)亮 , 控
制器处于自动纠偏状态,执行机构的位移受内部设定参数控制。
[4] 自动对中键 按下 此键,执行 器 自动运 行 到居中 位 置。
目录
第一章 系统概述
1.1 概述
1
1.2 功能及特点
1
1.3 操作界面
2
第二章 安装与配线
2.1 控制器安装
3
2.2 超声波传感器安装
4
2.3 控制器基本配线
5
第三章 编程方法
3.1 控制器菜单画面
6
3.2 编程方法
7
3.3 画面说明及参数设置
8
第四章 调试运行
4.1 调试步骤
9
4.2 控制器内部菜单
如果错误操作,将会产生危险情
危险 况,导致伤亡。 如果错误操作,将会产生危险情
注意 况,造成设备损坏及财产损失。
设计注意事项
紧急停止电路务必直接安装在外
危险 部,切勿使其通过纠偏控制器。
机械的停止电路务必直接安装在 外部,切勿使其通过纠偏控制器,
危险 请务必使用满足电流容量的电线。
配线时请务必使用满足电流容量的 电线。若电线过细,则会使绝缘包 皮熔化而导致绝缘不良,还可能引 发漏电、触电及火灾等。
2 2 5±0 . 5 面板镶嵌式安装的开口尺寸
危 险!
▲ 在加工螺丝孔及配线时,切勿让铁屑及零碎电线落入其中。否则会有导致产品损坏、冒烟、 起火、误动作等危险。
▲ 请务必在外部将电源断开后再进行安装与配线作业。否则有触电或损坏产品的危险。
注 意!
▲ 请勿将控制器安装在有灰尘、油烟,导电性尘埃及腐蚀性气体的环境中,也不能把控制器安 装在室外及高温、高湿的环境中。
有高压!危险!
在 打开控 制 器准备 安 装和接 线 之前要 断 开控制 器电源 至 少要5分 钟 。正确 的 配置和 安 装是 控 制 器正常运行的前提。
对以下几点要特别注意: ● 安装工作必须在无电状态下进行。 ● 容许保护等级:保护接地,只有正确连接保护接地,才能减少外界电磁干扰。 ● 与电网断开后,要等电容放电完毕,才可进行操作。 ● 不要让任何异物进入控制器内。 ● 在使用前,要除去所有覆盖物,以防止控制器过热。 ● 切勿在易燃易爆等危险环境中使用。 ● 请勿将本产品安装在高温、潮湿等恶劣环境下。 ● 请勿将产品直接安装在易受震动冲击的环境中。 ● 任 何 单位部 门(Kortis和Kortis指定 公 司除 外)未 经允许 不 得擅自 拆 卸、修 理 及更改 产 品。 ※ 注 意:Kort i s对 由于 不 遵守本 说 明或 适 用规则 而 造成的 损 坏概不 负 责。 ※注意:因产品更新换代迅速,说明书有变动之处,恕不另行通知,本公司对此保留最终解释权。
▲ 控制器不能安装在易受震动、冲击等场合。
WEB GUIDING CONTROLLER
·3·
第二章 安装与配线
2.2 超声波传感器安装
1、收卷纠 偏
超声 波 传感器 必 须通过 钢 性连杆 连 接在卷 取 小车 上,而 且 要尽 量 靠近卷 取 小车 前的最后一个滚筒。
进料 间 距:L=(0 . 5~1 . 0) ×物料 的 最大宽 度 。 预进 料 端间距D必 须 要比进 料 间距L短的 多,即D <L。
自动纠偏
A
Eห้องสมุดไป่ตู้c
OK
请输入密码 08
ESC.取消 OK.确定
Esc
OK
01 传感器选择 02 伺服增益 03 零信号区域 04 自动驱动速度 05 手动驱动速度 06 超声波A选择 07 超声波B选择
OK
08 不敏感区域 09 超声波A校准 10 超声波B校准 11 通电模 式设定 12 传感器模式设定
K50 纠偏控制系统
安全注意事项
(请务 必在 使用 之 前阅 读)
为了安全使用本产品
▲在安装和使用之前,请务必详细阅读本说 明书,一定要注意安全,正确使用本产品, 并遵守本说明书中的各种规定。
▲ 本纠偏 控 制器是 采用CP U 控 制 的机电 设 备, 用来纠正卷材的偏移,所以要严格遵守机电 设备有关规定和法则,适用标准,进行搬 运、安装操作和维护。
自动纠偏 A
Man.
手动纠偏
A
Auto
Center
自动对中
A