首秦4300中厚板生产线简介
宽厚板生产工艺设计

宽厚板生产工艺设计摘要本文对中厚板目前在我国的发展状况形式及中厚板轧制过程中的轧制规程、轧制方法及道次的确定进行阐述,并且对中厚板在轧制中的工艺、参数、设备,进行了进一步说明。
关键词:中厚板 ;轧钢工艺;轧钢设备Design of the production process of heavy plateAbstractIn this paper, plate current form of development in China and in the process of plate rolling schedule, rolling method and passes the determination to elaborate, and on the plate in the rolling process, parameters, equipment, further instructions.Key words: plate; steelrolling process; steelrolling equipment目录第1章绪论.......................................... 错误!未定义书签。
1.1国内中厚板生产简介................................... 错误!未定义书签。
1.2国外中厚板轧机的发展................................. 错误!未定义书签。
1.3中厚板生产的进步 (4)1.3.1生产技术方面的进步 (4)1.3.2装备方面的进步........................................................................... 错误!未定义书签。
1.4我国中厚板发展的不足................................. 错误!未定义书签。
轧钢机械设备讲稿-第1章
第三节 轧钢机主机列的组成 电机:动力源。 传动机构:将运动和动力传递给轧辊,包括飞轮、 减速机、齿轮机座、连接轴、联轴节等。 工作机座:使轧件产生变形的部分。包括:轧辊、 轴承、调整装置、轴承座、机架、导卫、地脚板等。
导卫盒(箱):导卫制作成整体,一般在小型材轧机上使用
导:左右布置,导向作用,防止跑偏 卫:上下布置,限制上翘和下弯,保证运行安全
版社2014.6
参考教材:
《轧钢机械设备》刘宝珩主编,冶金工业出版社,2011.2 《压力加工机械设备》东北大学自编,于九明、贾广凤主编
《中国热轧带钢轧机及生产技术》-中国金属学会热轧板带技术 委员会-冶金工业出版社 《热连轧带钢生产》-张景进,冶金工业出版社 《钢管生产》-李群,高秀华,冶金工业出版社 《轧钢车间机械设备》-桂万荣,冶金工业出版社 《轧钢机械》-邹家祥,冶金工业出版社
改变外形:剪切机,锯切机、矫直、卷取机 移送轧件:辊道、推床、翻钢机、转向台
热矫直机矫直辊布置及排列的发展
第一代
1 辊数少,支撑辊长 2 矫直辊无倾动 3 全机械调整
第二代 1 辊数增加,支撑辊分段 2 矫直辊有倾动 3 机械调整、液压部分调整
第三代 高强度 >30000kN 高刚度 1mm/10000kN 全液压 多功能
辊道
剪切剪机切机
卷取机
层流冷却
第二节 轧钢机的分类
按用途:型钢、板带、钢管、特种(钢球,齿轮、犁铧等)
分类方法
按构造:二辊式、三辊式、四辊、偏八辊、十二辊、二十辊等
按布置方式:单机座,横一机列,两列式,顺列式、连续式、半 连续
轧机的命名方式: 型钢轧机\开坯机:以轧辊的直径命名(先确定直径,再确定辊身长) 板带轧机:以辊身长度命名(先确定辊身长,再确定直径) 例如:鞍钢的4300,首钢的3500,首秦的4300,武钢的2800,,本钢1700,鞍钢的 1780,是指辊身长度. 抚钢的三辊 650,指的是传动轧辊的齿轮机座的节圆直径,或者是公称直径 对于初轧机,如抚钢(东北特钢)的850,由电机直接传动轧辊,指辊环外径. 轧管机:以机组所能轧制的最大管径尺寸命名.如140,指最大管外径为140mm.
我国中厚板轧机配置及规格综合统计

我国中厚板轧机配置及规格综合统计(单机架)轧机配置及规格(mm )规格范围及轧机套数双机架RMFM1沙钢集团厚板厂预计2007年4h ,5,0001001501501501501502安阳永兴钢铁公司中板厂预计2006年4h ,3,500100808080003安阳钢铁集团公司炼轧厂2005.094h ,3,4501012012012012000卷轧中厚板轧机4韶钢集团公司热轧宽板厂2005.024h ,3,4501012012012012000卷轧中厚板轧机,预留卷取炉5南钢集团公司中厚板卷厂2004.104h ,3,50011012012012012000卷轧中厚板轧机6鞍山钢铁公司新轧股份公司厚板厂1993.072003.094h ,4,3001110.78100100100100100100轧机更新7首钢总公司中板厂1987.091996.12/2003.014h ,3,500180.0140000001996年拆除精轧机后的炉卷轧机,将三辊劳特式粗轧机改为二辊轧机;2003年更新精轧机。
8酒泉钢铁公司中板厂1998.094h ,3,000192.715050800009邯郸钢铁股份有限公司第一中板厂1993.094h ,3,000190.023********二手设备10首钢集团公司秦皇岛中板厂1993.034h ,3,300163.8045450000生产线上原有的炉卷轧机已废弃11邯钢集团舞阳钢铁公司第一厚板厂19784h ,4,2001108.10808010010010010012太钢集团临汾钢铁公司中板厂(现有)1974.113h ,2,300132.021000000合 计12621587.44721.00901.00950.00790.00350.00350.00我国中厚板轧机配置及规格综合统计(双机架)轧机配置及规格(mm )规格范围及轧机套数双机架RMFM 1宝钢集团公司浦钢厚板厂(搬迁罗泾)预计2008年4h ,4,3004h ,4,3002001601601601601602鞍山钢铁公司鲅鱼圈厚板厂预计2008年4h ,5,500(预留)4h ,5,0001001601601601601603莱芜钢铁集团厚板厂预计2008年4h ,4,3004h ,4,3002001801801801801804五矿营口制钢有限公司预计2008年4h ,5,5004h ,5,0002002402402402402405首钢集团公司抚宁厚板厂预计2007年4h ,4,300(预留)4h ,4,3001001201201201201206包头钢铁公司厚板厂预计2007年4h ,3,8004h ,3,80020014014014014007邯钢集团舞阳钢铁公司第二厚板厂预计2006年底4h ,3,800(预留)4h ,3,80010010010010010008三明钢铁公司中板厂预计2006年底4h ,3,0004h ,3,00020080600009唐山钢铁公司中板厂预计2006年底4h ,3,5004h ,3,5002001301301300010河北文丰钢铁公司预计2006年4h ,3,0004h ,2,800200808000011天钢集团中板厂(东移新建)预计2005年底4h ,3,5004h ,3,5002001201201200012邯钢钢铁股份公司第二中板厂预计2005年底4h ,3,500(预留)4h ,3,5001008080800013太钢集团临汾钢铁公司中板厂(新建)2005.092005年底4h ,3,3004h ,3,0002001201200002005年移地新建粗、精轧机和精整剪切线,原有生产线计划拆除。
济钢210t-4300宽厚板线工艺装备和产品介绍
济钢技术中心
备,达到国际一流先进水平。
该产线目标聚集“高、精、尖、新、特、优”,积极推进差异化 战略,做精品宽厚钢板,努力打造我国宽厚钢板、特厚钢板领域的创 新与产业化基地。 该产线始终把客户价值摆在首位,加快产品、工艺技术开发步伐, 加大热机械轧制技术、控轧控冷技术的应用,加强高效产品的自主创 新能力,培育宽厚板领域内领先核心技术,形成一批拥有自主知识产 权的拳头产品。
济钢技术中心济钢集团有限公司济钢集团有限公司210t4300济钢技术中心济钢集团有限公司济钢集团有限公司产线定位济钢技术中心济钢集团有限公司济钢集团有限公司济钢宽厚板生产线是我公司十一五规划的重点工程配备210吨转炉4300mm宽厚板轧机等大型化自动化现代化的先进工艺装备达到国际一流先进水平
济钢集团有限公司
济钢集团有限公司
MUPIC 冷却:配置了当
今最先进的多功能冷却 设备,具备 ACC/DQ/AQ+A CC 等冷却功能,能够满 足各种 TMCP 和在线淬火
工艺要求。
MUPIC冷却系统
第10页/共17页
济钢技术中心
济钢集团有限公司
板型控制 在 MULPIC 系统之前配备了预矫 直机,提高了钢板的板形控制水平 和冷却均匀性。 精整线配备了强力的热矫直机、 冷矫直机等设备,能最大限度地消
第3页/共17页
济钢技术中心
济钢集团有限公司
2、装备保障能力
炼钢 KR 铁水预处理 1 座,脱硫后
铁水硫含量在20ppm以下。
210t 转炉炼钢系统采用顶底 复吹工艺,采用副枪技术、两 级自动化控制系统及德国鲁奇
LT干法除尘等国际先进技术,
在冶炼经济和环保方面达到国 内先进水平。
第4页/共17页
目前已建和在建的中厚板厂及轧机介绍

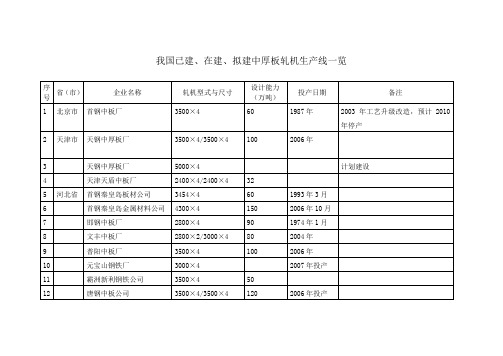
目前已建和在建的中厚板厂及轧机型式作者:九九钢铁网论文资料参考日期:2009-05-17阅读:214国内企业名称轧机形式与尺寸鞍钢厚板厂4300×4舞阳厚板厂4200×4浦钢厚板厂4200×4/3500×4秦皇岛轧板厂3500×4济钢中厚板厂3200×4/3500×4酒钢中厚板厂2800×4新钢(厚板线) 3800×4邯钢(厚板线)3500×4首钢中板厂3500×4武钢轧板厂2800×2/2800×4邯钢(中板线) 2800×4济钢中板厂2500×4/2500×4天津中板厂2400×4/2400×4南钢中板厂2300×3/2500×4新钢(中板线) 2300×3/2500×4重钢中板厂2350×2/2450×4营口中板厂2450×4鞍钢中板厂2500×2/2450×4马钢中板厂2350×2/2300×4太钢不锈热轧厂2300×2/2300×4/1700卷安钢中板厂2800×4柳钢中板厂2800×4/2800×4韶钢中板厂2500×4临钢中板厂3300×4文丰中板厂2800×2/3000×4宝钢厚板厂5000×4沙钢厚板厂5000×4鞍钢厚板厂5500×4/5000×4国外宽幅中厚板轧机国家公司或厂址建厂年代轧机规格(mm)美国Lukens 1918 5,230前苏联莫斯科镰刀斧头工厂1940 5,300日本室兰1941 5,200前苏联下塔吉尔1950 5,300德国M·hem 1957 5,100法国Dunkerque 1962 3,350/4,320+5,000日本住友鹿岛1970 4,800+5,490德国Dillingen 1972 5,500+4,800日本新日铁大分1976 5,500日本川崎水岛2号1976 5,500日本NKK京浜1976 5,500前苏联伊尔诺斯克1984 5,000韩国6套中厚板轧机分别如下:1. 东国2550 三辊劳特式中板轧机2. 浦项3400 单机架四辊式中厚板轧机3. 浦项4724+4724 双机架四辊式宽厚板轧机4. 东国3400 单机架四辊式中厚板轧机5. 浦项4300 单机架PC四辊式中厚板轧机6. 东国4300 双机架四辊式中厚板轧机世界5m及以上级宽厚板轧机基本情况统计2009-04-22 15:59:07作者:铁诺咨询来源:制钢参考网浏览次数:0文字大小:【大】【中】【小】No 国家公司或厂址建厂年代轧机规格(mm) 轧机组成产量(×104) 备注1 美国Lukens 1918 5,230 4h 30 在2000年12版“Iron and Steel Works of the World”中已无记载。
首钢3500mm中厚板轧机AGC基础自动化系统

自适应; 控冷过程机系统的主要功能是冷却方式 的确定、阀门开闭数量和分布的确定以及控制冷
却模型的优化和自适应。
轧制区基础自动化计算机为 Simadyn D 系统, 为满足检测、控制和通信需求, 系统采用 4 个 PM5
CPU 模板、1 个 MM4 内 存模板、4 个 IT41 扩展 模 板、2 个 CS7 通信模块和 1 个 CSH11 以太网通信模 板。Simadyn D 系统主 要功能是实现 轧机垂直 方 向的电动、液压辊缝控制和 AGC 控制及水平方向 的钢坯运输控制等。
Ó CPU 2: 电动自动P手动辊缝控制, 电动- 液 压联合摆辊缝, 轧机自动调零, 轧机自动刚度测试。
Ó CPU 3: 系统故障检测与记录, 与轧机过程 机通信。
Ó CPU 4: 与 HMI 服务器通信, 现场总线设备 通信及控制。
Simadyn D 系统的 CS7 通信模块上共安装 1 个 SS4 MPI 接口子模块和 4 个 SS52 通信子模块, 通过 SS4 实现对各 CPU 的编程和监控, 通过 SS52 连接 4 路 Profibus- DP 总线, Simadyn D 作为主站与主传动 系统、电动压下传动系统、辊道传动系统、轧机操 作台、AGC 液压站系统、推 床控制系统、测厚仪以 及其它现场总线系统和设 备进行数据交换; 通过 CSH11 和以太网交 换机与过程 计算机、HMI 服务 器和控 冷 PLC 等 设备进 行数据 交换。Simadyn D
全国中厚板轧机生产线一览表
11
霸洲新利钢铁公司
3500×4
50
12
唐钢中板公司
3500×4/3500×4
120
2006年投产
13
唐钢中板公司
5000×4/5000×4
计划建设
14
唐钢中板公司
3500(炉卷)
计划建设
15
上海市
宝钢中厚板厂
5000×4(/5000×4)
140/180
2005年
16
原浦钢中板厂(现罗泾)
2400×4/2400×4
32
5
河北省
首钢秦皇岛板材公司
3454×4
60
1993年3月
6
首钢秦皇岛金属材料公司
4300×4
150
2006年10月
7
邯钢中板厂
2800×4
90
1974年1月
8
文丰中板厂
2800×2/3000×4
80
2004年
9
普阳中板厂
3500×4
100
2006年
10
元宝山钢铁厂
3000×4
4300×4/4300×4
180
2008年投产
搬迁新建
17
山东省
济钢中板厂
2350×3/2350×4
60
1960年7月
1989年、2005年技术改造
18
济钢厚板厂
3300×4/3500×4
115
1998年2月
19
淄博中板厂
3400×4
100
2005年
20
莱芜中板厂
4300×4
2007年投产
21
首秦公司双边剪剪切毛刺缺陷原因分析及改进措施
Abstract The cutting burr defect which occupied the main part of quality defects caused by double— sided shear in Shouqin Meta l Materia ls Co., Ltd. was ana lyzed. The results indicated that the primary causes were the non—parallel of the shear to the plate, and the ofset of the plate when
首 秦 公 司双 边 剪 剪 切 毛 刺缺 陷 原 因分 析 及 改进 措 施
冯路路 王传财 何元春
(秦皇岛首秦金属材料有限公 司)
摘 要 分析了首秦公 司双边剪剪 切质 量缺陷 比例最 大的剪切 毛刺缺 陷产 生的原 因。结果表 明 ,剪刃 与钢 板不平行 以及 夹送辊将钢板送偏等是产 生剪切毛刺缺 陷的主要原 因。通 过采取调 整剪刃 头尾 间隙和标定 夹 送辊标高 等措 施 ,使发生剪切 毛刺缺 陷的 比例 由 51.75% 降至 27.84% ,剪切毛刺缺陷得到明显改善 。 关键 词 双边剪 剪切毛刺 改进措施
双边 剪剪 切过 程为 运送一 剪 切一 运送 一剪 切 的组 合 。正是 由于其 往 返剪切 和 运送 间隔 的特 点 导致 了剪切 时 间 间隔 的过渡 问题 。如果 钢板 在 前 后 2次 剪切 的轨 迹不在 同一条直 线上 ,则 会产 生 剪 切 毛刺 缺陷 。双边 剪剪 切原 理如 图 1所 示 。
冯路路 :硕士 ,工程师。收稿/2013-02.20