等离子切割机工作原理及维护
等离子切割机的原理

等离子切割机的原理1.激光产生部分等离子切割机的工作原理是基于激光电离空气所形成的等离子体束。
切割机内部包含一个激光器,它可以产生高能量激光束。
激光束经过凸透镜聚焦,可以产生一个焦点。
在激光束的焦点位置,能量密度非常高,足以将空气中的分子电离形成等离子体。
2.等离子体形成部分当激光束聚焦到空气中时,激光的能量可以将空气中的分子电离,生成等离子体束。
由于激光束的高能量,等离子体束中的电子具有很高的能量,可以激发空气分子中的其他电子,形成更多的电子和离子。
这种电子和离子的相互作用会形成一个稳定的等离子体束。
3.切割过程等离子体束可以直接对金属材料进行切割。
当等离子体束照射到金属表面时,其高温和高能量可以使金属材料表面的原子发生振动,并剥离金属表面原子,形成腐蚀层。
同时,由于等离子体束的高能量,它可以在金属表面形成高压区域。
腐蚀层内的金属原子会被高压区域迫使蒸发,形成金属蒸气。
4.切割效果金属蒸气会形成等离子体束,进一步增加金属材料表面的温度和压力。
这种高温和高压可以使金属材料迅速熔化和汽化,形成切割缝隙。
等离子体束的高能量可以穿透金属材料,形成一个连续的切割线。
金属材料在等离子体束的作用下,被迅速切割成所需的形状和尺寸。
5.控制系统等离子切割机的控制系统非常重要,它可以控制激光束的位置、功率和速度,使切割过程更加精确和高效。
控制系统通常使用计算机控制,通过输入切割图案和参数,实现自动化操作。
操作人员可以通过监控显示器来监控和调整切割过程,以确保切割质量和效率。
总结:等离子切割机的原理是基于激光电离空气所形成的等离子体束进行切割。
通过激光器产生高能量激光束,激光束经过凸透镜聚焦并形成等离子体束。
等离子体束可以直接对金属材料进行切割,通过高温和高压的作用使金属材料迅速熔化和汽化,形成切割缝隙并完成切割。
通过计算机控制系统可以实现自动化操作,确保切割的精度和效率。
等离子切割机在金属加工领域具有广泛的应用。
数控等离子切割机的工作原理

数控等离子切割机的工作原理数控等离子切割机是一种高精度的金属切割设备,广泛应用于金属加工行业。
它利用等离子弧放电的热能将金属材料进行切割,具有高效、精确、灵活等特点。
下面将详细介绍数控等离子切割机的工作原理。
一、等离子切割原理数控等离子切割机采用的切割原理是等离子切割。
等离子切割是利用高温等离子弧放电产生的热能将金属材料进行切割。
在切割过程中,等离子切割机通过电弧放电将气体转化为等离子体,形成高温等离子弧,然后利用弧焰的高温将金属材料熔化并吹散,从而实现切割的目的。
二、数控等离子切割机的工作流程数控等离子切割机的工作流程主要包括以下几个步骤:1. 设定切割参数:操作人员根据切割要求,在数控等离子切割机的控制系统中设定切割参数,包括切割速度、切割厚度、气体种类等。
2. 加工准备:操作人员将待切割的金属材料放置在切割机的工作台上,并固定好。
3. 开始切割:操作人员启动数控等离子切割机,控制系统将切割参数传输给切割机的执行部件。
切割机根据设定的参数进行等离子切割,通过电弧放电产生的高温等离子弧将金属材料进行切割。
4. 切割控制:数控等离子切割机的控制系统能够实现对切割过程的精确控制,包括切割速度的调节、切割路径的控制等。
操作人员可以根据需要对切割进行调整,以获得更高的切割精度和效率。
5. 切割结束:当切割完成后,操作人员停止数控等离子切割机的工作。
切割机会自动停止等离子弧放电,金属材料冷却后,可以进行取出和下一次切割。
三、数控等离子切割机的优势数控等离子切割机相比传统的手工切割具有以下优势:1. 高效:数控等离子切割机采用自动化控制,能够实现高速切割,提高生产效率。
2. 精确:数控等离子切割机具有高精度的切割能力,能够实现复杂形状的切割,保证切割质量。
3. 灵活:数控等离子切割机的切割路径可以通过控制系统进行调整,能够适应不同形状和尺寸的切割需求。
4. 自动化:数控等离子切割机能够实现自动化操作,减少了人工操作的繁琐程度,提高了工作效率。
等离子切割机工作原理

等离子切割机工作原理等离子切割机是一种常用于金属切割的设备,它通过产生高温等离子体来加热和切割金属材料。
下面将详细介绍等离子切割机的工作原理。
1. 等离子体的生成等离子切割机通过一个高频电源产生高频电流。
这个电流通过一个电极引导到切割头附近的气体喷嘴处。
在气体喷嘴中,电流通过一个细小的孔洞进入喷嘴内部,同时带动周围的气体流动。
当电流通过这个孔洞时,电流密度增加,导致气体份子电离并形成等离子体。
等离子体是由带正电的离子和带负电的电子组成的,具有很高的能量。
2. 等离子体的加热和切割等离子体通过一个导电的切割头引导到切割区域。
切割头通常由铜或者铝制成,具有良好的导电性能。
当等离子体通过切割头时,电子和离子会与切割头碰撞,将其能量传递给切割头。
切割头因此被加热,达到非常高的温度。
3. 切割气体的喷射在切割头周围,有一个喷嘴用于喷射切割气体。
切割气体通常是氮气、氧气或者混合气体。
切割气体的作用有两个方面:一是冷却切割头,防止过热损坏;二是将切割头周围的金属材料吹走,以便更好地进行切割。
4. 切割过程当切割头加热到足够高的温度时,它可以将金属材料加热到熔点甚至更高的温度。
在这个过程中,切割头与金属材料之间形成一个弧电流。
这个弧电流通过金属材料,产生大量的热量,使金属材料熔化或者蒸发。
同时,切割气体喷射到切割区域,将熔化或者蒸发的金属吹走,形成一个切割沟槽。
5. 切割控制等离子切割机通常配备了一个控制系统,用于控制切割过程的参数,如切割速度、切割深度和切割形状等。
操作人员可以通过控制系统设置所需的切割参数,以实现精确的切割。
总结:等离子切割机通过产生高温等离子体来加热和切割金属材料。
它的工作原理是通过高频电流产生等离子体,然后将等离子体引导到切割头附近,通过切割头加热金属材料并喷射切割气体来实现切割。
等离子切割机具有高效快速、精确度高等优点,广泛应用于金属加工行业。
等离子切割机工作原理分析
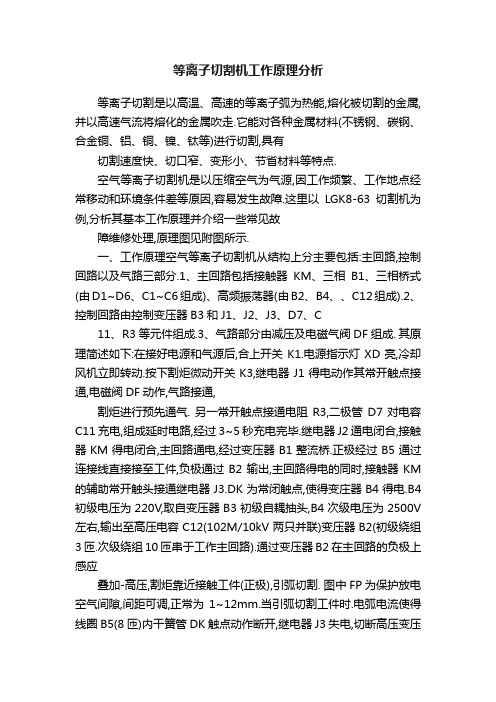
等离子切割机工作原理分析等离子切割是以高温、高速的等离子弧为热能,熔化被切割的金属,并以高速气流将熔化的金属吹走.它能对各种金属材料(不锈钢、碳钢、合金铜、铝、铜、镍、钛等)进行切割,具有切割速度快、切口窄、变形小、节省材料等特点.空气等离子切割机是以压缩空气为气源,因工作频繁、工作地点经常移动和环境条件差等原因,容易发生故障.这里以LGK8-63切割机为例,分析其基本工作原理并介绍一些常见故障维修处理,原理图见附图所示.一、工作原理空气等离子切割机从结构上分主要包括:主回路,控制回路以及气路三部分.1、主回路包括接触器KM、三相B1、三相桥式(由D1~D6、C1~C6组成)、高频振荡器(由B2、B4、、C12组成).2、控制回路由控制变压器B3和J1、J2、J3、D7、C11、R3等元件组成.3、气路部分由减压及电磁气阀DF组成. 其原理简述如下:在接好电源和气源后,合上开关K1.电源指示灯XD亮,冷却风机立即转动.按下割炬微动开关K3,继电器J1得电动作其常开触点接通,电磁阀DF动作,气路接通,割炬进行预先通气. 另一常开触点接通电阻R3,二极管D7对电容C11充电,组成延时电路,经过3~5秒充电完毕.继电器J2通电闭合,接触器KM得电闭合,主回路通电,经过变压器B1整流桥.正极经过B5通过连接线直接接至工件,负极通过B2输出,主回路得电的同时,接触器KM 的辅助常开触头接通继电器J3.DK为常闭触点,使得变庄器B4得电.B4初级电压为220V,取自变压器B3初级自耦抽头,B4次级电压为2500V 左右,输出至高压电容C12(102M/10kV两只并联)变压器B2(初级绕组3匝.次级绕组10匝串于工作主回路).通过变压器B2在主回路的负极上感应叠加-高压,割炬靠近接触工件(正极),引弧切割. 图中FP为保护放电空气间隙,间距可调,正常为1~12mm.当引弧切割工件时.电弧电流使得线圈B5(8匝)内干簧管DK触点动作断开,继电器J3失电,切断高压变压器B4,引弧升压回路停止工作.当切割完毕,松开割炬微动开关K3后,则继电器J1断电复位,接触器KM主触点断开,主回路停止输出.由于RC电路中C11的充放电作用,继电器J2延时复位,使气路滞后10秒断开,割炬得到有效冷却,起到保护作用.整个切割工作过程:预通气一主回路供电-高压引弧-熄弧-气体滞后-停止.变压器B1为Y/Y接法,一次侧线电压为380V,二次侧线电压为170V,经整流后直流空载电压有效值为240V,有工作负载时输出120V. 二、等离子切割机的缺陷此型号等离子切割机,从其原理图或实际结构来分析主回路、控制回路等,没有使用路,虽然结构简单,但存在一些缺陷.因为电源进线接至机上一端子板,然后从端子板直接接至接触器KM.开/关机只是开/断控制回路开关K1,继而控制接触器KM.在实际使用中若发生接触器KM铁心卡阻或触点烧结(此故障极常见),此时切割机仍然有电压输出.容易发生关不断电源的故障.从保护设备和工作人员或者从维修的角度分析,电源进线后与接触器KM之间至少需一只容量为30A左右(根据设备容量来估算)的三相断路器. 值得一提的是,在引弧过程中未切割工件即主回路已得电,控制回路工作,J3、B4工作,在B2的次数上有一引弧电压,叠加在主回路上.由图上看,此引弧分量电压;经工件输出引线线间电容C13,线地电容C14、C15耦合,反加在变压器B1的次级,通过绕组匝间电容C16反馈至电源侧,给工频电源造成污染.用一高内阻数字万用表直流电压1000V挡,一表笔搭接电源进线任一相,另一表笔悬空,数字万用表的显示值是一不稳定的值(远高于0V)。
等离子切割机工作原理
等离子切割机工作原理引言概述:等离子切割机是一种常用的金属切割设备,它利用等离子体的高温高能量特性,能够快速、精确地切割各种金属材料。
本文将详细介绍等离子切割机的工作原理,包括等离子体的生成、切割过程的控制、以及切割效果的影响因素。
一、等离子体的生成1.1 等离子体的概念等离子体是一种由正负电荷粒子组成的高度激发的气体,其中正电荷粒子称为离子,负电荷粒子称为电子。
等离子体具有高温、高能量的特性,可以用来进行金属切割。
1.2 等离子体的产生方式等离子体可以通过两种方式产生:直流放电和交流放电。
直流放电是通过直流电源提供电流,使得电极之间形成电弧,从而产生等离子体。
交流放电则是通过交流电源提供电流,使得电极之间形成交变电弧,同样可以产生等离子体。
1.3 等离子体的特性等离子体具有高温、高能量的特性,可以将金属材料加热至熔点以上,并将其融化、气化,从而实现切割。
等离子体的温度可以达到上万摄氏度,能够快速、高效地完成切割任务。
二、切割过程的控制2.1 等离子弧的稳定性切割过程中,等离子弧的稳定性对切割效果至关重要。
稳定的等离子弧能够提供持续的高温高能量,确保切割速度和质量。
为了保持等离子弧的稳定,切割机通常采用自动控制系统,通过调整电流、气体流量等参数来维持等离子弧的稳定。
2.2 气体的选择与控制切割过程中,气体起到冷却和保护的作用。
常用的切割气体有氧气和氮气,其中氧气用于氧化金属表面,氮气用于保护切割区域。
切割机通过控制气体流量和压力,确保气体的稳定供应,从而保证切割效果。
2.3 切割速度和质量的控制切割速度和质量是切割过程中需要控制的关键因素。
切割速度过快可能导致切割质量下降,切割速度过慢则会浪费时间和资源。
切割机通过调整等离子弧的能量、切割速度和气体流量等参数,来控制切割速度和质量,以达到最佳的切割效果。
三、切割效果的影响因素3.1 切割材料的性质不同的金属材料具有不同的物理和化学性质,这些性质将直接影响切割效果。
等离子切割机工作原理

等离子切割机工作原理
等离子切割机是一种常用于金属切割的设备,它利用等离子体的高温和高能量
来实现金属的切割。
下面将详细介绍等离子切割机的工作原理。
1. 等离子体的生成
等离子切割机通过电弧放电的方式生成等离子体。
首先,将气体(通常是氮气、氧气或者空气)注入到切割机的切割枪中。
然后,在枪头附近产生高压电弧,使气体份子发生电离,形成等离子体。
这些等离子体富含高能量的电子和离子。
2. 等离子体的加热
等离子体产生后,通过电流的作用,将其加热到非常高的温度。
这种高温等离
子体称为等离子弧。
等离子弧的温度可达到数千摄氏度,足以将金属材料加热到熔点以上。
3. 金属切割
等离子切割机将加热后的等离子弧聚焦到切割点上,使其与金属材料接触。
等
离子弧的高温和高能量会迅速将金属材料加热至熔化点,并在切割点上形成一个熔池。
同时,切割机会通过气体喷嘴向熔池中喷射高速气流,将熔化的金属吹散,实现切割作业。
4. 控制和调节
等离子切割机通常配备了控制系统,用于调节切割参数,如电流、气体流量和
喷嘴距离等。
通过合理的参数设置,可以控制切割深度、速度和质量。
等离子切割机的工作原理基于等离子体的高温和高能量。
通过产生和加热等离
子体,将金属材料加热至熔点以上,再利用气流将熔化的金属吹散,实现切割作业。
这种切割方式具有快速、精确和高效的特点,广泛应用于金属加工、创造业和建造行业等领域。
等离子切割机的工作原理与维修
等离子切割机的工作原理与维修一、工作原理以高压为正馈式为例。
接通电源开关后,三相漏抗变压器、整流桥得电后输出l20~180V(机型不同.电压不同)的空载直流电压处于待机状态。
接通工作开关后,控制组件得电,如果此时按下切割开关(附在供气、电的喷嘴头部),供气电磁闸打开供气,同时接通高压逆变组件电源。
若此时没有进行切割,放电间隙即行释放部分高压以免击穿工作整流管,如果此时已接上负极线到工件并且喷嘴已接近需切割的金属制品,气流在高压电场作用下被电离.一百多伏的电压即沿着电离子通路形成电弧,在离子、电压、电弧、气压的作用下金属迅速熔化,从而达到切割金属的目的。
工作结束后.松开手控制开关,逆变组件断开,高压关闭,供气继电器延迟十几至几十秒钟(以冷却喷嘴)后自行关闭。
二、维修过程[例1]广东产40A等离子切割机.只能切割很薄的铁板,切割较厚的铁板时只能打出一个坑点后死火。
因为其他正常,断定是切割电流不足,重点查漏抗变压器和整流器。
经仔细检查,整流部分正常,发现三相漏抗变压器副边绕组内层已发黑烧断。
此变压器是由硅钢片叠压成的三个心柱与上下各两个横轭组合焊接而成,需用手砂轮割开焊口取出横轭才能拆下线圈(实测是2mmx4mm扁铝线86匝)。
购进同型号铝线后按原样绕制,经浸漆烘干后装配(注意:装配时线圈与铁芯间要有良好的绝缘,并且要安装得尽量紧,硅钢片对合时要用夹具压严接口才能焊接,以免增大损耗)。
完成后试机一切正常。
分析损坏的原因是线圈松动在电磁力作用下与铁芯相擦,引起线圈短路烧断。
[例2]广东产40A等离子切割机不能点火。
试机检查无高压打火声.此机已使用年余,用压缩空气喷净里面灰尘后.看出是高压包高压整流输出的滤波瓷片电容(两串两并,4kW/2200pF)下面的两只已裂开,上面的两只中一只已漏电(用2500V 摇表测。
只有0.5Mn)。
市场上无此种电容,从旧的电击枪拆下2000pF/10kV聚丙稀电容,换上后试机正常(注:拆前不管是否有高压.都要先放电)。
等离子切割机工作原理

等离子切割机工作原理等离子切割机是一种常用于金属切割的设备,它利用等离子体的高温和高能量来实现材料的切割。
下面将详细介绍等离子切割机的工作原理。
1. 等离子体的生成等离子切割机通过电弧放电的方式产生等离子体。
首先,将气体(通常是氮气、氧气或空气)引入到切割机的切割枪中。
然后,在枪头附近产生高频电弧放电,这会导致气体分子中的电子被激发并离开原子核,形成带正电荷的离子和自由电子。
这些离子和电子的集合体就是等离子体。
2. 等离子体的加热等离子体中的离子和电子具有高温和高能量。
当气体被电弧放电激发后,等离子体的温度会升高到几千摄氏度甚至更高。
这种高温等离子体可以提供足够的能量来加热和熔化金属材料。
3. 切割过程在等离子体切割机中,切割枪的枪头附近的等离子体会被聚焦成一个细小的火花。
这个火花的高温和高能量可以将金属材料加热到熔点以上,使其部分或完全熔化。
同时,切割枪还会通过气体喷嘴向切割区域喷射高速的气体,将熔化的金属吹散,形成切割缝。
4. 气体保护在等离子切割过程中,气体喷嘴除了用于吹散熔化的金属外,还起到了保护作用。
喷射的气体可以形成一个保护层,防止空气中的氧气和其他杂质进入切割区域,避免切割过程中产生氧化物或其他不良反应。
5. 控制系统等离子切割机通常配备了一个精密的控制系统,用于控制切割过程中的各个参数。
这些参数包括电弧放电电流、气体流量、气体喷嘴位置等。
通过调整这些参数,可以实现对切割深度、切割速度和切割质量的精确控制。
总结:等离子切割机利用高温高能量的等离子体来实现金属材料的切割。
通过电弧放电产生等离子体,然后利用等离子体的高温和高能量将金属材料加热熔化,并通过气体喷嘴将熔化的金属吹散,形成切割缝。
同时,喷射的气体还起到保护作用,防止氧气和其他杂质进入切割区域。
通过精密的控制系统,可以实现对切割过程的各个参数进行调节,以达到所需的切割效果和质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
等离子切割机工作原理及维护
等离子切割机工作原理及维护:武汉依德焊割解析
等离子是加热到极高温度并被高度电离的气体,它将电弧功率将转移到工件上,高热量使工件熔化并被吹掉,形成等离子弧切割的工作状态。
压缩空气进入割炬后由气室分配两路,即形成等离子气体及辅助气体。
等离子气体弧起熔化金属作用,而辅助气体则冷却割炬的各个部件并吹掉已熔化的金属。
切割电源包括主电路及控制电路两部分,电气原理方框图见图所示:
主电路包括接触器,高漏抗的三相电源变压器,三相桥式整流器,高频引弧线圈及保护元件等组成。
由高漏抗引成陡将的电源外特性。
控制电路通过割炬上的按钮开关来完成整个切割工艺过程:
预通气—主电路供电—高频引弧—切割过程—息弧—停止。
主电路的供电由接触器控制;气体的通短由电磁阀控制;由控制电路控制高频振荡器引燃电弧,并在电弧建立后使高频停止工作。
此外,控制电路尚具备以下内部锁定功能:
1、热控开关动作,停止工作。
切割故障
1)割不透:
a:板材厚度超过设备适用范围。
b:切割速度太快。
c:割炬倾度过大。
d:压缩空气压力过大或过小。
e:电网电压过低。
2)等离子弧不稳定:
a:割炬移动太慢。
b:电源两相供电,工作电压减小。
c:压缩空气压力过大。
割炬的安装、维护及零件更换:
1.安装或更换割炬零件时,将割炬头朝上,然后按保护罩—导电喷咀—气体分配器—电极—割炬体的顺序拆卸;按相反顺序装配。
安装喷咀时,要保持与电极的同心度。
保护罩要拧紧,喷咀要压紧,若有松动,不能切割。
2.合理使用割炬,将喷咀与工件接触后在引弧;而切割结束时,应先松开手把按钮断弧,再将割炬从工件表面移开,这样可延长零件的使用寿命。
当喷咀因中心空大而影响切割质量时应及时更换。
3.电极中心凹陷深达2毫米以上或不能引弧时,可将电极反向安装使用或更新。
4.发现保护罩、分配器裂开或严重损坏时应及时更换。
5.发现割炬体绝缘、人造革外套、电缆线绝缘、气管损坏破裂时,应及时修复或更换。
6.若要卸下割炬,将人造革外套后退,拆开开关连接接线,向后退出手把,再拆割炬体的连接接头。
7.更换新的陶瓷保护罩时,将割炬体上的O形密封圈涂少许凡士林油再旋入,可延长密封圈使用时间。
8、常见故障原因及排除方法:
序号
故障现象
故障原因
排除方法
一、
合上电源开关
电源指示灯不亮
1.供电电源开关中熔断器断
更换
2.电源箱后熔断器断
检查更换
3.控制变压器坏
更换
4.电源开关坏
更换
5.指示灯坏
更换
二、
不能预调切割气体压力
1.气源未接上或气源无气
接通气源
2.电源开关不在“通”位置
扳动之
3.减压阀坏
修复或更换
4.电磁阀接线不良
检查接线
5.电磁阀坏
更换
三、
工作时按下割炬按钮无气流
1.管路泄露
修复泄露部分
2.电磁阀坏
更换
四、
导电嘴接触工件后按动割炬按钮工作指示灯亮但未引弧切割 1.KT1坏
更换
2.高频变压器坏
检查或更换
3.火花棒表面氧化或间隙距离不当
打磨或调整之
4.高频电容器C7短路
更换
5.气压太高
调低
6.导电嘴损耗过短
更换
7.整流桥整流元件开路或短路
检查更换之
8.割炬电缆接触不良或断路
修理或更换
9.工件地线未接至工件
接至工件
10.工件表面有厚漆层或厚污垢
清除使之导电
五、
导电嘴接触工件按下割炬按钮切割指示灯不亮
1.热控开关动作
待冷却或再工作
2.割炬按钮开关坏
更换
六、
高频启动后控制熔断熔丝断
1.高频变压器损坏
检查更换
2.控制变压器损坏
检查更换
3.接触器线圈短路
更换
七、
总电源开关熔丝断
1.整流元件短路
检查并更换
2.主变压器故障
检查更换
3.接触器线圈短路
检查更换
八、
有高频发生但不起弧
1.整流元件坏(机内有异常声响)
检查更换
2.主变压器坏
检查更换
3.C1—C7坏
检查更换
九、
长期工作中断弧不起
1.主变压器温度太高,热控开关动作
待冷却后再工作注意降温风扇是否工作及风向
2.线路故障
检查修复
武汉依德焊割专业数控切割机企业,其中数控等离子切割机可以切割中厚板,不锈钢,碳钢板等,有进口等离子电源,国产等离子电源!龙门式等离子切割机,台式等离子切割机,便携式等离子切割机,广告等离子切割机,不锈钢等离子切割机,及等离子相贯线切割机多种规格,欢迎登录武汉依德焊割网站查询!网站现场视频切割,欢迎访问!。