生产工序流程图范本
生产工艺流程图范例

环保洗板水
环 保
生产工艺流程表
产品编号:HW111 产能/8小时:2000PCS 生产物料/用量 作业类别:焊锡 SPT:0.056H 版本:E0 制作日期:2007.11.20 页码: 1/1
作业内容描述
工装夹测治具 生产辅料 操作工时 标准工时 作业人数 斜口钳 40W环保烙铁 40W环保烙铁 橡皮擦 环保锡丝 环保锡丝 12秒 12秒 20秒 12秒 12秒 12秒 20秒 12秒 24秒 20秒 14.4秒 14.4秒 14.4秒 14.4秒 14.4秒 14.4秒 14.4秒 14.4秒 14.4秒 14.4秒 1人 1人 2人 1人 1人 1人 2人 1人 2人 2人
制作:
审核
工厂生产部流程图
《车间品质控制检查记录》
品管主管/生产
主管
《生产过程杂物记录》
通知有关人员:品管主管和生产主管决定不合格 半成品返工还是报废;
品管 主管
主
管Hale Waihona Puke /生产《质量异常报告》
《整改报告》
报废:对有问题的成品进行销毁,并对该次事件 提出合理的整改建议;
品管 主管
主
管
/
生
产
《纠正预防措施》
整改意见:相关人员对该次事件进行原因分析, 生产部 提出整改意见;
流程
原料 投产
巡检
通知有 关人员
继续下一 道工序
成品
返工
报废
整改报
检 入仓
存档
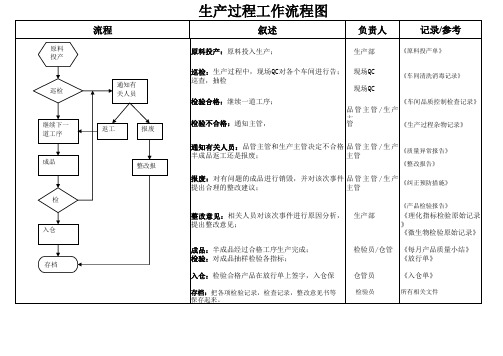
生产过程工作流程图
叙述
负责人
记录/参考
原料投产:原料投入生产;
生产部
《原料投产单》
巡检:生产过程中,现场QC对各个车间进行告; 现场QC 巡查,抽检
现场QC
《车间清洗消毒记录》
检验合格:继续一道工序; 检验不合格:通知主管,
《产品检验报告》
《理化指标检验原始记录 》 《微生物检验原始记录》
成品:半成品经过合格工序生产完成; 检验:对成品抽样检验各指标;
检验员/仓管 《每月产品质量小结》 《放行单》
入仓:检验合格产品在放行单上签字,入仓保
仓管员
《入仓单》
存档:把各项检验记录,检查记录,整改意见书等 保存起来。
检验员
所有相关文件
生产管理各工序工作流程图

生产管理各道工作流程图物资供应计划工作流程
生产过程组织设计流程
生产过程各职能模块配合流程
生产制程控制流程
退
货
返
工
返
工
返
工
劳动定额管理程序
说明:完善劳动生产定额管理,对于一车间这样的装备制造型车间尤为重要。
劳动工时消耗构成图
全
部时间
消耗
定额时间
非定额时间
作业时间
照管工作地时间
休息和生理需要时间
准备和结束时间
基本时间
辅助时间
机动时间
机手动时间
手动时间
非生产工作时间
非工人造成的损失时间
工人造成的损失时间
返工处理作业流程图
外协计划编制流程图
设备管理流程与责任图
)
设备使用的管理程序
原材料验收管理流程
成品出货质检流程图
进料过程检验操作流程
进货检验不合格处理程序
仓储管理工作的基本流程
生产废料入库处理管理流程
包装物及其它废料处理工作流程图
企业物资消耗定额构成图
物资消耗定额制定流程
采购作业流程
物资请购作业流程
物资需求计划
存量管制作业
填写请购单
YES
询价、比价、议价 长期合约采购
物控部长 审核
请购单位主管审核
采购作业
经理审核
NO
NO
NO
YES
YES
请购单位主管审核。
焦化厂生产工序及工艺流程图

焦化厂生产工序及工艺流程焦化厂的生产车间由备煤筛焦车间、炼焦车间、煤气净化车间及相配套的公用工程组成。
产品焦炭和副产品煤焦油、硫膏、硫铵、粗苯等外售。
焦炉煤气经净化后,部分返回焦炉和化产系统作为燃料气,剩余煤气全部外供发电用燃料气。
焦化厂主要生产工序包括:备煤,炼焦、熄焦,筛贮焦,冷鼓、电捕、脱硫及硫回收、蒸氨、硫铵、洗脱苯等工序。
洗精煤—备配煤—炼焦—熄焦—筛贮焦—煤气净化及化产回收—煤气外送。
生产工序如下图所示:外供燃料气1. 备配煤工序备配煤是焦化工程的第一道工序,主要是负责洗精煤的贮运、配煤、粉碎、输送,为焦炉提供合格原料。
备配煤工序主要由储煤场及地下配煤槽、粉碎机楼和胶带机通廊及转运站等组成。
2. 炼焦、熄焦工序炼焦、熄焦是焦化工程的第二步工序,也是最核心的工艺,主要负责将合格的配合精煤采用高温干馏工艺炼成焦炭,并采用湿法熄焦工艺将焦炭熄火降温。
炼焦过程副产荒煤气。
焦化厂炼焦、熄焦工序包括1#、2#焦炉、煤塔、间台、端台、炉门修理站、推焦杆及煤槽底板更换站、装煤出焦除尘地面站、熄焦系统、熄焦塔、晾焦台、粉焦沉淀池、熄焦泵房、烟囱及相应配套焦炉机械。
3. 筛贮焦工序筛贮焦是焦化工程的第三步工序,筛贮焦工序主要负责将炼焦工序熄火的焦炭进行筛分、输送、储存。
焦炭筛分为>35mm、35-15mm、<15mm三个级别外售。
4. 冷凝鼓风工序冷凝鼓风工序的主要任务是对来自焦炉的荒煤气进行冷凝冷却、加压,脱除煤气中的萘及焦油雾,焦油与氨水的分离贮存及焦油、循环氨水、剩余氨水的输送等。
5. 脱硫及硫回收工序脱硫及硫回收工序的任务是将来自冷凝鼓风工序焦炉煤气中所含各种硫化物和氰化物脱除,使煤气中的硫化氢含量脱至200mg/Nm3以下送出。
浮选出的硫泡沫经熔硫釜连续熔硫,副产硫磺外售。
6. 蒸氨工序蒸氨工序的任务是将冷鼓来的剩余氨水在蒸氨塔中用蒸汽蒸出,蒸出的氨汽经氨分缩器冷却,冷凝下来的液体入蒸氨塔顶作回流,未冷凝的氨汽用循环水冷凝成浓氨水送脱硫工序作为脱硫补充液。
电子厂生产全套流程图模板

YES
记测量登记
是否校准
NO
使用、保管、维护
执行内、外校准
YES
校准失效
校准判定
NG
能否维修
校准标识、记录
使用、保管、维护
使用过程中是否失效
定期校准通知
相关记录存档
临时校验
YES
报废
NO
YES
1.11产品标识流程
原材料
进料检验
分类标识入库存放
生产领用物料标识的维护与保存
生产自检制程抽检
生产线目检或测试
首件物料确认
品检确认
OK
NG
4.卧式插机打板
OK
机打件首件确认
品检核查
NG
放不良区域维修
NG
5.品检检验
OK
6.AI立式机排料
OK
NG
首件物料确认
7.立式插机打板
品检确认
NG
8.品检检验
放不良区域维修
机打件首件确认
NG
OK
放置成品区
转DIP车间
DIP车间生产流程图
波峰焊接
修脚
放不良区域待修
生产计划
生产部将产品送检FQC
FQC清点数量及确认状态标识
依成品检验标准及抽样计划实施检验
FQC对批量进行随机抽(全)检
出具检验结论
记录并开具出货报告
成品入库
入成品仓
OK
NG
QE确人
OK
NG
开不合格品处置单
生产部对不合格品批次进行处理再送检
备注说明1.生产部所生产产品必需由生产自检人员检验2.产线必需确保所送出产品的产品质量3.FQC品质人员需按抽检计划检验
生产机加工件工艺流程图(参考模板)

机加工制造工艺流程图
一、制造工艺流程表
二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序
三、有关制造工艺流程图的详细说明
○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
○抛光后进行表面研磨,使表面变得柔和。
○实施抛光处理。
○表面研磨后通过后处理,激光打标完成加工及进行最终检查。
○完成最终检查之后,再用超声波洗涤,成品检查然后结束包装,贴标签入库。
该工艺属关键和特殊工序。
※从原料入库到成品出库,根据产品标准书,ISO9001及YY/T0287标准要求的规定,全程记录及管理。
---精心整理,希望对您有所帮助。
完整生产工艺流程图范文.doc
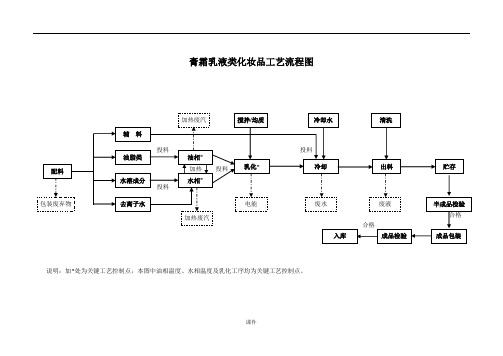
膏霜乳液类化妆品工艺流程图说明:加*处为关键工艺控制点,本图中油相温度、水相温度及乳化工序均为关键工艺控制点。
课件染发类化妆品工艺流程图说明:加*处为关键工艺控制点,本图中油相温度、水相温度及乳化工序均为关键工艺控制点。
课件洗发类化妆品工艺流程图说明:加*处为关键工艺控制点,本图中混合工序为关键工艺控制点。
课件香水类化妆品工艺流程图说明:加*处为关键工艺控制点,本图中陈化和过滤工序均为关键工艺控制点。
课件美容类化妆品(唇膏)工艺流程图说明:加*处为关键工艺控制点,本图中混合及熔浇铸型工序均为关键工艺控制点。
课件美容类化妆品(粉饼)工艺流程图说明:加*处为关键工艺控制点,本图中研磨及压制成型工序均为关键工艺控制点。
课件课件专业课件课件课件专业课件俗语说,良言一句三冬暖,你对我好,我又岂能不知,你谦让与我,我又怎能再得寸进尺,你欣赏我,我就有可能越变越好,你尊重我,我也会用尊重来回报你,你付出爱,必会得到更多的爱。
与人相处,要多一份和善,切忌恶语相向,互相伤害就有可能永远失去彼此,每个人心中都有一座天平,每个人心中都藏一份柔软,表面再强势的人,内心也是渴求温暖的。
做人要学会谦虚,虚怀若谷。
人人都喜欢和谦虚的人交往,司马懿说:“臣一路走来,没有敌人,看见的都是朋友和师长”.这就是胸怀。
有格局的人,心中藏有一片海,必能前路开阔,又何愁无友。
人与人相处,开始让人舒服的也许是你的言语和外表,但后来让人信服的一定是你的内在。
就如那句,欣赏一个人,始于颜值,敬于才华,合于性格,久于善良,终于人品。
人这一生,遇见相同的人不容易,遇见正确的人更不容易,只有选择了合适的相处方式,带上真诚与人相处,才会走得更长,更远更久。
课件人与人相处,要多一份真诚,俗语说,你真我便真。
常算计别人的人,总以为自己有多聪明,孰不知被欺骗过的人,就会选择不再相信,千万别拿人性来试人心,否则你会输得体无完肤。
人与人相处不要太较真,生活中我们常常因为一句话而争辩的面红耳赤,你声音大,我比你嗓门还大,古人说,有理不在声高,很多时候,让人臣服的不是靠嘴,而是靠真诚,无论是朋友亲人爱人都不要太较真了,好好说话,也是一种修养。
完整生产工艺流程图
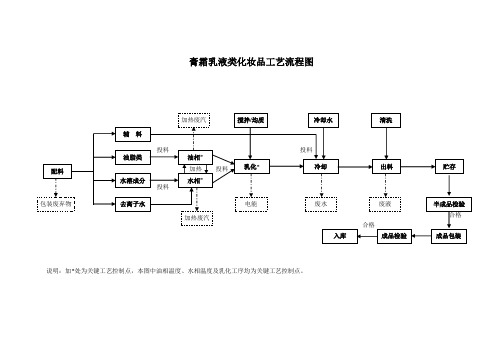
膏霜乳液类化妆品工艺流程图
说明:加*处为关键工艺控制点,本图中油相温度、水相温度及乳化工序均为关键工艺控制点。
染发类化妆品工艺流程图
说明:加*处为关键工艺控制点,本图中油相温度、水相温度及乳化工序均为关键工艺控制点。
洗发类化妆品工艺流程图
说明:加*处为关键工艺控制点,本图中混合工序为关键工艺控制点。
香水类化妆品工艺流程图
说明:加*处为关键工艺控制点,本图中陈化和过滤工序均为关键工艺控制点。
美容类化妆品(唇膏)工艺流程图
说明:加*处为关键工艺控制点,本图中混合及熔浇铸型工序均为关键工艺控制点。
美容类化妆品(粉饼)工艺流程图
说明:加*处为关键工艺控制点,本图中研磨及压制成型工序均为关键工艺控制点。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
修改者
日期
Rev. Change content
edit
date
修改记录/change history
依据《集中熔解炉操作指导书》进行操
作
中央熔炉
压铸参数见《压铸作业指导书》
400T压铸机
模具编号: 鼎捷 DH-206
根据检验规范的要求
供应商自主提供检验报告 目视 PLC系统监视器、卡尺 目视+卡尺
OK
P4
抛光
返工
手工去毛刺、
P5
批锋
PQC NG 挑选
OK OK
返工
报废 scrap
Q3
NG
挑选
QC
报废 返工
返工
Q4
NG 挑选
报废
QC
P7
清洗
OK 返工
P8
喷粉
PQC OK
NG 挑选
OK
返工
Q5
NG 挑选
外观全检
报废 报废
根据检验规范的要求 根据《作业指导书》操作 根据《作业指导书》操作 根据检验规范的要求
螺纹塞规、牙规、卡尺 目视 目视 目视
喷涂部 OQC检查 仓库
P9
包装
返工
OK
rework
NG
Q6
OQC
第1页 共1页 ADC12
设备
作业指导书 working instruction
文件编号
批准 工装
XXX
监视和测量设置
NG 选用或者报废提
Q1
IQC
交(MRB),退
OK
回供应商
P1
原材料储存
P2
熔料
返工
压铸/去垃圾 料/去水口
P3
NG
PQC
挑选
OK
OK
返工
报废
NG
Q2
QC
挑选
报废
ADC12材料规范和MDSD
根据《作业指导书》操作 根据《作业指导书》操作 根据检验规范的要求
P6
钻孔攻牙
PQC NG 挑选
报废 根据《作业指导书》操作
scrap
OK
抛光机
150目砂纸
气动锉刀、锉 刀
目视 目视 目视
YR-6515钻孔 攻牙机、
ZS4120台式 攻丝机
2.5mm钻头、M3丝锥、 目视 M6丝锥、M10.5丝锥
OK
客户 品名 P/N 部门 采购科 QC检查 仓库
压铸部
QC检查
去批锋部
QC检查 机加部 QC检查
喷涂部
QC检查
XXX 有 限 公 司
文件名称 DOC NAME
YYY XXX散热器
页次
生产工序流程图
材料
ZPS-H-YJR123-L01.05
编制
审核
工序号
工序流程
ADC12铝合 金入厂
特殊特性 材质要求
挑选
P10
出货/储存
报废 scrap
根据《作业指导书》操作 根据检验规范的要求 根据成品出货原则,先进先出
目视、卷尺 卡尺、螺纹塞规、牙规 目视
压铸部
去批锋部
喷涂部
品质部
机加部
仓库
分发部门/Distribution Dept 注:作废原件保存年限为2年。
A0 初版发行/first issue
版本号 修改记录