(工艺流程)生产许可证生产工艺流程图
工艺流程图 饮料生产必备
关键工序
关键设备
关键工艺参数
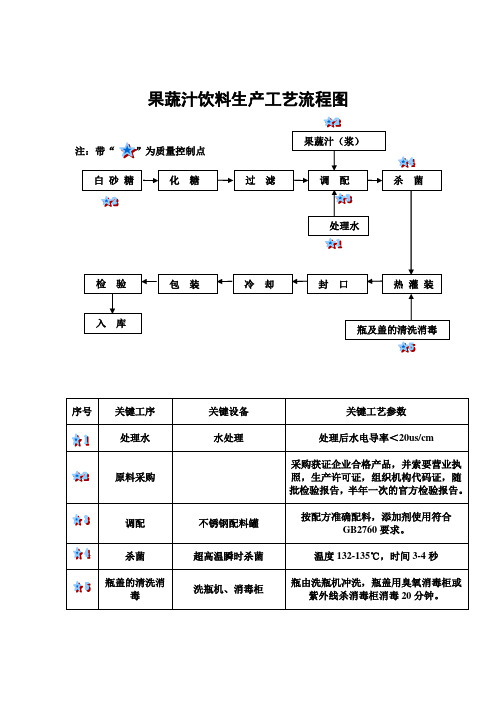
处理水
水处理设备
处理后水的电导率<20us/cm
原料采购
采购获证企业合格产品,并索要营业执照,生产许可证,组织机构代码证,随批检验报告。半年一次的官方检验报告。白砂糖添加量≥2.0%
调配
不锈钢配料罐
按配方准确配料,添加剂使用符合GB2760要求。
杀菌
超高温瞬时杀菌
温度132-135℃,时间3-4秒
超高温瞬时杀菌
温度132-135℃,时间3-4秒
瓶盖的清洗消毒
洗瓶机、消毒柜
瓶由洗瓶机冲洗,瓶盖用臭氧消毒柜或紫外线杀消毒柜消毒20分钟。
超高温瞬时杀菌
温度132-135℃,时间3-4秒
瓶盖的清洗消毒
洗瓶机、消毒柜
瓶由洗瓶机冲洗,瓶盖用臭氧消毒柜或紫外线杀消毒柜消毒20分钟。
茶饮料生产工艺流程图
注:带“”为质量控制点
序号
关键工序
关键设备
关键工艺参数
处理水
水处理
处理后水的电导率<20us/cm
原料采购
采购获证企业合格产品,并索要营业执照,生产许可证,组织机构代码证,随批检验报告。半年一次的官方检验报告。
调配
不锈钢配料罐
按配方准确配料,添加剂使用符合GB2760要求。
-135℃,时间3-4秒
瓶盖的清洗消毒
洗瓶机、消毒柜
瓶由洗瓶机冲洗,瓶盖用臭氧消毒柜或紫外线杀消毒柜消毒20分钟。
纯净水的生产工艺流程图
注:带“”为质量控制点
质量控制表
序号
工序名称
关键设备
关键工艺参数
水源水
水井
符合GB5749-2006
化妆品生产许可审查细则.
化妆品生产许可审查细则◦0七年十月十八日目录1、发证产品范围2、主要生产工艺流程图3、生产关键工艺参数4、生产工艺必备生产设备5、原辅材料要求6、抽样原则7、检验项目8、必备检验设备与仪器9、发证检验判定原则10、发证检验依据及时限附件1:《化妆品生产许可企业实地核查办法》附件2:化妆品相关标准目录化妆品产品生产许可证审查细则1、总则1.1 《化妆品产品生产许可证实施细则》(以下:简称《细则》)仅满足化妆品产品生产许可工作的需要。
1.2 实施生产许可证管理的化妆品指:以涂抹、喷、洒或者其它类似方法,施于人体(皮肤、毛发、指趾甲、口唇齿等),以达到清洁、保养、美化、修饰和改变外观,或者修正人体气味,保持良好状态目的的产品。
1.3 根据化妆品使用部位的不同划分为:皮肤用单元、毛发用单元、指(趾)甲用单元、口唇(齿)用单元和其他单元。
其它单元指无法按划分原则归属于前四个单元的化妆品,其产品目录由国家质量技术监督检验检疫总局(以下:简称“国家质检总局” )确定。
皮肤用单元、毛发用单元、指(趾)甲用单元、口唇(齿)用单元根据产品生产工艺的不同划分为不同的小类。
化妆品单元分类表单元皮肤用单元毛发用单元指(趾)甲用单元口唇(齿)用单元小类1、液态水基类2、液态油基类3、液态气雾剂类4、液态有机溶剂类5、凝胶类6、膏霜乳液类7、粉类8、蜡基类9、皂类1、液态水基类2、液态油基类3、液态气雾剂类4、液态有机溶剂类5、凝胶类6、膏霜乳液类7、粉类8、蜡基类1、液态水基类2、液态油基类3、液态气雾剂类4、液态有机溶剂类5、凝胶类6、膏霜乳液类7、粉类8、蜡基类1、液态水基类2、液态油基类3、液态气雾剂类4、液态有机溶剂类5、凝胶类单元小类其他单元化妆品产品单元小类的划分由国家质检总局负责解释。
2、主要生产工艺基本流程图申证企业应制定生产工艺流程及相应的程序文件。
并可以根据产品的实际情况进行调整。
2.1液态水基类I LBIJ I LBil.l I LBil-l !■ B ■ II ■“” II ■ u ■ I ■ — ■■ ■ . u.^ alia. D. . a -» II «■ ■ SI I ■ ■ 81配料 ——恢预处理 —►混合或乳化——> 加辅料 -------- ►调整: :灌装 J 检验 J 陈化脱气;■'2.2液态油基类2.4液态气雾剂类2.5凝胶类加辅料6、 膏霜乳液类7、 粉类8、 蜡基类9、 牙膏类配料 _______ >搅拌溶胀> 搅拌过滤>冷却另行确定配料*-■ ■ 1.混合或乳化J" " ••- -j °— - ~|.---- k加辅料 1 !k 调整12.3液态有机溶剂类灌装 检验配料预处理混合或乳化 —• 加辅料灌装 检验 陈化 脱气预处理过滤陈化 脱气调整2.6膏霜乳液类2.6.1 膏霜乳液类水相油相262 染发类2.7粉类2.8蜡基类配料加热搅拌.倒膜冷却-脱膜-检验4灌装■香精2.9牙膏2.10皂类加辅料序号小类关键工艺参数1液态水基类原材料采购与配方配料控制混合工艺参数控制灌装工艺参数控制2液态油基类原材料采购与配方配料控制混合工艺参数控制灌装工艺参数控制3液态有机溶剂类原材料采购与配方配料控制混合工艺参数控制灌装工艺参数控制4液态气雾剂类原材料采购与配方配料控制溶解工艺参数控制灌装加压工艺参数控制5、原辅料要求企业原辅材料选择必须符合国家法律法规及相关标准的规定。
食品生产许可审查细则及相关细则

食品生产许可审查细则及相关细则1. 以下对修订《食品生产许可管理办法》未起到影响作用的是() [单选题] *A、基层监管的迫切需求B、生产企业增多(正确答案)C、国务院部署要求D、食品企业发展的现实需求2. 一企一证,SC编号由()位数字组成。
[单选题] *A、11B、12C、13D、14(正确答案)3. 对出口加工区内及仅以出口为目的食品生产企业()取证。
[单选题] *A、30天B、60天C、90天D、无需(正确答案)4. 国家市场监督管理总局负责监督指导全国食品生产许可管理工作。
( )负责本行政区域内的食品生产许可管理工作。
[单选题] *A、乡镇级以上地方市场监督管理部门B、县级以上地方市场监督管理部门(正确答案)C、市级以上地方市场监督管理部门D、省级以上地方市场监督管理部门5. 同一个食品生产者从事食品生产活动,应当取得( )个食品生产许可证。
[单选题] *A、1(正确答案)B、2C、3D、无需取得6. XX企业的生产许可证书为2017年9月1日取得,那么该企业应在()前,提出下一次许可申请。
[单选题] *A、2022年9月1日B、2020年9月1日C、2020年8月1日D、2022年7月15日(正确答案)7. 食品生产许可机关依据申请材料审查和现场核查等情况作出许可决定,()个工作日内颁发食品生产许可证。
企业的问题点若在()内未完成整改并提交资料,但不影响发证。
[单选题] *A、7个,15天B、5个,一个月(正确答案)C、15 个,一个月D、30个,15天8. 从事食品安全管理相关人员须()后上岗。
[单选题] *A、入职B、转正C、培训考核合格(正确答案)D、培训9. 申请人应当根据所在地的食品生产许可受理权限,向所在地()以上市场监督管理部门提出食品生产许可申请。
[单选题] *A、乡镇级B、县级(正确答案)C、市级D、省级10. 下列哪种情况变更后需要向原发证的市场监督管理部门报告() [单选题] *A、生产场所迁出原发证管辖范围B、设备设施变更C、工艺布局变更D、同一食品类别内的事项发生变化(正确答案)11. 作出准予食品生产许可决定后,()个工作日可以取得证书。
食品生产许可流程图

1.食品生产许可证申请书3份;
2.有效期内工商营业执照、卫生许可证、企业代码证(不须办理代码证的除外)的复印件各3份;
3.企业法定代表人或负责人身份证复印件3份;
4.企业生产场所布局图复印件3份;
5.标有关键设备和参数的企业生产工艺流程图复印件3份;
6.企业质量管理文件复印件1份;
7.企业标准文本复印件1份(执行企业标准的企业);
7.食品生产加工企业必须具有与食品生产加工相适应的专业技术人员、熟练技术工人、质量管理人员和检验人员。
8.应当具有与所生产产品相适应的质量安全检验和计量检测手段,检验、检测仪器必须经计量检定合格或者经校准满足使用要求并在有效期限内方可使用。企业应当具备产品出厂检验能力,并按规定实施出厂检验。
9.应当建立健全企业质量管理体系,在生产的全过程实行标准化管理,实施从原材料采购、生产过程控制与检验、产品出厂检验到售后服务全过程的质量管理。
8.已获得HACCP认证证书、出口食品卫生注册(登记)证的企业,提供证书复印件3份;
9.审查细则要求提供的其他材料。
办理程序
一、申请。食品生产加工企业向所在地市(地)级质量技术监督部门按照目录提交申请材料。
二、受理。受理申请的市级质量技术监督部门作出是否受理的决定或者提出材料补正要求,并出具书面通知书。
审查结论为不符合规定条件的,由许可机关依法作出不予生产许可的决定,向申请人发出《不予食品生产许可决定书》。
许可机关20日内组织完成对申请人递交的申请材料的审查和生产现场核查工作。
未按照要求对基本符合项目整改完成的,由许可机关依法作出不予生产许可的决定,向申请人发出图
申请人向许可机关递交书面申请材料
不属于取证范围的,许可机关5日内作出不予许可决定,出具《食品生产许可不予决定书》。
月饼工艺流程图及关键工序样本

桐木镇永香食品厂 糕点生产工艺规程 及岗位操作法桐木镇永香食品厂 糕点生产工艺流程图及关键质量控制点编制:审核: 日期: 批准:1 糕点生产工艺流程图 ①面粉、 糖浆、 食用油、 水| —H 、皮料, , 配料、混H 「— ②馅料原料 — " —月饼馅料I ~成型 _ 配料、混合、.处I ________」」' 冷~却 —包装— 检验 —►烘烤熟制(200-220 C 15-20 ------ --------------- ---------------注: 关键工序控图中标示为关键质量控制点 3关键质量控制点和关键参数序号关键工序 关键设备 关键参数 1 配料、混合 计量秤(TGT10) 架盘天平(HC.TP.TP12B.1) 严格按配料要求称取原料、辅料。
各种添加剂的添加应严格按有关规疋执行。
2 烘烤熟制 远红外线电热烘炉(XYF-39) 远红外线电热烤箱(HQ-5A-12)糕点:160〜180 C 8-15分钟。
月饼:200-220C 15-20 分钟工艺技术要求和岗位操作法2.1原料处理(月饼) 2.1.1 糖浆制备:配料:白糖10份+水3份、柠檬酸5%。
,水煮开后,加入白糖 煮溶原料------ ► 配料、_混 ― 成型烘烤熟制(160〜180C )15 分----------------------------------- 冷却 ---- ► 成品2月饼生产工艺流程后, 再加入柠檬酸(先用少许水溶化), 再煮5分钟即得。
2.1.2 皮料制备: 配料: 面粉10份+糖浆7份+碱水1份+食用油3份。
先称好面粉放入搅拌机中, 依次加入糖浆、油、枧水, 搅拌3-5 分钟, 等面团表面光亮, 手感柔软、有弹性即可。
装入洁净容器中备用。
2.2 配料、混合岗位操作法(关键质量控制工序)2.2.1 面包: 按规定比例称取各种原料, 先把面粉、白糖、水放入清洁好的搅拌机中。
另外, 面包粉用冷水溶化, 鸡蛋打散搅匀后, 一同放入搅拌机中。
一类医疗器械生产许可证理流程

一类医疗器械生产许可证办理流程
一、办理条件
1、已办理营业执照。
2、生产出口医疗器械,需办理“出口医疗器械生产企业备案”。
3、建设项目符合环境影响评价要求。
4、建设项目竣工后符合消防验收或消防备案标准。
二、办理材料
1、《第一类医疗器械生产许可证申请表》。
2、所生产的第一类医疗器械备案凭证以及产品技术要求。
3、法定代表人(企业负责人)身份说明材料。
4、生产、质量和技术负责人的身份、学历、职称相关说明材料。
5、生产管理、质量检验岗位从业人员学历职称一览表。
6、生产工艺流程图。
7、《授权委托书》。
三、办理流程
1、申请人携带材料前往政务中心提交申请。
2、政务中心对申请人提交的申请进行受理和审核。
3、审核通过后为申请人办理生产许可证。
生产工艺流程图及简述
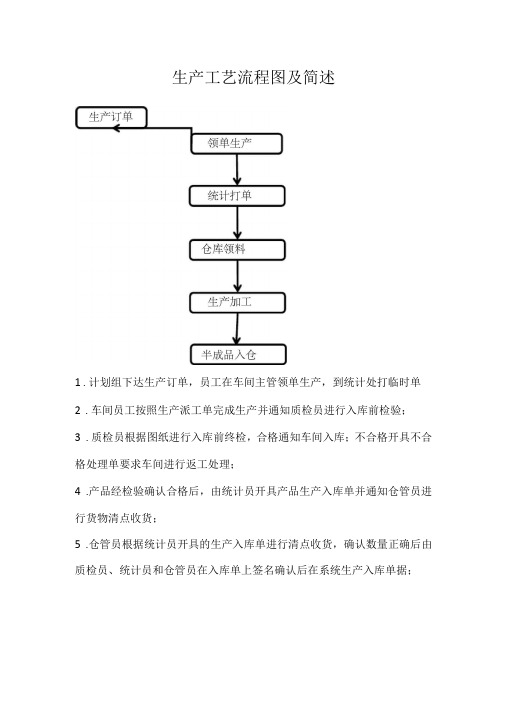
生产工艺流程图及简述
1.计划组下达生产订单,员工在车间主管领单生产,到统计处打临时单
2.车间员工按照生产派工单完成生产并通知质检员进行入库前检验;
3.质检员根据图纸进行入库前终检,合格通知车间入库;不合格开具不合格处理单要求车间进行返工处理;
4.产品经检验确认合格后,由统计员开具产品生产入库单并通知仓管员进行货物清点收货;
5.仓管员根据统计员开具的生产入库单进行清点收货,确认数量正确后由质检员、统计员和仓管员在入库单上签名确认后在系统生产入库单据;
委托方提供资料人员签字:接受资料人员签字:年月日。
食品生产许可证现场核查程序

食品生产许可证现场核查程序一、预备会议(10分钟)进入企业前,由组长召开预备会.主要内容:1、明确核查要点;2、核查组分工,时间要求,并填写现场核查计划表;3、强调核查纪律.二、首次会议(30分钟)1、参加人员:核查组成员、观察员、企业负责人及有关部门、车间、企业指定的联系人等;2、会议由核查组长主持,主要内容:a、核查组、受核查企业负责人介绍双方参会人员;b、核查组长介绍本次核查的目的、依据、范围;c、企业领导简要介绍企业情况;d、核查组长介绍:核查内容;核查的原则:科学、公正、客观;抽样的原则和规定;核查的方法:查、看、听、考;形成的结论文件;核查组人员分工;廉洁声明,并向企业递交《廉洁信息反馈表》;为企业营运和技术机密保密的承诺;核查计划和时间分配;明确企业联系人;观察员承诺客观公正履行监督职责.三、核查1、首先由企业负责人陪同参观企业的厂区环境、原辅材料库、按生产工艺流程察看企业的生产过程、成品库、化验室;(30~60分钟)2、按分工分组活动(按现场核查的42条要求,逐条通过查看现场、看材料、记录、询问或召集有关人员座谈、或小范围的考试等方法核查,对每条应得出合格、一般不合格、严重不合格的结论,对于一般不合格和严重不合格,依据判定原则提出判定的具体问题,此处不得以“希望”、“要求”、“以后"、等语提出,发现什么问题,就写什么问题、越具体越好).(120~240分钟)3、核查组碰头会(30分钟)主要内容:汇总各个负责核查情况;组长提出核查结论意见的初稿,统一核查组意见,确定一般不合格项,并填写一般不合格改进表。
4、与企业负责人沟通(15分钟)主要内容:把核查组核查结论意见告知企业负责人,并听取企业负责人对核查结果的意见,若有异议,应经沟通、交流取得一致;若双方异议较大,核查工作可按规定判定核查不予通过或限定整改期限,商定下次核查时间。
5、抽样(30分钟)对现场核查合格的企业,核查组在进行核查前应准备好样品封签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
拉丝+连续退火
S
●
S
绞线、紧压
△
S
内屏/绝缘/外屏
铜带屏蔽
☆
R
R
局放试验
S
原材料检验
S 成缆、包带
无
隔离层 S
单
铠
芯
型
钢带铠装 S
型
入库
成品包装
出厂检验 R
打印标识 S
S 护套挤出
S
●
备注:“△”表示该工序为质量控制点 “☆”表示该工序为特殊工序 “●”表示该工序为关键工序 “S”表示抽样检验 “R”表示例行试验
S
S
原材料检验
入库
拉丝
●
S
镀锌钢线 S
绞线
△
S
成品包装
出厂检验 R
备注:“△”表示该工序为质量控制点
“●”表示该工序为关键工序
“S”表示抽样检验
“R”表示例行试验
7
生产工艺流程图
编 号:LS — JS — 02
执行标准:GB/T 12706.1-2008
额定电压 1KV 及以下架空绝缘电缆
页 码:第 7 页 共 7 页
电工用铜线坯
电工圆铝杆
S
原材料检验
拉丝+连续退火
S
●
绞线、紧压
S
△
单芯结构
入库
成品包装
出厂检验
R
备注:“△”表示该工序为质量控制点
“●”表示该工序为关键工序
2
水冷却
绝缘挤出
火花试验
S
●
R
成缆、包带 S
无
内衬层
单
铠
S芯
型
型
钢带铠装
打印标识 S “S”表示抽样检验
S
护套挤出
S
●
“R”表示例行试验
执行标准:GB/T 12706.1-2008
拉丝+连续退火
S●
S
电工用铜线坯
S 原材料检验
绞合
△
入库
成品包装
绝缘挤出
S
●
出厂检验 R
水冷却
火花试验
成缆、包带
R
S
铠
● 铜丝/带屏蔽
装
S
型屏
蔽
PVC 包带
无 S铠
型 钢带铠装
(屏) 蔽
打印标识 S
S
护套挤出
S
●
备注:“△”表示该工序为质量控制点
“●”表示该工序为关键工序
6
“S”表示抽样检验
“R”表示例行试验
4
执行标准:GB/T 12706.3-2008
生产工艺流程图
编 号:LS — J S — 0 2
额定电压 35kV(Um=40.5 kV)电缆
页 码:第 4 页 共 7 页
型号:YJV、YJLV、YJV22、YJLV22 规格:50~500mm2 电压:35KV 执行日期:2009 年 12 月 1 日
电工圆铝杆
S
原材料检验
拉丝+连续退火
S
●
S
绞线、紧压
△
S
单芯结构
绝缘挤出
●
水冷却 R
火花试验
成缆、包带 S
无
内衬层
单
铠
S芯
型
型
钢带铠装
入库
成品包装
出厂检验
R
备注:“△”表示该工序为质量控制点
“●”表示该工序为关键工序
3
打印标识 S “S”表示抽样检验
S
护套挤出
S
●
“R”表示例行试验
生产工艺流程图
编 号:LS — J S — 0 2
“●”表示该工序为关键工序
8
“S”表示抽样检验
“R”表示例行试验
9
型号:JKV、JKLV、JKLHV;JKY、JKLY、JKLHY;JKYJ、JKLYJ、JKLHYJ
执行日期:2011 年 1 月 1 日
规格:10~95 mm2
电压:1kV
电工用铜线坯
电工圆铝杆 S
原材料检验
拉丝+连续退火
S
●
S
绞合
△
绝缘挤出
S
R●
火花试验
入库
成品包装
出厂检验 R
成缆 S
备注:“△”表示该工序为质量控制点
5
执行标准:GB/T 9330.2-2008
生产工艺流程图
聚氯乙烯绝缘聚氯乙烯护套控制电缆
型号:KVV、KVVR、KVVP、KVVP2、KVVRP、KVV22、KVVP2-22
规格:0.5~100 mm2
电压:450/750 V
硬导体结构
编 号:LS — J S — 0 2 页 码:第 5 页 共 7 页 执行日期:2009 年 4 月 1 日
生产工艺流程图
编 号:LS — J S — 0 2
额定电压 1kV(Um=1.2 kV)和 3kV(Um=3.6 kV)电缆
页 码:第 2 页 共 7 页
型号:YJV、YJLV、YJV22、YJLV22 规格:1.5~300mm2 电压:0.6/1KV 执行日期:2009 年 12 月 1 日
电工用铜线坯
电工用铜线坯
电工圆铝杆
S
原材料检验
拉丝+连续退火
S
●
S
绞线、紧压
△
S
内屏/绝缘/外屏
铜带屏蔽
☆
R
R
局放试验 S
成缆、包带 S
无
隔离层
单
铠S芯ຫໍສະໝຸດ 型钢带铠装型
S
入库
成品包装
出厂检验 R
打印标识 S
护套挤出
S
●
备注:“△”表示该工序为质量控制点 “☆”表示该工序为特殊工序 “●”表示该工序为关键工序 “S”表示抽样检验 “R”表示例行试
第二单元:生产许可证产品生产工艺流程图 VV、VLV、VV22、VLV22、YJV、YJLV、YJV22、YJLV22 KVV、KVVR、KVVP、KVVP2、KVVRP、KVV22、KVVP2-22
JL/G1A、JL/G1B、L/G2A、JL/G2B、JL/G3A JKV、JKLV、JKLH;JKY、JKLY、JKLHY;KYJ、JKLYJ、JKLHYJ
执行标准:GB/T 12706.1-2008
生产工艺流程图
编 号:LS — JS — 02
圆线同心绞架空导线 — 钢芯铝绞线
页 码:第 6 页 共 7 页
型号:JL/G1A、JL/G1B、JL/G2A、JL/G2B、JL/G3A 规格:16~250mm2 执行日期:2011 年 1 月 1 日
电工圆铝杆
额定电压 6kV(Um=7.2 kV)和 30kV(Um=36 kV)电缆
页 码:第 3 页 共 7 页
执行标准:GB/T 12706.2-2008 型号:YJV、YJLV、YJV22、YJLV22 规格:25~500mm2 电压:3.6~35KV 执行日期:2009 年 12 月 1 日
电工用铜线坯 电工圆铝杆
2009-12-01 发布
编制: 审核: 批准:
1
2009-12-01 实施
执行标准:GB/T 12706.1-2008
生产工艺流程图
编 号:LS — J S — 0 2
额定电压 1kV(Um=1.2 kV)和 3kV(Um=3.6 kV)电缆
页 码:第 1 页 共 7 页
型号:VV、VLV、VV22、VLV22 规格:1.5~300mm2 电压:0.6/1KV 执行日期:2009 年 12 月 1 日