高炉热风炉的控制
热风炉自动燃烧
营口钢厂热风炉自动燃烧控制的方案一、背景说明:热风炉是高炉炼铁生产过程中的重要设备之一,是提供高炉热风热量的,其提供的热量约占高炉炼铁生产耗热的25%左右,热风温度对高炉炼铁生产产量和节能至关重要,热风炉风温对提高高炉炼铁的许多经济技术指标非常明显,其主要表现在:降低焦比、提高煤比、提高产量。
热风炉的主要作用是把鼓风机站供来的冷风加热到高炉要求的温度,供高炉生产用,热风炉是一种利用蓄热原理工作的换热设备,其工作原理决定它的工作方式是循环周期性的。
需要多座(通常是3到4座)交替循环工作,才能满足高炉连续生产的需要。
每座热风炉工作又分燃烧阶段和送风阶段。
燃烧阶段:将热风炉内的蓄热体加热,先将冷风阀关闭,煤气和助燃空气按一定的空燃比燃烧,烟气通过烟道排出。
送风阶段:鼓风机站送来冷风进入热风炉与蓄热体充分热交换,达到一定温度时由热风管道送入高炉。
对每一座热风炉是一种序批式生产过程。
不同的送风制式有:两烧一送,交错并联,两烧两送,半并联方式。
这种序批式生产过程是对燃烧阶段和送风阶段在相对时间内互相衔接切换,只有燃烧自动化的实现,才有可能实现燃烧阶段和送风阶段相互按照管理要求切换,达到最大节能效果。
实现热风炉优化操作。
热风炉在其结构上有多种形式,其工作原理是基本相同的,而热风炉的自动化控制也基本相同,主要分为燃烧控制和各设备间的逻辑顺序控制,顺序控制基本能够实现自动。
热风炉自动燃烧控制,据掌握的资料情况和现在的文献看,除引进的高炉外,实现有效的自动燃烧控制很少见,其热风炉的燃烧控制几乎都是在操作站画面上手动(HMI手动),由于手动受人为的因素影响,一人不可能同时操作煤气和助燃空气两个调节阀,就不可避免的出现燃烧状况时好时坏的波动现象。
也不能保证空燃比的恒定,经常造成时而煤气过量不能充分燃烧,时而空气过量温度烧不上来,达不到节省能源效果。
二、具体说明:利用PLC控制系统控制热风炉自动燃烧的方法:系统构成除工艺和电气的相关设备外,主要仪表设备包括PLC控制系统及热风炉操作站,热风炉各部位温度检测,煤气总管压力调节阀,助燃空气压力调节阀及助燃风机调节门,每座热风炉煤气流量检测和流量调节阀、助燃空气流量检测和流量调节阀,热风炉烟道烟气残氧检测仪,构成自动化系统的硬件平台。
昆钢6号高炉热风炉仪表控制系统
第 2 卷 第 2期 7
昆
明
理
工
大
学
学
报
V0 7 No2 l 2 .
20 02年 4 月
J u n lo n ig Un v riyo ce c n c n lg o r a fKu m n ie st fS in e a d Te h o o y
Ap 2 0 r 02
昆钢 6号高炉热风炉仪表控 制系统
陈海 玮 J
l 串国冶金设备深圳公司. 广东 深圳 5 84 ) 1o 8
摘要 :介绍 了昆铜 6 高炉热风 妒仪表 控制 系统的构 成和特 点 着重 介绍 了热风 炉典型仪 表控 号
制 回路一 一 燃 烧控 制 、送 风 温度 控制 、送 风 湿度控 制的 构成 和特 点 .
由我国技术人员消化引进国外设备 自 行设计 、施工的现代化大型高炉. 该高炉于 19 年 l 98 2月投产 ,投 产后 不 久 ,就 投人 了 高压生 产 .第 二年 全 面达到 了设 计指 标 . 昆钢 6号 高炉 控制 系统采 用美 国 H N Y L 公司的 T S3 0( C ) O E WE L P 0 0D S 和美 国G E公司网络 9.0P C 控制系统. P .00D S 控制 07 ( ) L T S30 (C ) 系统主要用于热风炉 、喷煤控制和高炉仪表控制 .G E网络 9 . (L ) 07 P C控制系统主要用于高炉及辅助设 0 施 逻辑控制 ,它通过 以太 网挂在 TP.0 0DC ) 制系统 L N网 络上. I 30 ( S 控 S C 本文拟 介绍 昆钢 6 高炉热风 炉 号
关键词 :热风 炉:燃烧 控制:送 风温度 :送 风湿度
中图分类 号: F 3 P 1.l T 5 2 r 3 5 i 1 文献标识 码: A 文章编 号 : 0 78 5 2 0 )2 100 l0 .5 X(0 20 .3 .4
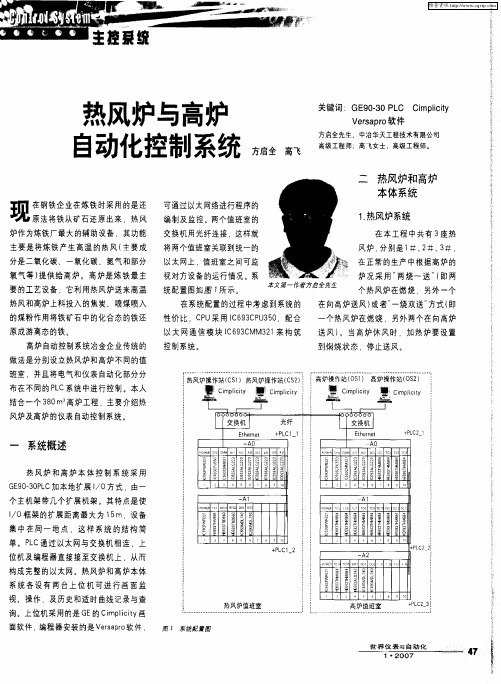
热风炉与高炉自动化控制系统
热风炉与高炉 自动化控制系统
现
在钢铁企业在炼铁时采用的是还
原法将铁从矿石还原出来 ,热风
关键 词:GE 03 L Cmpit 9 -0P C i li cy
V r po es r 软件 a
方启全先生 .中冶华天工程技术有限公司
风送入竖管中,通过参入冷风控制向高 炉送风的温度 通常要求送出热风温度 在 9 0C.同时送风的压力也要稳定 。 5。
( 如图 2 所示 )
c 送风温度调节 .
各个热风炉送入高炉的热风在竖管 中混合后 ,送入高炉 。主要的检测量有
耗量的统计 都会增加系统的稳定性和
数据的可靠性。 在总画面上都对每个阀门设置了手 动操作 按钮。当在手 动状态 时 操 作工可
送热风总管的压力、温度。
送热风温度调节采用单回路控制方
式 控制方式设有手动/自动控制方式
根据要求的炉顶温度 , 操作 阀门的开 度来控 制热风 炉的温 度。 当
系统在自动状态时 操 作工需要输入 适当的
手动方式由操作工在上位机上利用鼠标
和键盘控制 阀门的开度。在 自动方式 . 根据检测的送风温度自动控制掺冷风阀 的开度。由于该系统具有较大 的时间滞 后, 在调节系统中需要加入一个超前控
高炉自动控制系统冶金企业传统的
做法是分别设立热风炉和高炉不同的值
个热风炉在燃烧 ,另外两个在向高炉
送风) 。当高炉休风 时 ,加热炉要设置
到焖烧状态 ,停止送风。
班室 .并且将电气和仪表自动化部分分 布在不同的P C系统 中进行控制。本人 L
结合一个 30 。 8 高炉工程 , m 主要介绍热
询。上位机采用的是G 的 Cmpi t 画 E i li cy
S7-400 PLC在高炉热风炉控制系统的应用

体化全P C配置, L 控 制站、 L 由P C 上位计算机操作站
及 工 业 组 态 网 组 成 , 用 开 放 式 结 构 预 留 区域 管理 机 采 接 口。 点讨论热 风炉系统控 制过程 。 重
l 热风炉控制系统配置
(.i b o t h i Nn b 180 h a2q goS e Nnb 180 hn ) 1 n o le n , i o 50 , i ; 3i b el i o 50, i N g P yc c g 3 C n n t , g 3 C a
A sr c : e 74 0P C n t r o f u a o n c mb s o o t l f o ba tu n c o t lnNi g oSe l #Bls F r a eae b t tTh ¥ -0 L a e wokc n g r t na d o u t nc na o h t l fr a eC nr i n b t i i i ' o s o e1 at un c r
系 统 解 决 方 案
S —0 L 74 0P C在高炉热风炉控制 系统的应用
丁 洪 起 于 淑 华 ,
( . 波 职 业 技 术 学 院 , 江 宁波 3 5 0 ; . 波 钢 铁 公 司 , 江 宁 波 3 5 0 ) 1宁 浙 1 8 0 2宁 浙 1 8 0
摘
要: 阐述 宁 钢 l 高 炉控 制 系统 热 风 炉 部 分S — 0 L # 74 0P C网 络 组 态 和 燃 烧控 制 过 程 , 分析 冗 余 系统 的应 用 特 点 , 探
K ywo d : o l ; o t l y tm; u z o t l e r s h t ห้องสมุดไป่ตู้t c nr se f z yc nr b os o
高炉四大基本操作制度

高炉四大基本操作制度一、送风制度送风制度是高炉操作中的重要一环,其主要目的是保证高炉的顺利送风,提高炉缸的热状态,促进煤粉的燃烧和热量的传递,从而提高高炉的生产效率和降低能耗。
在送风制度方面,我们总结出以下几点关键内容:1. 确定合适的鼓风动能,保证煤粉的充分燃烧和热量的有效传递。
2. 控制适宜的风口面积和形状,以适应不同生产条件和炉况要求。
3. 合理调整风口送风速度和温度,以实现炉缸热状态的稳定和提高。
4. 密切关注风口状况,防止堵塞和破损,确保送风的稳定和安全。
二、热风温度制度热风温度制度是高炉操作中的重要环节,其目的是提高入炉风温,促进煤粉的快速燃烧和降低焦比。
在热风温度制度方面,我们总结出以下几点关键内容:1. 确定合理的热风温度范围,根据实际生产需要进行调整。
2. 定期检测和清理热风管道,确保热风温度的稳定传递。
3. 控制热风炉烧炉时间和空气配比,以提高热效率并防止对砖衬的破坏。
4. 根据高炉状况和冶炼需求,调整热风温度和压力,确保高炉的正常生产。
三、造渣制度造渣制度是高炉操作中控制炉渣成分和性质的重要手段,其目的是优化渣相组成,提高生铁质量并降低能耗。
在造渣制度方面,我们总结出以下几点关键内容:1. 根据生铁成分和冶炼需求,选择合适的造渣剂和添加量。
2. 控制炉渣的成分和性质,以满足高炉生产的需要。
3. 定期检测炉渣的流动性和稳定性,防止炉缸堆积和结渣。
4. 优化造渣工艺,提高造渣效果和降低能耗。
四、炉缸管理炉缸管理是高炉操作中的核心环节,其目的是保持炉缸的热状态稳定,提高生铁产量和质量。
在炉缸管理方面,我们总结出以下几点关键内容:1. 密切监控炉缸温度和活跃程度,及时调整相关参数。
2. 控制适宜的铁水成分和含硅量,提高生铁质量。
3. 定期进行炉缸清扫和维护,防止炉缸堵塞和破损。
4. 优化送风和热风温度制度,提高炉缸的热状态和生铁产量。
五、总结与建议通过对高炉四大基本操作制度的总结和分析,我们可以得出以下结论和建议:1. 在送风制度方面,应合理调整鼓风动能、风口面积和形状、风口送风速度和温度等参数,以保证煤粉的充分燃烧和热量的有效传递。
高炉风机风量风压控制系统

高炉风机风量风压控制系统裴秋平 刘东辉 吕克勤(马钢自动化部 马鞍山 243011)对于炼铁来说:/有风就有铁0,风机运行的可靠性和稳定性对于高炉炼铁工艺是非常重要的。
如果风机在正常工作情况下,风量风压调节不准,会影响高炉稳产、高产,严重情况下,会产生生产事故。
因此对风机风量风压控制系统的要求很高。
马钢2500m 3高炉风机是引进瑞士苏尔寿公司的产品,为14级恒速全静叶可调轴流压缩机,主机功率为32000kW,最大送风能力为6000m 3/min 。
其工作原理是通过工作轮叶片旋转时与工质相互作用,将能量传给工质,提高气体压力并输送气体。
本文主要介绍马钢2500m 3高炉风机的风量风压控制系统。
1 系统组成及控制原理系统组成及控制原理见图1。
主要有风机出口风量、风压、风温检测,风量调节器、风压调节器及位置控制器等组成的。
风机联锁信号通过PLC 实现,控制系统的核心部分为哈特曼1布郎公司的ProTronic PS 可编程控制器,其控制原理分析如下:111 风量控制风量控制过程见图2。
风机在正常工况点2时,风机出口风量为V,压力为P 2,设备的阻力为W 2,静叶角度为A 2,假设供风设备阻力由W 2增加到W 1,此时工况点就会由2变为2c ,出口风量也相应地减少到V c 。
为了保持风量不变,在阻力增到W 1的同时,根据风机工作原理,改变风机静叶角度到A 1,从而使风机的工作点变成1,增加风压保持风量V 不变。
据此控制系统的实现是通过控制器把风机出口风量经压力温度补正运算后,作为实测值,再根据风量设定值与实测值的偏差经PI 运算,并作相关处理后,一方面输出到位置控制器作为位置控制的设定值,位置控制器把从位置变送器反馈过来的静叶位置信号作为实测值经位置控制器比较运行后,输出一个信号给电/液转换器,以达到调节静叶的位置,从而保持风量不变;另一方面把输出作为跟踪信号,送到压力控制器中实现风量风压调节无扰动切换。
模糊控制在高炉热风炉控制系统中的应用
1模糊控制系统 的基本组成 .
所谓模 糊控 制 . 既不是 指被 控对象 是模 糊 的 . 也不 是指 控制 器 是不确定 的 , 它是指在表示知识 、 概念上的模糊性 。虽然模糊控 制算 法是 通过模 糊语 言描述 的 .但 它所 完成 的却是 一项 完全确 定 的工 作 。模糊 控制系统 , 定义为 凡是采用模 糊控制器 的系统称 为模糊 控 制系统 。 模糊控 制系统是典型 的计算机控制 系统 其基本组成如 图 1 1 , -:
图 1 1模糊 控制系统 组成 图 — 由图 1 1 - 可知 , 模糊控制系统通 常由模糊控制器 、 输入输 出接 口、
执行机构 、 受控对象和检测与反馈装置等五个部分组成。 控制器是各类 自动控制系统 中的核心部分 由于受控对象 的不 同, 以及对系统静 态、 动态特性 的要求 和所应用 的控 制规 则或策略相 异 . 以构成各种类型的控制器 。 可 在模糊控制理论中 , 采用基 于模糊 知 识表示和规则推理的语言型模糊控制器 。 模糊控制系统的基础是模糊 数学 . 模糊控制系统的实现手段是计算机 2热风 炉 的燃 烧 过 程 分 析 .
1 0 28
l
珊 瑗 南
lO t0
i
\
燃烧l段 孽 r
粥炉阶致
避风阶段
l
图 2 1热 风 炉 燃 烧 过 程 图 —
3模糊控制器的设计原理 .
模 糊控制的基本原理可 由图 3 1 - 表示 . 图中 s P为设定值 , 为过 Y 程输 出 . 和 d/ 分别 为控制偏 差和偏 差变 化率 . e et d E和 E c分别是 e 和 d/t e 经过输入 量化 以后 的语言化 变量 . d U为基本 模糊控制 器输 出 语言化变量 . 为经过输 出量化 以后 的实 际输 出值 。它 的核 心部分为 u 模糊控制器。 模糊控制器是靠软件 编程来实现 的。 计算机经 中断采样 获取被控制量的精确值 . 然后将此量与给定值 比较得到误差信号及误 差信号 的变化量 . 所获得 的变化量进行模 糊量化变成模糊量 , 将 用相 应 的模糊语言表示 再 由 e d/ 及模糊 控制规则 R 模糊关系 ) 和 et d ( 根 据推理 的合成规则进行模 糊决策 . 得到模糊控制量 u 为 了对被控对 象施加精确 的控制 . 要将模 糊量 u转换为精确量 即清 晰化处理 。 还需 得到 了精确的数字控制量后 . 经数模转换变为精确 的模拟量送给执行 机构 . 对被控对象进行控制。然后 . 中断等待第二次采样 , 进行第二步 控制 …. 这样循环下去 . 就实现了被控对象 的模糊控制。
热风炉作业指导书
高炉分厂热风炉作业指导书1.目的和适用范围1.1按照高炉指定的热风温度送风,完成高炉煤气净化处理和收集的任务。
1.2本作业指导书适用于炼铁分公司高炉分厂热风炉作业区。
2.引用标准和术语2.1术语2.1.1休风:高炉在生产过程中因检修、处理故障或其他原因,必须中断生产,停止向高炉送风。
2.1.2倒流休风:高炉在短期休风时,为了防止风口煤气着火喷溅,而打开热风总管上的倒流阀,使煤气由倒流阀放出,减小风口火势。
2.1.3拉风:高炉因生产需要,高炉值班长打开冷风总管上的放风阀,不经过风机房将风放掉。
2.1.4送风制度:为了保证向高炉输送指定的风温,而采取的一种合理的燃烧和送风制度,包括:两烧一送、一烧两送、一烧一送一停制度。
2.1.5送风:热风炉将冷风预热后经过热风总管送向高炉的工作状态。
2.1.6烧炉:为了保证向高炉输送指定的风温,而加热热风炉蓄热室的一种工作状态。
2.1.7换炉:热风炉由燃烧转闷炉转送风的过程或送风转燃烧的过程。
2.1.8闷炉:热风炉所有阀门都处于关闭状态。
2.1.9净煤气含尘:经电除尘、布袋除尘器除尘的高炉煤气中的杂质含量。
单位:mg/m32.1.10憋风事故:误操作将送风炉子的热风或冷风阀未开全或未打开,造成冷风压力升高、热风压力降低,导致高炉停产。
2.1.11放风:误操作将送风炉子的废气阀、烟道阀打开或将燃烧炉子的冷风阀、均压阀打开造成冷风、热风压力降低,导致高炉停产。
2.1.12冲洗:当煤气除尘塔的电场收集到灰尘后,停止收集灰尘工作,用洗涤水把电场电极上的灰尘冲刷干净后电场再次投入工作。
2.1.13反吹: 用脉冲氮气把附着在布袋上的细微粉尘吹落的工作。
2.1.14脉冲:使气体压力在相同时间内峰值从最高到最低有规则变化。
2.1.15滤水器:是安装在煤气洗涤水管路上过滤煤气水中杂物的装置。
2.1.16防爆膜:将过高的箱体系统压力向外界释放的一种安全装置。
3.职责3.1按高炉指定风温送热风。
高炉热风炉安全操作规程
高炉热风炉安全操作规程一、前言高炉热风炉作为钢铁生产的关键设备,其正常运转不仅关系到钢铁生产的进度和质量,也关系到职工的生命安全和企业发展利益。
为保障职工的人身安全和设备的正常运行,制定本规程,帮助职工熟悉工作流程,掌握安全操作要点,严格执行操作规程,预防和避免事故的发生。
二、适用范围本规程适用于高炉热风炉的操作人员,是规范热风炉操作的基本依据。
三、操作流程1.操作前准备1.1 首先检查设备有无异常现象,如设备发出异常声响、运转异响、漏油、漏气等情况,及时上报检修人员进行处理。
1.2 所有设备必须准备妥当,并确认通风、水、电、气的供应情况,确保设备能正常工作,并开启相关安全设施。
1.3 着装要求:佩戴安全钢盔、安全带、防尘口罩、耳塞、防护手套、防护鞋等各类防护用品。
2.操作过程2.1 操作人员在操作过程中需要高度密切关注热风炉的运转状态和工作参数,如压力、温度、流量等指标,对指标异常情况作出相应措施。
2.2 针对高炉积尘、泄漏、排气口控制等风险因素,实施科学管理和严格管控,保证操作安全。
2.3 所有油、气管道疏通必须按规定程序执行,并落实锁闭作业,并进行识别标记。
3.操作后收尾3.1 操作完成后必须及时切断设备的电、气、水,关闭其它设备及管路并进行解锁。
3.2 清理现场,保持周围环境的整洁和安全。
3.3 将相关设备的班报明细记录,包括设备的风险点和安全隐患点等,并对记录做好归档。
四、安全注意事项4.1 热风炉操作人员必须全程穿戴安全防护用品,下班前应自行核对身体是否有异物。
4.2 热风炉操作人员必须严格按照操作规程实施,并在操作过程中密切关注设备的工作状态,如有异常情况应立即上报。
4.3 平常应多关注相关技术知识和常见故障原因,及时对设备进行检查、保养和维护。
4.4 在管道等工作中需注意采取安全措施,如设立安全区域、设置安全标志等。
五、结语本规程是操作人员进行热风炉操作时的保证,必须在操作过程中严格执行。
高炉热风操作方法
高炉热风操作方法
高炉热风操作是指对高炉内的热风进行控制和调节。
下面是一般的高炉热风操作方法:
1. 配煤:通过配煤系统将适量的煤粉和燃烧所需的一些辅助燃料送入煤气管网。
2. 启动热风炉:打开热风炉的进气阀门,引火点火,确保燃烧器正常工作,燃烧器出口温度达到要求。
3. 调节热风温度:通过调节热风炉的燃料供给量、空气供给量和风门的开度等参数,控制热风温度的高低。
4. 分配热风:将热风送入高炉炉缸,按照高炉炉缸的需要调节热风流量。
5. 调节热风位置:通过控制热风流向的调节阀门,调整热风的位置,使其均匀地分布在高炉炉缸内。
6. 监测热风参数:在操作过程中,要时刻监测热风的温度、流量等参数,确保热风的稳定供应。
7. 调整操作参数:根据高炉煤气的产量、温度、压力等实时变化情况,及时调整热风炉的操作参数,保持高炉操作的稳定性和高效性。
需要提醒的是,不同高炉的热风操作方法可能会有所不同,具体的操作要根据实际情况进行操作。
同时,高炉操作是一项复杂的工作,需要经验丰富的工作人员进行操作,并严格按照相应的操作规程进行操作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高炉热风炉的控制1. 概述钢铁行业的激烈竞争,也是技术进步的竞争。
高炉炼铁是钢铁生产的重要工序,高炉炼铁自动化水平的高低是钢铁生产技术进步的关键环节之一。
炉生产过程是,炉料(铁矿石,燃料,熔剂)从高炉顶部加入,向下运动。
热风从高炉下部鼓入,燃烧燃料,产生高温还原气体,向上运动。
炉料经过一系列物理化学过程:加热、还原、熔化、造渣、渗碳、脱硫,最后生成液态生铁。
高炉系统组成:1)高炉本体系统2)上料系统3)装料系统4)送风系统5)煤气回收及净化系统6)循环水系统7)除尘系统8)动力系统9)自动化系统高炉三电一体化自动控制系统架构:组成:控制站和操作站二级系统控制内容:仪表、电气传动、计算机控制自动化包括数据采集及显示和记录、顺序控制、连续控制、监控操作、人机对话和数据通信2.热风炉系统(1) 热风炉系统温度检测(2) 热风炉煤气、空气流量、压力检测(3) 热风炉燃烧控制(4) 热风炉燃烧送风换炉控制(5) 煤气稳压控制(6) 换热器入口烟气量控制(7) 空气主管压力控制热风炉燃烧用燃料为高炉煤气,采用过剩空气法进行燃烧控制,在规定的燃烧时间内,保持最佳燃烧状态燃烧;在保证热风炉蓄热量的同时,尽量提高热效率并保护热风炉设备。
热风炉燃烧分三个阶段:加热初期、拱顶温度管理期和废气温度管理期。
⑴加热初期:设定高炉煤气流量和空燃比,燃烧至拱顶温度达到拱顶管理温度后,转入拱顶温度管理期。
在加热初期内,高炉煤气流量和助燃空气流量均为定值进行燃烧。
⑵拱顶温度管理期:保持高炉煤气流量不变,以拱顶温度控制空燃比,增大助燃空气流量,将拱顶温度保持在拱顶目标温度附近,燃烧至废气温度达到废气管理温度后,转入废气温度管理期。
在拱顶温度管理期内,高炉煤气流量为定值进行燃烧,助燃空气流量进行变化以控制拱顶温度。
⑶废气温度管理期:依据废气温度逐渐减小煤气流量,同时以拱顶温度调节控制助燃空气流量,将拱顶温度保持在拱顶目标温度附近,至废气温度达到废气目标温度后,如果热风炉燃烧制选择为“废气温度到”,则燃烧过程结束;如果选择为“燃烧时间到”,则调节煤气流量减小到仅供热风炉保持热状态的需要,直到燃烧时间到时燃烧过程结束。
热风炉是烧炉、送风交替进行的,其循环周期根据高炉生产和送风制度确定。
例如,配备三台热风炉时可选择二烧一送模式,或半并联交叉送风的模式。
二烧一送的模式,其循环周期表如下:1234561#炉 2#炉3#炉燃烧期 送风期换炉燃烧和送风顺序可在控制系统中任意设定。
此外,也可以通过“手现行装料制度,设定重量,第三班结束时,打印全天各种物料消耗量。
热风炉控制:(1)热风炉系统由三座热风炉组成,采用陶瓷燃烧器。
助燃空气采用集中供风的方式,设有二台助燃风机,其中一台工作,另一台备用,备用的助燃风机与风管道用切断阀隔开。
(2)正常情况下三座热风炉投入工作,采用“二烧一送”的工作制度。
热风炉转换顺序由现场设定。
(3)特殊情况下,可以采用二座热风炉工作,即一座热风炉“燃烧”,另一座热风炉工作,采用“一烧一送”工作制度。
热风炉换炉操作:(1)热风炉换炉操作通过热风炉阀门开关的顺序转换,实现热风炉的换炉操作。
即完成热风炉由“燃烧”转“送风”和“送风”转“燃烧”的转换。
其换炉操作方式有全自动、半自动和手动操作三种方式。
(2)全自动操作热风炉按换炉设定条件(例如以时间为设定),自动完成换炉过程中各阀门的顺序动作,各阀门动作严格按顺序进行,保持一定的连锁关系。
(3)半自动操作当需要进行换炉时,人工发出一个换炉指令,此后热风炉将自动完成换炉过程中各阀门的顺序动作,各阀门的动作保持一定的连锁关系。
手动操作,设下面二种方式:手动集中操作:——在操作室内人工手动操作各阀门的动作,以完成换炉,各阀门的动作保持一定的连锁关系。
机旁手动操作——人工在机旁操作各阀门的动作,各阀门之间解除连锁关系。
此方式只有在检修和单体试车时使用。
热风炉操作显示:热风炉操作室内设有热风炉系统的彩色显示器画面显示,其主要内容应有:(1)操作方式选择画面;(2)热风炉系统画面;(3)1号热风炉画面;(4)2号热风炉画面;(5)3号热风炉画面;(6)热风炉事故监控画面。
在热风炉画面中应显示各阀门的开/并状态,和热风炉所处的状态(送风、燃烧、闷炉等)。
热风炉的热工参数。
助燃风机的开/停等等。
热风炉换炉过程中各阀门的开关程序:(1)热风炉由“燃烧”转为“送风”状态当换炉指令到达后:①启动液压系统,使液压系统工作正常。
②各阀门的动作顺序为:关煤气调节阀→关煤气切断阀(同时停止着火检测的工作)→关空气调节伐→关空气切断阀→关煤气燃烧伐(同时打开煤气放散阀→关烟道阀,此时热风炉处于“闷炉”状态。
)→开冷风充压阀进行均压→冷风阀前后压差达到规定值后,开热风伐→全开冷风阀。
热风炉进入“送风”状态。
(2)热风炉由“送风”转为“燃烧”状态(三座热风炉工作时)接到换炉指令后,本热风炉各阀门的动作顺序为:关冷风阀(同时关充风阀)→关热风阀(此时热风炉处于“闷炉”状态)→开废气伐→(热风炉均压)→烟道伐前后压差到达规定值后,开烟道伐→关废气阀→开煤气燃烧阀(同时关闭煤气放散阀)→开空气切断阀→开煤气切断阀→小开空气调节阀→小开煤气调节阀→已着火→开空气调节阀→开煤气调节阀,热风炉由“送风”转为“燃烧”状态。
上述过程中在煤气调节伐打开延时后(此值可调),如无着火信号,即关闭煤气切伐阀和煤气调节阀,并发出报警信号。
着火信号可由燃烧室炉墙温度来判断。
例如判断煤气着火可设定燃烧室炉墙温度大于700~800℃左右(此时由现场调整)。
特殊情况下,只有两座热风炉工作时,采用“一烧”,“一送”的工作制度,换炉时,首先将“燃烧”状态的热风炉转换成“送风”状态,其阀门动作程序为:当换炉指令到达后启动液压系统,使液压系统工作正常。
关煤气调节阀→关煤气切断阀→关空气切断阀→关空气切断阀→同时打开助燃空气放散阀→关煤气燃烧阀(同时打开煤气放散阀)→关烟道阀→开冷风充压阀进行均压→开热风阀→全开冷风阀。
热风炉进入“送风”状态。
此后将原来“送风”状态的热风炉转换成“燃烧”状态。
热风炉由“送风”状态的热风炉转换成“燃烧”状态。
热风炉由“送风”转“燃烧”的阀门动作程序为:关冷风阀和冷风充压阀→关热风阀→开废气阀→烟道阀前后压差到达规定值后,开烟道阀→关废气阀→开煤气燃烧阀,同时关闭煤气放散阀→开空气切断阀→开煤气切断阀→关助燃空气放散阀→同时小开空气调节阀→小开煤气调节阀→已着火,开空气调节阀→开煤气调节阀,热风炉由“送风”转为“燃烧”状态。
热风炉控制系统满足炼铁工艺的要求热风炉的换炉操作必须按照“阀门动作顺序”进行,前一阀门动作未完成之前,后一阀门不能提前动作。
前一阀门动作到位后,才进行下一阀门的动作。
换炉信号到来时,首先要将“燃烧”到期的热风炉由“燃烧”转换成“送风”状态,然后再将“送风”的热风炉转换成“燃烧”状态。
“燃烧”转“送风”的热风炉的冷风阀和热风阀未打开前不允许关闭原先“送风”热风炉的冷风阀和热风阀。
“送风”转“燃烧”的热风炉,当燃烧室炉墙温度低于规定值时,不允许打开该炉的煤气调节伐和煤气切断阀。
在“送风”转“燃烧”的过程中,如果煤气调节伐小开以后延时后,若无着火信号,则立即关闭煤气切断和煤气调节伐,并发报警信号。
在下列情况之一时,处于“燃烧”状态的热风炉应关闭煤气切断阀和煤气调节阀,并发报警信号:①燃烧期燃烧室炉墙温度低于设定值;②煤气主管压力小于0.0025MPa(此值可调)③助燃空气主管压力小于0.0025MPa(此值可调)若冷风主管压力下降,当压力<0.1 MPa(此值现场可调自动关闭混风切断阀;当冷风主管压力回升到0.1 MPa以上时,自动打开混风切断阀。
(倒流休风时除外)各热风阀和混风切断伐未关时,不允许打开倒流休风伐。
倒流体风伐未全关时,不能打开热风阀和混风切断伐。
热风炉由“燃烧”转“送风”时,冷风伐开启前应先开充风阀一定时间,待伐前后压力为<0.001 MPa(此值可调),冷风伐才全开。
烟道阀打开前,其伐前后的压差应达到低于设定值。
当阀门故障时,应发出报警信号。
当高炉需要“休风”时,其倒流休风程序如下:启动液压系统的油泵并使液压系统进入正常工作状态。
关混风切断阀。
③关送热风炉的冷风伐。
④关送热风炉的热风伐、开废气伐。
⑤开倒流休风伐,显示“倒流休风中”⑥停止油泵当高炉需要复风时,其操作程序:①启动油泵至工作正常;②关倒流休风伐;③关原送风炉的废气伐;④开原送风炉的充风阀进行均压;均压到设定值;⑤均压后全开热风伐,接着全开冷风伐;⑥开混风切断阀,显示该热风炉“复风”。
热风炉的换炉指令可由以下二种方式之一发出:①按设定的时间发出换炉指令;②按混风调节阀关闭后发换炉指令。
其它:○1热风炉主要阀门设备为液压传动(调节阀为电动),设有热风炉液压站。
热风炉控制系统设在热风炉控制室内。
阀门状态和所有热工参数由CRT画面显示,。
操作通过键盘完成。
机旁设手动操作箱供检修和设备调试时用。
○2混风调节阀,煤气支管调节阀、空气支管调节阀和助燃风机前的进风压力调节阀,助燃风出口放风阀采用电动执行机构。
○3助燃风机一用一备,手动启动。
一般为连续工作制。
需要时手动停机。
热风炉加热的自动调节(1)热风炉控制系统与布袋除尘控制系统设在同一控制室内。
(2)煤气主管压力自动调节,要求压力在6000至6500Pa之间调节。
(3)燃烧自动调节,即空气支管空气流量根据煤气支管流量和确定的空燃比自动调节,煤气支管流量和空燃比由操作员设定。
(4)空气主管压力自动调节——在助燃风机吸风管上设压力调节伐,使空气主管压力稳定在5000至7500Pa的范围内的设定值上。
设定值由操作员设定。
(5)热风炉拱顶温度控制——当拱顶温度上升到规定值时自动增大空燃比,使拱顶温度保持在规定值,若温度继续上升则要求声光报警。
(6)热风炉废气温度控制——当废气温度上升到规定值时自动减少煤气支管的煤气量。
(7)热风温度控制——通过调节混入冷风量来保证热风温度稳定。
共享知识分享快乐12。
高炉生产流程简图卑微如蝼蚁、坚强似大象。