航空发动机钛合金筒体加工工艺研究
TC4钛合金筒形件热校形工艺研究
1 筒形件校形理论计算
由于 板 厚 与 弯 曲 半 径 比 值 很 小 ( / = £R 15 10=0 05 , 以将 筒形件 弯 曲简化 为 只受 ./0 .1 ) 所 切 向应 力 的单 向应 力 状 态 _ , 以假 定 弯 曲 中性 2 可 ]
层位 于板 料 中间 , 料 采 取 指 数方 程 本 构 , 据 弯 材 根 曲理论 可推 导 出回弹半 径 变化量 公 式为 :
式 中: 为松 弛 时间 t 的残余 应 力 ; 为初 应 力 ; 后 0
a和 b为松弛常数。 w作为松弛初应力 , 以 将式
收 稿 日期 :0 1 2—0 2 1 —1 6
作者 简 介 : 少 非 (9 7一)男 , 北 赵 县 人 , 京 航 空 航 天 大 学 硕 士研 究 生 , 姚 18 , 河 南 主要 研 究 方 向 为材 料 加 工 工 程 。
关键词 : 合金 ; 钛 筒形零件 ; 热校 形 ; 艺 ; 余应 力 工 残
中 图分 类 号 : G1 6 2 T 4 .3
文献 标识 码 : A
文章 编号 :6 2—1 1 (0 2 1 —0 7 —0 17 6 62 1 )1 0 2 4
钛 与钛 合金 由于 具 有 比强 度 高 、 耐腐 蚀 、 高低 温 性 能优 良等 特点 , 在航 空 、 天 、 航 医疗 等行 业应 用 越来 越广 泛 , 钛板 屈服 强度 与 弹性模 量 的 比值 很 但
A :P R = () 1
残余应力范围内, 从而选 出合适的校形温度 , 并用 式 ( ) 算校 形保 温 时间 。 3计
表 1 校 形 允 许 残 余 应 力 最 大 值
式 中 : R 为 回弹半径 ;0P 为 回弹前 后半 径 ; A l ,1 D w 为板料 弯 曲外 层 切 向应 力 ; 为 弹性 模 量 ; 为材 E
航空发动机钛合金筒体加工工艺研究
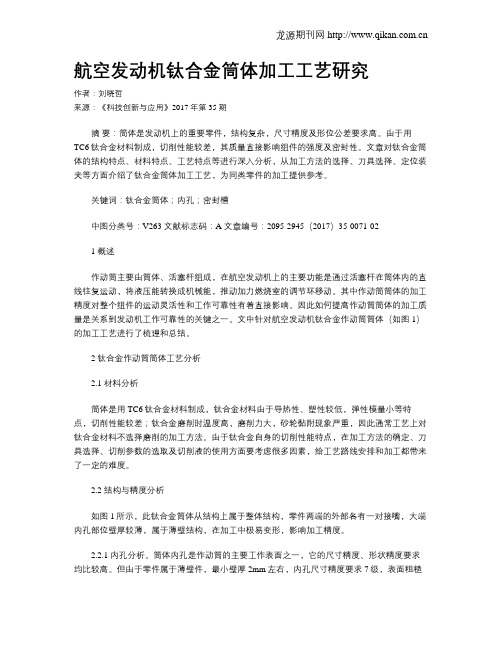
航空发动机钛合金筒体加工工艺研究作者:刘晓哲来源:《科技创新与应用》2017年第35期摘要:筒体是发动机上的重要零件,结构复杂,尺寸精度及形位公差要求高。
由于用TC6钛合金材料制成,切削性能较差,其质量直接影响组件的强度及密封性。
文章对钛合金筒体的结构特点、材料特点、工艺特点等进行深入分析,从加工方法的选择、刀具选择、定位装夹等方面介绍了钛合金筒体加工工艺,为同类零件的加工提供参考。
关键词:钛合金筒体;内孔;密封槽中图分类号:V263 文献标志码:A 文章编号:2095-2945(2017)35-0071-021 概述作动筒主要由筒体、活塞杆组成,在航空发动机上的主要功能是通过活塞杆在筒体内的直线往复运动,将液压能转换成机械能,推动加力燃烧室的调节环移动。
其中作动筒筒体的加工精度对整个组件的运动灵活性和工作可靠性有着直接影响。
因此如何提高作动筒筒体的加工质量是关系到发动机工作可靠性的关键之一。
文中针对航空发动机钛合金作动筒筒体(如图1)的加工工艺进行了梳理和总结。
2 钛合金作动筒筒体工艺分析2.1 材料分析筒体是用TC6钛合金材料制成,钛合金材料由于导热性、塑性较低,弹性模量小等特点,切削性能较差;钛合金磨削时温度高,磨削力大,砂轮黏附现象严重,因此通常工艺上对钛合金材料不选择磨削的加工方法。
由于钛合金自身的切削性能特点,在加工方法的确定、刀具选择、切削参数的选取及切削液的使用方面要考虑很多因素,给工艺路线安排和加工都带来了一定的难度。
2.2 结构与精度分析如图1所示,此钛合金筒体从结构上属于整体结构,零件两端的外部各有一对接嘴,大端内孔部位壁厚较薄,属于薄壁结构,在加工中极易变形,影响加工精度。
2.2.1 内孔分析。
筒体内孔是作动筒的主要工作表面之一,它的尺寸精度、形状精度要求均比较高。
但由于零件属于薄壁件,最小壁厚2mm左右,内孔尺寸精度要求7级,表面粗糙度要求Ra0.20μm,对基准的跳动要求为0.03mm;且零件外部带有接嘴(如图1),这种结构对加工时的定位装夹提出了更高的要求。
筒体的加工技术

筒体的加工技术作者:唐春丽马晓薇金亚洲来源:《科技创新与应用》2014年第02期摘要:筒体是发动机上的重要零件,其结构复杂,尺寸精度及形位公差要求高,该筒体是用TC6钛合金材料制成,切削性能较差,其加工质量直接影响组件的强度及密封性。
尤其是筒体内孔的加工质量更是重中之重。
文章以薄壁筒体为载体,从分析零件的整体结构和材料入手,分析该零件的加工难度和材料的组织结构及加工特性,确定零件内孔的加工工艺。
关键词:薄壁;筒体;加工技术本筒体的结构复杂,零件的材料为钛合金,这是一种上世纪50年代出现的一种新型结构材料,在切削机理、切削模型和加工工艺方面的研究还不成熟,要根据该材料的特性,设计制造出合适的刀具筒体在加工过程中,变形的原因很多,主要有以下几方面:(1)毛坯的初始残余应力;(2)刀具对工件的作用;(3)工件的装夹条件。
除了上述原因外,机床、工装的刚度,加工环境的温度,刀具的磨损,零件冷却散热情况等对零件的变形也都有一定的影响。
其中切削力、夹紧力以及毛坯的残余应力是影响加工误差的主要因素。
1 筒体筒体是航空发动机上的调节附件,主要功能是通过筒体内活塞杆的往复运动推动加力燃烧室的调节环移动,是加力喷口部位的重要件,其加工精度及装配质量直接影响着加力喷口的运动灵活性及工作可靠性。
该筒体的结构复杂,四个接嘴与筒体结合为一体,并且分别位于筒体的两侧,这样的结构给筒体的装夹和加工增加了很大的难度。
零件的其他加工表面对内孔都有技术要求,因此这些表面的最后成型都是以内孔为基准进行加工的,所以内孔加工质量的好坏直接影响整个筒体的加工质量。
2 材料的切削特点该零件的材料为钛合金,材料本身有其特殊性。
2.1 钛合金导热性能低,造成切削过程散热差,切屑与前刀面接触面积很小,致使刀具的切削刃的温度大幅度提高,容易造成刀具磨损或破损,寿命缩短。
2.2 由于钛的亲和性大,易与相接触的金属产生亲和作用,切削时,钛屑、被加工表面与刀具材料咬合,产生严重的黏刀现象,引起强烈的黏结磨损。
高推重比航空发动机用新型高温钛合金研究进展

s ga h h r e p rt e e r L i nu l y( u h a 6 0 q hg e p rt e ta im a o )i s l i d v l ig i t i e m ea rsn a t im a o s c s 0 C ih t ea r tnu l y s tl n e e pn n g t u Ota l m u i l i o
sag t e. Ti Alo b o t frne ry 2 e r . i h e to eo— n i a e n p lc r p tso z n Ti o o— Al l v a r a1o al 0 y a s n t e f h fa r e gne h s b e ubi e o fa do e Alc mp i n n s n tle ( c mplt h r u e t ts e u t r e y s tsa tL e t isal d t1 o ee t e g o nd t ss. e tr s lsa e v r aife o' Re p c ig S Cr Tie mpo ie ma e il n y. s e tn i / o st t ras i aeo e ie t p c la plc to n t e b a e r — ngn y i a p i ainso h l d s, rng a d s f a i n ha p ns, US a t nd UK v e eo d a nu b ro ns, a d ha e d v lpe m e fpa n m a e }e e i e a s s m e tts. Ti n Cf o ost ae il r h wo kidso e tu(urlmae il ra d h ngn s e s n e t A1a d Si / Tic mp iem tra sa e t e t n fk y sr a trasf t o ne g nea in o ic a n n s wih h g h u — ihtr to w e rto fa rr f e gie t i h t r st t weg ai .
先进航空钛合金材料研究进展
先进航空钛合金材料研究进展摘要:钛及钛合金具有良好的综合性能,在航空航天、石油化工、生物医学、环境保护等领域的应用都很广泛,有较高的比强度,良好的耐腐蚀、耐高温等性能,在金属材料王国中被称为“全能金属”,是继铁、铝之后极具发展前景的“第三金属”和“战略金属”,作为高性能航空航天结构的关键材料,其性能对飞行器结构、质量、效率、服役可靠性和使用寿命都具有重要的作用。
基于此,文章对先进航空钛合金材料研究进展进行了分析,以供参考。
关键词:航空材料;钛合金;应用研究1钛合金材料的特点分析钛合金作为应用广泛的结构材料,比铝、钢强度高,而且在海水中有较好的抗腐蚀和耐低温的性能。
目前,飞机的机架、起落架、机身蒙皮以及发动机的叶片等制造材料的选择,主要来源于钛合金及其复合材料,基于钛合金的发展水平,可以作为判断先进水平检测的重要指标。
随着钛合金用量的不断增加,其应用也越来越广泛。
由于钛的无毒、质轻、耐腐蚀、强度高以及较好的生物相容性等特点,可以作为植入人体的植入物和手术机械等材料;鉴于其良好的结构弹性,可以用来减轻设备的质量,提高性能,增加寿命。
例如Ti6Al4V制造的榴弹炮座,质量降低了31%,采用钛合金代替轧制均质钢,在制造坦克其它部件的过程中,减重可达420kg以上。
钛合金在航海领域也有很好的发展前景,其耐蚀性、高比强度、无磁等特性使得其在发动机、螺旋桨、声纳系统等装置的应用极为广泛。
2航空钛合金材料的应用与研究2.1高温钛合金高温钛合金的发展为航空燃气轮机推重比的研究作出了巨大贡献。
美国科学家在1954年成功研发出使用高温达到350℃的α+β两相型高温钛合金,在航空领域得到了广泛的应用。
之后,在航空科技进一步发展的指引下,具有更高使用温度、更长使用寿命的高温钛合金被世界各国相继研究。
目前,英国的IMI834、美国的Ti-1100、俄罗斯的BT18Y和BT36等高温钛合金可稳定应用于600℃以上,在T55-712及Trent700等航空发动机上被成功应用[4]。
《TA15钛合金热加工本构模型及微观组织预测研究》
《TA15钛合金热加工本构模型及微观组织预测研究》篇一一、引言钛合金作为一种具有高强度、低密度和优良耐腐蚀性的金属材料,广泛应用于航空、航天、船舶等关键领域。
其中,TA15钛合金因其在高温条件下的良好力学性能,在航空发动机等重要部件制造中具有举足轻重的地位。
因此,对其热加工性能和微观组织的研究具有重要的工程价值和理论意义。
本文旨在研究TA15钛合金热加工过程中的本构模型及微观组织预测,为优化其加工工艺和提升材料性能提供理论支持。
二、TA15钛合金的物理与化学性质TA15钛合金具有优异的力学性能和良好的高温稳定性,主要成分为钛(Ti)和其他合金元素如铝(Al)、钒(V)等。
这些元素的含量决定了其物理和化学性质,尤其是对热加工过程中的流变行为有着重要影响。
在高温环境下,TA15钛合金具有良好的塑性和抗蠕变性能,因此适用于高温、高应力环境下的工作条件。
三、热加工本构模型研究(一)本构模型的建立本构模型是描述材料在热加工过程中应力-应变-温度-时间等参数关系的数学模型。
对于TA15钛合金,我们通过实验方法,结合其流变行为的特点,建立了基于物理基础的Arrhenius型本构模型。
该模型能够有效地描述TA15钛合金在热加工过程中的流变行为,为优化加工工艺提供了理论依据。
(二)本构模型的验证与应用为验证本构模型的准确性,我们通过高温拉伸试验等手段收集了大量实验数据。
将实验数据与本构模型进行对比分析,结果表明,该模型能够较好地预测TA15钛合金在热加工过程中的应力-应变关系。
此外,我们还将本构模型应用于实际生产过程中,通过调整工艺参数,实现了对TA15钛合金性能的优化。
四、微观组织预测研究(一)微观组织的观察与描述微观组织是影响材料性能的重要因素之一。
通过对TA15钛合金在不同热加工条件下的微观组织进行观察,我们发现其微观组织主要由α相和β相组成。
不同温度和应变速率下,α相和β相的分布、大小和形态均有所不同。
这些变化对材料的力学性能和耐腐蚀性等有着重要影响。
钛合金材料在航空航天领域中的应用研究
钛合金材料在航空航天领域中的应用研究航空航天领域是一个极具挑战性的领域,要求材料具有高强度、高刚度、高耐腐蚀性和低密度等特性。
而钛合金材料正好满足这些要求,因此在航空航天领域得到了广泛应用。
本文将介绍钛合金材料在航空航天领域中的应用研究。
一、概述钛合金材料是指钛作为基本元素、加入其他合金元素制成的一类合金材料,具有优异的物理和化学性质。
钛合金材料已经得到了广泛应用,包括航空航天、医疗、运动器材、高档餐具等领域。
其中航空航天领域是钛合金材料非常重要的应用领域之一。
二、钛合金材料的应用1.航空发动机制造航空发动机是飞机的核心部件之一,具有高温、高压、高速等特点。
因此需要使用具有高强度、抗腐蚀性、高耐热性等特性的材料。
钛合金材料正好符合这些要求,可以被用于制造发动机的叶轮、轴承、进气道等重要部分。
2.航空器制造钛合金材料可以被用于制造飞机的机身、燃油箱、起落架等部分,这些部分需要具有高强度、抗腐蚀性和轻质化的特性。
使用钛合金材料制造这些部分可以减轻飞机的质量、提高飞机的飞行性能。
3.卫星制造卫星是航天探测器的一部分,需要具有较高的强度、轻质化和抗腐蚀性等特性。
钛合金材料可以被用于制造卫星的天线支架、电池支架、反推装置等部分,可以减轻卫星的总重量、提高卫星的信号传输能力。
4.宇航装备制造大型的宇航探测器需要具有强大的推力和稳定性,而这样的探测器需要使用具有高强度、耐热性、轻质化和抗腐蚀性等特性的材料。
因此,钛合金材料可以被用于制造宇航探测器的燃气轮机、传感器、反推装置等部分。
三、结论钛合金材料在航空航天领域中具有广泛应用,可以被用于制造飞机、卫星、宇航探测器等高端设备。
钛合金材料具有高强度、高刚度、高耐腐蚀性和低密度等特性,这些特性使得钛合金材料成为航空航天领域中不可缺少的材料之一。
除了航空航天领域外,钛合金材料还有其他广泛的应用领域,未来钛合金材料也将继续被广泛应用于各类高端材料制造中。
航空发动机TC6钛合金管接头的等温锻造
发展 起 来 的新 工 艺 热 到相 同 的温 度 在 的弊 端
不均
, 。 , ,
该 工 艺 将模 具 和坯 料加
克 服 了 常 规锻 造 和 模 锻存
,
常规 锻 造 时 由 于 加 热 的坯 料 直 接 从 而 使 坯 料 内外 温 差 大
, 。
和 冷 模 接触
组织
金 属流 线 不 好
,
并使 锻件加 工 余 量 增
井 6 5
一
-
12
.
匕
锻 件 的机械 加 工余 量 为 单 边
内 侧脱模
空 非 真
为 了 便 于 锻造时 脱模 顺利
.
角为
1 2
5
2
“
… 巫
9 50℃
.
…
,
4 小时 1 5 分
三
4 11
。
/
8
脆
脆
.
1 接 头 等沮 银 造 方 案
:
a
。
.
2
根据 零件 特点 型
,
采 用 反挤 压 的 工 艺 成
,
M Pa
(1 )
/。 m
2
,
,
因此 材料 的高温 强 实践 表 明
:
各% 甲 %
3 14
。
冶 炼 浇铸 及
,
加 工 , 钦合 金 坯 料形状 设 计 , 工艺 研究 括模 具
2
.
包
性能 温度
空 室温 真
9 00 ℃ 95 0℃
.
d , . 甘 乃 é J J 怪 只 一 a Q
持久 0 9 :
a
0℃ 2 00M Pa
坯 料加热温度 和锻 造 压 力 及锻 造 工
航空用损伤容限型钛合金研究与应用
航空用损伤容限型钛合金研究与应用引言航空领域对材料的要求非常高,尤其是在结构件和发动机部件中,材料需要具备损伤容限性能。
损伤容限型钛合金由于其良好的机械性能和高温性能,成为航空领域中的理想材料。
本文将对损伤容限型钛合金的研究和应用进行全面的探讨和分析。
损伤容限型钛合金的定义损伤容限型钛合金是指具备在受到外界力量影响下能够承受一定程度损伤而不失去正常功能的特性。
这种特性主要体现在其抗裂纹扩展、抗疲劳性能和高温热稳定性上。
损伤容限型钛合金在航空领域中的重要性日益凸显。
损伤容限型钛合金的抗裂纹扩展性能损伤容限型钛合金的抗裂纹扩展性能是其重要的损伤容限性能之一。
它能够通过对裂纹进一步扩展前的止裂能力来衡量。
目前,常用的评价指标是K_IC值。
损伤容限型钛合金的抗裂纹扩展性能决定了其在航空应用中对裂纹扩展的抵抗能力。
损伤容限型钛合金的抗疲劳性能损伤容限型钛合金的抗疲劳性能在航空领域中尤为重要。
由于航空器的工作环境较为恶劣,材料容易受到交变载荷的损伤。
损伤容限型钛合金通过其优异的抗疲劳性能,延缓裂纹扩展速度,提高材料的寿命。
损伤容限型钛合金的高温热稳定性航空发动机运行温度较高,要求材料具备良好的高温热稳定性。
损伤容限型钛合金在高温条件下能够保持稳定的力学性能和化学性能,不失效、不变形,确保发动机的正常工作。
损伤容限型钛合金的研究进展损伤容限型钛合金的研究一直是航空材料领域的热点。
近年来,随着材料科学和工程的发展,研究人员通过改变合金元素、优化热处理工艺和表面处理等手段,不断改善了损伤容限型钛合金的性能。
改变合金元素的研究研究人员通过改变损伤容限型钛合金的合金元素组成,尝试引入新的合金元素,以提高材料的性能。
例如,添加微量的稀土元素可以提高钛合金的抗氧化性能和高温强度。
优化热处理工艺的研究热处理工艺对损伤容限型钛合金的性能有着重要的影响。
研究人员通过改变热处理工艺的温度、时间和冷却速率等参数,优化材料的组织结构和相变行为,提高材料的性能。
钛合金的制备工艺及其应用研究
钛合金的制备工艺及其应用研究钛合金是一种高强度、低密度、耐腐蚀的金属材料,因其优异的性能而广泛应用于航空、航天、船舶、汽车、医疗等领域。
然而,钛合金的制备工艺复杂,涉及到很多因素,如纯度、成分、温度、压力等,因此在制备过程和应用研究中面临着很多挑战。
一、钛合金的制备工艺1. 材料选择钛合金的制备首先要选择合适的原料。
一般来说,钛合金通常由纯钛和合金元素组成。
合金元素中常见的有铝、钒、铬、锰、镁、钼、锆等。
不同的合金元素对钛材料具有不同的影响,因此在选择合金元素时应该根据需要和要求合理选择。
2. 纯化纯化是制备钛合金的关键步骤之一。
钛合金通常是由钛粉末制成的,而钛粉末中包含着杂质,如氧、氮、碳等。
这些杂质会降低钛合金的性能。
因此,在制备钛合金时需要对钛粉末进行纯化处理,以提高钛合金的质量。
3. 合金化合金化是钛合金制备中的另一个关键步骤。
通过合金化可以向纯钛中加入适量的合金元素,改善钛合金的性能。
合金化的方法主要有熔融法、粉末冶金法、化学还原法等。
其中,熔融法是最常用的方法之一,可以获得高纯度的钛合金。
4. 熔炼钛合金的熔炼是制备过程中的关键步骤之一。
熔炼的目的是将合金元素与纯钛均匀混合。
钛合金的熔炼方法有真空熔炼、氩气保护下熔炼、氢弧熔炼等。
这些方法各有优缺点,需要根据具体需求选择。
5. 锻造锻造是钛合金制备的最后一个步骤,其目的是通过机械加工使钛合金具有更好的性能。
钛合金的锻造方法有热锻造和冷锻造。
热锻造适用于较大的结构件制备,冷锻造适用于小尺寸、高精度的制品制备。
二、钛合金的应用研究1. 航空航天领域钛合金因其良好的高温性能、尺寸稳定性和高比强度等特点而成为航空航天领域的重要材料。
在航空航天领域中,钛合金主要应用于发动机叶片、机身外皮、轻质结构件等领域。
2. 汽车领域钛合金在汽车领域中的应用也日益重要。
钛合金由于具有优异的耐腐蚀性和高强度的特点,可以作为汽车零部件的材料,如排气系统、制动系统、底盘等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
航空发动机钛合金筒体加工工艺研究
筒体是发动机上的重要零件,结构复杂,尺寸精度及形位公差要求高。
由于用TC6钛合金材料制成,切削性能较差,其质量直接影响组件的强度及密封性。
文章对钛合金筒体的结构特点、材料特点、工艺特点等进行深入分析,從加工方法的选择、刀具选择、定位装夹等方面介绍了钛合金筒体加工工艺,为同类零件的加工提供参考。
标签:钛合金筒体;内孔;密封槽
1 概述
作动筒主要由筒体、活塞杆组成,在航空发动机上的主要功能是通过活塞杆在筒体内的直线往复运动,将液压能转换成机械能,推动加力燃烧室的调节环移动。
其中作动筒筒体的加工精度对整个组件的运动灵活性和工作可靠性有着直接影响。
因此如何提高作动筒筒体的加工质量是关系到发动机工作可靠性的关键之一。
文中针对航空发动机钛合金作动筒筒体(如图1)的加工工艺进行了梳理和总结。
2 钛合金作动筒筒体工艺分析
2.1 材料分析
筒体是用TC6钛合金材料制成,钛合金材料由于导热性、塑性较低,弹性模量小等特点,切削性能较差;钛合金磨削时温度高,磨削力大,砂轮黏附现象严重,因此通常工艺上对钛合金材料不选择磨削的加工方法。
由于钛合金自身的切削性能特点,在加工方法的确定、刀具选择、切削参数的选取及切削液的使用方面要考虑很多因素,给工艺路线安排和加工都带来了一定的难度。
2.2 结构与精度分析
如图1所示,此钛合金筒体从结构上属于整体结构,零件两端的外部各有一对接嘴,大端内孔部位壁厚较薄,属于薄壁结构,在加工中极易变形,影响加工精度。
2.2.1 内孔分析。
筒体内孔是作动筒的主要工作表面之一,它的尺寸精度、形状精度要求均比较高。
但由于零件属于薄壁件,最小壁厚2mm左右,内孔尺寸精度要求7级,表面粗糙度要求Ra0.20μm,对基准的跳动要求为0.03mm;且零件外部带有接嘴(如图1),这种结构对加工时的定位装夹提出了更高的要求。
2.2.2 密封槽的要求。
筒体密封槽的尺寸和形状精度直接影响筒体装配后的密封性能,因此设计图对密封槽的尺寸精度及表面粗糙度要求也较为严格,而且对于槽口尖边也需要严格控制,避免划伤槽内的密封圈,影响密封;同时对4
个密封槽底的同轴度也进行了限制,同时要求密封槽孔表面对基准的跳动为0.04等。
2.3 工艺分析
2.3.1 设备的选择。
筒体精度要求高,材料切削性能差,因此设备应选择精度高且稳定的数控加工设备;又考虑到钛合金筒体的结构特点,优先选择复合加工设备,以确保筒体两端内孔之间的位置精度,减少装夹次数。
2.3.2 加工方法的选择。
为保证筒体内孔加工精度及表面粗糙度,结合筒体材料为钛合金不易磨削的特点,选用珩磨的方法做为精加工工序。
而珩磨之前内孔的半精加工工序也选择为精密车削加工。
2.3.3 刀具的选择。
结合钛合金的材料特点,加工钛合金零件一般选用由硬质合金类刀具,如钨钴类硬质合金、含钴高速钢、铝或钒高速钢。
在选择硬质合金类钛合金刀具时,不应选择钨钛类或TiC和TiN涂层刀具;选择高速钢刀具时加工效率较低,容易磨损。
2.3.4 切削液的选择。
加工钛合金时,应该选择合适的切削液,将刀具和零件上的热量带走,同时带走切屑,达到降低切削力的作用,也是提高加工效率、改善零件加工表面质量的重要方法之一。
加工钛合金常用的切削液包括水或碱性水溶液、水基可溶性油质溶液及非水溶性油质溶液。
3 筒体加工工艺
根据上述分析,经过优化改进,确定钛合金筒体主要的加工工艺路线如下:
毛坯→粗车两端→粗铣外形→钻大端孔→精车外圆→粗镗孔→精镗孔→粗珩磨内孔→钻镗孔→镗槽→车接嘴→镗小端内孔→中间检验→精铣外形→精镗孔、槽及螺纹→铣螺纹及铣槽→钻锁丝孔→精珩内孔→去毛刺→荧光检查→终检
3.1 内孔的半精加工
对图1(b)所示的大端内孔的加工,由于筒体结构所限,内孔半精加工选用车削方法,加工用的夹具属于“半瓦”式结构,如图2所示,夹具与零件的配合间隙控制在0.02mm以内,减小零件的变形空间。
钛合金的弹性模量小,在加工时极易产生较大变形、扭曲,加工精度不易保证。
因此使用夹具时,要控制装夹力,锁紧夹具上的压紧螺栓时要用力均匀、合适,不能过大,防止将薄壁筒体压变形;也不能太小,防止零件装夹不牢,加工时窜动,影响精度,或者加工时零件飞出伤人。
筒体装夹好后,加工时要分多次进刀,减小切削力,防止筒体装夹变形及回弹变形,保证内孔加工精度。
3.2 内孔的珩磨
钛合金磨削性能较差,这是由于钛合金强度、韧性大,高温下化学活性强,使磨削条件恶化,磨削时容易产生磨削微裂纹及磨削烧伤。
因此内孔的精加工选用珩磨方法。
珩磨实质上是磨削的特殊形式,切削速度低,冷却条件好,是低速大面积接触的精加工。
经多方收集数据,反复试验,确定筒体在精车内孔后,先后安排粗珩内孔及精珩内孔保证内孔质量(如图3所示)。
3.3 密封槽的加工
筒体上的密封槽精度要求较高,并且是4个相同的密封槽。
因此工艺安排上不仅要保证加工质量,还要考虑加工效率。
工艺路线中安排先在数控车床上粗车带密封槽的零件小端内外表面,然后选用复合车削中心,精镗孔及密封槽、车小头螺纹工序。
3.4 小端螺纹的数控加工
如图4所示,按设计要求,筒体小端螺纹的精度为6级,且对基准跳动为0.1mm。
综合考虑螺纹精度及加工效率,选择车螺纹的方法,在复合车削中心设备上,精加工小端内孔及密封槽工序,同时车削小端螺纹,加工后螺纹精度高、质量稳定,效率高。
4 结束语
针对筒体内孔尺寸精度及形状精度要求高,而钛合金磨削性能差的特点,缩小内孔车削夹具的配合间隙;同时将珩磨内孔分为粗精珩,并将切削用量固化,提高内孔加工精度。
充分利用数控设备及加工中心的复合加工功能,将内孔、密封槽、螺纹等特征合并加工,提高加工精度、质量稳定性,同时提高了加工效率。
为保证筒体内孔的高效加工,在精加工工序前增加钻孔工序和镗槽工序,先去除内孔大部分余量,减小精加工的余量,提高加工效率。
参考文献:
[1]《透平机械现代制造技术丛书》编委会.结构件制造技术[M].科学出版社.
[2]陈日曜.金属切削原理[M].机械工业出版社.
[3]唐春丽,马晓薇,金亚洲.筒体的加工技术[J].科技创新与应用,2014(02):92.。