立磨提产产量的经验(李天杰)
生料立磨系统提产节能降耗的技术改造
生料立磨系统提产节能降耗的技术改造摘要:水泥是把石灰石和黏土粉碎、磨细,烧成熟料,再经磨细成水硬性胶凝材料。
生产工艺一般概括为“两磨一烧”,分为四个步骤,本文着重研究了石灰石、黏土和少量校正料,俗称生料,粉碎后进行磨细,用MLS3626型立磨磨细生料过程中,如何提高产量、节约能源、降低消耗,进行的技术改造措施。
关键词:MLS3626型;生料立磨;提产;节能降耗1引言立磨是具有粉磨、烘干、选粉、提升等功能的磨机。
立磨机主要是在压力框架的施压下,磨盘和磨辊间产生大的研磨力,磨盘转动时,通过摩擦带动磨辊运动,物料在磨盘上受离心力作用散开,磨辊对物料研磨,物料在喷口环被高速热气流带起,被烘干加热,磨好的细粉随气流到达立磨顶端的选粉机,经过选粉,达标粉末,被引风机抽出来,不达标颗粒返回立磨再次研磨至达标,由于引风机的作用,立磨机同时完成了气流输送的过程。
液压站为立磨研磨生料提供动力,研磨力的大小通过调节液压站的压力,得以实现。
我单位拥有一条2500t/d水泥熟料生产线,使用MLS3626型立磨,投产使用以来,和其他单位立磨系统对比,故障较多,生料工段用电很高,台时产量低,成为该条水泥生产线提产的瓶颈,制约了后面熟料工段产量的增加。
如何提产节能降耗,成了摆在我们面前的重要问题,经过单位同仁半年多的努力,对这个生料立磨系统综合优化,先后经过几次改造,从管理及设备等多方面入手,终于取得可惜的成果。
2问题经过技术专家的研判,发现问题颇多。
首先找到喷环设计不合适,通风面积太小,造成喷环处气流速度过大,气流阻力太高、循环负荷太大,致使料层不稳定,电耗偏高;挡料圈的高度据定了磨内料层的厚度,立磨机挡料圈太高,使磨内料层过厚,影响了磨的使用;立磨的产量与立磨系统的通风量有着直接关系,立磨系统各处容易出现漏风现象,降低了产量、增加了能耗;调出立磨使用记录,发现石灰石块大、黏土质量不稳定,都会导致立磨停机,耽误生产,提高能耗。
立磨助力水泥降本又增效

立磨助力水泥降本又增效第一篇:立磨助力水泥降本又增效立磨助力水泥业降本又增效据悉,在有关部门多方面采取措施化解产能过剩压力的同时,水泥行业开始寻求“自救”。
北京、天津、山东、河北、山西、河南等地的水泥行业协会于2014年12月27日曾在济南发布《泛华北地区水泥企业错峰生产自律公约》,明确表示2015年1月15日至3月15日,上述地区的水泥企业将陆续“停窑”,在两个月的时间里实行错峰生产。
据相关人士介绍,由于北方冬季施工量减少,水泥用量锐减,水泥企业在冬季只生产水泥熟料,俗称“熟料冬储”,到来年春暖施工季节再粉磨水泥销售,这不仅占用了大量的企业生产周转资金,更加剧了冬季北方地区的空气污染。
当前,在东北、华北、西北地区水泥产能总体严重过剩的情况下,市场恶性竞争不断,已经出现企业生产越多,亏损越多的现象。
水泥行业是一个能源大量消耗的行业,而我国水泥消耗量以10%的速度递增,水泥行业是我国节能减排重点行业。
当前我国水泥行业结构性产能过剩问题较为突出,水泥行业的产品结构目前仍是低标号普通水泥占主导地位,中、低档水泥产品过剩,而高档、优化的水泥产品却存在较大的缺口。
目前,我国的水泥生产企业有两大类:一类是传统的小生产企业,这类企业由于采用的生产线设备、技术、工艺和配套环保设备等相对落后,导致水泥跑漏量较大、大气污染物排放量等无法满足当前国家对大气污染物限值排放标准的要求,而这部分小、多、散、弱的落后水泥产能将是国家“十二五”规划中“淘汰落后产能,加快产业整体升级”的重点;另一类是新型的现代化大型水泥集团,这类生产企业主要采用新型干法水泥熟料生产线、余热发电等先进技术,实现了产业技术的升级,其已建、在建和新建的水泥行业生产线需要配臵的除尘设备一直是公司袋式除尘设备的主要目标市场之一。
淘汰落后产能是近年水泥行业政策的重点之一,是国家加快行业结构调整、实现节能减排的重要手段。
根据《水泥工业“十二五”发展规划》,“十二五”期间完成2.5亿吨落后产能(主要指水泥熟料)淘汰任务。
技术如何更好地提高矿渣立磨的产量及运行效果

技术如何更好地提高矿渣立磨的产量及运行效果矿渣立磨机在生产运行中,很多企业不懂得如何优化调整运行参数,导致矿渣立磨运行质量差,能耗高、生产能力达不到企业要求。
某公司为我们介绍,通过系统技术改造,调整原料系统风量,优化工艺参数,掌握正确操作方法等一系列措施,完全可以将产量大幅提高上去,电耗下降到预期水平之内,实现节能降耗,降低生产成本。
1、矿渣立磨机运行问题分析案例分析:某水泥厂使用的的矿渣立磨机为直径4.5米,三个辊设计,主电机额定功率3600kW,循环风机电机额定功率3800kW。
在使用过程中生料产质量波动大,月平均产量400t/h左右,电耗一直居高在23kWh/t以上,远远超出了集团公司19kWh/t的指标。
问题主要表现在立磨主电机、循环风机电机电流偏高,正常运行平均大于255A,电机功率因素在0.8左右,喂料量难以提高。
同时循环风机风门只能开到54%,风机电机即达到额定电流,由于风机风门不能全开造成风机效能只有60%。
料层在停止磨内喷水时为120mm 以上。
入磨风量偏大,但是喷口环风速不高,现场情况为吐渣偏多,且吐渣中细料居多。
大量吐渣造成刮板仓填满,刮板磨损快,吐渣提升机故障,多次出现刮板仓出料口堵料,造成停磨。
立磨机辊皮外侧磨损严重,出现明现凹槽。
选粉机密封磨损。
这些负面因素,影响到整个系统的运行。
一方面均化库位一直偏低,导致生料均化效果差;另一方面立磨故障停机的时间和检修周期增多,甚至不能保证必要检修和系统的正常维护。
同时,出磨生料成分和细度波动较大,影响到窑的稳定运行。
2、提产的措施及效果(1)操作技巧适宜料层厚度。
立磨机采用料床粉碎原理,稳定的料层是立磨机持续稳定工作的前提。
料层太厚,粉磨效率低,电流高。
料层太薄,容易引起机械振动。
经过两年来的数据积累和不断的摸索,该矿渣立磨辊皮、磨盘衬板完好时,料层能稳定保持在100~110mm,立磨主电机负荷也能在合理范围内发挥最佳台时产量。
生料立磨提高台时产量技术改造
生料立磨提高台时产量技术改造【摘要】简要阐述了如何提高生料立磨的台时产量。
介绍了生料立磨系统的改造方法。
采用对工艺设备的改进来提高台时产量,从而解决了由于电石渣掺量增加以及余热发电投用后窑尾废气温度低,造成我厂生料立磨台时产量偏低,影响窑系统正常煅烧的问题。
【关键词】生料立磨;提高;台时;产量;挡料圈;撒料盘一、前言粉磨是水泥工业中的重要工艺过程之一,生料粉磨主要是指对按一定比例配料的石灰石、粘土(或砂岩、粉砂岩)、铁粉等混合料进行粉磨。
立磨的主要特点是集烘干、粉磨、选粉、提升于一体的节能型磨机。
我公司2500t/d电石废渣综合利用水泥熟料带低温余热发电新型干法水泥生产线,生料立磨采用的是沈阳重型机械集团有限责任公司生产的MLS3626型立式辊磨机,设计生产能力为190t/h,于2009年4月份投产运行。
由于上游PVC生产厂开始生产,2010年5月份我厂开始投用干排电石渣,随着其掺量的不断增加,对生料磨的产量及质量产生了较大的影响,严重影响我厂熟料的煅烧。
为了能够稳定生料磨产量,我厂进行了一系列的探索,先后通过两次技术改造来提高生料立磨的台时产量。
实践证明,采用这种技术改造可以有效提高生料立磨的台时产量。
二、前期出现的问题及改造方法1、前期出现的问题(1)、生料立磨在电石渣投用前,台时产量稳定在200t/h左右,细度控制值80∪m筛余量≤12%较为稳定。
干排电石渣投用后,在5%时几乎没有任何影响,但随着掺入量的增大(最高时30%),立磨台时急剧下降,由200t/h下降至180t/h 左右,而且细度控制值放大至14.0%,仍然不受控。
分离器转速最高调至46Hz,依然超标。
(2)、另一方面,立磨振动加剧,设备磨损和破坏性增大,存在设备安全隐患,造成立磨产质量下降,振动加剧的主要原因是干排电石渣水分偏高和过细(入磨水分最高时18%,细度≤12%);由于水份偏大,导致立磨烘干效率降低,不能及时出磨,大量细粉聚集在分离器无法带走,立磨工况差,主电机电流高,磨盘料层不稳定,导致振动加剧。
技术生料立磨系统提产降耗的策略研究

技术生料立磨系统提产降耗的策略研究1 基本概况分析例如当前某公司熟料生产线中采取增湿塔后置工艺布置,在生料制备加工过程中主要采用立磨终粉磨系统,其中主要设备配置是UM56.4四辊立磨,在设计阶段需要达到台时产量为430t/H,实际功率值是4300kW,电流为270A。
循环风量为990000m3/h,全压是12700Pa,电流为320A。
窑尾排风机风量是1050000m3/h,全压是4050Pa,功率值达到1600kW,电流数值为80A。
2 生料立磨系统提产降耗的策略探析2.1 降低磨机电流消耗目前通过排渣提升机的应用的在提料操作过程中实际应用效率较高,比循环风机应用效率要高,而且提升机自身属于低压型设备,循环风机属于高压大功率设备,运行应用中实际电能损耗值较高。
去除原有厂家立磨自带挡料环,然后应用切割机将磨盘边缘去除。
使得磨内料层基本厚度能够有效降低,随着料层厚度不断降低,单位体积中物料基本作用力值会逐步提升,使得磨辊中压力值降低,压差也随之降低,磨机电流量值下降26A。
去除以及降低挡料环时需要注意相关问题,排渣提升机需要具备充足的工作预料,去除挡料环之后排渣量会逐步扩大,在实际排渣过程中会存有较多细粉,磨机振动系数会不断扩大,此时需要逐步扩大拉风确保排渣过程中不会排出相应细粉,这样能够使得料层振动性有效降低,在实际应用中对磨辊压力值进行积极探索。
2.2 降低系统阻力值从循环风机基本运行情况来看,循环风机电流消耗量与风压、风量以及风机基本做功效率之间具有一定联系性,系统阻力值如果较大风机基本做功效率会较差,此时需要适度扩大拉风,在一定程度上会使得循环风机电流逐步上升,所以通过减少系统阻力能够在提高风机做功效率基础上降低电流值。
相关技术人员需要对阻力主要来源进行判定,可以在入磨管道、选粉机出口、双旋风筒、喷口环出口位置安装压力表,对各个位置基本压差值进行对比,能够对阻力主要来源位置进行判定。
入磨前、喷口环较小、内循环值较大、旋风筒阻力值较大等。
材料工程技术《影响立磨产量的因素及增产措施》
影响立磨产量的因素及振动分析摘要*******有限公司是6000t/d的新型干法水泥生产线,对生料的需求和要求较高。
因此,立磨的产量控制就成为我们考虑的最重要的因素之一。
影响立磨产量的因素有很多,对于立磨而言,如何控制立磨产量及排除和避免出现常见故障就显得尤为重要。
本文通过对******水泥公司立磨系统的调查研究并从多方面收集资料分析出了一些如物料性质、磨辊压力、风量、选粉机问题等影响立磨的产量的比较常见的因素,及列出一些主要从设备故障问题和工艺控制上来提高立磨产量的措施。
在实际的操作中会出现很多问题,但是振动的影响比较大,在这些问题中,本文主要对的振动进行了解分析。
关键词:立磨,产量,故障,振动INFLUENCE FACTORS OF THE MILL YIELD ANDVIBRATION ANALYSISABSTRACT********cement Co.,LTD is 6000t/d RSP cement production line, the needs and requirements of raw higher. Therefore, the vertical mill production control to become the single most important factor. Vertical mill production of many factors, in terms of the vertical mill, vertical mill production and how to control and avoid the common fault exclusion is particularly important.Based on the ******* cement vertical mill systematic investigation and study and analyze the collection of information from many such as material properties of some, roller pressure, air flow, separator problems of vertical mill of the more common production Factors, and lists some of the major issues from equipment failure and process control up measures to improve the vertical mill production. In the actual operation will be a lot of problems, but the vibration is relatively large, on these issues, the paper mainly to understand the vibration analysis.KEY WORDS: Vertical mill, Yield, Fault, Vibration目录前言 (1)第1章******公司立磨系统概况 (2)1.1 ******水泥公司立磨系统流程 (2)1.2立磨的结构 (3)1.3立磨的原理 (5)第2章影响立磨产量的因素 (6)2.1 物料的影响 (6)2.2 磨辊压力的影响 (7)2.3 选粉机的影响 (8)2.4 风量调节阀门的影响 (8)2.5 喷水量的影响 (9)2.6 电收尘器的影响 (9)2.7 立磨进出口温度的影响 (9)2.8 系统风量的影响 (10)第3章立磨振动 (12)3.1 物料性质的变化 (12)3.2 设备故障 (13)3.2.1 衬板过度磨损 (13)3.2.2 液压系统出现故障 (13)3.3 工艺控制 (13)3.3.1 磨内进入异物引起振动 (13)3.3.2 热风温度 (13)3.3.3 系统风量不合理 (14)3.3.4 入磨物料不稳定 (14)3.3.5研磨压力设定不合理或氮气囊压力不平衡 (15)3.3.6 喷水系统 (15)3.3.7 选粉机转速 (15)3.3.8 挡料环太高、太低 (15)第4章提高立磨产量的措施 (16)4.1 导风板角度 (16)4.2 物料离析和湿度对粉磨效率的影响 (16)4.3 改善布料状况 (16)4.4 提高选粉效率 (17)4.5 提高原料入床前的烘干效果 (17)4.6 改善喷水装置 (17)4.7 磨辊衬套的改进 (17)结论 (18)谢辞 (20)参考文献 (21)外文资料翻译 (22)前言以预分解窑为代表的新型干法水泥生产技术是国际公认的代表当代技术发展水平的水泥生产方法。
原料立磨提产降耗效益显著

原料立磨提产降耗效益显著双峰原料立磨在05年上半年运行状况不佳,各项指标不能达到计划要求,其中主要原因是由于磨机安装技术监控不到位和工艺状况不佳,下料角度和研磨轨迹不理想造成磨机振动较大。
上半年阴雨天气较长,砂岩破碎不正常,使物流不畅;下半年随着各种影响因素逐步好转,立磨运行才渐入轨道,尤其是在磨机系统的技改后,磨机各项指标逐渐好转。
立磨的振动由原来的2.2-3.4mm/s降至1.4-2.2mm/s,磨机台产稳定运行在450-480t/h左右,生料工序电耗2006年元月份最低达18. 6kWh/t,各项经济技术指标均在受控范围内。
一、主要部件的技术改造1、立磨下料溜槽位置改造现状由于立磨基础浇注施工和供料楼位置原因造成立磨下料溜槽在设备安装时出现角度偏差,现已无法更改。
立磨从试生产开始,主机振动较大,常出现振动跳停现象。
为保护设备安全和生产连续运行,经多次论证后进行技改。
技改将立磨内的下料溜槽口延长技改。
考虑到物料的粘湿度和粒径变化,将原溜槽向下延长,出口端向上扬,将原下料点向磨盘中心推进,使物料下料方向和落料点强制到磨盘布料位置。
效果减轻了因布料不均造成磨机异常振动,使研磨轨迹更趋合理,从而提高了物料的研磨效率。
磨机振动从2.2-3.4mm/s下降到1.4-2.2mm/s。
2、选粉机内筒延长技改现状由于ATOX50磨原设计的选粉机回粉内筒与磨盘位置空间相对过高,使喷口环上升空气旋流造成的中心负压紊乱,选粉机选粉的回料粗粉被二次带起,磨内压差较高,内循环粗粉量加大,出现选粉机叶片磨损及磨内过粉磨现象,选粉效率差。
技改为了使内循环粗粉尽可能收集回到磨盘上再次粉磨成合格细粉,减少物料在磨内的循环次数,在原内筒口位置根据磨内实际空间向下加。
效果磨内的差压下降,选粉机转速、电耗均有所下降,磨机台产提高了约20t/h。
3、刮板腔刮板头技改现状立磨吐渣循环量较大,且粒径不均匀,加上铁质原料采用钢渣配料,刮板腔刮板头的磨损十分严重。
原料磨提产降耗改造升级实践
为保证改造效果,对前期加装入选粉机下端的溜子进行了 试验,并对试验的数据对比分析,以确定改造的可行性。试验 阶段磨机产量有所提升,稳定性变化不大。改造前后的运行数 据对比(如表2)。
24 科学与信息化2021年9月下
TECHNOLOGY AND INFORMATION
科学视野
磨机运行数据对比 改造前 改造后
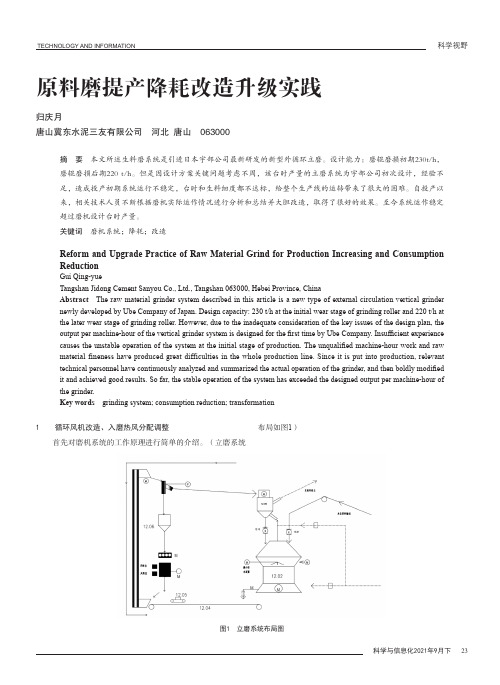
1 循环风机改造、入磨热风分配调整
布局的介绍。(立磨系统
图1 立磨系统布局图
科学与信息化2021年9月下 23
科学视野
TECHNOLOGY AND INFORMATION
UBE立磨的工作原理:物料通过下料装置进入磨盘中间,
喂料量和循环量的实际测量数据如下:喂料量158 t/h,循
Gui Qing-yue Tangshan Jidong Cement Sanyou Co., Ltd., Tangshan 063000, Hebei Province, China Abstract The raw material grinder system described in this article is a new type of external circulation vertical grinder newly developed by Ube Company of Japan. Design capacity: 230 t/h at the initial wear stage of grinding roller and 220 t/h at the later wear stage of grinding roller. However, due to the inadequate consideration of the key issues of the design plan, the output per machine-hour of the vertical grinder system is designed for the first time by Ube Company. Insufficient experience causes the unstable operation of the system at the initial stage of production. The unqualified machine-hour work and raw material fineness have produced great difficulties in the whole production line. Since it is put into production, relevant technical personnel have continuously analyzed and summarized the actual operation of the grinder, and then boldly modified it and achieved good results. So far, the stable operation of the system has exceeded the designed output per machine-hour of the grinder. Key words grinding system; consumption reduction; transformation
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
立磨提高产量的经验
李天杰
(江西永丰南方水泥有限公司,江西吉安331509)
我公司5000t/d熟料生产线配套原料磨型号为MLS4531A,设计台产400t/h,正常工作时能达到450-470 t/h,平均电耗20.2KWh/t,系统运行稳定。
2011年8月中旬在原材料和操作参数没有发生明显变化的情况下,磨机却出现异常现象。
磨机台产低(平均425 t/h),料层厚度增加,主电机电流提高了35A左右(额定电流276A,正常时195-240A),电流经常报警,但外循环提升机电流却不高,生料工序电耗明显升高,平均达22.39 KWh/t,提高了用电成本。
1 原因分析
1.1 磨辊、磨盘磨损严重
我公司原料磨自2010年6月投入生产,因磨辊辊皮磨损严重,且存在表面掉块现象,2011年2月年初大修时对辊皮进行了更换,但由于新换的辊皮质量不佳,运行磨损较严重,磨机产量低。
2011年7月将辊皮进行了翻面。
但因1#和2#辊的另一面同样存在表面掉块现象,致使磨机对物料的破碎能力下降,料层厚度增加,主电机电流升高。
磨盘衬板自投产以来一直没有更换,其表面磨损较严重。
经测量,磨盘衬板磨损量达20mm,运行时料层厚度增加,平均厚度145mm,主电机电流偏高报警,产量受限。
1.2 挡料环高度偏高
经测量挡料环高度为105mm,由于磨盘衬板的磨损量达20mm,相当于提高了挡料环高度,难磨物料很难被及时甩出,使料层厚度增加,主电机电流升高。
1.3 风室底板磨损严重
因风室内物料的长期冲刷,靠刮板外侧的底板磨损较为严重,形成碗状,局部已出现磨穿漏料现象。
物料容易积存,刮板与底板间隙变大,刮料时阻力增大,磨机电流上升。
2 改造措施
2.1 降低挡料环高度
在不更换辊皮和磨盘衬板的前提下,根据磨盘衬板的磨损量将挡料环高度由原来的105mm调整到85mm,使难磨的物料能及时被甩出,降低料层厚度。
2.2 修补底板
经观察、测量,刮板外侧与底板最大间隙达到150mm,内侧与底板最大间隙80mm。
可以看出风室底板磨损严重处主要是刮板中心线与壳体之间的部位(见图1)。
为此,我们使用与底板弧度一致的钢板进行覆盖焊接,保持底板的平整,并对刮板进行了调整,使其与底板的间隙达到合理范围。
图1
3 改造效果
经过以上改造后,磨机主电机下降了15-20A,外循环提升机电流提高了约5A,磨机台时产量又提高至450t/h以上,生料工序电耗恢复正常,说明改造效果明显。
4 结束语
立磨磨辊和磨盘衬板在使用一段时间后,由于磨损,无形中相当于提高挡料环高度,使料层厚度增加,主电机负荷增大,产量受限,对磨机的工况影响较大。
在不更换辊皮和磨盘衬板的情况下,根据磨损量采取降低挡料环高度的方法,可在较短时间内恢复磨机产能。
[收稿日期:2011-09-30]。