干气提浓乙烯装置运行优化 - cngspwcom
乙烯装置深冷分离系统的优化和改进
乙烯装置深冷分离系统的优化和改进王盛加(中国石油辽阳石化分公司烯烃厂,辽宁 辽阳 111000)摘要:本文结合实际情况,提出了乙烯装置的新深冷分离工艺流程,在深冷分离系统中增加了碳三和碳二洗涤塔,从而有效降低了能耗、减少了乙烯损失。
同时,还据此开发出了低能耗乙烯技术。
关键词:乙烯装置;深冷分离系统;能耗;乙烯损失;优化;改进乙烯装置是一种石油化工装置,其对于含氢气、甲烷以及碳二、碳三、碳四等的轻烃混合物的分离,均是通过压缩及深度冷却的方法实现的。
不同的乙烯流程,相应的其深冷分离方法也各有一定的不同。
目前在石油化工生产中,常用的轻烃分离方法存在一些缺陷和不足,有待进一步优化和改进。
笔者结合实际,分析了其中的缺陷和不足,并提出了优化和改进方案,形成了一种新的深冷分离工艺流程,仅供参考。
1 传统的深冷分离系统工艺流程乙烯装置的工艺流程较多,不同的乙烯流程,相应的其深冷分离方法也各有一定的不同。
如有的是顺序分离流程,有的是前脱乙烷流程,还有的是前脱丙烷流程。
首先来说顺序分离流程,其一般是先压缩原料气至3.4至3.9MPa,然后逐级冷却、闪蒸,直至冷却到-163至-169℃,将氢气和富甲烷气于氢气罐中分离开来,闪蒸罐液相各自进入到脱甲烷塔之中,逐步进行分离。
而其他几种工艺流程也基本与顺序分离流程类似,只不过前脱乙烷流程是将裂解气中的碳二与碳三分离,前脱丙烷流程则是将裂解气中的碳三与碳四分离,之后再以上述方法来深冷分离出的轻烃。
2 传统的深冷分离系统存在的缺陷和不足在传统的深冷分离系统中,如果采用的是顺序分离流程,则其主要存在的缺陷和不足是能耗较高、乙烯回收率较低,这主要是因为顺序分离流程常于脱甲烷塔的回流罐中引出液相甲烷节流以使物料冷却至需要温度,从而给系统提供足够的冷量,但这却在一定程度上造成了低温乙烯冷剂负荷的增加,并且还造成了一定量乙烯的损失;其次,由于脱甲烷塔中被进入了闪蒸罐液相,所以造成了脱甲烷塔的负荷增大;再者在氢气罐和脱甲烷塔中的乙烯,也会发生一定量的损失。
炼油厂干气资源综合利用的流程优化

炼油与化工 REFINING AND CHEMICAL INDUSTRY
2#焦化干气 40 0.7 9.47
12 189 20.71
表 1 饱和干气物流参数
1#PSA 解吸气 40 1.1
11.46 16 877 18.11
1#加裂干气 40 0.7 5.00
4 132 32.27
14.95 7.29 0.27 0.32 0.007 <20 45.98 1.86 20.54 0.77 4.58 0.27 1.25 0.24 0.16 0.11 0.07 0.70 0.63 100.00
46.34 0 0 0 0
<20 16.35
0 19.26
0 12.24 3.44 1.37
0 0 0 0 0.83 0.17 100.00
16.99 3.93 <0.01 <0.01 <0.01 <20 14.18
0 21.64
0 21.71 15.82 5.59
0 0 0 0 0 0 100.00
1#催化裂化 40 0.8 4.47
24.32 27.44 8.83 16.57 0.26 0.84 0.01 0.02
0 0.01 0.02 0.10
0 2.30 18.16 1.12
0 100.00
2#催化裂化 40 0.8
15.33
33.99 25.11 12.34 14.03 0.62 0.93 0.03 0.06 0.03 0.04 0.02 0.12 0.14 2.88 8.83 0.82 0.01 100.00
69.83 0 0 0 0
<20 13.81
0 10.77
0 0.09 0.16 0.13
优化操作,提高乙烯产量

优化操作,提高乙烯产量发布时间:2022-05-05T03:20:51.794Z 来源:《中国科技信息》2022年1月2期作者:刘先国,李志杨,刘先峰,姜俊庆,徐可军[导读] 化学工业在社会经济飞速发展的今天也日益发展刘先国,李志杨,刘先峰,姜俊庆,徐可军大庆石化公司化工一厂黑龙江省大庆市163000摘要:化学工业在社会经济飞速发展的今天也日益发展,化工行业作为化工生产的主要组成部分,具有基础性的地位,是决定精馏塔能否正常运行的关键,目前,化工企业中影响精馏塔实际操作性能的因素很多,回流比的影响,进料状态的影响,进料量大小的影响,进料组成的影响,进料温度变化的影响,塔顶冷剂量大小的影响,塔顶塔底采出量大小的影响,进料位置的影响。
为了多产一些产品,这些因素都要考虑进去,提出最合理的优化操作方法。
关键词:精馏塔;工艺操作;稳定塔运行的三大平衡Abstract:Today, with the rapid development of social economy, the chemical industry is also developing day by day. As the main part of chemical production, the chemical industry has a basic position and is the key to determine whether the distillation tower can operate normally. At present, there are many factors affecting the actual operation performance of the distillation tower in chemical enterprises, such as reflux ratio, feed state and feed volume, The influence of feed composition, feed temperature change, overhead refrigerant volume, overhead and bottom recovery volume, and feed position. In order to produce more products, these factors should be taken into account and the most reasonable optimization operation method should be put forward.Key Word:Distillation column; Process operation; Three equilibria of stabilizer operation1进料状况对乙烯精馏塔工艺的影响及措施乙烯塔的进料分别来自,脱乙烷塔塔顶回流罐碳二组分,第一部分来自脱甲烷塔塔底的碳二组分,乙烯塔进料状况能否稳定,取决于脱乙烷塔和脱甲烷塔的稳定操作。
炼厂饱和干气提纯后作乙烯原料技术经济分析

作者 简介 : 唐未庆 , 男, 1 9 8 5年 获天津大 学化 工 系学士学位 ,
2 0 0 0年获大连理 工大学工商管理硕士学位 , 教授级 高级经济 师, 从事石化企业生产经营计 划管理与优 化工作 , 曾发表 论
文 1 6篇 。
开发的生产经营优化模型, 它可以对石油化工等
第 2期 ( 2 0 1 4 )
烃资 源 , 逐 渐降低 石脑 油作裂 解原 料 比例 , 提 高 了 炼化 一体企 业整 体经济 效益 。文 章研究某 大 型炼 化一体 化企业 延 迟 焦化 、 加 氢裂 化 装 置 副产 的干 气, 经 吸 附提 纯 后 生 产 的富 乙烷 产 品 气 ( 也 称 富 乙烷气 ) 作 乙烯 原 料 的技 术 经 济 问题 , 为炼 化 一
文献标识码 : A
文章 编 号 : 1 6 7 4—1 0 9 9 ( 2 0 1 4 ) 0 2— 0 0 0 6—0 5
中图分类号: T E 6 2
石脑 油和轻 烃 是 生产 乙烯 的主要 原 料 , 来 源
流程型 企 业 的生 产 经 营 全 过 程 进 行 优 化 。P I MS
唐 未庆
( 中 国石 油化 工股份 有限公 司天 津分公 司 , 3 0 0 2 7 1 )
摘 要 : 焦化和加氢裂化干气 是炼油 焦化 、 加 氢裂化装 置副产 气体 , 此 前用作锅 炉燃料 气 , 是饱 和干气 。
文章根据某企业干气提纯项 目初步设计资料 , 结合 裂解收率模 拟评价 , 对 富含乙烷产 品气作裂解 原料进行 了技术经济评估 , 并与石脑油等典型原料 的裂解 技术经济指 标进行 了对 比。结果表 明 : 富 乙烷气 乙烯收率 高于石脑油 2 7 . 5 5个百分点 , 经济效益也非常 明显 ; 同时 , 富乙烷气作裂解原料边际贡献与其相对价格 、 及裂 解 乙烯产品价格关联密切。 关键词 : 提纯 干气 乙烯 原料 过程工艺模型系统 技术经济 优化
110kt催化干气回收乙烯装置运行总结

·275·
C - 201 塔顶采出未被吸收的甲烷、氢气、氮 气等不凝气及夹带的少量碳四,自汽油吸收塔( C - 203) 底部进入,汽油吸收剂从塔顶进入,吸收 不凝气中夹带的碳四吸收剂,未被吸收的甲烷、氢 气、氮气等不凝气送到界区外的燃料气管网。塔 釜富吸收剂靠压差送至 S Zorb 装置转至一催化 吸收稳定。
关键词: 催化干气 浅冷油吸收 碳二提浓气 中图分类号: TQ221. 21 + 1 文献标识码: B 文章编号: 1009 - 9859( 2013) 04 - 0274 - 04
中国石化齐鲁分公司胜利炼油厂( 简称炼油 厂) 110 kt / a 催化干气回收乙烯装置设计年开工 时数 8 400 h,为连续生产。设计处理炼油厂催化 干气 13 495. 13 kg / h ( 113. 36 kt / a ) ,产 品 气 量 6 656. 71 kg / h ( 55. 9 kt / a) ,乙 烯 回 收 率 不 低 于 90% ,操作弹性 50% ~ 110% 负荷。装置采用北 京化工研究院和中国石化齐鲁分公司共同开发的 浅冷油吸收技术,北京化工研究院负责提供专利 技术及工艺包,中国石化齐鲁分公司负责项目管 理及装置的建设。
为增加液体在抽出板上的停留时间,保证泵切 换或出现问题时该塔稳定操作,2011 年 11 月利用 停工消缺的机会对升气管进行了改造。拆除了 15# 塔板,将升气管加高 400 mm,使升气管高度达到 900 mm。另外在抽出板上开 4 个直径 10 mm 的孔, 增加 4 个高 800 mm 的液体溢流管,在 14#塔板的降 液管下端增加液封挡板。再次开工后,C - 203 压 降降至 0. 035 MPa,液泛现象得以解决。 2. 5 碳二提浓气长输管线不通
乙烯生产装置中裂解炉优化运行措施分析
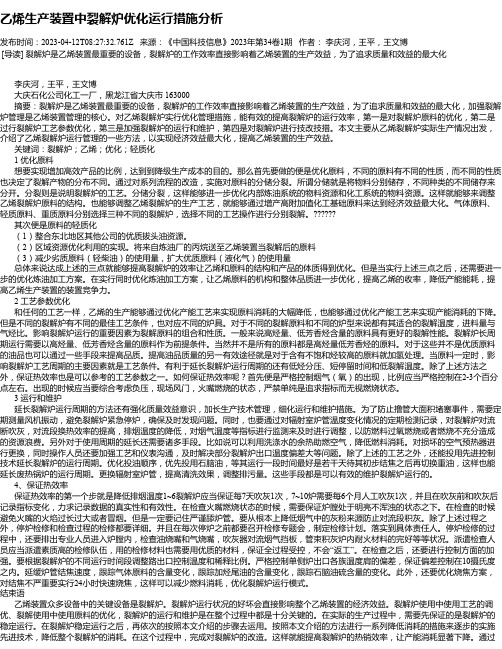
乙烯生产装置中裂解炉优化运行措施分析发布时间:2023-04-12T08:27:32.761Z 来源:《中国科技信息》2023年第34卷1期作者:李庆河,王平,王文博[导读] 裂解炉是乙烯装置最重要的设备,裂解炉的工作效率直接影响着乙烯装置的生产效益,为了追求质量和效益的最大化李庆河,王平,王文博大庆石化公司化工一厂,黑龙江省大庆市 163000摘要:裂解炉是乙烯装置最重要的设备,裂解炉的工作效率直接影响着乙烯装置的生产效益,为了追求质量和效益的最大化,加强裂解炉管理是乙烯装置管理的核心。
对乙烯裂解炉实行优化管理措施,能有效的提高裂解炉的运行效率,第一是对裂解炉原料的优化,第二是过行裂解炉工艺参数优化,第三是加强裂解炉的运行和维护,第四是对裂解炉进行技改技措。
本文主要从乙烯裂解炉实际生产情况出发,介绍了乙烯裂解炉运行管理的一些方法,以实现经济效益最大化,提高乙烯装置的生产效益。
关键词:裂解炉;乙烯;优化;轻质化1 优化原料想要实现增加高效产品的比例,达到到降级生产成本的目的。
那么首先要做的便是优化原料,不同的原料有不同的性质,而不同的性质也决定了裂解产物的分布不同。
通过对系列流程的改造,实施对原料的分储分裂。
所谓分储就是将物料分别储存,不同种类的不同储存来分开。
分裂则是说明裂解炉的工艺。
分储分裂,这样能够进一步优化内部炼油系统的物料资源和化工系统的物料资源。
这样就能够来调整乙烯裂解炉原料的结构。
也能够调整乙烯裂解炉的生产工艺,就能够通过增产高附加值化工基础原料来达到经济效益最大化。
气体原料、轻质原料、重质原料分别选择三种不同的裂解炉,选择不同的工艺操作进行分别裂解。
其次便是原料的轻质化(1)整合东北地区其他公司的优质拔头油资源。
(2)区域资源优化利用的实现。
将来自炼油厂的丙烷送至乙烯装置当裂解后的原料(3)减少劣质原料(轻柴油)的使用量,扩大优质原料(液化气)的使用量总体来说达成上述的三点就能够提高裂解炉的效率让乙烯和原料的结构和产品的体质得到优化。
干气提浓乙烯装置加工重整变压吸附解吸气的技术改造

干气提浓乙烯装置加工重整变压吸附解吸气的技术改造黄富;张杨;彭国峰【摘要】为了加工重整变压吸附(PSA)解吸气,中国石油四川石化公司对30 000 m3/h干气提浓乙烯装置进行了技术改造.重整PSA解吸气中C3及C3以上重组分的体积分数为13.52%,远高于设计值(3%),使该装置产生的凝液较多,凝液主要为C3~C5组分以及少量水分.改造中增设了管线将凝液送至催化裂化装置,并将凝液管线增加伴热设施,及时将凝液排出回收利用.改造后装置运行效果良好,能将富含重组分的重整PSA解吸气中的C2及C2以上组分高效回收,并有效脱除H2S,CO2,O2等杂质,为蒸汽裂解制乙烯装置提供合格的原料气,经济效益可提高5 063万元/a.【期刊名称】《石油炼制与化工》【年(卷),期】2016(047)007【总页数】4页(P14-17)【关键词】变压吸附;干气;解吸气;提浓;乙烯【作者】黄富;张杨;彭国峰【作者单位】中国石油四川石化有限责任公司,成都611930;中国石油四川石化有限责任公司,成都611930;中国石油四川石化有限责任公司,成都611930【正文语种】中文炼油厂催化裂化等装置会副产大量干气,主要组分为 H2,CH4,C2H4,C2H6,并含少量C3及C3以上重组分。
目前,大多数炼油厂将这种干气用作各种燃烧炉的燃料,利用价值较低。
若将干气中的乙烷、乙烯提取,用作生产烯烃的原料,则可提高蒸汽裂解制乙烯装置(简称乙烯装置)的负荷。
在国内,目前已开发回收催化裂化干气中乙烯、乙烷组分的技术,并投入工业化生产。
中国石油四川石化有限责任公司(简称四川石化)30 000 m3h干气提浓乙烯装置是采用四川天一科技股份公司开发的变压吸附(PSA)技术,原设计以催化裂化干气和加氢干气为原料,经两段变压吸附浓缩、产品气净化后,回收干气中的乙烯和乙烷以上重组分。
经过创新性改造后,也可加工较重的重整PSA解吸气,回收C2以上重组分作为乙烯装置的原料。
催化裂化干气提浓乙烯装置存在的问题及技改措施

吸 附 废 气
精干燥
产品气
原料气 —
P A— S I
P A—I S I
一
o , 在 原料 干 气 中含有 C 进 入 到脱 氧 反 应 器 但 O,
中会 与 O 反 应生 成新 的 C 造 成产 品 中 C 含 O , O 量超 标 。装 置 改 进 后 , 脱 氧 与脱 硫 系 统 移 至 碱 将
通 讯 联 系 人 :李 辉 , — i l u. sh s o e.o 。 E mal i iys @ i p ccr :h n n
9 4
石
油
炼
制
与
化
工
2 1 年 第 4 卷 02 3
干 燥 再 生废 气
吸 附
原料
产 品气
图 2 改 进 前 装 置 流 程 示 意
●
干 燥 再 生 气
流 程 示 意 见 图 1 。
的乙烯原 料 , 装 置每 年为 乙烯 装 置 提供 2 t 该 5k 以
上 的乙烯 原 料 。此 后 , 国石 化 茂 名 分 公 司 的 干 中
吸附废气
气提 浓 乙烯装 置也 于 2 0 0 9年 底 一 次建 成 投 产 , 目
前 国 内还 有多 家石 化 企业 正 在 建 设 干 气 提 浓 乙烯 装置 。随着装 置 运 行 时 间 的增 加 , 作 经 验 的不 操 断积 累 , 置技 术 的不 断 改 进 和不 断创 新 , 置 存 装 装 在 的问题逐 步得 到解 决 。 目前 装 置存 在 的 突 出 问 题 是长 周期 运行 问题 。本 文 以 中 国石化 北 京 燕 山 分 公 司干 气 提 浓 乙烯 装 置 为例 , 绍 近几 年 该 装 介 置 存在 的问题及 技术 改进 措施 。 2 1 生产 流程 .
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
C5 0. 33 0. 74 1. 03
C6 0. 49 0. 83 1. 16
H2 S 21. 28 28. 55
CO2 0. 16 0. 24 0. 33
H2 4. 12 20. 74 28. 98
O2 0. 78 0. 87 1. 21
பைடு நூலகம்
N2 3. 81 3. 89 5. 44
炼油厂四套常减压蒸馏装置处理规模分别为
表 1 两种气体的主要组分
Table 1 Major components of two gases
φ,%
样品名称
加氢裂化 脱丁烷塔顶
甲烷 乙烷 14. 68 26. 01
丙烷 27. 25
C4 以上 21. 86
连续重整加 氢气提塔顶
1. 94 5. 84 28. 33
31. 07
表 2 混合气体净化前后组分变化
一次减少为 8 h 一次,减少了 C2 和 C3 组分液化, 降低凝缩液收率,富乙烯气流量增加约 0. 5 t / h,
产品质量变化不大。操作调整试验时富乙烯气主
要组分变化情况见表 4。
表 4 操作调整前后富乙烯气的组成变化
Table 4 Ethylene-rich gas composition before
( 4) 优化压缩机出口返入口的回流控制 在控制气压机入口压力时,半产品气压缩机 比置换气压缩回流压力的设定值低,在入口压力 低时首先由置换气压缩机提供回流,不足部分再 由半产品气压缩机提供。减少了半产品气的循环 量,减少了产品气流量因打回流而产生的波动,实 现稳产、高产。 3. 3 加强原料、产品质量控制,提高产品收率 3. 3. 1 催化裂化装置干气氢气含量控制 随着催化裂化装置原料油劣质化趋势加重, 原料油中的重金属对催化剂活性影响日趋严重, 催化反应产生的副产品干气中氢气含量升高,不 利于 C2 以上组分的回收。通过使用低重金属含 量的平衡剂、低磁剂置换催化裂化装置反再系统 内平 衡 剂,以 及 适 当 提 高 新 鲜 催 化 剂、钝 化 剂 用 量,达 到 使 催 化 剂 上 沉 积 的 镍、钒 含 量 大 幅 度 降 低,保持催化剂活性,减弱了脱氢反应,大幅降低 干气中氢气含量,稳定了干气原料中 C2 以上组分 的含量,为提高富乙烯气产量提供了条件。2 号 催化裂化装置干气组成变化对干气提浓原料气组 成影响见表 5。
( 3) 干气提浓装置半产品气经过产品气压缩 机第三级冷却器和冷干机冷却后,产生 1 ~ 2 t / h 的凝缩液,送至 2 号催化裂化装置吸收稳定系统 回收。 通 过 分 析,C2 和 C3 的 体 积 分 数 为 61. 45% ,C4 及以上组分体积分数为 30. 92% 。造 成部分 C2 和 C3 组分在两套装置之间循环,对两 套装置操作及能耗造成影响。根据 C2 ,C3 ,C4 及 以上组分在不同温度、压力条件下露点的差异,优 化调整半产品气压缩机三级冷却器出口温度控 制,将其由 37 ℃ 提高至 53 ℃ ,同时停开冷干机, 使压缩机三级分液罐、冷干机后分液罐排液由 1 h
— 19 —
3 装置运行优化 3. 1 拓展原料气来源
丙烷、C4 及 C4 以上组分含量较高,直接作为燃料 气不能达到资源的有效利用。通过装置间的流程
干气提浓装置原料气来源为三套催化裂化装 改造,将以上两股物料送至二重整装置闲置的吸
置和两套延迟焦化装置的干气。焦化干气受焦化 收稳定系统回收液化石油气组分后,含硫化氢干
并入焦化净化燃料气管线后作为干气提浓装置原 料,回收富乙烯气约 0. 8 t / h,混合气体净化前后
动,装置未达到满负荷生产。而炼油厂临氢装置、 组分变化见表 2。
常减压蒸馏装置燃料气常作为燃料使用,其中含 有乙烷、丙烷等高附加值组分,通过全厂的流程优 化,最大限度地回收乙烷、丙烷等组分。
1) 炼油厂加氢裂化装置脱丁烷塔顶气体流 量约 5. 2 dam3 / h,连续重整预加氢汽提塔顶气体 约 1. 5 dam3 / h 脱硫后并入燃料气管网作为燃料 气 ,两种气体的主要组分分析见表1 ,其中乙烷、
2 变压吸附原理 干气提浓 乙 烯 装 置 利 用 了 变 压 吸 附 分 离 原
理,在加压条件下吸附干气中的 C2 以上组分,弱 吸附组分 H2 ,N2 ,CH4 等通过床层由吸附器顶部 排出,从而使气体混合物分离。减压时被吸附的 C2 以上组分脱附,得到未经 精 制 处 理 的 富 含 乙 烷、乙烯的半产品气,同时吸附剂获得再生。吸附 器内的吸附剂对不同组分的吸附是定量的,当吸 附剂对 C2 以上组分的吸附达到一定量后,通过降 低压力使 C2 以上组分从吸附剂上脱附干净,实现 吸附剂循环使用。其基本过程见图 1。
Table 2 Gas mixture composition before and after purification
φ,%
采样点 混合气体 干气 净化干气
甲烷 11. 33 15. 85 22. 16
乙烷 15. 19 20. 25 28. 30
丙烷 18. 66 8. 13 11. 36
C4 24. 06 0. 02 0. 03
装置周期性切换焦炭塔生焦的生产工艺特点及不 同油种性质的影响,流量呈现周期性的波动。催
气送至气体脱硫装置脱除硫化氢,得到满足干气 提浓装置原料气性质的净化干气约 3. 5 dam3 / h,
化裂化装置干气流量、组成相对稳定。受此影响 干气提浓装 置 原 料 气 流 量 在 24 ~ 28 dam3 / h 波
化装置富气压缩机入口,与焦化富气混合,利用焦
化装置吸收稳定、脱硫系统,回收 C3 以上组分,脱 除硫化氢后,送至干气提浓装置。
表 3 常减压蒸馏装置燃料气流量
Table 3 Gas yield of atmospheric-vacuum
distillation unit
dam3 / h
初常顶燃料气 变干后干气
( 1) 提高变压吸附单元压力,吸附阶段操作压 力由 0. 57 MPa 提高至 0. 60 MPa,改善吸附效果。
( 2) 根据原料处理量变化情况及时调整变压 吸附时间,吸附时间过长或过短都会对产量及质 量产生影响,在满负荷生产的情况下吸附时间控 制在每周期 175 s 较为理想。同时在吸附时间不 变的情况,对一周期内的工作时间进行了分析优 化,适当延长逆放 2 步序时间,缩短逆放 1 步序时 间,使逆放更为彻底,提高了吸附器抽空效果,使 吸附剂脱附更彻底。
表 5 置换平衡剂后干气提浓原料气组成变化 Table 5 Feed gas composition before and after
replacement of equilibrium catalyst φ,%
甲烷 置换前 41. 81 置换后 45. 30
乙烷 16. 13 19. 38
乙烯 5. 23 5. 51
3. 0,3. 0,2. 5,5. 0 Mt / a,其燃料气产量见表 3。各
套蒸馏装置初常顶燃料气中 C2 ~ C5 烷烃含量较 高,分离回收 C3 以上组分后,干气中乙烷体积分 数可达到 50% ~ 80% ,脱除硫化氢后可作为干气
提浓装置原料气,回收乙烷。经厂内装置间流程
改造,将常减压蒸馏装置的初、常顶燃料气送至焦
图 2 产品气甲烷含量与吸附废气 C2 和 C3 体积分数关联
Fig. 2 Relationship between methane content of product gas and C2 ,C3 content of adsorbed gas
关键词:变压吸附 干气 甲烷 收率
炼油厂催化裂化、焦化装置产生大量副产品 干气,目前 大 多 数 这 种 干 气 被 用 作 工 业 和 民 用 燃料,利 用 价 值 较 低。在 国 外,从 催 化 裂 化、焦 化 干 气 中 提 取 乙 烷 、乙 烯 ,作 为 烯 烃 生 产 的 重 要 原料,已 被 广 泛 应 用。在 国 内 目 前 已 经 开 始 了 催化裂 化 干 气 的 回 收 利 用,提 取 乙 烯、乙 烷 组 分,已取 得 成 果 并 投 入 工 业 化 生 产。从 催 化 裂 化、焦化干 气 中 回 收 乙 烷、乙 烯,每 年 可 节 约 大 量的用于乙烯生产的轻质油 品。我 国 是 贫 油 国 ,是 原 油 净 进 口 国 ,所 以 回 收 催 化 裂 化 干 气 中 的 乙 烯 资 源 ,符 合 国 家 的 能 源 政 策 ,对 缓 解 我 国 石油危机 具 有 非 常 重 要 的 意 义,并 具 有 很 好 的 社会和经济效益。
and after operation adjustment
φ,%
日 期 甲烷 乙烷 乙烯 丙烷 丙烯 C4 C5+ 调整前 8. 51 52. 86 22. 68 5. 70 5. 93 2. 40 1. 65
调整后 7. 88 52. 69 21. 35 6. 71 6. 24 2. 66 2. 18
图 1 变压吸附基本原理示意 Fig. 1 Schematic diagram of PSA
收稿日期: 2011 - 09 - 26。 作者简介: 齐文峰,工程师,2001 年毕业于抚顺石油化工学院 化工工程与工艺专业,现 主 要 从 事 炼 油 工 艺 技 术 管 理 工 作。 联系电话: 0668 - 2244834,E-mail: qiwenfeng. mmsh@ sinopec. com。
干气提浓乙烯装置运行优化
齐文峰,任 铎,肖庆祥
( 中国石油化工股份有限公司茂名分公司,广东省茂名市 525000)
摘要:中国石油化工股份有限公司茂名分公司 30 dam3 / h 干气提浓装置于 2009 年 12 月建成投产,以炼油厂催 化裂化干气和焦化干气为原料,采用国内先进、成熟的变压吸附组合净化技术,分离出的气体中富含 C2 及其以上 组分,气体流量为 8 ~ 11 t / h。通过将炼油厂常减压蒸馏装置初、常顶燃料气、加氢裂化装置脱丁烷塔顶气体、连续 重整预加氢汽提塔顶气体等含有较多 C2 和 C3 组分的气体脱除 C3 以上组分及 H2 S 后,净化后的干气送至干气提 浓装置作为原料回收 C2 和 C3 组分,拓宽了原料来源。此外通过降低催化裂化干气中的氢气含量、优化调整吸附 压力、时间、产品气中的甲烷含量来提高 C2 及其以上组分的回收率,优化装置的操作参数,提高了富乙烯气产量, 发挥出装置的综合效能。