GB4708-2000钢制压力容器焊接工艺评定
GB4708-2000钢制压力容器焊接工艺评定 doc

iT2oM21iN81rC0
3oM31iN91rC00 3oM31iN91rC0
2oM41iN71rC00 2oM21iN71rC0
DVoM3iN01 DVoMrCiNnM80 RDVoMrCiNnM70 DoMnM02 RDiNnM51 RDnM61 DnM61 RDiNnM90 DiNnM90 DnM90 oM5rC1
T 度厚材母件试
21 于大不且�t2 t2 值大最
t5.1
21 于大不且 ,T2 值大最
8< T ≤5.1 5.1 < T t 度厚属金缝焊
8≥ T
值小最
mm 定规度厚属金缝焊件焊与度厚属金缝焊件试和度厚材母件焊与度厚材母件试 2 表
围范效有的度厚属金缝焊于用适
围范效有的度厚材母件焊于用适
T 度厚材母件试
试性韧击冲焊增素因加补的更变或加增按可则�时素因加补个一何任更变或加增当 b 。艺工接焊定评新重要需都时素因要重个一何任更变当 a 定评新重需法方接焊变改�法方接焊 。素因艺工接焊的响影显明无能性学力的定测对指是�素因要次 。素因加补加增 需�时验试击冲行进定规当。素因艺工接焊的性韧击冲头接接焊响影指是�素因加补 。素因艺工接焊的能性曲弯和度强拉抗头接接焊响影指是�素因要重 。 �限不围范效有的度厚件焊�时件焊缝焊角 。素因要次和、素因加补、素因要重为分素因艺工接焊 �4� 则规定评 �5�
3
4
4 -
2 2 2 弯面
1
2 2 2
01 <T≤5.1 5 .1 < T
02 <T≤01
区响影热
54
弯侧
伸拉
验 试 击 冲 mm
验 试 曲 弯
验试伸拉
23钢制压力容器焊接工艺评定JB4708-2000.
GB713--1997 锅炉用钢板
GB/T912--1989 碳素结构钢和低合金结构钢热轧薄钢板及钢带
GB3087--1982低中压锅炉用无缝钢管
GB/T 3274--1988 碳素结构钢和低合金结构钢热轧厚钢板和钢带
GB/T 3280--1992不锈钢冷轧钢板
本标准从实施之日起,代替JB 4708--1992。
本标准的附录A是标准的附录。
本标准的附录B是提示的附录。
本标准由全国压力容器标准化技术委员会提出并归口。
本标准负责起草单位:合肥通用机械研究所、国家质量技术监督局锅炉压力容器安全监察局。
本标准主要起草人:戈兆文、张建荣。
参加本标准编制工作的单位及人员有:
5.3.1.3 当同一条焊缝使用两种或两种以上焊接方法或重要因素、补加因素不同的焊接工艺时,可按每种焊接方法或焊接工艺分别进行评定;亦可使用两种或两种以上焊接方法、焊接工艺焊接试件,进行组合评定。
组合评定合格后用于焊件时,可以采用其中一种或几种焊接方法、焊接工艺,但应保证其重要因素、补加因素不变,按相关条款确定每种焊接方法或焊接工艺适用于焊件厚度的有效范围。
GB9948--1988 石油裂化用无缝钢管
GBl3296--1991 锅炉热交换器用不锈钢无缝钢管
GB/T14976--1994 流体输送用不锈钢无缝钢管
JB4726--2000 压力容器用碳素钢和低合金钢锻件
JB4727--2000 低温压力容器用低合金钢锻件
JB4728--2000 压力容器用不锈钢锻件
5.3.1 焊接方法
5.3.1.1 改变焊接方法,需重新评定。
5,3.1.2 各种焊接方法的焊接工艺评定重要因素、补加因素和次要因素见表1。
NB-T47014《承压设备焊接工艺评定》与JB4708《钢制压力容器焊接工艺评定》不同点
浅析NB/T47014《承压设备焊接工艺评定》与JB4708《钢制压力容器焊接工艺评定》不同点【摘要】本文浅要分析了新颁布的nb/t47014-2011《承压设备焊接工艺评定》与jb4708-2000《钢制压力容器焊接工艺评定》的不同之处,并对按jb4708进行的焊接工艺评定按新标准转换提出了几点建议。
【关键词】nb/t47014 jb4708 不同点转换国家能源局于2012年7月《承压设备焊接工艺评定》并于2011年10月1日起实施。
国家质检总局也在当年11月发文要求锅炉、压力容器(不含气瓶)制造、安装、改造单位,进行新的焊接工艺评定以及修改原有焊接工艺评定时应当执行nb/t47014标准。
本文就此简单分析一下nb/t47014与jb4708的不同点,并对老焊接工艺评定按新标准转换提出了自己的一些建议,以便能为锅炉、压力容器制造企业的焊接工作者提供一些有意的帮助。
1 nb/t47014与jb4708相比,在内容上的重大变化1.1 标准性质发生了变化jb4708为强制性标准,而nb/t47014为推荐性标准。
但是,由于新gb150、固定容规及新颁布的锅规都在正文引用了nb/ t47014,因此,锅炉、压力容器制造企业就必须强制执行。
1.2 扩大了标准的应用范围jb4708的适用的产品为钢制压力容器,而nb/t47014的适用产品范围由钢制压力容器扩展到了压力容器、锅炉和压力管道;适用的材料由钢扩展到了钢、铝、钛、铜、镍。
在焊接方法上取消了jb4708所列的电渣焊,在气焊、焊条电弧焊、埋弧焊、熔化极气体保护焊、钨极气体保护焊、耐蚀堆焊的基础上,增加了等离子弧焊、摩擦焊、气电立焊和螺柱焊等焊接方法。
增加了换热管与管板的评定,取消了对组合焊缝所进行的型式试验评定内容;增加了复合材料焊接评定,取消了不锈钢复合钢焊接评定。
1.3 重新规定了焊接工艺评定的流程1.4 焊接工艺评定因素及类别划分的变化(1)nb/t47014 对焊接工艺评定因素的分类与jb4708在编制型式上有了很大的区别。
国家质量技术监督局关于执行JB4708-2000《钢制压力容器焊接工艺评定》标准的意见

国家质量技术监督局关于执行JB4708-2000《钢制压力容器焊接工艺评定》标准的意见文章属性•【制定机关】国家技术监督局(已撤销)•【公布日期】2001.01.02•【文号】质技监办发[2001]003号•【施行日期】2001.01.02•【效力等级】部门规范性文件•【时效性】失效•【主题分类】标准化正文国家质量技术监督局关于执行JB4708-2000《钢制压力容器焊接工艺评定》标准的意见(2001年1月2日质技监办发〔2001〕003号)各省、自治区、直辖市质量技术监督局:《钢制压力容器焊接工艺评定》(以下简称《焊接工艺评定》)JB4708-2000,已经批准发布,并于2000年10月1日起实施。
2000版《焊接工艺评定》标准与92版《焊接工艺评定》标准相比,内容有较大的变化,为既能有效地贯彻执行2000版《焊接工艺评定》,又尽量减少压力容器制造单位不必要的重复评定工作,经研究,提出如下意见,请各有关单位严格执行:1.自发文之日起,制造压力容器的单位进行焊接工艺评定时,应按2000版《焊接工艺评定》标准进行。
2.按92版《焊接工艺评定》标准评定合格的对接焊缝双面焊试件和堆焊试件的评定项目,继续有效。
3.按92版《焊接工艺评定》标准评定合格的对接焊缝单面焊的评定项目,属于下列情况之一的,可继续有效:(1)对接焊缝单面焊试件,试样的实际弯曲角度已达到双面焊接试件要求的弯曲角度;(2)原评定合格的焊接工艺评定项目,按2000版《焊接工艺评定》要求,只补做弯曲试验的评定,并经检验合格。
4.对2000版《焊接工艺评定》标准4.3中型式试验件的评定,如焊接条件与92版《焊接工艺评定》中组合焊缝试件相同时,则组合焊缝试件评定合格的项目适用该型式试验件。
5.上述可继续有效的评定项目和需补做弯曲试验的评定项目,对有冲击要求的,如其常温冲击功平均值小于27J,按2000版《焊接工艺评定》标准要求,还须补做冲击试验的评定,并经检验合格。
承压设备焊接工艺评定2009

承压设备焊接工艺评定2009年3月§1.承压设备焊接工艺评定依据:一、压力容器焊接工艺评定:JB4708-2000“钢制压力容器焊接工艺评定”(国家机械工业局、国家石油和化学工业局批准)。
二、锅炉焊接工艺评定:“蒸汽锅炉安全技术监察规程”附录Ⅰ(劳动部96年颁发)。
三、压力管道焊接工艺评定:GB50236-98“现场设备、工业管道焊接工程施工及验收规范”第4章。
四、承压设备焊接工艺评定”:JB/T4708-2007“承压设备焊接工艺评定”(送审稿)§2.焊接工艺评定(以下简称“焊评”)概念:一、“焊评”(JB/T4708标准)定义:为使焊接接头性能符合基本技术规定,对所拟定的焊接工艺指导书进行验证性试验及结果评价的过程。
二、“焊评”(JB/T4708标准)目的:使焊接接头力学性能或堆焊层化学成分符合基本技术规定。
三、“焊评”程序:根据金属材料焊接性能;按照图样设计规定和制造工艺;拟定焊接工艺指导书;施焊试件制取试样(检验试件和试样);测定焊接接头是否具有规定的基本性能;并提出焊接工艺评定报告;对所拟定的焊接工艺指导书进行评价;审批、确认(A类监检)。
四、“焊评”术语:1、焊接工艺指导书(WPS):为验证性试验所拟定的,经评定合格的,用于指导产品施焊的焊接工艺评定文件。
2、焊接工艺评定报告(PQR):记载验证性试验及其检验结果;对拟定焊接工艺指导书进行评价的报告。
3、焊接性能:材料在限定的施工条件下,焊接成符合设计规定的构件,并满足服役要求的能力。
为了掌握钢材的焊接性能,需要进行焊接性能试验,它不同于“焊评”试验,它是要解决从未施焊过的钢种,原则上能不能焊和如何焊问题,以便于作为拟定焊接工艺指导书的依据。
它不是针对产品具体接头形式、板厚尺寸和施焊单位设备、工艺条件,不能回答产品焊接接头使用性能是否满足要求的实际问题。
4、焊接接头:由两个或两个以上零件或一个零件的两端要用焊接组合或已经焊合的接点。
焊接工艺评定(堆焊D507Mo)

焊接工艺评定执行JB4708-2000《钢制压力容器焊接工艺评定》项目编号PQR-03编制审核批准XXXX制造有限公司目录焊接工艺评定任务书 (1)焊接工艺指导 (2)焊接工艺评定报告 (4)焊接工艺评定结论 (6)焊接工艺评定施焊记录表 (7)焊接工艺评定焊缝外观检查表 (8)无损检测金相检验机械性能母材焊材报告 (9)焊接工艺评定任务书母材牌号 WCB 接 头 示意 图规格 阀体焊接材料焊条牌号 D507Mo 规格 Φ5焊丝牌号 规格 焊剂 牌号 规格焊 接 方 法 焊条电弧焊 其 它技 术 要 求焊缝外观质量射线探伤 √ 其 它 √机械性能 拉伸(GB228)数 量1件冲 击各 项 指 标弯 曲(GB232)面弯 弯曲直径 热影响区 背弯支座间距 焊 缝 区 侧弯弯曲角度其 它金 相 宏观 微观晶 间 腐 蚀合格 标 准外观质量 不允许存在未熔合、裂缝、气孔、夹渣、弧坑、未焊透 X 射线伤探机械 性 能拉伸 金相宏观对接焊缝不疏松、未熔合和未焊透、热影响区和焊缝无裂纹T 型接头和管子管板角焊缝,焊缝根部不允许有未熔合,焊缝和热影响区不允许有裂纹弯曲 冲击微观不允许有过绕组织和淬硬性马氏组织,焊缝和热影响区不允许有显微裂纹硬度 HRC ≥36 其它金相晶 间 腐 蚀 编 制第1页 共8页表B1 焊接工艺指导书单位名称XXXX制造有限公司焊接工艺指导书编号WPS-03 日期2010.08.15 焊接工艺评定报告编号PQR-03焊接方法焊条电弧焊机械化程度(手工、半自动、自动)焊接接头:坡口形式衬垫(材料及规格)无其他堆焊简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)母材:类别号Ⅰ组别号Ⅰ-1与类别号组别号相焊及标准号GB/T12229 钢号WCB 与标准号钢号相焊厚度范围:母材:对接焊缝角焊缝不限管子直径、壁厚范围:对接焊缝角焊缝不限焊缝金属厚度范围:对接焊缝角焊缝不限其他焊接材料:焊接类别电焊条焊材标准填充金属尺寸Φ4焊材型号D507Mo焊材牌号(钢号)EDCr-A2-15其他耐蚀堆焊金属化学成份(%)C Si Mn P S Cr Ni Mo V Ti Nb0.079 ------- ------ ----- 0.015 15.40 0.97 1.12 ----- ---- ----- 其他:2.49注:对每一种母材与焊接材料的组合均需分别填表。
压力容器焊接规程
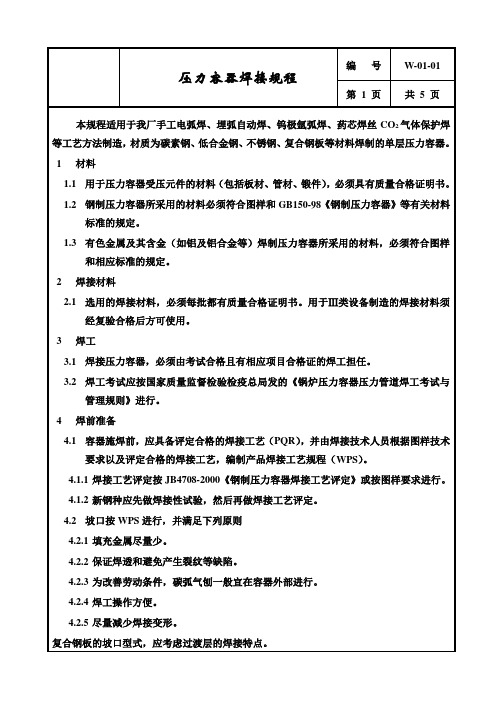
4.6装配点固焊
4.6.1装配点固焊一般应使用与焊接时相同牌号的焊条,并应相同。预热范围:点固焊道的周围,距点固焊道周边3倍工件厚度且不小于100mm的范围内。测温部位:位于距点固焊道周边50mm处。
7返修
7.1焊缝返修会降低产品质量,因此焊工在施焊过程中,应精心操作,尽量提高一次合格率,避免返修。
7.2焊缝返修按《焊缝返修工艺守则》进行。
7.3焊缝同一部位的返修次数不宜超过两次。
7.4对经过两次返修仍不合格的焊缝,需经质保工程师批准才能再返修。
7.5对于裂纹缺陷,应进行质量分析,找出原因,制订相应技术措施或交底后方可返修。
4.6.3点固焊道有裂纹时,必须清除重焊。
4.7严禁在非焊接部位引弧,如发生打弧,须将弧坑按施焊工艺条件补焊、磨平。
4.8当焊接工艺要求焊前预热时,按本规程第6条进行焊前预热。
4.9电源的接地线应与工件可靠的连接,保证导电良好防止打弧现象。
4.10为了防止焊接裂纹和减少内应力,装配时要避免强行组装。
6.5.3后热应在焊后立即进行。
6.5.4工艺文件的后热标注:
应注为a℃×bh,其中a表示后热温度
b表示保温时间,h代表小时
例:某工件,要求焊后200℃,保温1小时30分,注为200℃×1.5h。
压力容器焊接规程
编号
W-01-01
第4页
共5页
6.6产品的焊后热处理必须WPS要求或产品热处理方案(技术措施)进行。产品焊接试板必须与产品同炉热处理。
4.2坡口按WPS进行,并满足下列原则
23钢制压力容器焊接工艺评定JB4708-2000

4.4 焊接工艺评定所用设备、仪表应处于正常工作状态,钢材、焊接材料必须符合相应标准,由本单位技能熟练的焊接人员使用本单位焊接设备焊接试件。
JB4708--2000
钢制压力容器焊接工艺评定 代替JB4708--1992
Welding procedure qualification for steel pressure vessels
1 范围
本标准规定了钢制压力容器焊接工艺评定规则、试验方法和合格指标。
本标准适用于钢制压力容器的气焊、焊条电弧焊、埋弧焊、熔化极气体保护焊、钨极气体保护焊、电渣焊、耐蚀堆焊等的焊接工艺评定。
d)除b)、c)规定情况外,母材组别号改变时,需重新评定。
5.3.2.2类别评定规则
当不同类别号的母材组成焊接接头时,即使母材各自都已评定合格,其焊接接头仍需重新评定。
但类别号为n(或组别号为Ⅵ—1、Ⅵ—2)的同钢号母材的评定适用于该类另别号(或该组别号)母材
与类别号为I的母材所组成的焊接接头。
5.3.2.3 未列入表2的钢号评定规则
3.8下转变温度 lower transformation temperature
加热期间开始形成奥氏体的相变温度。
3.9上转变温度upper transformation temperature
加热期间完成奥氏体转变的相变温度。
3.10 横向弯曲 transverse bend
焊缝轴线与试样纵轴垂直时的弯曲。
5.3.1 焊接方法
5.3.1.1 改变焊接方法,需重新评定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢制压力容器焊接工艺评定
J B4708-2000
1范围
本标准规定了钢制压力容器焊接工艺评定规则、试验方法和合格指标。
本标准适用于钢制压力容器的气焊、焊条电弧焊、埋弧焊、熔化极气体保护焊、钨极气体保护焊、电渣焊、耐蚀堆焊等焊接工艺评定。
2总则
(1)焊接工艺评定应以可靠的钢材焊接性能为依据,并在产品焊接之前完成。
(2)接工艺评定一般过程是:拟定焊接工艺指导书、施焊试件和制取试样、检验试件和试样、测定焊接接头是否具有所要求的使用性能、提出焊接工艺评定报告对拟定的焊接工艺指导书进行评定。
3对接焊缝、角焊缝焊接工艺评定规则
(1)评定对接焊缝焊接工艺时,采用对接焊缝试件。
对接焊缝试件评定合格的焊接工艺亦适用于角焊缝(厚度不限)。
评定非受压角焊缝焊接工艺时,可采用角焊缝试件。
(2)板材对接焊缝试件评定合格的焊接工艺适用于管材的对接焊缝,反之亦可。
(3)管与板角焊缝试件评定合格的焊接工艺适用于板材的角焊缝,反之亦可(用于非受压角焊缝焊件时,焊件厚度的有效范围不限)。
(4)焊接工艺因素分为重要因素、补加因素、和次要因素。
重要因素:是指影响焊接接头抗拉强度和弯曲性能的焊接工艺因素。
补加因素:是指影响焊接接头冲击韧性的焊接工艺因素。
当规定进行冲击试验时,需增加补加因素。
次要因素:是指对测定的力学性能无明显影响的焊接工艺因素。
(5)评定规则
焊接方法-改变焊接方法需重新评定
a当变更任何一个重要因素时都需要重新评定焊接工艺。
b当增加或变更任何一个补加因素时,则可按增加或变更的补加因素增焊冲击韧性试件进行试验。
c当变更次要因素时不需要重新评定焊接工艺,但需重新编制焊接工艺指导书。
d当同一条焊缝使用两种或两种以上焊接方法时,可按每种焊接方法或焊接工艺分别进行评定;亦可使用两种或两种以上焊接方法,焊接工艺焊接试件,进行组合评定。
组合评定合格后用于焊件时,可以采用其中一种或几种焊接方法、焊接工艺,但应保证其重要因素、补加因素不变,按相关条款确定每种焊接方法适用于焊件厚度的有效范围。
母材-组别评定规则
a当重要因素、补加因素不变时,某一钢号母材评定合格的焊接工艺可以用于同组别号的其它钢号母材。
b组别号为Ⅵ-2母材的评定适用于组别号为Ⅱ-1的母材。
c在同类别号中高组别号母材的评定适用于该组别号母材与低组别号母材所组成的焊接接头。
d出b、c规定情况外,母材组别号改变时需重新评定。
母材-类别评定规则
当不同类别号的母材组成焊接接头时,即使母材各自都以评定合格,其焊接接头仍需重新评定。
但类别号为Ⅱ(或组别号为Ⅵ-1、Ⅵ-2)的同钢号母材的评定适用于该类别号(或组别号)母材与类别号为Ⅰ的母材所组成的焊接接头。
热处理-改变焊后热处理类别,需重新评定焊接工艺
表1钢号分类分组表
类别号组别号钢号
ⅠⅠ-1Q235-A.F Q235-A Q235-B Q235-C102020G20g20R ⅡⅡ-116M n16M n R
Ⅱ-215M n N b R15M n V R20M n M o10M o W V N b
ⅢⅢ-113M n N i M o N b R18M n M o N b R20M n M o M b
Ⅲ-207M n C r M o V R
ⅣⅣ-112C r M o12C r M o G15C r M o15C r M o R15C r M o G 12C r1M o V12C r1M o V G14C r1M o R14C r1M o
Ⅳ-212C r2M o12C r2M o l12C r2M o l R12C r2M o G
ⅤⅤ-11C r5M o
ⅥⅥ-109M n D09M n N i D09M n N i D R
Ⅵ-216M n D16M n D R15M n N i D R20M n M o D
Ⅵ-307M n N i C r M o V D R08M n N i C r M o V D10N i3M o V D
ⅦⅦ-11C r18N i9T i0C r18N i90C r18N i10T i00C r19N i10
Ⅶ-20C r17N i12M o20C r19N i13M o30C r18N i12M o2T i
00C r17N i14M o200C r19N i13M o3
ⅧⅧ-10C r13
试件厚度与焊件厚度-若试件母材为Ⅵ-2组或бb>540M p a按表2、其余按表3、规定
表2试件母材厚度与焊件母材厚度和试件焊缝金属厚度与焊件焊缝金属厚度规定m m 试件母材厚度T适用于焊件母材厚度的有效范围适用于焊缝金属厚度的有效范围
焊缝金属厚度t最小值最大值最小值最大值
T<1.5T2T不限2t
1.5≤T<81.52T,且不大于12不限2t,且不大于12
T≥80.75T1.5T不限1.5t
表3试件厚度与焊件厚度规定(试件进行力学性能试验和横向弯曲试验)m m
注:当T≥8m m有冲击要求时,最小值为0.75T.
表4力学性能和弯曲性能试验项目和取样数量m m
试件母材的厚度T
试验项目和取样数量(个)
拉伸试验弯曲试验2冲击试验45拉伸1面弯背弯侧弯焊缝区热影响区4
T<1.5222---
1.5≤T<10222-33
10≤T<202224333
T≥202--433
注:1一根管接头全截面试样可以代替两个板形试样。
2当试件焊缝两侧的母材之间焊缝金属的弯曲性能有显著差别时,可改用纵向弯曲试验代替横向弯曲试验。
纵向弯曲试验只取面弯和背弯试样各两个。
3可以用4个横向侧弯试样代替2个面弯和2个背弯试样。
4当焊缝两侧母材的钢号不同时,每侧热影响区都应取3个冲击试样。
5当无法制备5m m×10m m×55m m小尺寸冲击试样时,免做冲击试验。
合格指标:
1拉伸试验-每个试样的抗拉强度应不低于母材钢号标准规定值的下限值。
2弯曲试验-弯曲角度为180º,弯轴直径为4S。
3冲击试验-每组(3个)平均值不得小于27J(小试样为14J),只允许有一个试样的冲击吸收功低于规定值,但不得低于规定值的70%。
现有16M n R制压力容器纵缝接头,有冲击试验要求,该纵缝用三种焊接方法完成,其焊缝金属厚度如图所示,请计算出焊接工艺评定试件母材厚度和焊缝金属厚度适用于焊件厚度的有效范围,将数据填入表中(分别评定组合评定均可)。
1氩弧焊8m m2焊条电弧焊12m m3埋弧焊20m m
焊接工艺评定试件母材厚度和焊缝金属厚度m m
适用于焊件厚度的有效范围m m
注:括号内数据为组合评定方
焊接工艺评定一般过程
1、对于产品上每条需要评定的焊缝,拟定“焊接工艺指导书”,内容包括每种焊接方法
的重要因素、补加因素和次要因素。
2、按照“焊接工艺指导书”和本标准的规定施焊试件、检验和测定试样性能、填写:“焊
接工艺评定报告”,内容主要包括每种焊接方法施焊试件所需要控制的重要因素、补加因素数据记录值和各种检测结果,如果评定不合格应修改焊接工艺指导书继续评定,直到评定合格。
3、当规定冲击时,焊接工艺指导书上每个重要因素和补加因素都有得到评定,当不规定
冲击时,焊接工艺指导书上每个重要因素都有得到评定。
正确选用焊接工艺参数可以减少焊接工艺评定数量。
例如:
(1)在同一组别内最好选择规定进行冲击试验的钢号进行评定。
(2)本单位若需要多种焊接位置,则首先选向上立焊焊接工艺评定。
(3)对于常用钢号,对钢材厚度统一考虑,使每一试件覆盖的厚度范围不重复或少重复。
(4)充分利用已进行评定试件覆盖范围用于两种或两种以上焊接方法(焊接工艺)焊接同一焊缝的焊件。
(5)尽量选用低氢性药皮焊条,选用产品上可能使用的最大直径的焊条。
(6)尽量选用产品上可能使用的线能量最大值。
(7)要求焊后热处理的试件。
尽量选用产品上可能使用焊后热处理时间。
G B50236-98标准焊接工艺评定简介
1、评定规则与4708基本相同(板与管可以互代,对接焊缝可以代替角焊缝等)
2、母材分类分组与4708不同,见标准第7页表4.2.3。
3、评定合格的焊接工艺其厚度覆盖范围见标准第12页表4.2.9。