DFMEA失效模式结果分析
(DFMEA)汽车行业设计失效模式分析
性能下降
随着使用时间的增加,发动机性能可能会逐渐下 降,导致汽车动力不足、加速缓慢等问题。这可 能是由于发动机内部零件磨损、燃油系统堵塞或 点火系统故障等原因引起的。
振动过大
发动机振动过大可能会对车辆的舒适性和稳定性 产生不良影响,同时也会增加零部件的磨损和疲 劳破坏。振动过大的原因可能包括发动机平衡性 差、零部件松动或损坏等。
不断更新表格,以反 映产品设计的更改和 改进。
确保表格内容完整、 准确,为后续分析提 供基础数据。
绘制设计流程图
01 详细绘制产品设计的流程图,包括各个组件的相 互关系和作用。
02 明确各个设计阶段的输入和输出,以便更好地理 解设计的整体流程。
03 分析流程图,找出可能存在的设计缺陷和失效模 式。
优化方法
采用先进的优化算法和仿真技术,对设计方案进行多目标优化。
优化过程
充分考虑制造工艺、材料特性等因素,确保优化方案的可行性。
提高制造质量
制造工艺
采用先进的制造工艺,提高零部件和整车的制造 精度和质量。
质量控制
建立严格的质量控制体系,确保每个环节的制造 质量符合要求。
质量检测
采用多种质量检测手段,如无损检测、功能检测 等,确保产品合格率。
03
基于影响评估,为每个故障模式制定相应的改进措施
和优先级。
03 汽车行业中的设计失效模 式
发动机系统
总结词
发动机系统是汽车的核心部分,其设计失效模式 主要表现在性能下降、过热、振动过大等方面。
过热
发动机过热是常见的失效模式之一,可能导致拉 缸、润滑油变质等严重后果。过热的原因可能包 括冷却系统故障、发动机负荷过大、散热器堵塞 等。
传动系统
DFMEA失效模式分析报告-案例

DFMEA失效模式分析报告-案例1. 引言本文档旨在提供针对某一特定产品的DFMEA(设计失效模式及影响分析)报告。
该报告基于针对该产品的失效模式分析的结果,旨在识别和评估潜在的设计失效模式及其潜在影响。
2. 背景信息产品名称:(产品名称)产品型号:(产品型号)报告日期:(报告日期)3. 方法论在分析失效模式之前,我们采用以下方法进行了系统的DFMEA分析:1. 收集产品设计文档和相关技术资料;2. 召开团队会议,对产品进行全面的功能分析;3. 根据功能分析,确定可能存在的失效模式;4. 对每个失效模式进行评估,包括严重程度、频率和发现难度的评估;5. 提出各种可能的故障根本原因;6. 提出相应的纠正措施和预防措施,以减轻潜在的失效模式对产品造成的影响。
4. 失效模式分析及评估在DFMEA分析中,我们发现以下潜在的失效模式及其评估结果:4.1 失效模式1- 描述:(失效模式1的详细描述)- 严重程度:(对产品的影响程度评估,如高、中、低)- 频率:(失效模式发生的频率评估,如高、中、低)- 发现难度:(失效模式的可发现程度评估,如高、中、低)- 根本原因:(该失效模式发生的可能原因)4.1.1 纠正措施- 描述:(纠正该失效模式的措施)4.1.2 预防措施- 描述:(预防该失效模式的措施)4.2 失效模式2- 描述:(失效模式2的详细描述)- 严重程度:(对产品的影响程度评估,如高、中、低)- 频率:(失效模式发生的频率评估,如高、中、低)- 发现难度:(失效模式的可发现程度评估,如高、中、低)- 根本原因:(该失效模式发生的可能原因)4.2.1 纠正措施- 描述:(纠正该失效模式的措施)4.2.2 预防措施- 描述:(预防该失效模式的措施)......5. 结论本报告中,我们对产品的失效模式进行了深入的分析和评估。
通过识别各个失效模式并提出相应的纠正和预防措施,我们能够最大程度地减少潜在的设计失效,并提升产品的质量和可靠性。
DFMEA失效模式分析报告-范本
DFMEA失效模式分析报告-范本1. 引言本报告旨在对产品的DFMEA(Design Failure Mode and Effects Analysis,设计失效模式与影响分析)进行详细分析和评估。
通过DFMEA,我们可以识别潜在的设计问题,并采取相应的改进措施,以确保产品的可靠性和质量。
本范本报告将为您提供一个参考,以便在进行具体的DFMEA分析时提供方向和指导。
2. 设计失效模式与影响分析DFMEA是一种系统化的方法,用于根据设计和工程知识,识别并评估可能的失效模式及其对产品质量和性能的影响。
以下是DFMEA分析的步骤和关键要素:2.1 分析步骤1. 确定分析的设计元素或子系统。
2. 列出可能的失效模式。
3. 对每个失效模式进行评估,包括失效原因、失效对系统功能的影响和失效对其他部件的影响。
4. 根据评估结果,确定和优先级排序失效模式。
2.2 关键要素在DFMEA分析中,以下要素需要特别关注:1. 设计元素:将设计分解为适当的子系统或元素,以便更好地进行分析和识别失效模式。
2. 失效模式:失效模式是指产品在设计元素或子系统中可能发生的故障或失效情况,需要针对每个设计元素列出所有可能的失效模式。
3. 失效原因:为每个失效模式确定可能的原因,例如材料问题、制造过程问题或设计缺陷等。
4. 影响评估:评估失效模式对系统功能和其他部件的影响,包括性能降低、功能丧失或安全风险等。
5. 排序:根据评估结果,对失效模式进行排序,以确定需要采取的优先改进措施。
3. 报告结论通过对产品进行DFMEA分析,我们可以识别潜在的失效模式并确定相应的改进措施。
这有助于减少设计风险,提高产品的可靠性和质量。
然而,请注意,本报告仅为范本,具体的DFMEA分析需要根据实际情况进行定制。
4. 参考资料[1] AIAG. (2019). Potential Failure Mode and Effects Analysis (FMEA) (4th ed.). AIAG.。
DFMEA失效模式结果分析

目的
生產品設計開發初期, 分析產品潛在失效 模式與相關產生原因提出未來分析階段 注意事項, 建立有效的质量控制計劃
失效的定義 失效的定義
失效 :
– 在規定條件下(環境、操作、時間)不能完成既定
功能。
– 在規定條件下, 產品參數值不能維持在規定的上
下限之間。
– 產品在工作範圍內, 導致零組件的破裂、斷裂、
13)分 13) 分級
這個欄位用來區分任何對零件、子系統或系 統、將要求附加於制程管制的特殊產品特性 (如關鍵的、主要的、次要的)。 任何項目被認為是要求的特殊过程控制, 將 被以適當的特征或符號列入設計FMEA的分 级欄位內, 並將於建議措施欄位被提出。 每一個於設計FMEA列出的項目, 將在过程 FMEA的特殊过程管制中被列出。
12)嚴重度( 12) 嚴重度(S)
严重度是潜在失效模式发生时对下序零 件、子系统、系统或顾客影响后果的严 重程度(列于前一栏中)的评价指标。 严重度仅适用于后果 要减少失效的严重度级别数值,光能通 过修改设计来实现,严重度的评估分为1 到10级。
严重度的等级
严重度 评定准则:后果的严重度 无警告的 这是一种非常严重的失效形式,它是在没有任何失效预兆的情 10 严重危害 况下影响到行车安全和/或不符合政府法规 有警告的 这是一种非常严重的失效形式,是在具有失效预兆的前提下所 9 严重危害 发生的,并影响到行车安全和/或不符合政府法规 很高 车辆/系统不能运行,丧失基本功能 8
推荐的评估准则
(设计小组对评定准则和分级规则应意见一致,即使因为个别产品分析作 了修改也应一致) 失效发生可能性 可能的失效率 频度数 很高:失效几乎是不可避免的 ≥1/2 1/3 高:反复发生的失效 1/8 1/20 1/80 中等:偶尔发生的失效 1/400 1/2000 低:相对很少发生的失效 1/15000 1/150000 极低:失效不太可能发生 ≤1/1500000 10 9 8 7 6 5 4 3 2 1
电池管理系统BMS潜在失效模式及后果分析(DFMEA)

外部供电低于系统供电最 小电压
系统供电不足无法运行
5 ☆ 电源输入范围不满足指标要求
在指标范围内,选择宽范围输入 的电源模块
3
老化试验
3
45
23 BMS数据存储
数据存储
无法正常存储历史数据
历史数据无法正常保存和 分析
2 ☆ 存储芯片损坏
采用汽车级元器件设计 老化测试
3 老化试验 2 12
24
电源模块 符合技术要求
10
设计验证
1
70
34
绝缘电阻检测 功能
在充电、放电状态下对车 身与电池负极之间的电阻 进行实时检测
在充电、放电状态下,绝 缘采样值跳变
绝缘电阻检测阻值不准,造 成漏电检测误报,影响车 辆行驶
7
☆
平衡桥式绝缘方案设计中绝缘采集 回路滤波电容容值100NF偏小
新电路修改为10UF,功能要充分 进行环境实验验证,包括充电、 放电、高低温实验等
BMS温度采集电路分压电阻损坏或
温度传感器损坏
高低温测试
1 温度采集功能 温度进行实时检测,并且
7☆
精度符合技术要求
温度采集显示温度一直保 持不变,且显示数值与实 际不符
温度采集功能失效,导致 BMS无法检测到温度
BMS与温度传感器接触不良
老化测试 震动测试
2 震动试验 3 42
对电池总电压进行实时检 电池电压采集不到
对接触器失去部分控制, 导致其闭合后不能断开
电源系统一直和负载连 接,使电池一直处于放电 状态
6
高压回路接触器 对接触器实现完全控制, 对接触器失去部分控制导 电源系统和负载失去连
控制功能
包括闭合与断开
DFMEA - 产品设计失效模式及后果分析
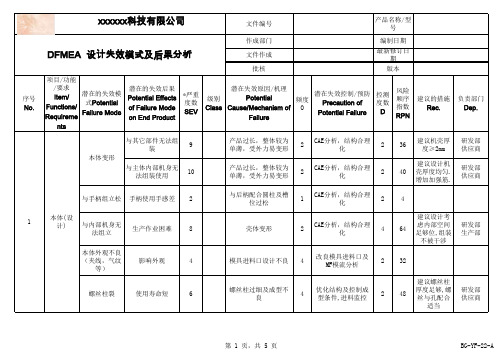
文件编号作成部门文件作成批核序号No.项目/功能/要求Item/Functions/Requirements潜在的失效模式PotentialFailure Mode潜在的失效后果Potential Effectsof Failure Modeon End Product*严重度数SEV级别Class潜在失效原因/机理PotentialCause/Mechanism ofFailure频度O潜在失效控制/预防Precaution ofPotential Failure控测度数D风险顺序指数RPN建议的措施Rec.负责部门Dep.与其它部件无法组装9产品过长,整体较为单薄,受外力易变形2CAE分析,结构合理化236建议机壳厚度≥2mm研发部供应商与主体内部机身无法组装使用10产品过长,整体较为单薄,受外力易变形2CAE分析,结构合理化240建议设计机壳厚度均匀.增加加强筋.研发部供应商与手柄组立松手柄使用手感差2与后柄配合圆柱及槽位过松1CAE分析,结构合理化24与内部机身无法组立生产作业困难8壳体变形2CAE分析,结构合理化464建议设计考虑内部空间足够位,组装不被干涉研发部生产部本体外观不良(夹线,气纹等)影响外观4模具进料口设计不良4改良模具进料口及MF模流分析232螺丝柱裂使用寿命短6螺丝柱过细及成型不良4优化结构及控制成型条件,进料监控248建议螺丝柱厚度足够,螺丝与孔配合适当研发部供应商本体变形xxxxxx科技有限公司产品名称/型号编制日期最新修订日期版本本体(设计)DFMEA 设计失效模式及后果分析1*严重度数SEV高于或等于5的需要填写后面的建议措施。
3- DFMEA设计失效模式及影响分析

AIAG&VDA FMEA培训教材之DFMEA设计失效模式及影响分析七步法七步法关系图系统子系统单元子系统单元零件元素零件元素功能功能功能功能功能功能失效失效失效失效失效失效失效后果失效后果失效模式失效原因失效原因严重度(S)发生度(O)探测度(D)现行防范措施现行发现措施较低的O值较低的D值推荐防范措施推荐发现措施AP较低的AP系统系统系统系统分析失效分析和风险降低1.规划和准备3.功能分析4.失效分析5.风险分析6.优化2.结构分析7. 结果文件化风险沟通FMEA结果文件化七步法七步法第一步:规划和准备目的:是根据正在开发的分析类型(即系统)来定义FMEA 中包含和不包含的内容。
例如,系统、子系统或组件。
DFMEA 规划和准备的工具:框(边界)图•需要谁加入团队?FMEA 团队•什么时候?FMEA 时间•我们为什么在这里?FMEA 意图•我们该如何分析?FMEA 工具•需要完成哪些工作?FMEA 任务◆设计FMEA规划和准备的主要目标是:✓新开发的产品和过程;✓定义对设计的哪些方面进行分析;✓形成项目计划;✓确定应用于确定范围的相关经验教训和参考资料;✓定义团队职责。
设计FMEA步骤一:规划和准备▪分析范围应在项目开始时确定,以确保实施的方向和关注点一致;▪FMEA团队应关注导致风险项的根本原因和针对风险项采取措施的有效性;▪聚焦风险越高的问题越应深入讨论,关于低风险问题,最好避免冗长的讨论;▪风险矩阵是一个很好的识别风险高低的有效辅助工具范围定义的辅助方法:▪原理图▪物料清单(BOM )▪以前类似产品的FMEA▪危害分析与风险评估(HARA )▪威胁分析与风险评估(TARA )▪可制造性和装配设计(DFM/A )▪以往质量问题(场内故障,现场故障,类似产品的保修和保单索赔)▪QFD 质量功能展开▪法规要求▪技术要求▪客户需求/期望(外部和内部客户)▪要求规范▪功能模型▪风险矩阵▪框(边界)图▪参数(P )图▪接口矩阵▪Focus矩阵FMEA实施之前,必须清晰理解并确定产品需求,通过VOC,QFD,法律法规,行业/企业标准,客户需求清单等整体识别产品需求。
失效模式及后果分析程序 - 新版2019(DFMEA)
1.0目的在产品设计阶段,预先发现、评价产品可能潜在的失效与后果,及早找出能够避免或减少这些潜在失效发生的措施,并将此过程文件化,为以后的设计提供经验与参考。
2.0范围适用于产品设计中的设计失效模式及后果分析。
3.0职责3.1多方论证小组:负责制订DFMEA的各项内容及相关改进措施,建立纠正措施优先体系;当有新的失效模式出现时及时更改DFMEA。
3.2工艺部:主导多方论证小组分析并制订所有潜在失效模式及后果。
3.3各部门:参与DFMEA的制订和评估,相关纠正和预防措施的执行。
4.0定义4.1DFMEA:(Design Failure Mode& Effects Analysis)设计失效模式及后果分析.4.2顾客:顾客对DFMEA而言通常指“终端顾客”或“使用者”,但顾客也可能是法律法规要求4.3MSA:Measurement System Analysis(测量系统分析)包括准确性、线性、重复性、再现性、稳定性。
5.0流程无6.0内容6.1DFMEA制订说明:6.1.1工程部主导成立多方论证小组(即APQP策划小组);并确定DFMEA的实施项目。
多方论证小组根据客户的要求和生产加工情况,在APQP总进度中明确DFMEA项目的实施进度要求。
6.1.2多方论证小组组织品质部、工程部、生产部等相关部门的人员对整个生产流程进行评定。
6.1.3工程部针对过程失效模式和后果分析,确定相关过程的“严重度(S)”、“频度(O)”、“探测度(D)”,并通过S、O、D值的排列组合“措施优先级(AP)”,进行改进,编制DFMEA。
6.2在针对措施优先级(AP)行动时,需考虑以下因素:6.2.1严重度数高的(≥ 9)必须实施;6.2.2措施优先级(AP)为高(H)的优先实施;6.2.3措施优先级(AP)为中(M),但是易于实施,成本投入少的,优先实施。
6.2.4客户,项目小组,或者公司高层,在文件化的时候,提出采取改进措施的,给予实施;6.3工程部针对新产品、新材料、新技术应提交相关DFMEA资料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
潛在失效模式及后果分析
何謂FMEA
❖ FMEA是一組系統化的活動,其目的是:
發現、評價產品/過程中潛在的失效及其後果; 找到能夠避免或減少這些潛在失效發生的措施; 將上述過程文件化;
❖ 它是對設計過程的完善,以明確什麽樣 的設計才能滿足客戶的要求。
FMEA發展歷史
❖ 雖然許多工程技術人員早已在他們的 設計或製造過程中應用了FMEA這一 分析方法。但首次正式應用FMEA技 術則是在六十年代中期航天工業的一 項革新。
FMEA的實施
❖ 由於不斷追求產品質量是一個企業不可推卸的 責任,所以應用FMEA技術來識別並消除潛在 隱患有著舉足輕重的作用。
❖FMEA的全面實施要求對所有新部件、更改過的部件以 及應用或環境有變化的沿用零件進行設計FMEA。
❖FMEA由負責設計工作的工程師制定,但對有專利權的 設計來說,可由供方制定。
集體的努力
❖ 在最初的設計潛在FMEA過程中,希望負責設計的 工程師們能夠直接地、主動地聯系所有有關部門 的代表。這些部門應包括(但不限於):裝配、製造、 材料、 質量、服務和供方,以及負責下一總成的 設計部門。
產品在工作範圍內, 導致零組件的破裂、斷裂、 卡死等損坏現象。
DFMEA表格
❖ 为了便于将潜在的失效模式及其影响后 果分析成文,已设计出专用表格。
❖ 下面介绍这种表格的具体应用,所述各 项的序号都相应标在表上对应的栏目内, 完成的设计FMEA表格的示例见附录B:
系统 子系统 零组件: 型号/年份: 核心小组:
有助於對設計要求的評估及對設計方案的相互 權衡。
有助於對製造和裝配要求的最初設計。 提高在設計/開發過程中已考慮潛在失效模式
及其對系統和車輛運行影響的(概率)可能性。
簡介
對制定全面、有效的設計試驗計劃和開發項目,提 供更多的信息。
根據潛在失效模式對“顧客”的影響,對其進行排 序列表,進而建立一套改進設計和開發試驗的優先 控制系統。
项目 潜在失 潜在失 严 重
功能 效模式 效效应 度
设计FMEA 表
设计责任: 生效日期:
FMEA日期(制订)
必要的拔模(斜度) 要求的表面處理 裝配空間/工具可接近 要求的鋼材硬度 過程能力/性能
設計FMEA的開發
❖ 設計FMEA應從列出設計希望做什麼及不希望做什 麼開始,即設計意圖;
❖ 應將通過質量功能展開(QFD)、車輛要求文件、已 知的產品要求和/或製造/裝配要求等的顧客需求綜 合起來;
❖ 期待特性的定義越明確,就越容易識別潛在的失 效模式,採取糾正措施。
❖ 對車輛回收的研究結果表明,全面實施FMEA 能夠避免許多事件的發生。
❖ 雖然FMEA的準備工作中,每項職責都必須明 確到個人,但是要完成FMEA還得依靠集體協 作,必須綜合每個人的智慧。例如,需要有設 計、製造、裝配、售後服務、質量及可靠性等 各方面的專業人才。
FMEA的實施(續)
❖ 及時性是成功實施FMEA的最重要因素之一, 它是一個“事前的行為”,而不是“事後的行 為”;
❖ FMEA可成為促進有關部門間充分交換意見的催化 劑,從而提高整個集體的工作水平。
❖ 此外,任何(內部或外部的)供方設計項目應向有關 負責设计的工程師進行諮詢。
集體的努力
❖ 設計FMEA是一份動態文件,應在一個設計概 念最終形成之時或之前開始,而且,在產品開 發各階段中,當設計有變化或得到其它信息時, 應及時,不斷地修改,並最終在產品加工圖樣 完成之前全部結束。
集體的努力
❖ 考慮製造/裝配的要求是相互聯係的,設計 FMEA在體現設計意圖的同時,還應保證制造 或裝配能夠實現設計意圖。
❖ 但,製造或裝配過程中可能發生的潛在失效模 式和/或其原因/機理不需包含在設計FMEA 當中,此時,它們的識別,影響及控制是由過 程FMEA來解決。
集體的努力
❖ 設計FMEA不是靠過程控制來克服設計中潛在 的缺陷,但的確要考慮制造/裝配過程中技術 的/體力的限制(設計FMEA要考慮可製造性 和可裝配性),例如
簡介
❖ FMEA以其最嚴密的形式總結了設計一個零部 件、子系統或系統時,一個工程師和設計組 的設計思想(其中包括,根據以往的經驗和 教訓對一些環節的分析)。
❖ 這種系統化的方法體現了一個工程師在任何 設計過程中正常經歷的思維過程,並使之規 範化、文件化。
簡介
❖ 在設計階段使用FMEA時,能夠用以下方法降 低產品的失效風險
❖ 為達到最佳效益,FMEA必須在設計或過程失 效模式被無意地納入設計產品之前進行。
❖ 事前花時間很好地進行綜合的FMEA分析,能 夠容易、低成本地對產品或過程進行修改,從 而減輕事後修改的危機。
❖ FMEA能夠減少或消除因修改而帶來更大損失 的機會。
❖ 適當的應用FMEA是一個相互作用的過程,永 無止境。(隨著新的失效模式的出現 , FMEA 文件是一個動態文件 )
FMEA的分類
❖設計FMEA(DFMEA) ❖過程FMEA(PFMEA)
DFMEA
设计FMEA
簡介
❖ 設計潛在FMEA是由“設計主管工程師/小組” 早期採用的一種分析技術,用來在最大範圍 內保證已充份的考慮到並指明各種潛在失效 模式及與其相關的起因/機理。
❖ 應評估最後的產品以及每個與之相關的系統、 子系統和零部件。
為推荐和跟蹤降低風險的措施提供一個公開的討論 形式。
為將來分析研究現場情況,評價設計的更改及開發 更先進的設計,提供參考。
顧客的定義
❖設計潛在FMEA中“顧客”的定義,不僅僅是“最終使 用者”,並且包括車型設計或更高一級裝配過程設計 的工程師們/設計組,以及在生產過程中負責生產、 裝配和售後服務的工程師們。
❖ 設計FMEA應從所要分析的系統、子系統或零部件 的框圖開始(如附录A框图的示例)
目的
❖ 生產品設計開發初期, 分析產品潛在失效 模式與相關產生原因提出未來分析階段 注意事項, 建立有效的质量控制計劃
失效的定義
❖失效 :
在規定條件下(環境、操作、時間)不能完成既定 功能。
在規定條件下, 產品參數值不能維持在規定的上 下限之間。